Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочной бесшовной трубе из нержавеющей стали, подходящей для использования в таких вариантах применения, как скважины по добыче сырой нефти и скважины по добыче природного газа (ниже в настоящем документе просто обозначаемые термином «нефтяные скважины»). В частности, изобретение относится к высокопрочной бесшовной трубе из нержавеющей стали, подходящей для использования в сфере трубных изделий нефтепромыслового сортамента и характеризующейся превосходной стойкостью к углекислотной коррозии в очень серьезной высокотемпературной коррозионно-активной окружающей среде, содержащей газообразный диоксид углерода (СО2) и ионы хлора (Cl–), и превосходной стойкостью к сульфидному коррозионному растрескиванию под действием напряжения (стойкостью к растрескиванию СКРН) при высокой температуре и превосходной стойкостью к сульфидному растрескиванию под действием напряжения (стойкостью к растрескиванию СРН) при температуре окружающей среды в окружающей среде, содержащей сероводород (H2S). В соответствии с использованием в настоящем документе термин «высокопрочный» обозначает прочность при пределе текучести при растяжении порядка 125 кфунт/дюйм2, то есть, при пределе текучести при растяжении, составляющем 862 МПа или более.
Уровень техники
В последние годы возрастающие цены на сырую нефть и обеспокоенность в отношении исчерпания нефтяных ресурсов в недалеком будущем стимулировали активное развитие нефтяных месторождений на большой глубине, что было немыслимым в прошлом, и нефтяных месторождений и газовых месторождений с серьезной коррозионно-активной окружающей средой или кислой окружающей средой, как она также называется, где присутствуют сероводород и тому подобное. Такие нефтяные месторождения и газовые месторождения обычно находятся на очень большой глубине и включают серьезную высокотемпературную коррозионно-активную окружающую среду с атмосферой, содержащей СО2, Cl– и H2S. От таких труб для трубных изделий нефтепромыслового сортамента, предназначенных для использования в такой окружающей среде, требуется наличие высокой прочности и высоких эксплуатационных характеристик стойкости к коррозии (стойкости к углекислотной коррозии, стойкости к сульфидному коррозионному растрескиванию под действием напряжения и стойкости к сульфидному растрескиванию под действием напряжения).
В качестве трубных изделий нефтепромыслового сортамента (ТИНС), которые используют для разработки нефтяных месторождений и газовых месторождений с окружающей средой, содержащей газообразный диоксид углерода (СО2), ионы хлора (Cl–) и тому подобное, зачастую используют трубы из мартенситной нержавеющей стали 13Cr. Кроме того, в последние годы широкое применение себе также находят и модифицированные мартенситные нержавеющие стали 13Cr, характеризующиеся уменьшенным уровнем содержания углерода и увеличенными уровнями содержания других компонентов, таких как Ni и Мо, исходя из мартенситной нержавеющей стали 13Cr.
Например, в источнике ИПЛ 1 описывается модифицированная мартенситная нержавеющая сталь (труба), которая улучшает стойкость к коррозии для мартенситной нержавеющей стали 13Cr (трубы). Нержавеющая сталь (труба), описанная в источнике ИПЛ 1, является мартенситной нержавеющей сталью, характеризующейся превосходной стойкостью к коррозии и превосходной стойкостью к сульфидному коррозионному растрескиванию под действием напряжения, и содержит в % (масс.) С: от 0,005 до 0,05%, Si: от 0,05 до 0,5%, Mn: от 0,1 до 1,0%, Р: 0,025% или менее, S: 0,015% или менее, Cr: от 10 до 15%, Ni: от 4,0 до 9,0%, Cu: от 0,5 до 3%, Мо: от 1,0 до 3%, Al: от 0,005 до 0,2%, N: от 0,005% до 0,1% и оставшуюся часть, представляющую собой Fe и неизбежные примеси, в которой эквивалент Ni (Ni eq.) удовлетворяет соотношению 40C + 34N + Ni + 0,3Cu – 1,1Cr – 1,8Mo ≥ – 10. Мартенситная нержавеющая сталь содержит фазу отпущенного мартенсита, фазу мартенсита и фазу остаточного аустенита, где совокупная доля фазы отпущенного мартенсита и фазы мартенсита находится в диапазоне от 60% или более до 90% или менее, а остальное представляет собой фазу остаточного аустенита. Это улучшает стойкость к коррозии и стойкость к сульфидному коррозионному растрескиванию под действием напряжения во влажной окружающей среде газообразного диоксида углерода и во влажной окружающей среде сероводорода.
С недавних пор имеет место развитие нефтяных скважин в коррозионно-активной окружающей среде при еще более высоких температурах (достигающих вплоть до 200°С). Однако, при использовании методики, описанной в источнике ИПЛ 1, желательная стойкость к коррозии в такой высокотемпературной коррозионно-активной окружающей среде не может быть в достаточной степени обеспечена стабильным образом.
Это сформировало потребность в стальной трубе для трубных изделий нефтепромыслового сортамента, характеризующейся превосходной стойкостью к коррозии и превосходной стойкостью к сульфидному коррозионному растрескиванию под действием напряжения даже в случае использования в такой высокотемпературной коррозионно-активной окружающей среде, и предлагается широкий ассортимент труб из мартенситной нержавеющей стали.
Например, в источнике ИПЛ 2 описывается труба из высокопрочной нержавеющей стали, характеризующаяся превосходной стойкостью к коррозии и композицией, содержащей в % (масс.) С: от 0,005 до 0,05%, Si: от 0,05 до 0,5%, Mn: от 0,2 до 1,8%, Р: 0,03% или менее, S: 0,005% или менее, Cr: от 15,5 до 18%, Ni: от 1,5 до 5%, Мо: от 1 до 3,5%, V: от 0,02 до 0,2%, N: от 0,01 до 0,15% и О: 0,006% или менее, где Cr, Ni, Mo, Cu и С удовлетворяют конкретному выражению соотношений между ними, и Cr, Mo, Si, C, Mn, Ni, Cu и N удовлетворяют конкретному выражению соотношений между ними. Труба из нержавеющей стали обладает структурой, включающей фазу мартенсита в качестве основной фазы, и содержит от 10 до 60% фазы феррита и 30% или менее фазы аустенита при расчете на объем в структуре. Данным образом, труба из нержавеющей стали может характеризоваться достаточной стойкостью к коррозии даже в серьезной содержащей СО2 и Сl– коррозионно-активной окружающей среде с температурой, доходящей вплоть до 230°С, и стабильно может быть произведена высокопрочная и высокоударновязкая труба из нержавеющей стали для трубных изделий нефтепромыслового сортамента.
В источнике ИПЛ 3 описывается высокопрочная труба из нержавеющей стали для трубных изделий нефтепромыслового сортамента, характеризующаяся высокой ударной вязкостью и превосходной стойкостью к коррозии. Методика, описанная в источнике ИПЛ 3, обеспечивает производство стальной трубы, характеризующейся композицией, содержащей в % (масс.) С: 0,04% или менее, Si: 0,50% или менее, Mn: от 0,20 до 1,80%, Р: 0,03% или менее, S: 0,005% или менее, Cr: от 15,5 до 17,5%, Ni: от 2,5 до 5,5%, V: 0,20% или менее, Мо: от 1,5 до 3,5%, W: от 0,50 до 3,0%, Al: 0,05% или менее, N: 0,15% или менее и О: 0,006% или менее, где Cr, Mo, W и С удовлетворяют конкретному выражению соотношений между ними, Cr, Mo, W, Si, C, Mn, Cu, Ni и N удовлетворяют конкретному выражению соотношений между ними, и Mo и W удовлетворяют конкретному выражению соотношений между ними. Кроме того, высокопрочная труба из нержавеющей стали обладает структурой, включающей фазу мартенсита в качестве основной фазы, и содержит от 10 до 50% фазы феррита при расчете на объем в структуре. Методика делает возможным производство высокопрочной трубы из нержавеющей стали для трубных изделий нефтепромыслового сортамента, характеризующейся достаточной стойкостью к коррозии даже в серьезной содержащей СО2, Cl– и H2S высокотемпературной коррозионно-активной окружающей среде.
В источнике ИПЛ 4 описывается высокопрочная труба из нержавеющей стали, характеризующаяся превосходной стойкостью к сульфидному растрескиванию под действием напряжения и превосходной стойкостью к высокотемпературной углекислотной коррозии. Методика, описанная в источнике ИПЛ 4, обеспечивает производство стальной трубы, характеризующейся композицией, содержащей в % (масс.) С: 0,05% или менее, Si: 1,0% или менее, Р: 0,05% или менее, S: менее, чем 0,002%, Cr: от более, чем 16% и 18% или менее, Мо: от более, чем 2% и 3% или менее, Cu: от 1 до 3,5%, Ni: от 3% илили более и менее, чем 5%, Al: от 0,001 до 0,1% и О: 0,01% или менее, где Mn и N удовлетворяют конкретному соотношению в диапазонах 1% или менее Mn и 0,05% или менее N. Высокопрочной труба из нержавеющей стали обладает структурой, которая главным образом представляет собой фазу мартенсита, и которая содержит от 10 до 40% фазы феррита и 10% или менее остаточной γ-фазы при расчете на объем. Данная методика делает возможным производство высокопрочной трубы из нержавеющей стали, характеризующейся превосходной стойкостью к коррозии, которая характеризуется достаточной стойкостью к коррозии даже в окружающей среде газообразного диоксида углерода при температуре, доходящей вплоть до 200°С, и характеризуется достаточной стойкостью к сульфидному растрескиванию под действием напряжения даже при пониженных температурах газа окружающей среды.
