Изобретение относится к области машиностроения, к реактивным двигателям летательных аппаратов и может быть использовано для создания входных устройств газотурбинных и реактивных двигателей, предназначенных для стендовых испытаний.
Воздухозаборники, предназначенные для стендовых испытаний, с внешним обтекателем, соединенным с обтекателем внутренним с образованием петли лемнискаты, должны обеспечивать требуемое распределение скоростей воздушного потока на входе в двигатель в условиях отсутствия встречного потока.
Известен воздухозаборник по публ. Скубачевского Л.С.«Испытания воздушно-реактивных двигателей», М.: Машиностроение, 1972, стр.18, рис.1.2, содержащий лемнискатный раструб.
Известны воздухозаборники летательных аппаратов, содержащие входные кромки, внешние и внутренние обтекатели, по патенту РФ №2174616 от 21.09.1999 г., МКП7 F02С 7/052, патенту RU №2018467 от 01.10.1990 г., МКП7 В64D 33/02 и патенту ФРГ №2017881 от 14.04.70 г., МКП7 F02С 7/04.
Известен воздухозаборник летательного аппарата, выполненный из слоистого композиционного материала, содержащий внешний обтекатель, входную кромку и внутренний обтекатель, по патенту ФРГ №3713875 от 25.04.87 г., МКП7 В64D 33/02.
Известен способ изготовления воздухозаборника летательного аппарата из слоистого композиционного материала методом контактного формования и воздухозаборник летательного аппарата, выполненный из слоистого композиционного материала методом контактного формования.
Также известны способ изготовления воздухозаборника двигателя летательного аппарата из слоистых композиционных материалов и воздухозаборник двигателя летательного аппарата из слоистых композиционных материалов, предназначенный для наземных стендовых испытаний по программе SaM 146, опубликованные в годовом отчете 2007 ОАО «НПО «САТУРН», Россия, Ярославская обл, г.Рыбинск, пр. Ленина, 163; www. про-saturn.ru.
При реализации известного способа изготовления воздухозаборника двигателя летательного аппарата из слоистых композиционных материалов изготавливают внутренний обтекатель с соединительным металлическим фланцем и внешний обтекатель, скрепляя обтекатели с образованием их аэродинамическими поверхностями входной кромки и петли, тыльную часть которой формируют внешним обтекателем.
Известный воздухозаборник двигателя летательного аппарата из слоистых композиционных материалов выполнен в виде петли и содержит внешний и внутренний обтекатели, скрепленные и сопряженные своими аэродинамическими поверхностями по входной кромке, причем внутренний обтекатель на противоположном кромке конце снабжен соединительным металлическим фланцем, а внешним обтекателем образована тыльная часть петли с ниспадающей зоной.
Недостатком известного способа являются его низкая технологичность при изготовлении воздухозаборника из слоистых композиционных материалов, например из стеклопластика. При изготовлении внутреннего обтекателя методом контактной ручной формовки неизбежно наличие больших зон с провисанием формуемой стеклоткани, а использование метода намотки не обеспечивает формирование оболочки, в том числе и для внешнего обтекателя, в зоне развернутой петли лемнискаты из-за наличия зон намотки на внутреннюю поверхность оправки. Также недостатком является низкая надежность работы изготавливаемого этим способом изделия в условиях интенсивных вибраций, которые являются основным видом нагружения для воздухозаборников, в частности, предназначенных для стендовых испытаний двигателей как раз на стойкость к вибрациям на переходных режимах в резонансных условиях. Например, выполненный по известному способу узел соединения в зоне аэродинамической кромки имеет низкую стойкость к вибрациям, а также сам способ является низко технологичным из-за неудобства формирования методом контактного формования соединительных элементов этого узла, и связанное с этим низкое качество сопряжения (несовпадение) аэродинамических поверхностей, низкое качество финишного покрытия которых также является недостатком. Кроме того, изготовленный по известному способу воздухозаборник имеет критические зоны по вибрациям, это зоны стыковки материалов с различными физическими характеристиками, например металла и пластика, и зоны с низкой мембранной жесткостью, а установка демпферов-поглотителей и динамических демпферов мало эффективна из-за низкой технологичности их изготовления и установки и связанной с этим низкой их прочности, а также узлов их крепления. Также недостатком является низкая технологичность установки присоединительного фланца при изготовлении внутреннего обтекателя методом контактного формования из-за недостаточного контактного давления на границе материалов и в слоях стеклоткани с возможным ее провисанием и связанная с этим, низкая прочность данного узла еще и из-за отсутствия на поверхностях фланца каких-либо конструктивных зацепов и наличия концентратора напряжений, связанного с резким изменением физических характеристик материалов на границе металл - пластик.
Недостатком известного устройства являются низкая надежность его работы из-за низкого качества оболочечных узлов из слоистого композита при их низкой технологичности, описанной в недостатках способа, и низкого качества финишного покрытия аэродинамических поверхностей и их сопряжения в зоне аэродинамической кромки. Кроме того, недостатком является низкая стойкость к вибрации оболочек, связанной с наличием критических зон, это зоны стыковки узлов, материалов с различными физическими характеристиками, например металла и пластика, и зоны с низкой мембранной жесткостью, а установка демпферов-поглотителей и динамических демпферов в известной конструкции мало эффективна из-за низкой их прочности, а также узлов их крепления. Также недостатком является низкая прочность крепления фланца из-за наличия концентратора напряжений, связанного с резким изменением физических характеристик материалов на границе металл - пластик, отсутствия на поверхностях фланца каких-либо конструктивных зацепов и низкое качество слоев пластика в этой зоне. Кроме того, внешний обтекатель в ниспадающей зоне также имеет низкую вибростойкость из-за резонансов на большой площади оболочки с одинаковыми геометрическими параметрами (постоянной кривизной) и связанной с этим низкой мембранной жесткости.
