Фиг. 2
Изобретение относится к прокатному производству, в частности к прокатке полос в горячем и холодном состояниях.
Цель изобретения - повышение производительности прокатного стана за счет улучшения центрирования полосы при перемотке.
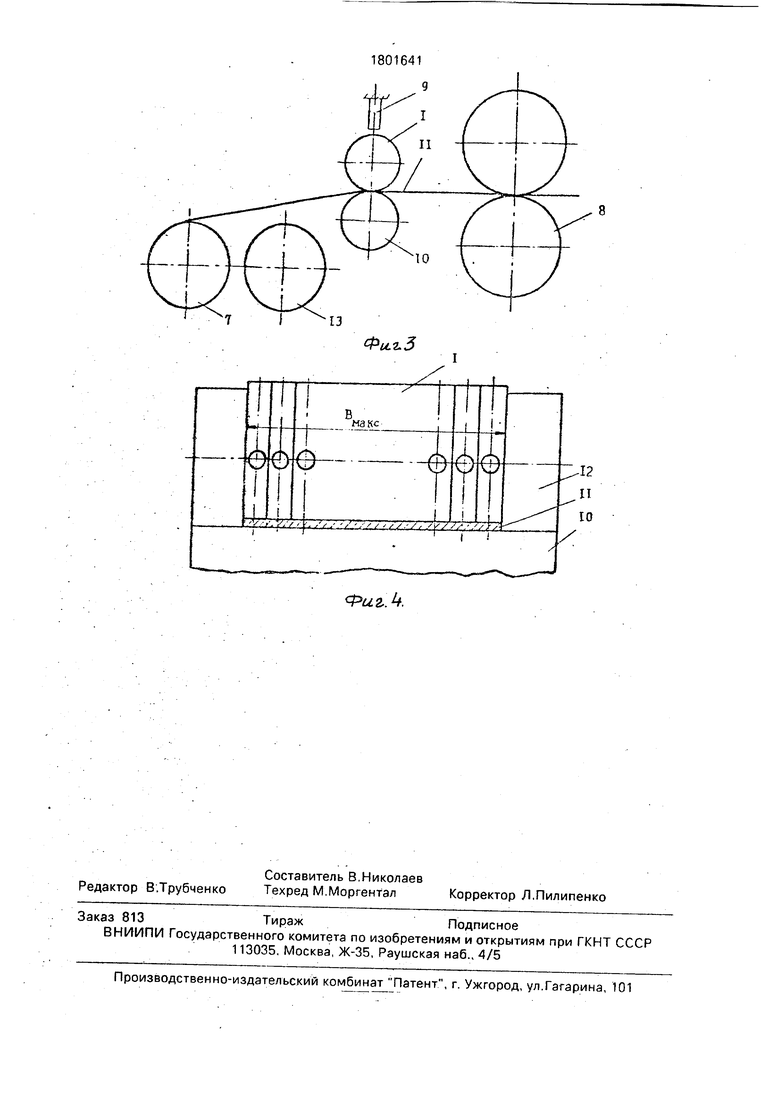
На фиг, 1 представлен секционный ролик; на фиг. 2 - разрез одной секции; на фиг. 3 - схема установки секционного ролика на стане; на фиг. 4 - положение секций ролика при движении полосы.
Устройство сбдержит секционный ролик 1 с шейками 2 (фиг. 1); сами секции кольца 1 установлены на оси 3, а в отверстие колец с зазором 3 - 4 мм и оси вставлены цилиндрические вставки 4, пружины 5 и пробка 6 с резьбой (фиг. 2). Секционный ролик 1 установлен между разматывателем 7 и прокатной клетью 8 (фиг. 3) и перемещается от гидродомкрата 9. Сплошной нижний ролик 10 поддерживает полосу снизу, а концевые участки 12 секционного ролика препятствуют осевому смещению полосы.
Секционный ролик 1 под действием гидродомкрата 9 поджимается к опорному цилиндрическому ролику 10. При движении между роликами 1 и 10 под давлением гидродомкрата 9 полоса 11 шириной Вмакс смещает подпружиненные кольца в вертикальной плоскости относительно оси (фиг. 4) и на участке Вмакс полоса движется в калибре, боковые поверхности которого ограничены крайними секциями 12. Эти секции не дают возможности смещаться полосе вдоль ролика и валков прокатной клети 8. После окончания перемотки полосы секционный ролик 1 при помощи гидродомкрата 9 поднимают, а свободный конец заправляют в моталку 13 и процесс прокатки полосы
выполняют с передним и задним натяжением.
Таким образом, по сравнению с прототипом, предлагаемое техническое решение обеспечивает центрирование полосы, предотвращает смещение ее вдоль оси валков, снижает вероятность повреждения валков и повышает производительность прокатного
стана,
По данным практики работы реверсивного стана 1700 за счет применения секционного ролика можно повысить годовое производство стана на 1 %, что составит 600 т металла из легированных марок стали.