В источнике ИПЛ 5 описывается нержавеющая сталь для трубных изделий нефтепромыслового сортамента, характеризующаяся условным пределом текучести, составляющим 758 МПа или более. Нержавеющая сталь характеризуется композицией, содержащей в % (масс.) С: 0,05% или менее, Si: 0,5% или менее, Mn: от 0,01 до 0,5%, Р: 0,04% или менее, S: 0,01% или менее, Cr: от более, чем 16,0 до 18,0%, Ni: от более, чем 4,0 до 5,6%, Мо: от 1,6 до 4,0%, Cu: от 1,5 до 3,0%, Al: от 0,001 до 0,10% и N: 0,050% или менее, где Cr, Cu, Ni и Мо удовлетворяют конкретному соотношению, и (C + N), Mn, Ni, Cu и (Cr + Mo) удовлетворяют конкретному соотношению. Нержавеющая сталь обладает структурой, включающей фазу мартенсита и от 10 до 40% (об.) фазы феррита, где доля фазы феррита, которая проходит через множество воображаемых сегментов, имеющих размеры в длину 50 мкм и скомпонованных в линию в области в 200 мкм от поверхности в направлении толщины с шагом 10 мкм, составляет более, чем 85%. Данным образом, нержавеющая сталь для трубных изделий нефтепромыслового сортамента характеризуется превосходной стойкостью к коррозии в высокотемпературной окружающей среде и превосходной стойкостью к растрескиванию СРН при температуре окружающей среды.
В источнике ИПЛ 6 описывается содержание в % (масс.) С: 0,05% или менее, Si: 0,5% или менее, Mn: от 0,15 до 1,0%, Р: 0,030% или менее, S: 0,005% или менее, Cr: от 15,5 до 17,5%, Ni: от 3,0 до 6,0%, Мо: от 1,5 до 5,0%, Cu: 4,0% или менее, W: от 0,1 до 2,5% и N: 0,15% или менее в целях удовлетворения соотношениям – 5,9 × (7,82 + 27C – 0,91Si + 0,21Mn – 0,9Cr + Ni – 1,1Mo + 0,2Cu + 11N) ≥ 13,0, Cu + Mo + 0,5W ≥ 5,8 и Cu + Mo + W + Cr + 2Ni ≤ 34,5. Данным образом, может быть произведена высокопрочная бесшовная труба из нержавеющей стали, характеризующаяся превосходной стойкостью к углекислотной коррозии, которая характеризуется превосходной стойкостью к углекислотной коррозии в содержащей СО2 и Cl– высокотемпературной окружающей среде при температуре, доходящей вплоть до 200°С, и, кроме того, характеризуется превосходной стойкостью к сульфидному растрескиванию под действием напряжения и превосходной стойкостью к сульфидному коррозионному растрескиванию под действием напряжения в коррозионно-активной окружающей среде, содержащей H2S.
Перечень цитирования.
Источники патентной литературы.
ИПЛ 1: JP-A-10-1755
ИПЛ 2: JP-A-2005-336595
ИПЛ 3: JP-A-2008-81793
ИПЛ 4: WO2010/050519
ИПЛ 5: WO2010/134498
ИПЛ 6: JP-A-2015-110822
Раскрытие сущности изобретения
Техническая проблема
Вследствие развития нефтяных месторождений и газовых месторождений с серьезной коррозионно-активной окружающей средой от стальных труб для трубных изделий нефтепромыслового сортамента требуется наличие высокой прочности и превосходной стойкости к коррозии, в том числе стойкости к углекислотной коррозии и стойкости к сульфидному коррозионному растрескиванию под действием напряжения (стойкости к растрескиванию СКРН) и стойкости к сульфидному растрескиванию под действием напряжения (стойкости к растрескиванию СРН), даже в серьезной коррозионно-активной окружающей среде, содержащей СО2, Cl– и H2S, при высоких температурах, составляющих 200°С или более.
Однако проблема заключается в том, что исходя из методик, описанных в источниках от ИПЛ 2 до ИПЛ 5, они неспособны обеспечить получение достаточной стойкости к растрескиванию СРН в окружающей среде, характеризующейся высоким парциальным давлением H2S.
Также проблема заключается в том, что исходя из источников ИПЛ 2, 3 и 6 они неспособны обеспечить получение высокой прочности при пределе текучести при растяжении, составляющем 862 МПа или более, и высокой ударной вязкости при поглощенной энергии при – 40°С, составляющей 100 Дж или более.
Как это было установлено, высокая ударная вязкость при поглощенной энергии при – 40°С, составляющая 100 Дж или более, не может быть удовлетворена при уровне поглощенной энергии в диапазоне от 149 до 197 Дж при – 10°С, описанном в примерах из описания изобретения в источнике ИПЛ 6.
Методики, описанные в источниках ИПЛ от 1 до 6, добавляют большие количества Cr, Mo, W и тому подобного для достижения высокой стойкости к коррозии. Однако, данные элементы образуют выделения в виде интерметаллических соединений во время отпуска, и высокая низкотемпературная ударная вязкость не может быть получена. Проблема заключается в том, что при наличии низкой низкотемпературной ударной вязкости трубы из нержавеющей стали не могут быть использованы в холодных климатах.
Настоящее изобретение предназначено для предложения решений вышеизложенных проблем предшествующего уровня техники, и одна цель настоящего изобретения заключается в предложении высокопрочной бесшовной трубы из нержавеющей стали для трубных изделий нефтепромыслового сортамента, характеризующейся высокой прочностью и превосходной низкотемпературной ударной вязкостью и характеризующейся превосходной стойкостью к коррозии, в том числе превосходной стойкостью к углекислотной коррозии и превосходной стойкостью к сульфидному коррозионному растрескиванию под действием напряжения и превосходной стойкостью к сульфидному растрескиванию под действием напряжения, даже в серьезной коррозионно-активной окружающей среде, такой как описанная выше. Изобретение также предназначено для предложения способа производства такой высокопрочной бесшовной трубы из нержавеющей стали.
В соответствии с использованием в настоящем документе термин «высокопрочный» обозначает предел текучести при растяжении, составляющий 125 кфунт/дюйм2 (862 МПа) или более.
В соответствии с использованием в настоящем документе фраза «превосходная низкотемпературная ударная вязкость» обозначает наличие поглощенной энергии, составляющей 100 Дж или более, при – 40°С согласно измерению в испытании на ударную вязкость по Шарпи, проводимом при использовании образца для испытаний с V-образным надрезом (с толщиной 10 мм) в соответствии с документом JIS Z 2242.
В соответствии с использованием в настоящем документе фраза «превосходная стойкость к углекислотной коррозии» обозначает то, что образец для испытаний погруженный в раствор для испытаний: водный раствор NaCl при 20% (масс.) (температура жидкости: 200°С; атмосфера газа СО2 при 30 атм), загруженный в автоклав, характеризуется скоростью коррозии, составляющей 0,125 мм/год или менее, по истечении 336 часов в растворе.
В соответствии с использованием в настоящем документе фраза «превосходная стойкость к сульфидному коррозионному растрескиванию под действием напряжения» обозначает то, что образец для испытаний, погруженный в раствор для испытаний: водный раствор, характеризующийся значением рН 3,3, подстроенным в результате добавления водного раствора уксусной кислоты и ацетата натрия к водному раствору NaCl при 20% (масс.), (температура жидкости: 100°С; атмосфера газа СО2 при 30 атм и H2S при 0,1 атм) и выдержанный в автоклаве, не растрескивается даже по истечении 720 часов при приложенном напряжении, равном 100% от предела текучести при растяжении.
В соответствии с использованием в настоящем документе фраза «превосходная стойкость к сульфидному растрескиванию под действием напряжения» обозначает то, что образец для испытаний, погруженный в раствор для испытаний: водный раствор, характеризующийся значением рН 3,5, подстроенным в результате добавления водного раствора уксусной кислоты и ацетата натрия к водному раствору NaCl при 20% (масс.), (температура жидкости: 25°С; атмосфера газа СО2 при 0,9 атм и H2S при 0,1 атм) и выдержанный в автоклаве, не растрескивается даже по истечении 720 часов при приложенном напряжении, равном 90% от предела текучести при растяжении.
Решение проблемы
В целях достижения вышеизложенных целей изобретатели настоящего изобретения провели интенсивные исследования труб из нержавеющих сталей, характеризующихся Cr-содержащей композицией, с точки зрения стойкости к коррозии в отношении различных факторов, которые могут оказывать воздействие на низкотемпературную ударную вязкость при – 40°С. Как это было установлено в исследованиях, может быть получена высокопрочная бесшовная труба из нержавеющей стали, характеризующаяся как превосходной стойкостью к углекислотной коррозии, так и превосходной высокотемпературной стойкостью к сульфидному коррозионному растрескиванию под действием напряжения в высокотемпературной коррозионно-активной окружающей среде, имеющей температуру, доходящую вплоть до 200°С, и содержащую СО2, Cl– и H2S, и в окружающей среде с коррозионно-активной атмосферой, содержащей СО2, Cl– и H2S, при приложенном напряжении, близком к пределу текучести при растяжении, в случае наличия у трубы из нержавеющей стали структуры, имеющей вид сложной структуры, которая включает более, чем 45% фазы первичного мартенсита, от 10 до 45% фазы вторичного феррита и 30% или менее фазы остаточного аустенита при расчете на объем. Как это также было установлено, может быть получена высокопрочная бесшовная труба из нержавеющей стали, характеризующаяся превосходной стойкостью к сульфидному растрескиванию под действием напряжения в окружающей среде, характеризующейся высокой концентрацией H2S, в случае наличия у трубы из нержавеющей стали структуры, содержащей, кроме того, Cr, Mo и W, соответственно, в количествах, больших, чем определенные количества.