Известный способ и известное устройство как наиболее близкие по технической сущности и достигаемому результату выбраны в качестве прототипов.
Технической задачей, на решение которой направлено заявляемое изобретение, является разработка высокотехнологичного воздухозаборника для стендовых испытаний повышенной надежности.
Технический результат, который может быть получен при решении технической задачи, заключается в устранении недостатков известного способа. В частности, технический результат заключается в повышении технологичности изготовления воздухозаборника за счет комбинации методов изготовления внутреннего обтекателя, в частности, в зонах, где возможно провисание материала, слои формируются намоткой с постоянным натяжением, в зонах наличия внутренних поверхностей форм, в том числе и для внешнего обтекателя, слои формируются контактным формованием без натяжения. Также технический результат заключается в повышении качества изделия за счет повышения качества сопряжения аэродинамических поверхностей в зоне аэродинамической кромки и качества финишного покрытия при повышении технологичности формирования методом контактного формования соединительных элементов узла кромки и за счет повышения надежности работы воздухозаборника в условиях интенсивных вибраций при повышении технологичности изготовления и установки демпферов и повышении их прочности, а также узлов их крепления. Кроме того, технический результат заключается в повышении технологичности установки присоединительного фланца и повышении тем самым надежности работы данного узла за счет снижения концентрации напряжений на границе металл - пластик и введения конструктивных зацепов в осевом и кольцевом направлениях.
Технический результат, который может быть получен при решении технической задачи, заключается в устранении недостатков известного устройства. В частности, технический результат заключается в повышении надежности работы воздухозаборника за счет повышения качества оболочечных узлов из слоистого композита при повышении их технологичности, описанной в техническом результате способа, и повышении качества финишного покрытия аэродинамических поверхностей и их сопряжения в зоне аэродинамической кромки. Кроме того, техническим результатом является повышение надежности за счет повышения стойкости к вибрации оболочек, связанной с наличием критических зон, это зоны стыковки узлов, материалов с различными физическими характеристиками, например металла и пластика, и зоны с низкой мембранной жесткостью, повышение стойкости достигается за счет установки демпферов-поглотителей и динамических демпферов и повышения их прочности и прочности элементов их крепления. Также повышение надежности достигается повышением прочности крепления фланца при наличии концентратора напряжений, связанного с резким изменением физических характеристик материалов на границе металл - пластик, отсутствия на поверхностях фланца каких-либо конструктивных зацепов и низкое качество слоев пластика в этой зоне. Кроме того, повышение надежности достигается повышением вибростойкости внешнего обтекателя в ниспадающей зоне за счет повышения мембранной жесткости оболочки с постоянными геометрическими параметрами (кривизной).
Поставленная задача с достижением технического результата решается тем, что способ изготовления воздухозаборника двигателя летательного аппарата из слоистых композиционных материалов, при котором изготавливают внутренний обтекатель с соединительным металлическим фланцем и внешний обтекатель, скрепляя обтекатели с образованием их аэродинамическими поверхностями входной кромки и петли, тыльную часть которой формируют внешним обтекателем, а, в соответствии с изобретением, внутренний обтекатель собирают из раструба и диффузора, который изготавливают намоткой на оправку композиционного материала, например, тканой ленты, пропитанной синтетическим связующим, с присоединением фланца, а раструб изготавливают методом контактного формования путем последовательной укладки на рабочую поверхность формы слоев материала, например, стеклоткани с пропиткой ее аналогичным связующим, причем сборку раструба и диффузора осуществляют склейкой их по посадочным коническим поверхностям клеем, химически совместимым со связующим композиционного материала, при этом аналогично методом контактного формования изготавливают и внешний обтекатель, вместе с тем за единый технологический процесс с формированием слоев композиционного материала оформляют финишное покрытие из композиции, химически совместимой с упомянутым связующим, путем нанесения его на рабочие поверхности форм и оправки, затем, после полимеризации связующего, клея и покрытия, требуемой мехобработки поверхностей, воздухозаборник собирают, склеивая обтекатели в зоне окончания петли, в зоне же входной кромки обтекатели скрепляют, формируя демпфер Т-образного сечения, для чего склеивают плоские кольцевые загибы, предварительно располагая их внутри петли и формируя из слоев материала обтекателей на съемных кольцах форм, получая таким образом ребро Т-образного демпфера, а полку выполняют из стенок обтекателей участка их утопания относительно аэродинамических поверхностей на глубину в 3-7 толщин слоя материала и из 3-7 слоев материала. Фланец присоединяют путем обеспечения натяжения ленты, достаточного для ее внедрения между кольцевыми выступами с гранями, которые предварительно выполняют в поверхностях фланца, предназначенных для непосредственного соединения с пропитанной лентой, причем ленту наматывают с многократным охватом выступов, а натяжение ленты выбирают еще и из условия непродавливания лентой недоотвержденной композиции финишного покрытия. Между контактирующими металлическими и композиционными поверхностями диффузора устанавливают демпфер из резины или другого резиноподобного материала, например эпоксидного каучукосодержащего клея. В зоне скрепления фланца и композиционного материала диффузора устанавливают кольцевой динамический демпфер перевернутого
Т-образного сечения, в ребре которого выполняют такелажно-балансировочные отверстия, в зоне же скрепления диффузора и раструба и в зоне минимальной мембранной жесткости устанавливают демпферы-поглотители из слоистого композиционного материала коробчатого трапециевидного сечения с отбортовками или их комбинацию с Т-образным демпфером. Демпферы Т-образного сечения изготавливают из слоистого композиционного материала, например стеклоткани, пропитанной эпоксидным связующим, методом контактного формования, для чего в месте установки демпфера формуют полудемпфер Г-образного сечения на фланцевой плоскости предварительно установленного съемного кольца и на наружной поверхности обтекателя, а после его полимеризации снимают кольцо и формуют второй полудемпфер, при этом для дополнительного скрепления полудемпферов кромки такелажных отверстий окантовывают металлическим профилем.