5 Кроме того, при прокатке полос с В Вмакс возможна перемотка и последующая прокатка полосы на краевых участках бочек валков. Это представляет практический интерес, так как зачастую на участках бочек
0 валков, соответствующих краевым участкам полосы, образуются дефекты в виде волчков, мелких выкрошек и т. п. Смешение полосы на участок валков без дефектов позволяет продолжить процесс прокатки без
5 измены валков,
Ф о р м у л а и з о б р е т е н и я Ролик для транспортирования полосы в линии прокатного стана, включающий ось, насаженный на нее секционный бандаж и
0 элементы, расположенные между осью и секциями бандажа, отличающийся тем, что с целью повышения производительности прокатного стана за счет обеспечения возможности центрирования полосы, в сек5 циях бандажа и оси попарно выполнены р а- диальные пазы, а элементы посредством пружин установлены в каждой паре пазов оси и секций бандажа с зазором между боковыми поверхностями пазов секций банда0 жа и элементов.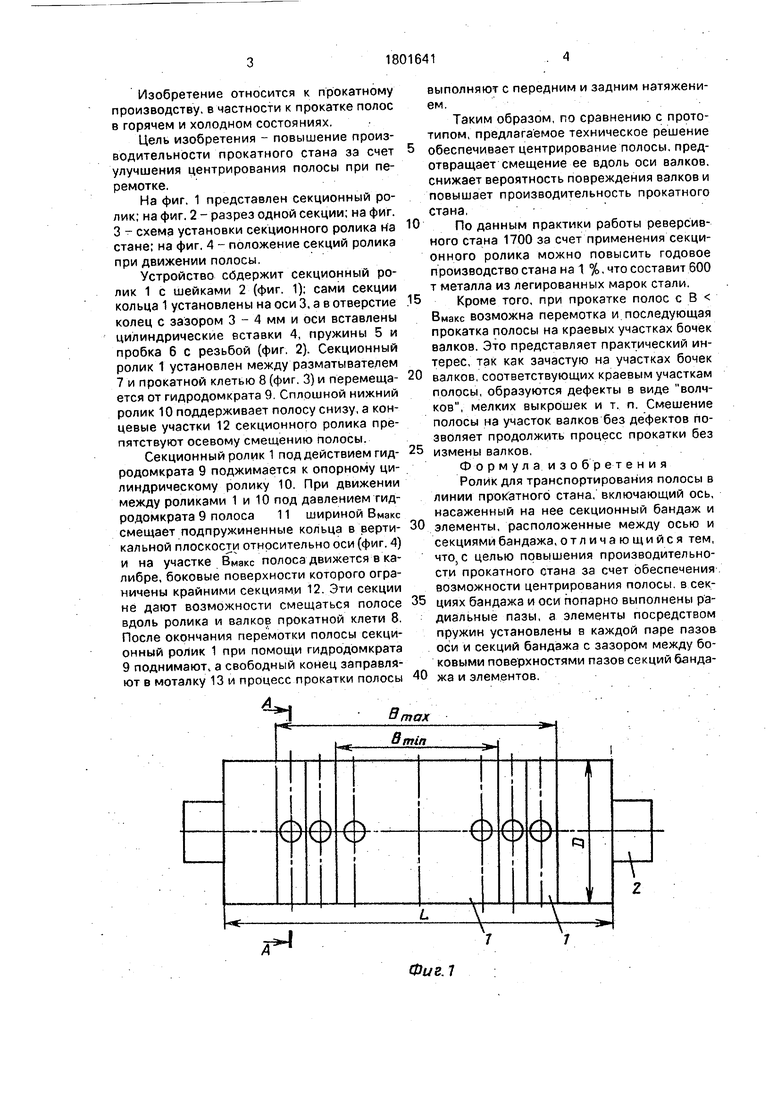
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2146972C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| УЗЕЛ СОЕДИНЕНИЯ ПРОКАТНОГО ВАЛКА СО ШПИНДЕЛЕМ | 2004 |
|
RU2258570C1 |
| ВВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253525C1 |
| Манипулятор обжимного прокатного стана | 1986 |
|
SU1353546A2 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
Использование: повышение производительности прокатного стана за счет улучшения центрирования полосы при перемотке. Сущность: ролик 1 выполнен секционным. Секции - кольца установлены на оси 3, а между осью и внутренними поверхностями колец радиально расположены упругие элементы, выполненные в виде цилиндрической вставки 4, пружины 5 и пробки 6 с резьбой. При движении полоса смещает подпружиненные кольца в вертикальной плоскости относительно оси и движется в калибре, боковые поверхности которого не дают смещаться полосе вдоль ролика и валков прокатной, клети. 4, ил.
Фиг. 7
| Ролик рольганга для транспортировки толстолистового горячего металла | 1980 |
|
SU871863A1 |
| Роберте В | |||
| Холодная прокатка стали | |||
| М.: Металлургия, 1982 | |||
| с | |||
| Способ получения целлюлозы из стеблей хлопчатника | 1912 |
|
SU504A1 |
| р | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