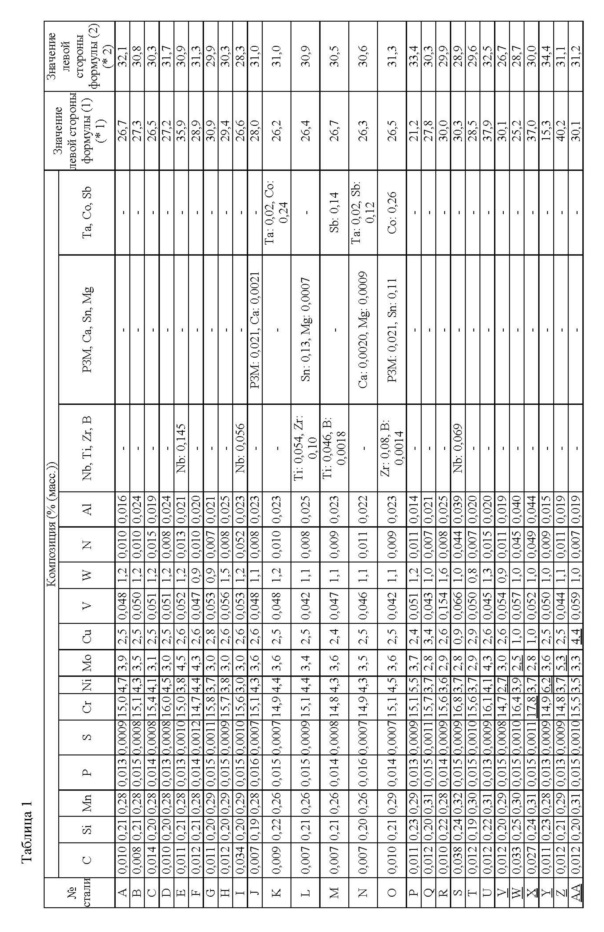
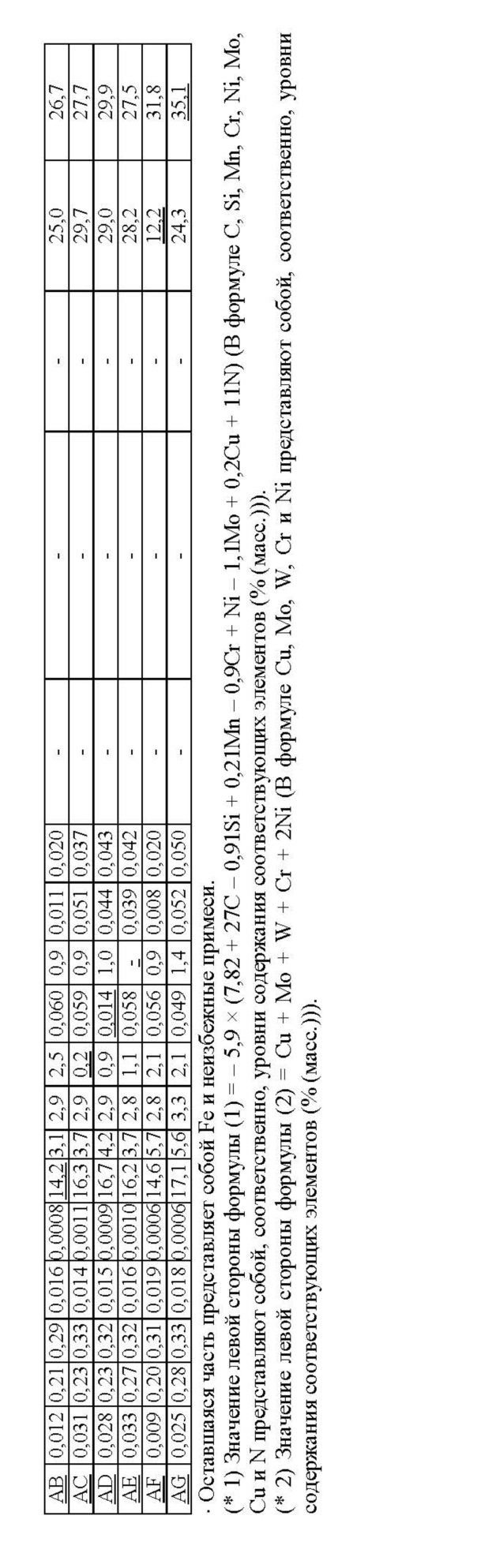
Как это установили изобретатели настоящего изобретения после завершения дополнительных исследований, подстраивание уровней содержания C, Si, Mn, Cr, Ni, Mo, Cu и N для удовлетворения следующей далее формуле (1), является важным моментом для получения желательной структуры композита в композиции, содержащей 14,5% (масс.) или более Cr.
Формула (1)
– 5,9 × (7,82 + 27C – 0,91Si + 0,21Mn – 0,9Cr + Ni – 1,1Mo + 0,2Cu + 11N) ≥ 13,0,
где C, Si, Mn, Cr, Ni, Mo, Cu и N представляют собой, соответственно, уровни содержания соответствующих элементов (% (масс.)).
Левую сторону формулы (1) изобретатели настоящего изобретения экспериментально определяют как индекс, который указывает на вероятность присутствия фазы феррита. Как это было установлено изобретателями настоящего изобретения, подстраивание легирующих элементов и их количеств в целях удовлетворения формуле (1) является важным моментом для достижения желательной сложной структуры.
Как это также было установлено, избыточное образование остаточного аустенита может быть подавлено, и желательные высокие прочность и стойкость к сульфидному растрескиванию под действием напряжения могут быть получены в результате подстраивания уровней содержания Cu, Mo, W, Cr и Ni для удовлетворения следующей далее формуле (2).
Формула (2)
Cu + Mo + W + Cr + 2Ni ≤ 34,5,
где Cu, Mo, W, Cr и Ni представляют собой, соответственно, уровни содержания соответствующих элементов (% (масс.)).
Как это было отмечено выше, проблема заключалась в невозможности получения высокой низкотемпературной ударной вязкости в случае содержания элементов, таких как Cr, Mo и W, в больших количествах, поскольку данные элементы образуют выделения в виде интерметаллических соединений во время отпуска. Как это установило настоящее изобретение, обратившись к данной проблеме, превосходная низкотемпературная ударная вязкость при поглощенной энергии по Шарпи при – 40°С в 100 Дж может быть достигнута в случае совокупного количества выделений Cr, выделений Мо и выделений W, составляющего 0,75% (масс.) или менее, после отпуска.
В данном случае композиция, характеризующаяся высоким уровнем содержания Cr, составляющим 14,5% (масс.) или более, и обладающая сложной структурой, образованной главным образом фазой мартенсита совместно с фазой вторичного феррита и фазой остаточного аустенита, и, кроме того, композиция, содержащая Cr, Mo и W в каждом случае в количестве, не меньшем, чем конкретное количество, могут вносить свой вклад не только в превосходную стойкость к углекислотной коррозии, но также и в превосходную стойкость к сульфидному коррозионному растрескиванию под действием напряжения и превосходную стойкость к сульфидному растрескиванию под действием напряжения. В данном отношении изобретатели настоящего изобретения полагают нижеследующее.
Фаза феррита обеспечивает получение превосходной стойкости к точечной коррозии и образует выделения ламинарным образом в направлении прокатки, то есть, в аксиальном направлении трубы. Поэтому ламинарная структура является перпендикулярной направлению приложенного напряжения в испытании на стойкость к сульфидному растрескиванию под действием напряжения и в испытании на стойкость к сульфидному коррозионному растрескиванию под действием напряжения. Тем самым, трещины распространяются таким образом, который разделяет ламинарную структуру. В соответствии с этим, распространение трещины подавляется, и улучшаются стойкость к растрескиванию СРН и стойкость к растрескиванию СКРН.
Достижения превосходной стойкости к углекислотной коррозии будут добиваться в случае включения в композицию уменьшенного уровня содержания углерода, составляющего 0,05% (масс.) или менее, и 14,5% (масс.) или более Cr, 3,0% (масс.) или более Ni и 2,7% (масс.) или более Мо.
Настоящее изобретение имеет в своей основе данные открытия и было совершено после проведения дополнительных исследований. Говоря конкретно, сущность настоящего изобретения представляет собой нижеследующее.
[1] Высокопрочная бесшовная труба из нержавеющей стали для трубных изделий нефтепромыслового сортамента, характеризующаяся пределом текучести при растяжении, составляющим 862 МПа или более, при этом высокопрочная бесшовная труба из нержавеющей стали характеризуется композицией, которая содержит в % (масс.) С: 0,05% или менее, Si: 0,5% или менее, Mn: от 0,15 до 1,0%, Р: 0,030% или менее, S: 0,005% или менее, Cr: от 14,5 до 17,5%, Ni: от 3,0 до 6,0%, Мо: от 2,7 до 5,0%, Cu: от 0,3 до 4,0%, W: от 0,1 до 2,5%, V: от 0,02 до 0,20%, Al: 0,10% или менее, N: 0,15% или менее и оставшуюся часть, представляющую собой Fe и неизбежные примеси, и для которой C, Si, Mn, Cr, Ni, Mo, Cu и N удовлетворяют представленной ниже формуле (1), а Cu, Mo, W, Cr и Ni удовлетворяют представленной ниже формуле (2), причем высокопрочная бесшовная труба из нержавеющей стали обладает структурой, включающей более, чем 45% фазы мартенсита при расчете на объем в качестве первичной фазы и от 10 до 45% фазы феррита и 30% или менее фазы остаточного аустенита при расчете на объем в качестве вторичной фазы, где совокупное количество выделений Cr, выделений Мо и выделений W составляет 0,75% (масс.) или менее.
Формула (1)
– 5,9 × (7,82 + 27C – 0,91Si + 0,21Mn – 0,9Cr + Ni – 1,1Mo + 0,2Cu + 11N) ≥ 13,0,
где C, Si, Mn, Cr, Ni, Mo, Cu и N представляют собой, соответственно, уровни содержания соответствующих элементов (% (масс.)).
Формула (2)
Cu + Mo + W + Cr + 2Ni ≤ 34,5,
где Cu, Mo, W, Cr и Ni представляют собой, соответственно, уровни содержания соответствующих элементов (% (масс.)).
[2] Высокопрочная бесшовная труба из нержавеющей стали для трубных изделий нефтепромыслового сортамента, соответствующая позиции [1], где композиция, кроме того, содержит в % (масс.), по меньшей мере, одного представителя, выбираемого из Nb: от 0,02 до 0,50%, Ti: от 0,02 до 0,16%, Zr: от 0,02 до 0,50% и В: от 0,0005 до 0,0030%.
[3] Высокопрочная бесшовная труба из нержавеющей стали для трубных изделий нефтепромыслового сортамента, соответствующая позициям [1] или [2], где композиция, кроме того, содержит в % (масс.), по меньшей мере, одного представителя, выбираемого из РЗМ: от 0,001 до 0,05%, Са: от 0,001 до 0,005%, Sn: от 0,05 до 0,20% и Mg: от 0,0002 до 0,01%.