Отличительными признаками способа являются следующие признаки:
- внутренний обтекатель собирают из раструба и диффузора, который изготавливают намоткой на оправку композиционного материала, например тканой ленты, пропитанной синтетическим связующим, с присоединением фланца - признаки существенные, предусматривают новую последовательность операций и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления воздухозаборника за счет комбинации методов изготовления внутреннего обтекателя, в частности, в зонах, где возможно провисание материала, слои формируются намоткой с постоянным натяжением;
- раструб изготавливают методом контактного формования путем последовательной укладки на рабочую поверхность формы слоев материала, например, стеклоткани с пропиткой ее аналогичным связующим - признаки существенные, предусматривают новую последовательность операций и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления воздухозаборника за счет комбинации методов изготовления внутреннего обтекателя, в частности, в зонах наличия внутренних поверхностей форм слои формируются контактным формованием без натяжения;
- сборку раструба и диффузора осуществляют склейкой их по посадочным коническим поверхностям клеем, химически совместимым со связующим композиционного материала, - признаки существенные, предусматривают новую последовательность операций и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления воздухозаборника за счет комбинации методов изготовления внутреннего обтекателя;
- методом контактного формования изготавливают и внешний обтекатель - признак существенный, предусматривает новую последовательность операций и их новое исполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления воздухозаборника за счет комбинации методов изготовления оболочек обтекателей, в частности, в зонах наличия внутренних поверхностей форм слои формируются контактным формованием без натяжения;
- за единый технологический процесс с формированием слоев композиционного материала оформляют финишное покрытие из композиции, химически совместимой с упомянутым связующим, путем нанесения его на рабочие поверхности форм и оправки - признаки существенные, предусматривают новую последовательность операций, их новое исполнение и применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изделия за счет повышения качества финишного покрытия при повышении надежности работы воздухозаборника в условиях интенсивных вибраций;
- после полимеризации связующего, клея и покрытия, требуемой мехобработки поверхностей воздухозаборник собирают, склеивая обтекатели в зоне окончания петли - признаки существенные, предусматривают новую последовательность операций и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления воздухозаборника за счет комбинации методов изготовления внутреннего обтекателя;
- в зоне входной кромки обтекатели скрепляют, формируя демпфер Т-образного сечения, для чего склеивают плоские кольцевые загибы, предварительно располагая их внутри петли и формируя из слоев материала обтекателей на съемных кольцах форм, получая таким образом ребро Т-образного демпфера, а полку выполняют из стенок обтекателей участка их утопания относительно аэродинамических поверхностей на глубину в 3-7 толщин слоя материала и из 3-7 слоев материала - признаки существенные, предусматривают наличие новых операций, их новую последовательность и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления и качества изделия за счет повышения качества сопряжения аэродинамических поверхностей в зоне аэродинамической кромки при повышении технологичности формирования методом контактного формования соединительных элементов узла кромки, а также за счет повышения надежности работы воздухозаборника в условиях интенсивных вибраций при повышении технологичности изготовления и установки демпфера, повышении его прочности и возможности регулировки путем изменения частотных характеристик изменением массы количеством слоев материала в пределах 3-7 слоев;
- фланец присоединяют путем обеспечения натяжения ленты, достаточного для ее внедрения между кольцевыми выступами с гранями, которые предварительно выполняют в поверхностях фланца, предназначенных для непосредственного соединения с пропитанной лентой, причем ленту наматывают с многократным охватом выступов - признаки существенные, предусматривают наличие новых операций, их новую последовательность и новое их исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления и качества изделия за счет повышения надежности крепления присоединительного фланца, так как исследованиями установлено, что наивысший результат по надежности узлов «металл-пластик» обеспечивается намоткой пластика на зацепы металлических закладных элементов, в представленном признаке многократный охват с натяжением обеспечивает надежный контакт пластика с металлом, выступы - надежность соединения в осевом направлении, грани - в кольцевом;
- натяжение ленты выбирают еще и из условия непродавливания лентой недоотвержденной композиции финишного покрытия - признак существенный, предусматривает наличие новых операций с новыми технологическими параметрами, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изделия за счет повышения качества финишного покрытия при повышении надежности работы воздухозаборника в условиях интенсивных вибраций;
- между контактирующими металлическими и композиционными поверхностями диффузора устанавливают демпфер из резины или другого резиноподобного материала, например эпоксидного каучукосодержащего клея, - признак существенный, предусматривает наличие новых операций, их новое исполнение и применение новых материалов, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изделия за счет повышения надежности работы воздухозаборника в условиях интенсивных вибраций надежности работы данного узла при снижении концентрации напряжений на границе металл - пластик;
- в зоне скрепления фланца и композиционного материала диффузора устанавливают кольцевой динамический демпфер перевернутого Т-образного сечения, в ребре которого выполняют такелажно-балансировочные отверстия, в зоне же скрепления диффузора и раструба и в зоне минимальной мембранной жесткости устанавливают демпферы-поглотители из слоистого композиционного материала коробчатого трапециевидного сечения с отбортовками или их комбинацию с Т-образным демпфером - признаки существенные, предусматривают наличие новых операций, их новое исполнение и применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изделия благодаря повышению надежности работы воздухозаборника в условиях интенсивных вибраций при кратковременности работы в режимах резонансных частот и снижении амплитуд материалами повышенного внутреннего трения за счет применения демпферов с конструктивными параметрами, полученными по результатам проведенных исследований, кроме того, надежность работы повышена за счет дополнительного скрепления деталями демпферов элементов, в зоне соединения которых установлены упомянутые демпферы;
- демпферы Т-образного сечения изготавливают из слоистого композиционного материала, например стеклоткани, пропитанной эпоксидным связующим, методом контактного формования, для чего в месте установки демпфера формуют полудемпфер Г-образного сечения на фланцевой плоскости предварительно установленного съемного кольца и на наружной поверхности обтекателя, а после его полимеризации снимают кольцо и формуют второй полудемпфер, при этом для дополнительного скрепления полудемпферов кромки такелажных отверстий окантовывают металлическим профилем - признаки существенные, предусматривают наличие новых операций, их новое исполнение и применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение качества изделия за счет повышения надежности работы воздухозаборника в условиях интенсивных вибраций при повышении технологичности изготовления и установки демпферов и повышении их прочности, а также узлов их крепления.
