Изобретение относится к оптическим устройствам для измерения и контроля, а именно для измерения геометрических параметров деталей, и может быть использовано при производстве различных деталей типа тел вращения.
Известна лазерная установка для контроля диаметра деталей на токарных станках, изложенная в книге «Активный контроль размеров» / С.С.Волосов, М.Л.Шлейфер, В.Я.Рюмкин и др. Под ред. С.С.Волосова. - М.: Машиностроение, 1984 г., стр.127. Она включает лазер, фотоприемник, отличается тем, что излучение от лазера, пройдя систему зеркал и призм, направляется на обрабатываемую деталь, часть светового потока, прошедшего по касательной к поверхности контролируемой детали, отклоняется под углом к основному потоку и оптическими системами направляется на фотоприемники, выходной сигнал которых соответствует размерному отклонению диаметра изделия.
Недостатком данной установки является невозможность ее применения при резании с СОЖ и относительно высокая стоимость.
Известен также бесконтактный лазерный прибор активного контроля, изложенный в книге «Активный контроль размеров» / С.С.Волосов, М.Л.Шлейфер, В.Я.Рюмкин и др. Под ред. С.С.Волосова. - М.: Машиностроение, 1984 г., стр.129. Он включает гелий-неоновый лазер, фотоприемник, отличается тем, что излучение от гелий-неонового лазера направлено к поверхности контролируемой детали со стороны резца через оптическую систему, отраженный световой поток воспринимается оптической системой измерительного устройства и направляется на фотоприемник, выполненный из фоторезисторов.
Недостатком данного прибора является низкая точность измерения, вследствие влияния на точность контроля силовых и тепловых деформаций детали, изменения кривизны ее поверхности, что особенно проявляется при обработке ступенчатых и фасонных деталей.
Наиболее близким к заявленному изобретению является оптическое устройство для измерения диаметров крупногабаритных деталей, содержащее оптико-механический блок задания размера, состоящий из конуса, рычага, первой пружины, обеспечивающей контакт свободного конца рычага с поверхностью конуса, и преобразователь положения кромки детали, отличающееся тем, что конус оптико-механического блока задания размера с винтовым механизмом перемещения свободно установлен на центрирующем упоре, закрепленном в плоскости измерения на подвижном основании оптико-механического блока задания размера, и жестко соединен с подвижным штоком, установленным в вертикальной направляющей втулке подвижного основания оптико-механического блока задания размера и связанным с подвижным основанием с помощью второй пружины, обеспечивающей контакт конуса с центрирующим упором, на подвижном основании оптико-механического блока задания размера закреплен механизм относительного вертикального перемещения оси поворота рычага с преобразователем положения кромки детали, а подвижное основание оптико-механического блока задания размера установлено с возможностью перемещения вертикальных неподвижных направляющих с устройствами фиксации и отсчета величины перемещения (Патент РФ 2181190 С2, G01В 21/10, 2000).
Недостатком данного устройства являются ограниченные технологические возможности: измерение только крупногабаритных деталей, сложность конструкции, что приводит к увеличению погрешности измерения, жесткие требования по чистоте обрабатываемой детали.
В этой связи важнейшей задачей является создание нового оптического устройства, позволяющего расширить технологические возможности, то есть производить контроль среднегабаритных деталей в условиях любого типа производства на стадиях как черновой, так и чистовой обработок, с минимальной погрешностью измерения, при упрощении конструкции.
Для достижения технического результата предлагается оптическое устройство для измерения диаметров деталей, отличающееся тем, что оптико-механический блок, состоящий из лазера, фотоприемника, призмы, в которой через отверстие проходит луч лазера, падающий на подпружиненную отполированную пластину, имеющую возможность поворота под весом измеряемой детали в плоскости, перпендикулярной оси детали, и отражается на фотодиодную линейку.
На чертеже представлено предлагаемое устройство.
Оптическое устройство для измерения диаметров деталей содержит призму 1 с углом 90°, лазер 2, фотодиодную линейку 3, отполированную пластину 4, ось 5, на которой крепится отполированная пластина 4, круговую пружину 6, концевую меру 7, измеряемую деталь 8.
Устройство работает следующим образом. При установке измеряемой детали 8 в призму 1 полированная пластина 4 под весом детали 8 поворачивается на определенный угол. Луч лазера 2, падая на отполированную пластину 4, отражается в определенную область фотодиодной линейки 3, установленной в нише призмы 1, что предотвращает ее повреждение при измерении малогабаритных деталей.
Для возврата отполированной пластины 4 в исходное положение используется круговая пружина 6.
Для расширения диапазона измерений возможно использование концевых мер 7, устанавливаемых на отполированную пластину 4. Измерение последующих деталей проводится аналогично.