[4] Высокопрочная бесшовная труба из нержавеющей стали для трубных изделий нефтепромыслового сортамента, соответствующая любой одной из позиций от [1] до [3], где композиция, кроме того, содержит в % (масс.), по меньшей мере, одного представителя, выбираемого из Та: от 0,01 до 0,1%, Со: от 0,01 до 1,0% и Sb: от 0,01 до 1,0%.
[5] Способ производства высокопрочной бесшовной трубы из нержавеющей стали для трубных изделий нефтепромыслового сортамента из любой одной из позиций от [1] до [4],
при этом способ включает:
нагревание материала стальной трубы;
преобразование материала стальной трубы в бесшовную стальную трубу в результате проведения горячей обработки; и
последовательное проведение для горячеобработанной бесшовной стальной трубы закалки и отпуска,
где условия проведения отпуска во время отпуска подстраивают таким образом, чтобы удовлетворить следующей далее формуле (3)
t/(3956 – 2,9Cr – 92,1Mo – 50W + 61,7Ni + 99Cu – 5,3T) ≤ 0,034, ... (3)
где Т представляет собой температуру отпуска (°С), t представляет собой продолжительность отпуска (мин.), а Cr, Mo, W, Ni и Cu представляют собой, соответственно, уровни содержания соответствующих элементов (% (масс.)).
Выгодные эффекты от изобретения
Настоящее изобретение может предложить высокопрочную бесшовную трубу из нержавеющей стали, характеризующуюся высокой прочностью и превосходной низкотемпературной ударной вязкостью и превосходной стойкостью к коррозии, в том числе превосходной стойкостью к углекислотной коррозии и превосходной стойкостью к сульфидному коррозионному растрескиванию под действием напряжения и превосходной стойкостью к сульфидному растрескиванию под действием напряжения, даже в серьезной коррозионно-активной окружающей среде, такой как описанная выше.
Осуществление изобретения
Высокопрочная бесшовная труба из нержавеющей стали для трубных изделий нефтепромыслового сортамента настоящего изобретения характеризуется композицией, содержащей в % (масс.) С: 0,05% или менее, Si: 0,5% или менее, Mn: от 0,15 до 1,0%, Р: 0,030% или менее, S: 0,005% или менее, Cr: от 14,5 до 17,5%, Ni: от 3,0 до 6,0%, Мо: от 2,7 до 5,0%, Cu: от 0,3 до 4,0%, W: от 0,1 до 2,5%, V: от 0,02 до 0,20%, Al: 0,10% или менее, N: 0,15% или менее и оставшуюся часть, представляющую собой Fe и неизбежные примеси, где уровни содержания C, Si, Mn, Cr, Ni, Mo, Cu и N подстраивают для удовлетворения следующей далее формуле (1), а уровни содержания Cu, Mo, W, Cr и Ni подстраивают для удовлетворения следующей далее формуле (2).
Формула (1)
– 5,9 × (7,82 + 27C – 0,91Si + 0,21Mn – 0,9Cr + Ni – 1,1Mo + 0,2Cu + 11N) ≥ 13,0,
где C, Si, Mn, Cr, Ni, Mo, Cu и N представляют собой, соответственно, уровни содержания соответствующих элементов (% (масс.)).
Формула (2)
Cu + Mo + W + Cr + 2Ni ≤ 34,5,
где Cu, Mo, W, Cr и Ni представляют собой, соответственно, уровни содержания соответствующих элементов (% (масс.)).
Совокупное количество выделений Cr, выделений Мо и выделений W, составляет 0,75% (масс.) или менее после отпуска.
Причины указания композиции стальной трубы настоящего изобретения представляют собой нижеследующее. В ходе последующего изложения символ «%» обозначает массовый процент, если только конкретно не будет утверждаться другого.
С: 0,05% или менее
Углерод представляет собой важный элемент для увеличения прочности мартенситной нержавеющей стали. В настоящем изобретении для получения желательной прочности углерод в желательном случае содержится в количестве, составляющем 0,005% или более. Уровень содержания углерода, составляющий более, чем 0,05%, ухудшает стойкость к углекислотной коррозии и стойкость к сульфидному коррозионному растрескиванию под действием напряжения. По данной причине уровень содержания С составляет 0,05% или менее. Уровень содержания С предпочтительно находится в диапазоне от 0,005 до 0,04%, более предпочтительно от 0,005 до 0,02%.
Si: 0,5% или менее
Кремний представляет собой элемент, который исполняет функцию раскислителя. Данный эффект получают при уровне содержания Si, составляющем 0,1% или более. Уровень содержания Si, превышающий 0,5%, ухудшает обрабатываемость в горячем состоянии. По данной причине уровень содержания Si составляет 0,5% или менее. Уровень содержания Si предпочтительно находится в диапазоне от 0,1 до 0,5%, более предпочтительно от 0,2 до 0,3%.
Mn: от 0,15 до 1,0%
Марганец представляет собой элемент, который увеличивает прочность стали. В настоящем изобретении для получения желательной прочности марганец должен содержаться в количестве, составляющем 0,15% или более. Уровень содержания Mn, превышающий 1,0%, ухудшает ударную вязкость. По данной причине уровень содержания Mn находится в диапазоне от 0,15 до 1,0%. Уровень содержания Mn предпочтительно находится в диапазоне от 0,20 до 0,50%, более предпочтительно от 0,20 до 0,40%.
Р: 0,030% или менее
В настоящем изобретении фосфор в желательном случае должен содержаться в по возможности наименьшем количестве, поскольку данный элемент ухудшает стойкость к коррозии, такую как стойкость к углекислотной коррозии, стойкость к точечной коррозии и стойкость к сульфидному растрескиванию под действием напряжения. Однако, уровень содержания Р, составляющий 0,030% или менее, является приемлемым. По данной причине уровень содержания Р составляет 0,030% или менее, предпочтительно 0,020% или менее, более предпочтительно 0,015% или менее. Уровень содержания Р предпочтительно составляет 0,005% или более, поскольку доведение уровня содержания Р до менее, чем 0,005%, является в высшей степени дорогостоящей операцией.
S: 0,005% или менее
В желательном случае сера должна содержаться в по возможности наименьшем количестве, поскольку данный элемент оказывает в высшей степени пагубное воздействие на обрабатываемость в горячем состоянии и создает помехи для стабильного функционирования технологического процесса изготовления трубы. Однако, в случае уровня содержания S, составляющего 0,005% или менее, обычное производство трубы будет возможным. По данной причине уровень содержания S составляет 0,005% или менее, предпочтительно 0,002% или менее, более предпочтительно 0,0015% или менее. Уровень содержания S предпочтительно составляет 0,0005% или более, поскольку доведение уровня содержания S до менее, чем 0,0005%, является в высшей степени дорогостоящей операцией.
Cr: от 14,5 до 17,5%
Хром представляет собой элемент, который образует защитное покрытие и вносит свой вклад в улучшение стойкости к коррозии. В настоящем изобретении для получения желательной стойкости к коррозии хром должен содержаться в количестве, составляющем 14,5% или более. При уровне содержания Cr, составляющем более, чем 17,5%, доля феррита становится чересчур большой, и невозможно обеспечить получение желательной высокой прочности. Это также вызывает образование выделений в виде интерметаллических соединений во время отпуска и ухудшает низкотемпературную ударную вязкость. По данной причине уровень содержания Cr находится в диапазоне от 14,5 до 17,5%, предпочтительно от 15,0 до 17,0%, более предпочтительно от 15,0 до 16,5%.
Ni: от 3,0 до 6,0%
Никель представляет собой элемент, который упрочняет защитное покрытие и улучшает стойкость к коррозии. Никель также увеличивает прочность стали в результате упрочнения при образовании твердого раствора. Такие эффекты получают при уровне содержания Ni, составляющем 3,0% или более. При уровне содержания Ni, составляющем более, чем 6,0%, стабильность фазы мартенсита ухудшается, и уменьшается прочность. По данной причине уровень содержания Ni находится в диапазоне от 3,0 до 6,0%, предпочтительно от 3,5 до 5,5%, более предпочтительно от 4,0 до 5,5%.
Мо: от 2,7 до 5,0%
Молибден представляет собой элемент, который улучшает стойкость к точечной коррозии вследствие действия Cl– и низкого значения рН и улучшает стойкость к сульфидному растрескиванию под действием напряжения и стойкость к сульфидному коррозионному растрескиванию под действием напряжения. В настоящем изобретении молибден должен содержаться в количестве, составляющем 2,7% или более. При уровне содержания Мо, составляющем менее, чем 2,7%, достаточная стойкость к коррозии не может быть получена в суровой коррозионно-активной окружающей среде. Молибден представляет собой дорогостоящий элемент, и большой уровень содержания Мо, превышающий 5,0%, приводит к образованию выделений в виде интерметаллических соединений и ухудшает ударную вязкость и стойкость к коррозии. По данной причине уровень содержания Мо находится в диапазоне от 2,7 до 5,0%, предпочтительно от 3,0 до 5,0%, более предпочтительно от 3,3 до 4,7%.
Cu: от 0,3 до 4,0%
Медь представляет собой важный элемент, который упрочняет защитное покрытие и подавляет поступление водорода в сталь. Медь также улучшает стойкость к сульфидному растрескиванию под действием напряжения и стойкость к сульфидному коррозионному растрескиванию под действием напряжения. Для получения таких эффектов медь должна содержаться в количестве, составляющем 0,3% или более. Уровень содержания Cu, составляющий более, чем 4,0%, приводит к образованию выделений CuS на границах зерен и ухудшает обрабатываемость в горячем состоянии и стойкость к коррозии. По данной причине уровень содержания Cu находится в диапазоне от 0,3 до 4,0%, предпочтительно от 1,5 до 3,5%, более предпочтительно от 2,0 до 3,0%.