Поставленная задача с достижением технического результата для устройства решается тем, что воздухозаборник двигателя летательного аппарата из слоистых композиционных материалов содержит внешний и внутренний обтекатели, скрепленные и сопряженные своими аэродинамическими поверхностями по входной кромке, причем внутренний обтекатель на противоположном кромке конце снабжен соединительным металлическим фланцем, а внешним обтекателем образована тыльная часть петли с ниспадающей зоной, а, в соответствии с изобретением, внутренний обтекатель выполнен из раструба и диффузора, который изготовлен намоткой на оправку композиционного материала, например тканой ленты, пропитанной синтетическим связующим, с присоединением фланца, а с другой стороны диффузор скреплен по конической посадке клеем, химически совместимым со связующим, с раструбом, выполненным из эквидистантных аэродинамическим поверхностям слоев композиционного материала, например стеклоткани, пропитанной аналогичным связующим, при этом внешний обтекатель также выполнен из эквидистантных аэродинамическим поверхностям слоев композиционного материала, например стеклоткани, пропитанной аналогичным связующим, с плавным переходом своей аэродинамической поверхностью к наружной поверхности внутреннего обтекателя с уменьшением кривизны сечения своей аэродинамической поверхности от зоны сопряжения до точки перегиба в ниспадающей зоне, с изменением направления кривизны в этой точке и ее увеличением до зоны скрепления в точке замыкания петли с образованием двоякой кривизны практически в любой точке аэродинамической поверхности, вместе с тем аэродинамические поверхности воздухозаборника снабжены финишным покрытием, выполненным за единый технологический процесс со слоями композиционного материала, в зоне же входной кромки обтекатели скреплены демпфером Т-образного сечения, ребро которого образовано плоскими с клеевой прослойкой кольцевыми загибами, которые расположены внутри петли и сформированы из слоев материала обтекателей, а его полка выполнена из стенок обтекателей участка их утопания относительно аэродинамических поверхностей на глубину в 3-7 толщин слоя материала и из 3-7 слоев материала, заполняющего это утопание. Присоединение фланца выполнено с помощью предварительно выполненных на фланце кольцевых выступов с гранями, на которые с многократным их охватом и намотаны кольцевые слои композиционного материала. Между контактирующими металлическими и композиционными поверхностями диффузора установлен демпфер из резины или другого резиноподобного материала, например, эпоксидного каучукосодержащего клея. В зоне скрепления фланца и композиционного материала диффузора установлен кольцевой динамический демпфер перевернутого Т-образного сечения, в ребре которого выполнены такелажно-балансировочные отверстия, в зоне же скрепления диффузора и раструба и в зоне минимальной мембранной жесткости установлены демпферы-поглотители из слоистого композиционного материала коробчатого трапециевидного сечения с отбортовками или их комбинации с Т-образным демпфером. Демпферы Т-образного сечения выполнены из слоистого композиционного материала, например из стеклоткани, пропитанной эпоксидным связующим, причем их ребра снабжены клеевой прослойкой, а полки установлены с внедрением связующего в неровности и шероховатости наружных поверхностей обтекателей и частичным внедрением стеклоткани в упомянутые неровности, кроме того, кромки такелажных отверстий окантованы металлическим профилем.
Отличительными признаками устройства являются следующие признаки:
- внутренний обтекатель выполнен из раструба и диффузора, который изготовлен намоткой на оправку композиционного материала, например тканой ленты, пропитанной синтетическим связующим, с присоединением фланца - признаки существенные, предусматривают наличие новых элементов, новое расположение элементов и применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы воздухозаборника за счет повышения прочности элементов с повышением их технологичности;
- с другой стороны диффузор скреплен по конической посадке клеем, химически совместимым со связующим, с раструбом - признаки существенные, предусматривают новое расположение элементов с применением новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы воздухозаборника за счет повышения прочности элементов с повышением их технологичности;
- раструб выполнен из эквидистантных аэродинамическим поверхностям слоев композиционного материала, например стеклоткани, пропитанной аналогичным связующим, - признаки существенные, предусматривают новую форму элементов и применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы воздухозаборника за счет повышения прочности элементов с повышением их технологичности;
- внешний обтекатель также выполнен из эквидистантных аэродинамическим поверхностям слоев композиционного материала, например стеклоткани, пропитанной аналогичным связующим, с плавным переходом своей аэродинамической поверхностью к наружной поверхности внутреннего обтекателя с уменьшением кривизны сечения своей аэродинамической поверхности от зоны сопряжения до точки перегиба в ниспадающей зоне, с изменением направления кривизны в этой точке и ее увеличением до зоны скрепления в точке замыкания петли с образованием двоякой кривизны практически в любой точке аэродинамической поверхности - признаки существенные, предусматривают новую форму элементов и применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы воздухозаборника за счет повышения прочности элементов с повышением их технологичности, кроме того, повышение надежности достигается повышением вибростойкости внешнего обтекателя в ниспадающей зоне за счет повышения мембранной жесткости оболочки при отсутствии зон с постоянными геометрическими параметрами (кривизной);
