Изобретение относится к металлообработке, а именно к сборному режущему инструменту для автоматизированного оборудования.
Известен резец, содержащий державку (корпус) 1, имеющую гнездо для установки режущей пластины 2, прижим (прихват) 5, выполненный в виде Г-образного стержня 19 с буртиком (головкой) 9, расположенным в пазу державки и имеющим прижимную площадку 8 (см. авторское свидетельство СССР №1046027, кл. В23В 27/16, 1983 г.).
Недостатком известной конструкции является то, что при обработке деталей на тяжелых режимах резания, в частности торцовых поверхностей, возможно смещение режущей пластины 2 по задней упорной поверхности 14 и опорной поверхности 16 державки (корпуса) 1, образуя зазор между поверхностью 15 режущей пластины и опорной поверхностью 16 державки, что приведет к нарушению устойчивой работы резца - изменение размеров обрабатываемой детали, а также к поломке режущей пластины.
Задача изобретения - повышение надежности закрепления режущей пластины.
Это достигается тем, что в резце, содержащем державку, имеющую гнездо с опорной и упорной поверхностями для установки режущей пластины, прижим, выполненный в виде Г-образного стержня с буртиком, расположенным в пазу державки и имеющим прижимную площадку, прижим снабжен установленным в буртике упором, взаимодействующим с пазом, выполненным на нижней плоскости, а упорная поверхность гнезда имеет отверстие, в которое входит упор прижима.
Кроме того, паз режущей пластины выполнен по форме сопрягаемой поверхности упора.