W: от 0,1 до 2,5%
Вольфрам представляет собой очень важный элемент, который вносит свой вклад в улучшение прочности стали и улучшает стойкость к сульфидному коррозионному растрескиванию под действием напряжения и стойкость к сульфидному растрескиванию под действием напряжения. В случае содержания совместно с молибденом вольфрам будет улучшать стойкость к сульфидному растрескиванию под действием напряжения. Для получения таких эффектов вольфрам должен содержаться в количестве, составляющем 0,1% или более. Большой уровень содержания W, составляющий более, чем 2,5%, приводит к образованию выделений в виде интерметаллических соединений и ухудшает ударную вязкость. По данной причине уровень содержания W находится в диапазоне от 0,1 до 2,5%, предпочтительно от 0,8 до 1,2%, более предпочтительно от 1,0 до 1,2%.
V: от 0,02 до 0,20%
Ванадий представляет собой элемент, который улучшает прочность стали в результате дисперсионного упрочнения. Такой эффект может быть получен в случае содержания ванадия в количестве, составляющем 0,02% или более. Уровень содержания V, составляющий более, чем 0,20%, ухудшает ударную вязкость. По данной причине уровень содержания V находится в диапазоне от 0,02 до 0,20%, предпочтительно от 0,04 до 0,08%, более предпочтительно от 0,05 до 0,07%.
Al: 0,10% или менее
Алюминий представляет собой элемент, который исполняет функцию раскислителя. Такой эффект может быть получен в случае содержания алюминия в количестве, составляющем 0,001% или более. При уровне содержания Al, составляющем более, чем 0,10%, становится избыточным количество оксида, и ударная вязкость ухудшается. По данной причине уровень содержания Al составляет 0,10% или менее, предпочтительно находится в диапазоне от 0,001 до 0,10%, более предпочтительно от 0,01 до 0,06%, еще более предпочтительно от 0,02 до 0,05%.
N: 0,15% или менее
Азот представляет собой элемент, который в высшей степени улучшает стойкость к точечной коррозии. Такой эффект будет становиться более ярко выраженным в случае содержания азота в количестве, составляющем 0,01% или более. Уровень содержания азота, составляющий более, чем 0,15%, в результате приводит к образованию различных нитридов, и ударная вязкость ухудшается. По данной причине уровень содержания N составляет 0,15% или менее, предпочтительно 0,07% или менее, более предпочтительно 0,05% или менее. Предпочтительно уровень содержания N составляет 0,01% или более.
В настоящем изобретении несмотря на содержания конкретных компонентов в конкретных количествах C, Si, Mn, Cr, Ni, Mo, Cu и N удовлетворяют следующей далее формуле (1), а Cu, Mo, W, Cr и Ni удовлетворяют следующей далее формуле (2).
Формула (1)
– 5,9 × (7,82 + 27C – 0,91Si + 0,21Mn – 0,9Cr + Ni – 1,1Mo + 0,2Cu + 11N) ≥ 13,0
В формуле (1) C, Si, Mn, Cr, Ni, Mo, Cu и N представляют собой, соответственно, уровни содержания соответствующих элементов (% (масс.)).
Левая сторона формулы (1) представляет собой индекс, который указывает на вероятность присутствия фазы феррита. В результате содержания легирующих элементов из формулы (1) в подстраиваемых количествах в целях удовлетворения формуле (1) может быть стабильно достигнуто получение сложной структуры из фазы мартенсита и фазы феррита или сложной структуры, включающей, кроме того, фазу остаточного аустенита. Поэтому количество каждого легирующего элемента подстраивают для удовлетворения формуле (1) в настоящем изобретении. Как это необходимо отметить, в случае несодержания легирующих элементов, продемонстрированных в формуле (1), уровни содержания данных элементов в левой стороне формулы (1) будут рассматриваться как составляющие 0 процентов.
Формула (2)
Cu + Mo + W + Cr + 2Ni ≤ 34,5
В формуле (2) Cu, Mo, W, Cr и Ni представляют собой, соответственно, уровни содержания соответствующих элементов (% (масс.)).
Левая стороны формулы (2) является вновь произведенной изобретателями настоящего изобретения в качестве индекса, который указывает на вероятность присутствия остаточного аустенита. В случае превышения значением левой стороны формулы (2) 34,5 количество остаточного аустенита будет становиться избыточным, и желательная высокая прочность не может быть получена. Также ухудшаются стойкость к сульфидному растрескиванию под действием напряжения и стойкость к сульфидному коррозионному растрескиванию под действием напряжения. По данной причине Cu, Mo, W, Cr и Ni подстраивают для удовлетворения формуле (2) в настоящем изобретении. Значение левой стороны формулы (2) предпочтительно составляет 32,5 или менее, более предпочтительно 31 или менее.
Совокупное количество выделений Cr, выделений Мо и выделений W, подстраивая, доводят до 0,75% (масс.) или менее. Желательная низкотемпературная ударная вязкость не может быть получена в случае данной величины, составляющей более, чем 0,75%. Совокупное количество выделений Cr, выделений Мо и выделений W предпочтительно составляет 0,50% или менее.
В соответствии с использованием в настоящем документе термин «выделение Cr» относится к карбиду хрома, нитриду хрома, карбонитриду хрома или их комплексу, термин «выделение Мо» относится к карбиду молибдена, нитриду молибдена, карбонитриду молибдена или их комплексу, а термин «выделение W» относится к карбиду вольфрама, нитриду вольфрама, карбонитриду вольфрама или их комплексу.
Количества выделений Cr, выделений Мо и выделений W могут быть получены в результате измерения количеств Cr, Mo и W в остатке, полученном при использовании метода анализа остатка от электрохимического извлечения.
Вышеупомянутые компоненты являются основными компонентами, а оставшаяся часть, отличная от вышеупомянутых компонентов, представляет собой Fe и неизбежные примеси. В качестве неизбежных примесей приемлемым является О (кислород): 0,01% или менее.
В дополнение к основным компонентам в настоящем изобретении по мере надобности могут содержаться следующие далее необязательные элементы. По меньшей мере, один представитель, выбираемый из Nb: от 0,02 до 0,50%, Ti: от 0,02 до 0,16%, Zr: от 0,02 до 0,50% и В: от 0,0005 до 0,0030% и/или, по меньшей мере, один представитель, выбираемый из редкоземельного металла (РЗМ): от 0,001 до 0,05%, Са: от 0,001 до 0,005%, Sn: от 0,05 до 0,20% и Mg: от 0,0002 до 0,01% и/или, по меньшей мере, один представитель, выбираемый из Та: от 0,01 до 0,1%, Со: от 0,01 до 1,0% и Sb: от 0,01 до 1,0%.
По меньшей мере, один представитель, выбираемый из Nb: от 0,02 до 0,50%, Ti: от 0,02 до 0,16%, Zr: от 0,02 до 0,50% и В: от 0,0005 до 0,0030%
Nb, Ti, Zr и В представляют собой элементы, которые вносят свой вклад в увеличение прочности и по мере надобности могут содержаться, будучи выбранными.
В дополнение к увеличению прочности в соответствии с тем, что было упомянуто выше, ниобий вносит свой вклад в улучшение ударной вязкости. Для получения таких эффектов ниобий содержится в количестве, предпочтительно составляющем 0,02% или более. Уровень содержания Nb, составляющий более, чем 0,50%, ухудшает ударную вязкость. По данной причине ниобий при содержании такового содержится в количестве в диапазоне от 0,02 до 0,50%.
В дополнение к увеличению прочности в соответствии с тем, что было упомянуто выше, титан вносит свой вклад в улучшение стойкости к сульфидному растрескиванию под действием напряжения. Для получения таких эффектов титан содержится в количестве, предпочтительно составляющем 0,02% или более. В случае уровня содержания титана, составляющего более, чем 0,16%, появятся грубые выделения, и ухудшатся ударная вязкость и стойкость к сульфидному коррозионному растрескиванию под действием напряжения. По данной причине титан в случае содержания такового будет содержаться в количестве в диапазоне от 0,02 до 0,16%.
В дополнение к увеличению прочности в соответствии с тем, что было упомянуто выше, цирконий вносит свой вклад в улучшение стойкости к сульфидному коррозионному растрескиванию под действием напряжения. Для получения таких эффектов цирконий содержится в количестве, предпочтительно составляющем 0,02% или более. Уровень содержания Zr, составляющий более, чем 0,50%, ухудшает ударную вязкость. По данной причине цирконий в случае содержания такового будет содержаться в количестве в диапазоне от 0,02 до 0,50%.
В дополнение к увеличению прочности в соответствии с тем, что было упомянуто выше, бор вносит свой вклад в улучшение обрабатываемости в горячем состоянии. Для получения таких эффектов бор содержится в количестве, предпочтительно составляющем 0,0005% или более. Уровень содержания В, составляющий более, чем 0,0030%, ухудшает ударную вязкость и ухудшает обрабатываемость в горячем состоянии. По данной причине бор в случае содержания такового будет содержаться в количестве в диапазоне от 0,0005 до 0,0030%.
По меньшей мере, один представитель, выбираемый из РЗМ: от 0,001 до 0,05%, Са: от 0,001 до 0,005%, Sn: от 0,05 до 0,20% и Mg: от 0,0002 до 0,01%
РЗМ, Са, Sn и Mg представляют собой элементы, которые вносят свой вклад в улучшение стойкости к сульфидному коррозионному растрескиванию под действием напряжения, и по мере надобности могут содержаться, будучи выбранными. Предпочтительные уровни содержания для получения такого эффекта составляют 0,001% или более для РЗМ, 0,001% или более для Са, 0,05% или более для Sn и 0,0002% или более для Mg. Не является экономическим выгодным содержание РЗМ, превышающее 0,05%, содержание Са, превышающее 0,005%, содержание Sn, превышающее 0,20%, и содержание Mg, превышающее 0,01%, поскольку данный эффект становится насыщенным и не предполагается эффектом, соответствующим уровню содержания. По данной причине РЗМ, Са, Sn и Mg в случае содержания таковых будут содержаться в количествах в диапазоне, соответственно, от 0,001 до 0,005%, от 0,001 до 0,005%, от 0,05 до 0,20% и от 0,0002 до 0,01%.