Таким образом, использование заявленного оптического устройства в машиностроении при производстве деталей типа тел вращения позволяет снизить уровень брака обрабатываемых изделий, снизить трудоемкость работы контролера, повысить производительность производства. Поскольку число элементов конструкции сведено к минимуму, это еще и значительно снижает погрешность измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2178140C1 |
| Способ измерения расстояния между отражающими поверхностями объекта | 1989 |
|
SU1793215A1 |
| ОПТИКО-МЕХАНИЧЕСКОЕ УГЛОМЕРНОЕ УСТРОЙСТВО ПОВОРОТНОГО ТИПА С ОПТИЧЕСКИМ УКАЗАТЕЛЕМ НА ОСНОВЕ МНОГОЗНАЧНОЙ МЕРЫ И ФОТОЭЛЕКТРОННЫМ РЕГИСТРАТОРОМ | 2007 |
|
RU2377498C2 |
| Способ контроля состояния жидкой текущей среды | 2020 |
|
RU2747962C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫСОКОТОЧНОГО БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ РАССТОЯНИЙ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2148790C1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТНОСИТЕЛЬНОЙ ПРОДОЛЬНОЙ ДЕФОРМАЦИИ ПОВЕРХНОСТИ И ЭКСТЕНЗОМЕТР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575795C2 |
| Оптико-электронное устройство для измерения диаметров нагретых крупногабаритных деталей | 1989 |
|
SU1698644A1 |
| Лазерный измеритель линейных перемещений поверхности | 1984 |
|
SU1241062A1 |
| СПОСОБ ИНТЕРФЕРОМЕТРИЧЕСКОГО ИЗМЕРЕНИЯ ОТКЛОНЕНИЯ ФОРМЫ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2263279C2 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ НА ОБЪЕКТ | 2005 |
|
RU2301496C1 |
Оптическое устройство для измерения диаметров деталей содержит оптико-механический блок, состоящий из лазера, фотодиодной линейки и призмы с углом 90°, для установки измеряемой детали. В призме через отверстие проходит луч лазера, падающий на подпружиненную отполированную пластину, имеющую возможность поворота под весом измеряемой детали в плоскости, перпендикулярной оси детали, и отражается на фотодиодную линейку. Технический результат - создание нового оптического устройства, позволяющего расширить технологические возможности при упрощении конструкции. 1 ил.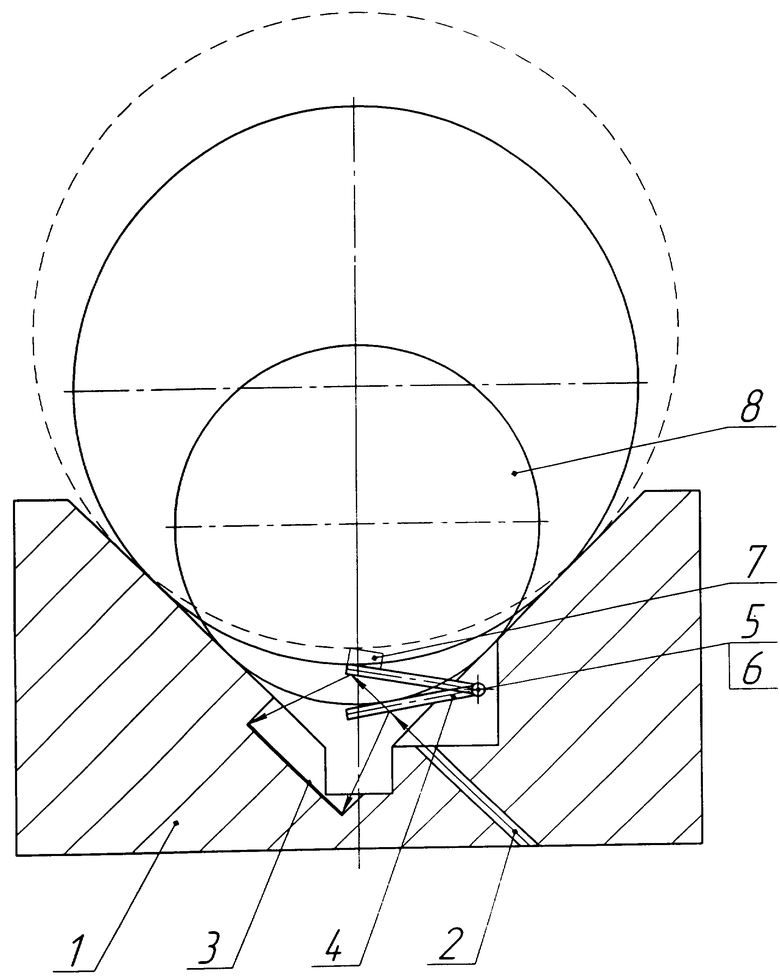
Оптическое устройство для измерения диаметров деталей, отличающееся тем, что оптико-механический блок состоит из лазера, фотодиодной линейки, призмы с углом 90° для установки измеряемой детали, в которой через отверстие проходит луч лазера, падающий на подпружиненную отполированную пластину, имеющую возможность поворота под весом измеряемой детали в плоскости, перпендикулярной оси детали, и отражается на фотодиодную линейку.
| DE 3503661 А, 07.08.1986 | |||
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2181190C2 |
| GB 913299 А, 19.12.1962 | |||
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2054624C1 |
| Оптико-электронное устройство для измерения диаметров нагретых крупногабаритных деталей | 1989 |
|
SU1698644A1 |