Признак ″прижим снабжен установленным в буртике упором, взаимодействующим с пазом, выполненным на нижней плоскости режущей пластины, а упорная поверхность гнезда державки имеет отверстие, в которое входит упор прижима″ является существенным и необходимым для достижения поставленной задачи - повышение надежности закрепления режущей пластины.
Упор, входящий в паз режущей пластины, исключает смещение пластины в гнезде при тяжелых режимах резания.
Отверстие, выполненное в упорной поверхности державки, необходимо для повышения жесткости установки упора, а также для перемещения его (упора) при закреплении режущей пластины после переточек.
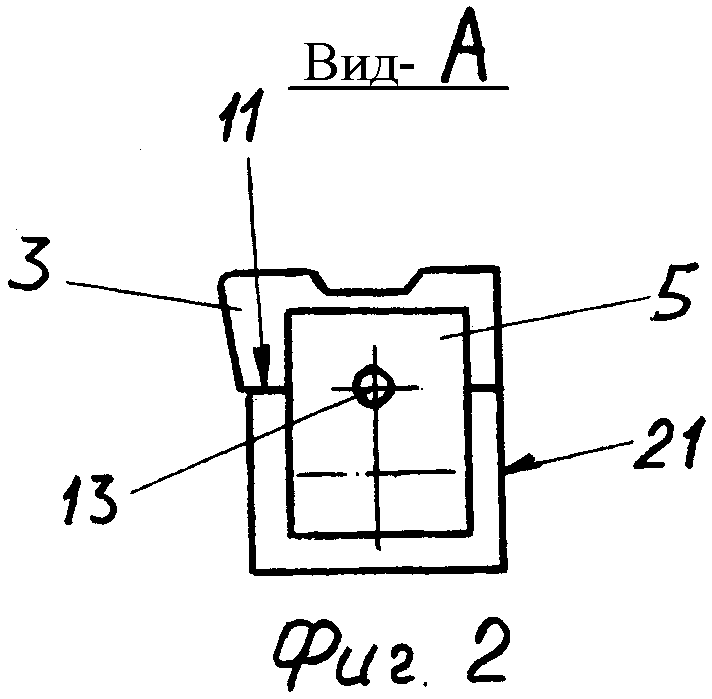
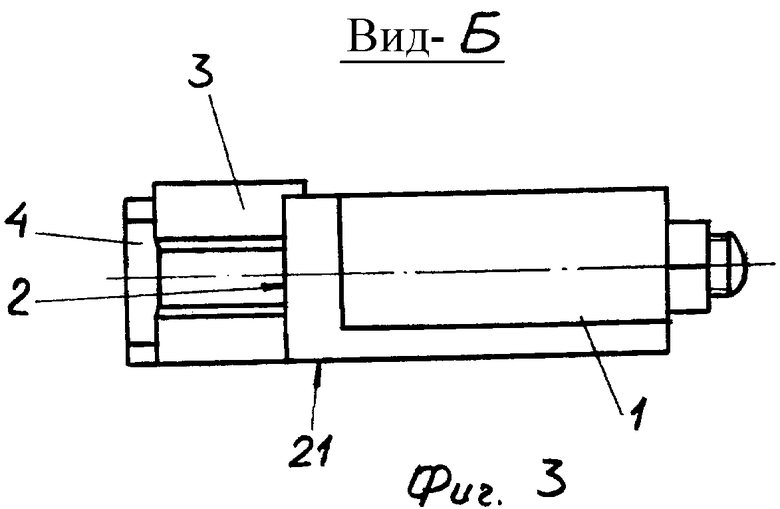
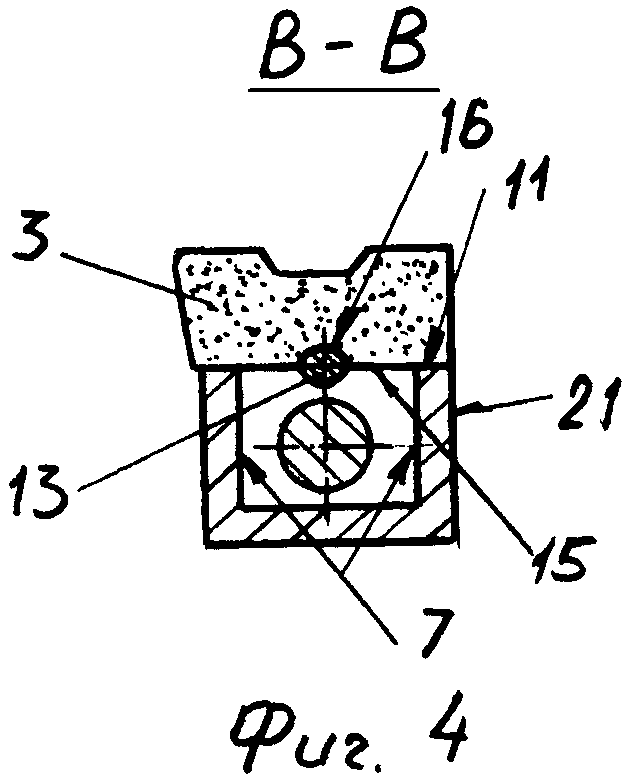
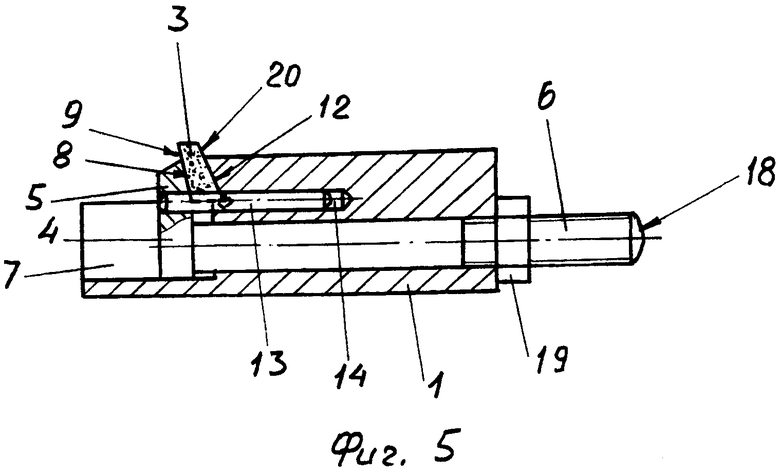
На фиг.1 изображен резец с режущей пластиной; на фиг.2 - вид А на фиг.1; на фиг.3 - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - резец с режущей пластиной после переточки.
Резец состоит из державки 1, в гнезде 2 которой установлена режущая пластина 3 и прижим 4. Прижим 4 выполнен в виде Г-образного стержня с буртиком 5 на одном конце и резьбовым участком 6 на другом. Буртик 5 расположен в пазу 7 державки 1 и имеет прижимную площадку 8, контактирующую с передней поверхностью 9 режущей пластины 3, площадку 10, являющуюся стружкоотводящей (стружколомающей поверхностью). Гнездо 2 имеет опорную 11 и упорную 12 поверхности.