По меньшей мере, один представитель, выбираемый из Та: от 0,01 до 0,1%, Со: от 0,01 до 1,0% и Sb: от 0,01 до 1,0%
Та, Со и Sb представляют собой элементы, которые вносят свой вклад в улучшение стойкости к углекислотной коррозии (стойкости к СО2-обусловленной коррозии), стойкости к сульфидному растрескиванию под действием напряжения и стойкости к сульфидному коррозионному растрескиванию под действием напряжения, и по мере надобности могут содержаться, будучи выбранными. Кобальт также вносит свой вклад в повышение температуры Ms и увеличение прочности. Предпочтительные уровни содержания для получения таких эффектов составляют 0,01% или более для Та, 0,01% или более для Со и 0,01% или более для Sb. Эффект будет становиться насыщенным и не будет предполагаться соответствующим уровню содержания в случае содержания Та, Со и Sb в количестве, превышающем, соответственно, 0,1%, 1,0% и 1,0%. По данной причине Та, Со и Sb в случае содержания таковых будут содержаться в количествах в диапазонах, соответственно, от 0,01 до 0,1%, от 0,01 до 1,0% и от 0,01 до 1,0%.
В ходе последующего изложения описываются причины наложения ограничений на структуру высокопрочной бесшовной трубы из нержавеющей стали для трубных изделий нефтепромыслового сортамента настоящего изобретения.
В дополнение к вышеупомянутой композиции высокопрочная бесшовная труба из нержавеющей стали для трубных изделий нефтепромыслового сортамента настоящего изобретения обладает структурой, включающей более, чем 45% (об.) фазы мартенсита (фазы отпущенного мартенсита) в качестве первичной фазы (основной фазы) и от 10 до 45% (об.) фазы феррита и 30% (об.) или менее фазы остаточного аустенита в качестве вторичной фазы.
В бесшовной стальной трубе настоящего изобретения основной фазой является фаза мартенсита (фаза отпущенного мартенсита), и для получения желательной высокой прочности объемная доля фазы мартенсита составляет более, чем 45%. В случае фазы мартенсита, составляющей более, чем 85%, желательная стойкость к коррозии и желательные пластичность и ударная вязкость могут не быть получены, поскольку уровни содержания фазы феррита и фазы остаточного аустенита становятся уменьшенными. По данной причине фаза мартенсита предпочтительно составляет 85% или менее. Фаза мартенсита главным образом является фазой отпущенного мартенсита, а фаза мартенсита в состоянии непосредственно после закалки предпочтительно будет составлять 10% или менее в случае вообще присутствия таковой. В настоящем изобретении в целях получения желательной стойкости к коррозии (стойкости к углекислотной коррозии, стойкости к сульфидному растрескиванию под действием напряжения (стойкости к растрескиванию СРН) и стойкости к сульфидному коррозионному растрескиванию под действием напряжения (стойкости к растрескиванию СКРН)), по меньшей мере, фаза феррита образует выделения в количестве в диапазоне от 10 до 45% (об.) в качестве вторичной фазы, что приводит к формированию двухфазной структуры фазы мартенсита (фазы отпущенного мартенсита) и фазы феррита. Это формирует ламинарную структуру вдоль аксиального направления трубы и подавляет распространение трещины в направлении толщины. Ламинарная структура не будет формироваться, и желательное улучшение стойкости к коррозии не может быть получено в случае фазы феррита, составляющей менее, чем 10%. Желательная высокая прочность не может быть получена в случае образования фазой феррита выделений в большом количестве, составляющем более, чем 45%. По данным причинам фаза феррита в качестве вторичной фазы находится в диапазоне от 10 до 45%, предпочтительно от 20 до 40%, при расчете на объем.
В дополнение к фазе феррита в качестве вторичной фазы образуют выделения 30% (об.) или менее фазы остаточного аустенита. В присутствии фазы остаточного аустенита улучшаются пластичность и ударная вязкость. Желательная высокая прочность не может быть получена в случае обильного присутствия фазы остаточного аустенита при объемной доле, составляющей более, чем 30%. Предпочтительно фаза остаточного аустенита находится в диапазоне от 5% или более до 30% или менее при расчете на объем.
Для проведения измерений в отношении структуры бесшовной стальной трубы настоящего изобретения образец для испытаний, предназначенный для наблюдения структуры, подвергают травлению при использовании реагента Вилелла (смешанного реагента, содержащего 2 г пикриновой кислоты, 10 мл хлористо-водородной кислоты и 100 мл этанола) и получают изображение структуры при использовании сканирующего электронного микроскопа (увеличение: 1000 раз). После этого при использовании анализатора изображений рассчитывают долю структуры фазы феррита (% (об.)).
Образец для испытаний, предназначенный для рентгеноструктурного анализа, получают в результате шлифования и полирования в целях получения поверхности поперечного сечения для измерения (поперечного сечения С), ортогональной аксиальному направлению трубы, и объем остаточного аустенита (γ) измеряют при использовании рентгеновской дифрактометрии. Объем остаточного аустенита рассчитывают в результате измерения интегральных интенсивностей рентгеновского излучения при дифракции для плоскости γ (220) и плоскости α (211) и пересчета результатов при использовании следующего далее уравнения.
γ (объемная доля) = 100/(1 + (IαRγ/IγRα))
В уравнении Iα представляет собой интегральную интенсивность для α, Rα представляет собой кристаллографическую теоретическую величину для α, Iγ представляет собой интегральную интенсивность для γ, а Rγ представляет собой кристаллографическую теоретическую величину для γ.
Доля фазы мартенсита является долей, отличной от фазы феррита и фазы остаточного аустенита.
Структура бесшовной стальной трубы настоящего изобретения может быть подстроена при использовании термообработки (закалки и отпуска), проводимой в конкретных условиях, описанных ниже.
Ниже описывается желательный способ производства высокопрочной бесшовной трубы из нержавеющей стали для трубных изделий нефтепромыслового сортамента настоящего изобретения.
В настоящем изобретении бесшовную трубу из нержавеющей стали, характеризующуюся композицией, описанной выше, используют в качестве исходного материала. На способ производства бесшовной трубы из нержавеющей стали, представляющей собой исходный материал, конкретных ограничений не накладывают, и обычно может быть использован любой известный способ производства бесшовной стальной трубы.
Предпочтительно расплавленную сталь, характеризующуюся вышеупомянутой композицией, получают при использовании обычного технологического процесса выплавки стали, такого как при использовании конвертера, и преобразуют в материал стальной трубы, например, трубную заготовку, при использовании обычного способа, такого как непрерывное литье и разливка в слитки и прокатка на блюминге. Материал стальной трубы нагревают и подвергают горячей обработке при использовании обычного известного технологического процесса изготовления трубы, например, такого как технологический процесс на автоматическом раскатном трубопрокатном стане от компании Mannesmann и технологический процесс на непрерывном раскатном трубопрокатном стане от компании Mannesmann, для производства бесшовной стальной трубы, характеризующейся вышеупомянутой композицией и имеющей желательные размеры.
После производства бесшовной стальной трубы стальную трубу охлаждают до предпочтительно комнатной температуры при скорости охлаждения, большей, чем при воздушном охлаждении. Данный технологический процесс обеспечивает производство структуры стальной трубы, включающей фазу мартенсита в качестве основной фазы. Бесшовная стальная труба может быть произведена при использовании горячего экструдирования в результате прессования.
В данном случае фраза «скорость охлаждения, большая, чем у воздушного охлаждения» обозначает 0,05°С/сек или более, а термин «комнатная температура» обозначает 40°С или менее.
В настоящем изобретении за охлаждением бесшовной стальной трубы до комнатной температуры при скорости охлаждения, большей, чем при воздушном охлаждении, следует закалка, при которой стальную трубу нагревают до температуры, составляющей 850°С или более, и охлаждают до температуры, составляющей 50°С или менее, при скорости охлаждения, большей, чем при воздушном охлаждении. Данным образом бесшовная стальная труба может обладать структурой, включающей надлежащий объем фазы феррита совместно с фазой мартенсита в качестве основной фазы. В данном случае фраза «скорость охлаждения, большая, чем у воздушного охлаждения» обозначает 0,05°С/сек или более, а термин «комнатная температура» обозначает 40°С или менее.
Желательная высокая прочность не может быть получена в случае температуры нагревания для закалки, составляющей менее, чем 850°С. С точки зрения предотвращения огрубления структуры Температура нагрева для закалки предпочтительно составляет 1150°С или менее, более предпочтительно находится в диапазоне от 900 до 1100°С.
За закалкой бесшовной стальной трубы следует отпуск, при котором бесшовную стальную трубу нагревают до температуры отпуска, равной или меньшей в сопоставлении с температурой превращения Ас1, и охлаждают (естественное охлаждение). Отпуск, при котором стальную трубу нагревают до температуры отпуска, равной или меньшей в сопоставлении с температурой превращения Ас1, и охлаждают стальную трубу, производит структуру, включающую фазу отпущенного мартенсита, фазу феррита и фазу остаточного аустенита (остаточную γ-фазу). Продукт представляет собой высокопрочную бесшовную трубу из нержавеющей стали, характеризующуюся желательной высокой прочностью, высокой ударной вязкостью и превосходной стойкостью к коррозии. В случае температуры отпуска, высокой и большей, чем температура превращения Ас1, технологический процесс будет производить мартенсит в состоянии непосредственно после закалки и не будет приводить к получению желательных высокой прочности, высокой ударной вязкости и превосходной стойкости к коррозии. Предпочтительно температура отпуска составляет 700°С или менее, предпочтительно 550°С или менее.
Сталь, содержащая предварительно определенные компоненты, должна быть подвергнута воздействию технологического процесса отпуска в предварительно определенных условиях для получения количества выделений в виде выделения Cr + выделения Мо + выделения W, составляющего 0,75% или менее. Совокупное количество выделений Cr, выделений Мо и выделений W может стать равным 0,75% (масс.) или менее в случае подстраивания уровня содержания каждого компонента для удовлетворения следующей далее формуле (3), которая включает компоненты, температуру отпуска и время отпуска.