- аэродинамические поверхности воздухозаборника снабжены финишным покрытием, выполненным за единый технологический процесс со слоями композиционного материала - признаки существенные, предусматривают новое выполнение элементов с применением новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы воздухозаборника за счет повышения прочности покрытия и прочности его скрепления с оболочками, а также признаки направлены на повышение технологичности и качества изделия;
- в зоне входной кромки обтекатели скреплены демпфером Т-образного сечения, ребро которого образовано плоскими с клеевой прослойкой кольцевыми загибами, которые расположены внутри петли и сформированы из слоев материала обтекателей, а его полка выполнена из стенок обтекателей участка их утопания относительно аэродинамических поверхностей на глубину в 3-7 толщин слоя материала и из 3-7 слоев материала, заполняющего это утопание, - признаки существенные, наличие новых элементов, их новую взаимосвязь, новую форму элементов и новое соотношение размеров, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы воздухозаборника, его качества и технологичности, доказательство существенности аналогично соответствующему доказательству способа;
- присоединение фланца выполнено с помощью предварительно выполненных на фланце кольцевых выступов с гранями, на которые с многократным их охватом и намотаны кольцевые слои композиционного материала, - признаки существенные, предусматривают наличие новых элементов, их новую взаимосвязь, новую форму элементов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы воздухозаборника, доказательство существенности аналогично соответствующему доказательству способа;
- между контактирующими металлическими и композиционными поверхностями диффузора установлен демпфер из резины или другого резиноподобного материала, например эпоксидного каучукосодержащего клея, - признаки существенные, предусматривают наличие новых элементов, их новую взаимосвязь, применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы воздухозаборника, доказательство существенности аналогично соответствующему доказательству способа;
- в зоне скрепления фланца и композиционного материала диффузора установлен кольцевой динамический демпфер перевернутого Т-образного сечения, в ребре которого выполнены такелажно-балансировочные отверстия, в зоне же скрепления диффузора и раструба и в зоне минимальной мембранной жесткости установлены демпферы-поглотители из слоистого композиционного материала коробчатого трапециевидного сечения с отбортовками или их комбинации с Т-образным демпфером - признаки существенные, предусматривают наличие новых элементов, их новую форму и их новую взаимосвязь, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы воздухозаборника в условиях интенсивных вибраций при кратковременности работы в режимах резонансных частот и снижении амплитуд материалами повышенного внутреннего трения за счет применения демпферов с конструктивными параметрами, полученными по результатам проведенных исследований, кроме того, надежность работы повышена за счет дополнительного скрепления деталями демпферов элементов, в зоне соединения которых установлены упомянутые демпферы;
- демпферы Т-образного сечения выполнены из слоистого композиционного материала, например из стеклоткани, пропитанной эпоксидным связующим, причем их ребра снабжены клеевой прослойкой, а полки установлены с внедрением связующего в неровности и шероховатости наружных поверхностей обтекателей и частичным внедрением стеклоткани в упомянутые неровности, кроме того, кромки такелажных отверстий окантованы металлическим профилем - признаки существенные, предусматривают наличие новых элементов, их новую форму, их новую взаимосвязь, применение новых материалов, направлены на решение поставленной задачи с достижением технического результата, на повышение надежности работы воздухозаборника в условиях интенсивных вибраций за счет повышения прочности элементов демпферов и прочности их скрепления с оболочечными элементами.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники и аналогами. Данное техническое решение является результатом научно-исследовательской и экспериментальной работы по повышению надежности работы и технологичности воздухозаборника без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствии критерию «изобретательский уровень».
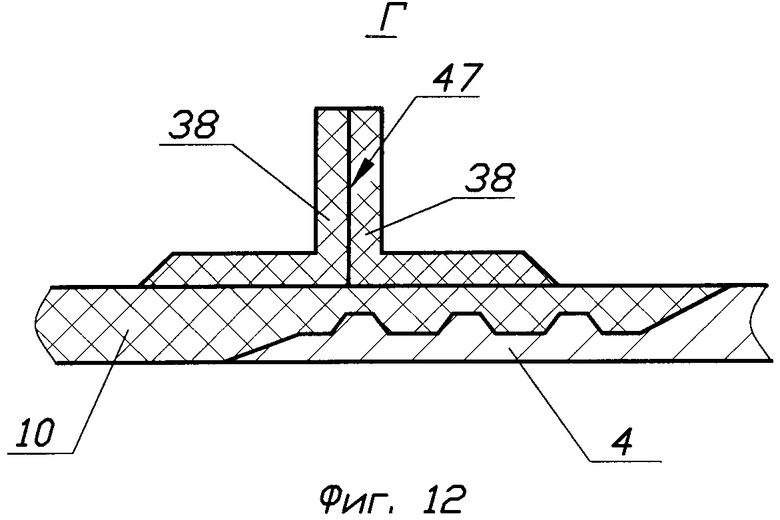
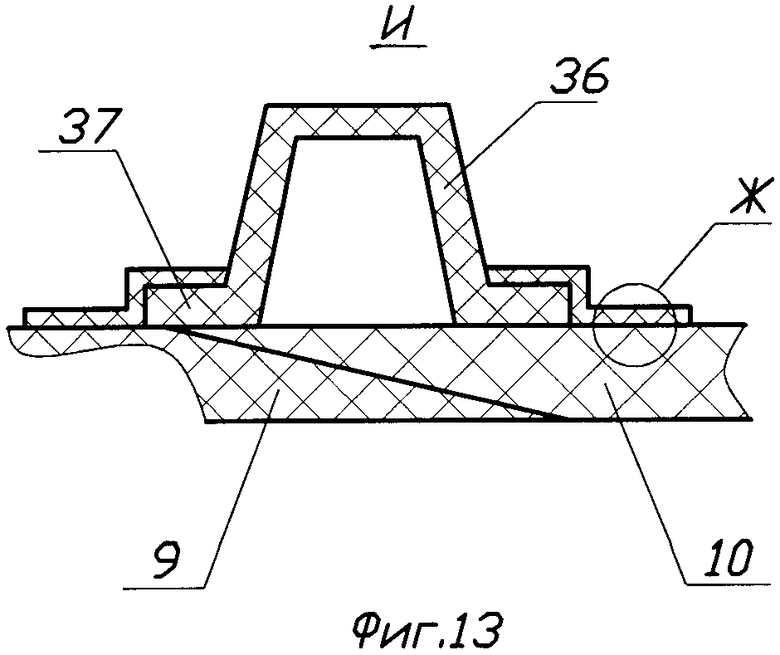
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид воздухозаборника, на фиг.2 - воздухозаборник в разрезе, на фиг.3 - петля воздухозаборника, на фиг.4 - способ намотки диффузора, на фиг.5 - способ формовки оболочек, на фиг.6 - зона входной кромки, на фиг.7 - зона соединения фланца, на фиг.8 - такелажно-балансировочное отверстие, на фиг.9 - соединение полки демпфера перевернутого Т-образного сечения, на фиг.10 - сечение по граням и выступам фланца, на фиг.11 - способ формования полудемпфера, на фиг.12 - способ формования демпфера, на фиг.13 - зона соединения трапециевидного демпфера,
Способ изготовления воздухозаборника 1 двигателя 2 летательного аппарата из слоистых композиционных материалов, при котором изготавливают внутренний обтекатель 3 с соединительным металлическим фланцем 4 и внешний обтекатель 5, скрепляя обтекатели с образованием их аэродинамическими поверхностями 6 входной кромки 7 и петли 8, тыльную часть которой формируют внешним обтекателем 5.