Буртик 5 прижима снабжен упором 13, входящим в отверстие 14, выполненное в опорной поверхности 12 державки. Режущая пластина 3 имеет на нижней поверхности 15 паз 16, выполненный по форме ответным сопрягаемой поверхности упора 13.
Резьбовой участок 6 прижима 4 расположен в отверстии 17 державки 1 и заканчивается сферической опорой 18.
Закрепление режущей пластины 3 осуществляется следующим образом.
Режущую пластину 3 устанавливают в гнездо 2 державки 1 на опорную поверхность 11 с упором в поверхность 12. При этом паз 16 режущей пластины 3 охватывает упор 13 прижима 4.
Затем при затягивании гайкой 19 прижима 4 его буртик 5 взаимодействует прижимной площадкой 8 с передней поверхностью 9 режущей пластины 3, которая своей поверхностью 20 прижимается к упорной поверхности 12 гнезда 2 державки 1, и обеспечивается надежное закрепление режущей пластины 3.
После износа режущей кромки пластины 3 ее раскрепляют и перетачивают по передней поверхности 9 и затем снова устанавливают в гнездо 2 державки 1, соблюдая вхождение паза 16 пластины 3 на упор 13, и закрепляют пластину 3 прижимом 4, при этом упор 13 перемещается в отверстие 14 державки 1 - обеспечивается строго определенное положение пластины 3 относительно опорной поверхности 21 державки 1 и надежное закрепление режущей пластины 3.
При этом расстояние от режущей кромки пластины 3 до сферической опоры 18 прижима 4 остается постоянным (неизменным), что обеспечивает бесподналадочную установку резца в автоматизированном оборудовании.
Предлагаемое изобретение промышленно применимо. Опытная партия резцов находится в изготовлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ | 2007 |
|
RU2380198C2 |
| РЕЗЕЦ | 2007 |
|
RU2339487C2 |
| РЕЗЕЦ | 2010 |
|
RU2443511C2 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| РЕЗЦОВАЯ ДЕРЖАВКА | 1991 |
|
RU2043878C1 |
| Сборный резец | 1985 |
|
SU1279754A1 |
| РЕЗЕЦ | 1996 |
|
RU2098235C1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| РЕЗЕЦ | 1991 |
|
RU2028877C1 |
Резец содержит державку, имеющую гнездо с опорной и упорной поверхностями для установки режущей пластины, прижим, выполненный в виде Г-образного стержня с буртиком, расположенным в пазу державки и имеющим прижимную площадку. Для повышения надежности закрепления режущей пластины резец снабжен установленным в буртике прижима упором, взаимодействующим с пазом, выполненным на нижней плоскости режущей пластины, а на упорной поверхности гнезда державки выполнено отверстие, в которое входит упор прижима. Паз режущей пластины может быть выполнен ответным по форме сопрягаемой поверхности упора. 1 з.п. ф-лы, 5 ил.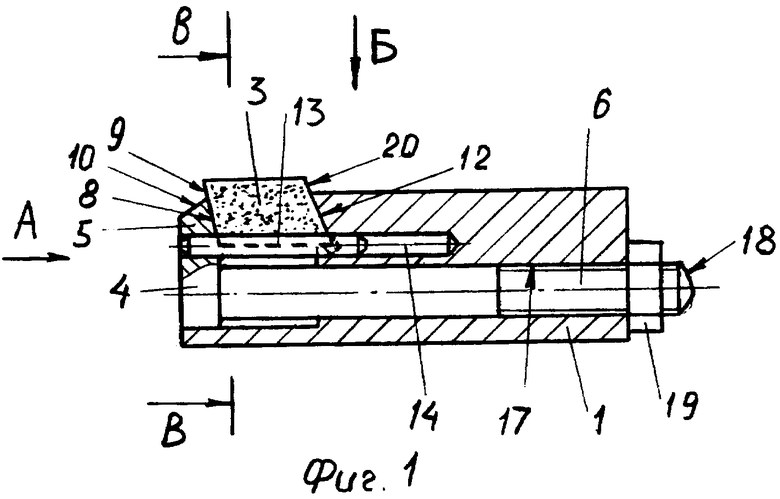
| Резец | 1981 |
|
SU1046027A1 |
| SU 1371089 A1, 07.07.1988 | |||
| Сборный резец | 1989 |
|
SU1620214A2 |
| GB 1570322 A, 25.06.1980. | |||