Формула (3)
t/(3956 – 2,9Cr – 92,1Mo – 50W + 61,7Ni + 99Cu – 5,3T) ≤ 0,034
В формуле (3) Т представляет собой температуру отпуска (°С), а t представляет собой продолжительность отпуска (мин.). Cr, Mo, W, Ni и Cu представляют собой, соответственно, уровни содержания соответствующих элементов (% (масс.)).
В случае превышения значением левой стороны формулы (3) 0,034 совокупное количество выделений Cr, выделений Мо и выделений W будет большим, чем 0,75% (масс.), и желательная низкотемпературная ударная вязкость не может быть получена.
Примеры
Настоящее изобретение дополнительно описывается ниже при использовании примеров.
Расплавленные стали, характеризующиеся композициями, продемонстрированными в таблице 1, производили при использовании конвертера и отливали в виде трубных заготовок (материала стальной трубы) в результате непрерывного литья. После этого материал стальной трубы подвергали горячей обработке при использовании модельного стана для прокатки бесшовных труб в целях производства бесшовной стальной трубы с размерами 83,8 мм для внешнего диаметра и 12,7 мм для толщины стенки. После производства бесшовную стальную трубу подвергали воздушному охлаждению.
Материал образца для испытаний отрезали от каждой полученной бесшовной стальной трубы, а после этого подвергали закалке, при которой материал образца для испытаний нагревали в условиях, продемонстрированных в таблице 2, а после этого охлаждали. За этим следовал отпуск, при котором материал образца для испытаний нагревали в условиях, продемонстрированных в таблице 2, и подвергали воздушному охлаждению.
Образец для испытаний, предназначенный для наблюдения структуры, отбирали из закаленного и отпущенного материала образца для испытаний и подвергали травлению при использовании реагента Вилелла (смешанного реагента, содержащего 2 г пикриновой кислоты, 10 мл хлористо-водородной кислоты и 100 мл этанола). Получали изображение структуры при использовании сканирующего электронного микроскопа (увеличение: 1000 раз) и при использовании анализатора изображений рассчитывали долю в структуре (% (об.)) для фазы феррита.
Долю в структуре для фазы остаточного аустенита измеряли при использовании рентгеновской дифрактометрии. Образец для испытаний, предназначенный для измерений, отбирали из закаленного и отпущенного материала образца для испытаний и при использовании рентгеновской дифрактометрии измеряли интегральные интенсивности рентгеновского излучения при дифракции для плоскости γ (220) и плоскости α (211). После этого результаты пересчитывали при использовании следующего далее уравнения.
γ (объемная доля) = 100/(1 + (IαRγ/IγRα))
В уравнении Iα представляет собой интегральную интенсивность для α, Rα представляет собой кристаллографическую теоретическую величину для α, Iγ представляет собой интегральную интенсивность для γ, а Rγ представляет собой кристаллографическую теоретическую величину для γ.
Долю фазы мартенсита рассчитывали как долю, отличную от данных фаз.
Образец в виде полоски, указанный в документе API standard 5CT, отбирали из закаленного и отпущенного материала образца для испытаний и подвергали испытанию на растяжение в соответствии с техническими требованиями института АНИ для определения его характеристик при растяжении (предела текучести при растяжении YS, предела прочности при растяжении TS). Отдельно из закаленного и отпущенного материала образца для испытаний отбирали образец для испытаний с V-образным надрезом (с толщиной в 10 мм) в соответствии с техническими требованиями документа JIS Z 2242. Образец для испытаний подвергали испытанию на ударную вязкость по Шарпи и для оценки ударной вязкости определяли поглощенную энергию при – 40°С, – 20°С и – 10°С.
Количества выделений Cr, выделений Мо и выделений W в состоянии после термообработки исследовали при использовании метода анализа остатка от электрохимического извлечения. В методе анализа остатка от электрохимического извлечения материал для испытаний сначала подвергали гальваностатическому электролизу в 10%-ном электролитическом растворе на основе АА (10% (об.) ацетилацетона и 1% (масс.) хлорида тетраметиламмония в метаноле). Получающийся в результате электролитический раствор отфильтровывали при использовании фильтра с ячейками фильтра 0,2 мкм и отфильтрованный электролитический раствор анализировали при использовании анализатора спектров ИСП-эмиссии для измерения количеств Cr, Mo и W в электролитическом растворе. Измеренные количества использовали в качестве количеств выделений данных элементов.
Из закаленного и отпущенного материала образца для испытаний в результате проведения машинной обработки получали образец для испытания на коррозию с размерами 3,0 мм для толщины стенки, 30 мм для ширины и 40 мм для длины, который подвергали испытанию на коррозию.
Испытание на коррозию проводили в результате погружения образца для испытаний на протяжении 336 часов в раствор для испытаний: водный раствор NaCl при 20% (масс.) (температура жидкости: 200°С; атмосфера газа СО2 при 30 атм), загруженный в автоклав. После испытания измеряли массу образца для испытаний и определяли скорость коррозии исходя из вычисленного уменьшения массы до и после испытания на коррозию. Образец для испытаний после испытания на коррозию также исследовали в результате наблюдения присутствия или отсутствия точечной коррозии на поверхности образца для испытаний при использовании лупы (увеличение в 10 раз). Коррозия при наличии изъязвления, имеющего диаметр, составляющий 0,2 мм или более, рассматривалась в качестве точечной коррозии.
Из закаленного и отпущенного материала образца для испытаний в результате проведения машинной обработки получали круглый стержневидный образец для испытаний (с диаметром φ = 6,4 мм) в соответствии с документом NACE TM0177, Method A, который подвергали испытанию на стойкость к растрескиванию СРН.
Из закаленного и отпущенного материала образца для испытаний в результате проведения машинной обработки отбирали образец для испытаний на 4-точечное изгибание с размерами 3 мм для толщины стенки, 15 мм для ширины и 115 мм для длины, который подвергали испытанию на стойкость к растрескиванию СКРН.
В испытании на стойкость к растрескиванию СКРН (сульфидному коррозионному растрескиванию под действием напряжения) образец для испытаний погружали в раствор для испытаний: водный раствор, характеризующийся значением рН 3,3, подстроенным в результате добавления водного раствора уксусной кислоты и ацетата натрия к водному раствору NaCl при 20% (масс.), (температура жидкости: 100°С; атмосфера H2S при 0,1 атм и СО2 при 30 атм) и выдерживали в автоклаве. Образец для испытаний выдерживали в растворе на протяжении 720 часов при одновременном приложении напряжения, равного 100% от предела текучести при растяжении. После испытания образец для испытаний исследовали в результате наблюдения присутствия или отсутствия растрескивания.
В испытании на стойкость к растрескиванию СРН (сульфидному растрескиванию под действием напряжения) образец для испытаний погружали в раствор для испытаний: водный раствор, характеризующийся значением рН 3,5, подстроенным в результате добавления водного раствора уксусной кислоты и ацетата натрия к водному раствору NaCl при 20% (масс.), (температура жидкости: 25°С; атмосфера H2S при 0,1 атм и СО2 при 0,9 атм). Образец для испытаний выдерживали в растворе на протяжении 720 часов при одновременном приложении напряжения, равного 90% от предела текучести при растяжении. После испытания образец для испытаний исследовали в результате наблюдения присутствия или отсутствия растрескивания.
Результаты представлены в таблице 2.

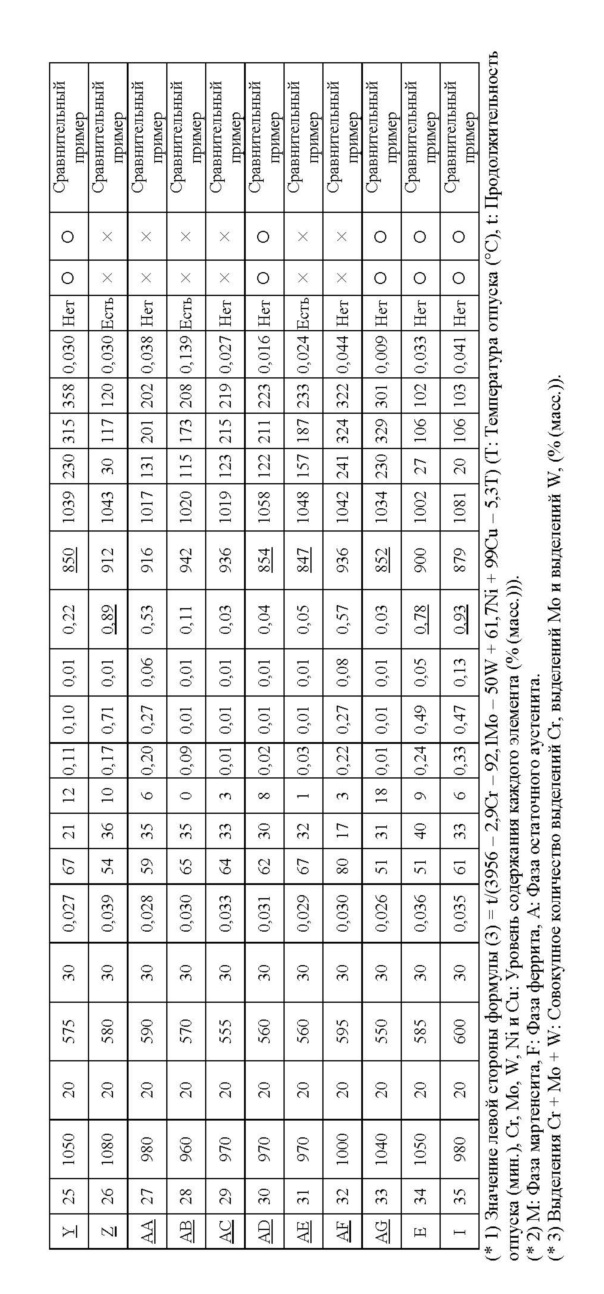
Все высокопрочные бесшовные трубы из нержавеющей стали из примеров настоящего изобретения характеризовались высокой прочностью при пределе текучести при растяжении, составляющем 862 МПа или более, высокой ударной вязкостью при поглощенной энергии при – 40°С, составляющей 100 Дж или более, и превосходной стойкостью к коррозии (стойкостью к углекислотной коррозии) в высокотемпературной коррозионно-активной окружающей среде при 200°С, содержащей СО2 и Cl–. Высокопрочные бесшовные трубы из нержавеющей стали из примеров настоящего изобретения не производили растрескиваний (СРН, СКРН) в окружающей среде, содержащей H2S, и характеризовались превосходной стойкостью к сульфидному растрескиванию под действием напряжения и превосходной стойкостью к сульфидному коррозионному растрескиванию под действием напряжения.