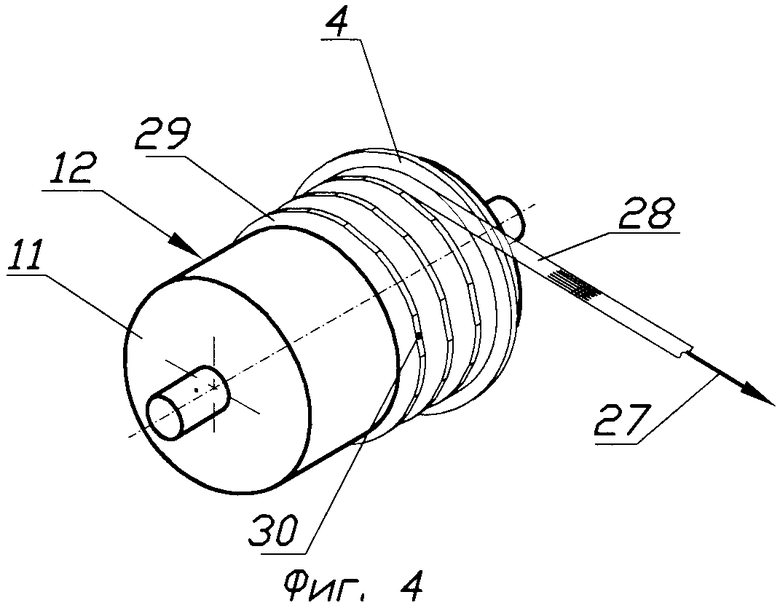
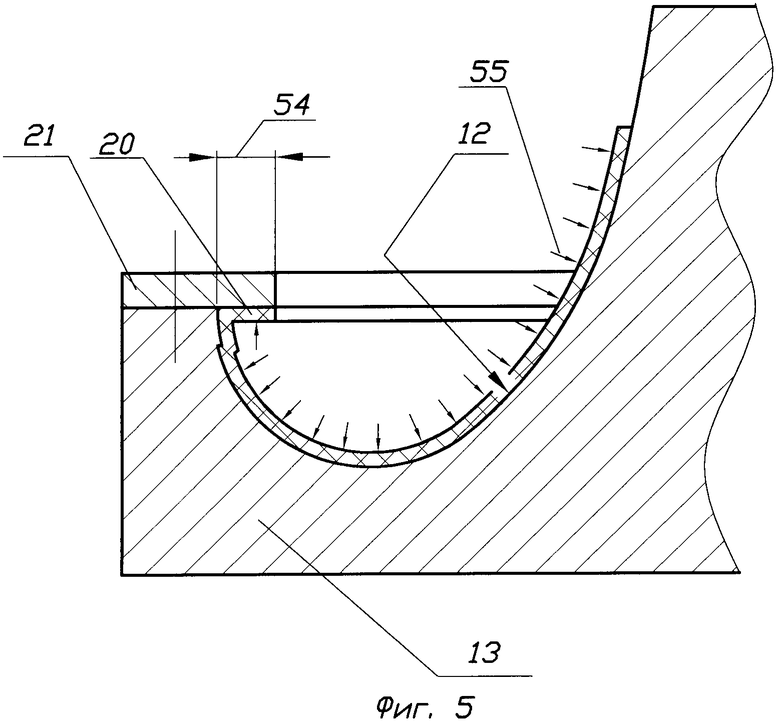
Внутренний обтекатель 3 собирают из раструба 9 и диффузора 10, который изготавливают намоткой на оправку 11 композиционного материала, например, тканой ленты, пропитанной синтетическим связующим, с присоединением фланца 4, а раструб 9 изготавливают методом контактного формования путем последовательной укладки на рабочую поверхность 12 формы 13 слоев материала, например, стеклоткани с пропиткой ее аналогичным связующим.
Сборку раструба 9 и диффузора 10 осуществляют склейкой их по посадочным коническим поверхностям 14 клеем 15, химически совместимым со связующим композиционного материала, при этом аналогично методом контактного формования изготавливают и внешний обтекатель 5.
За единый технологический процесс с формированием слоев композиционного материала оформляют финишное покрытие 16 из композиции, химически совместимой с упомянутым связующим, путем нанесения его на рабочие поверхности 12 форм 13 и оправки 11.
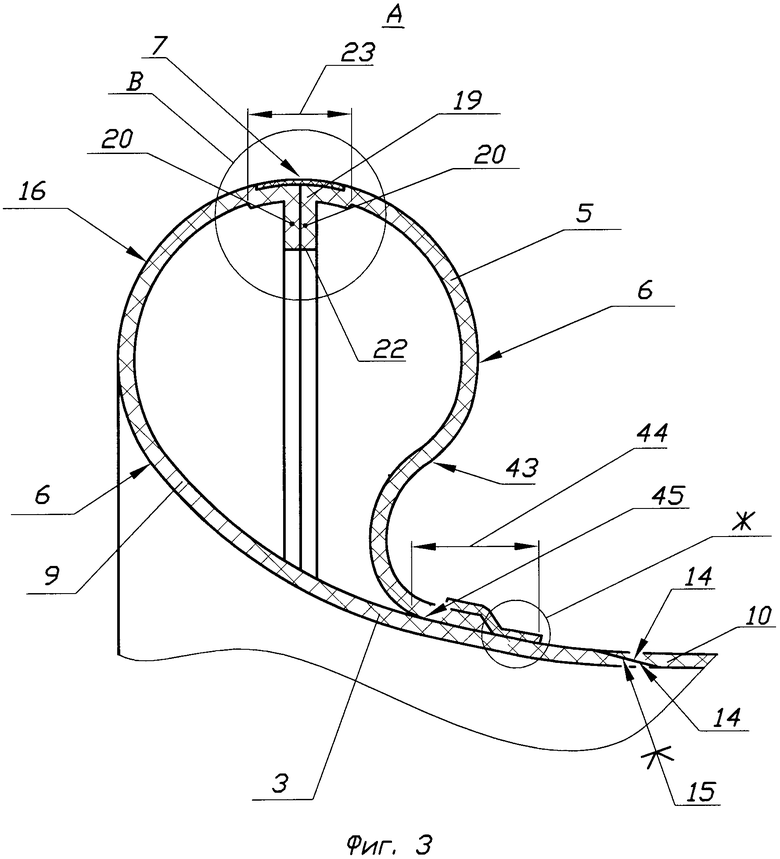
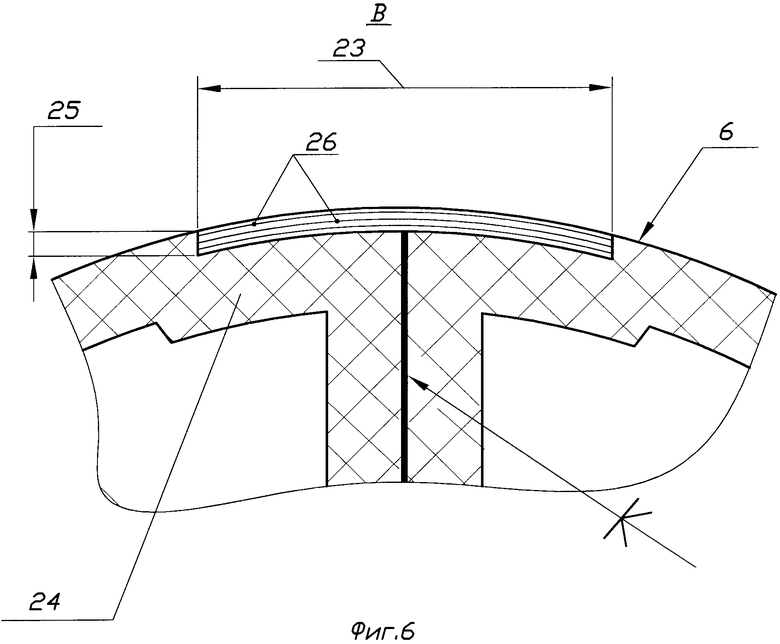
После полимеризации связующего, клея и покрытия, требуемой мехобработки поверхностей воздухозаборник собирают, склеивая обтекатели 3 и 5 в зоне 17 окончания петли 8. В зоне 18 же входной кромки 7 обтекатели 3 и 5 скрепляют, формируя демпфер 19 Т-образного сечения, для чего склеивают плоские кольцевые загибы 20, предварительно располагая их внутри петли 8 и формируя из слоев материала обтекателей 3 и 5 на съемных кольцах 21 форм 13, получая таким образом ребро 22 Т-образного демпфера 19. Полку 23 выполняют из стенок 24 обтекателей 3 и 5 участка их утопания 25 относительно аэродинамических поверхностей 6 на глубину в 3-7 толщин слоя материала и из 3-7 слоев материала 26.
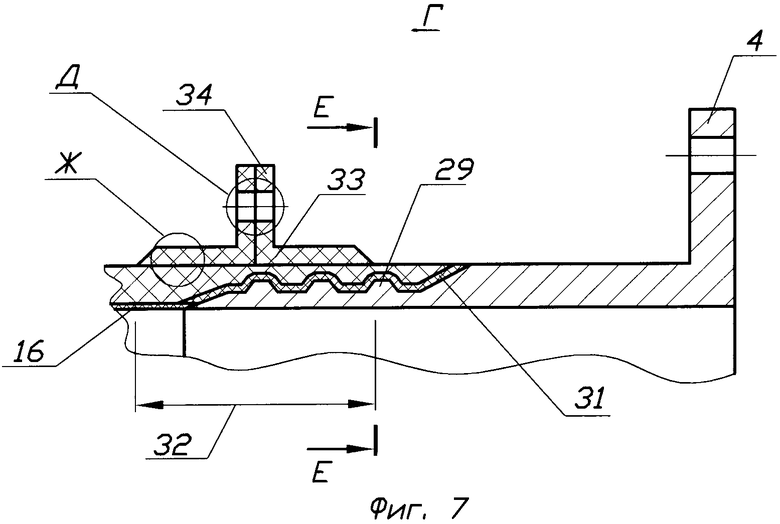
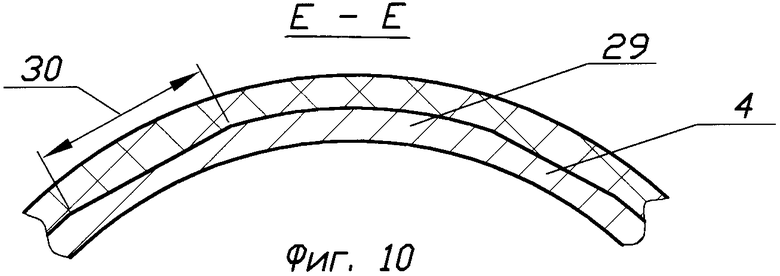
Фланец присоединяют путем обеспечения натяжения 27 ленты 28, достаточного для ее внедрения между кольцевыми выступами 29 с гранями 30, которые предварительно выполняют в поверхностях фланца 4, предназначенных для непосредственного соединения с пропитанной лентой 28. Причем ленту 28 наматывают с многократным охватом выступов 29, а натяжение 27 ленты 28 выбирают еще и из условия непродавливания лентой 28 недоотвержденной композиции финишного покрытия 6.