С другой стороны, сравнительные примеры за пределами диапазона настоящего изобретения не характеризовались наличием, по меньшей мере, одного параметра, выбираемого из желательных высоких прочности, низкотемпературной ударной вязкости, стойкости к углекислотной коррозии, стойкости к сульфидному растрескиванию под действием напряжения (стойкости к растрескиванию СРН) и стойкости к сульфидному коррозионному растрескиванию под действием напряжения (стойкости к растрескиванию СКРН).
Стальная труба № 21 содержала более, чем 45% фазы феррита, и предел текучести при растяжении YS составлял менее, чем 862 МПа. Величина vE–40 составляла менее, чем 100 Дж при совокупном количестве выделений Cr, выделений Мо и выделений W, превышающем 0,75% (масс.).
Стальная труба № 22 (сталь № V) характеризовалась уровнем содержания Ni, составляющим менее, чем 3,0% (масс.), и желательные стойкость к растрескиванию СРН и стойкость к растрескиванию СКРН не получали.
Стальная труба № 23 (сталь № W) характеризовалась уровнем содержания Мо, составляющим менее, чем 2,7% (масс.), и желательные стойкость к растрескиванию СРН и стойкость к растрескиванию СКРН не получали.
Стальная труба № 24 (сталь № Х) характеризовалась уровнем содержания Cr, составляющим более, чем 17,5% (масс.), и предел текучести при растяжении YS составлял менее, чем 862 МПа.
Стальная труба № 25 (сталь № Y) характеризовалась уровнем содержания Ni, составляющим более, чем 6,0% (масс.), и предел текучести при растяжении YS составлял менее, чем 862 МПа.
Стальная труба № 26 (сталь № Z) характеризовалась уровнем содержания Mo, составляющим более, чем 5,0% (масс.), и совокупное количество выделений Cr, выделений Мо и выделений W составляло более, чем 0,75% (масс.). Величина vE–40, соответственно, составляла менее, чем 100 Дж. В результате возникала точечная коррозия, и желательные стойкость к растрескиванию СРН и стойкость к растрескиванию СКРН не получали.
Стальная труба № 27 (сталь № АА) характеризовалась уровнем содержания Cu, составляющим более, чем 4,0% (масс.), и желательные стойкость к растрескиванию СРН и стойкость к растрескиванию СКРН не получали.
Стальная труба № 28 (сталь № АВ) характеризовалась уровнем содержания Cr, составляющим менее, чем 14,5% (масс.). В результате возникала точечная коррозия, и желательные стойкость к растрескиванию СРН и стойкость к растрескиванию СКРН не получали.
Стальная труба № 29 (сталь № АC) характеризовалась уровнем содержания Cu, составляющим менее, чем 0,3% (масс.), и желательные стойкость к растрескиванию СРН и стойкость к растрескиванию СКРН не получали.
Стальная труба № 30 (сталь № AD) характеризовалась уровнем содержания V, составляющим менее, чем 0,02% (масс.), и предел текучести при растяжении YS составлял менее, чем 862 МПа.
Стальная труба № 31 (сталь № AE) характеризовалась уровнем содержания W, составляющим менее, чем 0,1% (масс.), и предел текучести при растяжении YS составлял менее, чем 862 МПа. В результате возникала точечная коррозия, и желательные стойкость к растрескиванию СРН и стойкость к растрескиванию СКРН не получали.
Для стальной трубы № 32 (сталь № AF) значение левой стороны формулы (1) составляло менее, чем 13,0, и желательные стойкость к растрескиванию СРН и стойкость к растрескиванию СКРН не получали.
Для стальной трубы № 33 (сталь № AG) значение левой стороны формулы (2) составляло более, чем 34,5, и предел текучести при растяжении YS составлял менее, чем 862 МПа.
Для стальной трубы № 34 совокупное количество выделений Cr, выделений Мо и выделений W составляло более, чем 0,75% (масс.), и величина vE–40 составляла менее, чем 100 Дж.
Для стальной трубы № 35 совокупное количество выделений Cr, выделений Мо и выделений W составляло более, чем 0,75% (масс.), и величина vE–40 составляла менее, чем 100 Дж.
Изобретение относится к области металлургии, а именно к высокопрочной бесшовной трубе из нержавеющей стали для трубных изделий нефтепромыслового сортамента, имеющей предел текучести при растяжении, составляющий 862 МПа или более. Труба изготовлена из стали, имеющей следующий химический состав, мас.%: 0,05 или менее, Si 0,5 или менее, Mn от 0,15 до 1,0, Р 0,030 или менее, S 0,005 или менее, Cr от 14,5 до 17,5, Ni от 3,0 до 6,0, Мо от 2,7 до 5,0, Cu от 0,3 до 4,0, W от 0,1 до 2,5, V от 0,02 до 0,20, Al 0,10 или менее, N 0,15 или менее, Fe и неизбежные примеси – остальное. Содержания C, Si, Mn, Cr, Ni, Mo, Cu и N удовлетворяют соотношению –5,9×(7,82+27C–0,91Si+0,21Mn–0,9Cr+Ni–1,1Mo+0,2Cu+11N)≥13,0, а содержания Cu, Mo, W, Cr и Ni соотношению Cu+Mo+W+Cr+2Ni≤34,5. Труба из стали обладает структурой, включающей в качестве основной фазы более чем 45% мартенсита при расчете на объем, а в качестве вторичной фазы от 10 до 45% фазы феррита и 30% или менее фазы остаточного аустенита при расчете на объем. Совокупное количество выделений Cr, выделений Мо и выделений W составляет 0,75 мас.% или менее. Изготавливаемые трубы обладают превосходными низкотемпературной ударной вязкостью, стойкостью к углекислой коррозии, стойкостью к сульфидному коррозионному растрескиванию под напряжением и стойкостью к сульфидному растрескиванию под напряжением. 2 н. и 4 з.п. ф-лы, 2 табл.
1. Высокопрочная бесшовная труба из нержавеющей стали для трубных изделий нефтепромыслового сортамента, характеризующаяся пределом текучести при растяжении, составляющим 862 МПа или более, при этом высокопрочная бесшовная труба из нержавеющей стали характеризуется составом, включающим в мас.%: С 0,05 или менее, Si 0,5 или менее, Mn от 0,15 до 1,0, Р 0,030 или менее, S 0,005 или менее, Cr от 14,5 до 17,5, Ni от 3,0 до 6,0, Мо от 2,7 до 5,0, Cu от 0,3 до 4,0, W от 0,1 до 2,5, V от 0,02 до 0,20, Al 0,10 или менее, N 0,15 или менее и оставшуюся часть, представляющую собой Fe и неизбежные примеси, при этом C, Si, Mn, Cr, Ni, Mo, Cu и N удовлетворяют представленной ниже формуле (1), а Cu, Mo, W, Cr и Ni удовлетворяют представленной ниже формуле (2),
причем высокопрочная бесшовная труба из нержавеющей стали обладает структурой, включающей более чем 45% фазы мартенсита при расчете на объем в качестве основной фазы, от 10 до 45% фазы феррита и 30% или менее фазы остаточного аустенита при расчете на объем в качестве вторичной фазы,
при этом совокупное количество выделений Cr, выделений Мо и выделений W составляет 0,75 мас.% или менее,
–5,9×(7,82+27C–0,91Si+0,21Mn–0,9Cr+Ni–1,1Mo+0,2Cu+11N) ≥ 13,0 (1),
где C, Si, Mn, Cr, Ni, Mo, Cu и N представляют собой соответственно уровни содержания соответствующих элементов в мас.%,
Cu+Mo+W+Cr+2Ni ≤ 34,5 (2),
где Cu, Mo, W, Cr и Ni представляют собой соответственно уровни содержания соответствующих элементов в мас.%.
2. Труба по п. 1, в которой состав также содержит в мас.% по меньшей мере один из Nb от 0,02 до 0,50, Ti от 0,02 до 0,16, Zr от 0,02 до 0,50 и В от 0,0005 до 0,0030.
3. Труба по п. 1 или 2, в которой состав также содержит в мас.% по меньшей мере один из РЗМ от 0,001 до 0,05, Са от 0,001 до 0,005, Sn от 0,05 до 0,20 и Mg от 0,0002 до 0,01.
4. Труба по п. 1 или 2, в которой состав также содержит в мас.% по меньшей мере один из Та от 0,01 до 0,1, Со от 0,01 до 1,0 и Sb от 0,01 до 1,0.
5. Труба по п. 3, в которой состав также содержит в мас.% по меньшей мере один из Та от 0,01 до 0,1, Со от 0,01 до 1,0 и Sb от 0,01 до 1,0.
6. Способ производства высокопрочной бесшовной трубы из нержавеющей стали для трубных изделий нефтепромыслового сортамента по любому из пп. 1-5, включающий в себя:
нагрев материала стальной трубы;
преобразование материала стальной трубы в бесшовную стальную трубу в результате проведения горячей обработки и
последовательное проведение для горячеобработанной бесшовной стальной трубы закалки и отпуска,
при этом условия проведения отпуска устанавливают в соответствии с следующей формулой (3):
t/(3956–2,9Cr–92,1Mo–50W+61,7Ni+99Cu–5,3T) ≤ 0,034 (3),
где Т представляет собой температуру отпуска (°С), t представляет собой продолжительность отпуска (мин), а Cr, Mo, W, Ni и Cu представляют собой соответственно уровни содержания соответствующих элементов в мас.%.