Между контактирующими металлическими и композиционными поверхностями диффузора 10 устанавливают демпфер 31 из резины или другого резиноподобного материала, например эпоксидного каучукосодержащего клея.
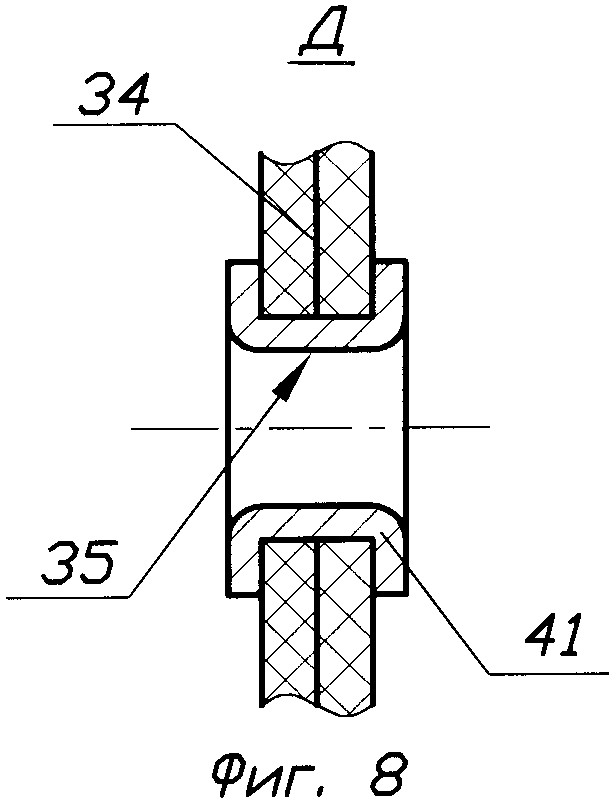
В зоне 32 скрепления фланца 4 и композиционного материала диффузора 10 устанавливают кольцевой динамический демпфер 33 перевернутого Т-образного сечения, в ребре 34 которого выполняют такелажно-балансировочные отверстия 35. В зоне скрепления диффузора 10 и раструба 9 и в зоне минимальной мембранной жесткости устанавливают демпферы-поглотители 36 из слоистого композиционного материала коробчатого трапециевидного сечения с отбортовками 37 или их комбинацию с Т-образным демпфером 33.
Демпферы 33 Т-образного сечения изготавливают из слоистого композиционного материала, например стеклоткани, пропитанной эпоксидным связующим, методом контактного формования, для чего в месте установки демпфера формуют полудемпфер 38 Г-образного сечения на фланцевой плоскости 39 предварительно установленного съемного кольца 40 и на наружной поверхности обтекателя 3. После его полимеризации снимают кольцо 40 и формуют второй полудемпфер 38, а для дополнительного скрепления полудемпферов 38, кромки такелажных отверстий 35 окантовывают металлическим профилем 41.
Воздухозаборник 1 двигателя 2 летательного аппарата из слоистых композиционных материалов содержит внешний 5 и внутренний 3 обтекатели, скрепленные и сопряженные своими аэродинамическими поверхностями 6 по входной кромке 7, причем внутренний обтекатель 3 на противоположном кромке 7 конце снабжен соединительным металлическим фланцем 4, а внешним обтекателем 5 образована тыльная часть петли 8 с ниспадающей зоной 42.
Внутренний обтекатель 3 выполнен из раструба 9 и диффузора 10, который изготовлен намоткой на оправку 11 композиционного материала, например тканой ленты 28, пропитанной синтетическим связующим, с присоединением фланца 4, а с другой стороны диффузор 10 скреплен по конической посадке клеем 15, химически совместимым со связующим, с раструбом 9, выполненным из эквидистантных аэродинамическим поверхностям 6 слоев композиционного материала, например стеклоткани, пропитанной аналогичным связующим.
Внешний обтекатель 5 также выполнен из эквидистантных аэродинамическим поверхностям 6 слоев композиционного материала, например стеклоткани, пропитанной аналогичным связующим, с плавным переходом своей аэродинамической поверхностью 6 к наружной поверхности внутреннего обтекателя 3 с уменьшением кривизны сечения своей аэродинамической поверхности 6 от зоны сопряжения 18 до точки перегиба 43 в ниспадающей зоне 42, с изменением направления кривизны в этой точке 43 и ее увеличением до зоны скрепления 44 в точке замыкания 45 петли с образованием двоякой кривизны практически в любой точке аэродинамической поверхности. Аэродинамические поверхности 6 воздухозаборника 1 снабжены финишным покрытием 16, выполненным за единый технологический процесс со слоями композиционного материала.
В зоне входной кромки 7 обтекатели 3 и 5 скреплены демпфером 19 Т-образного сечения, ребро 22 которого образовано плоскими с клеевой прослойкой 46 кольцевыми загибами 20, которые расположены внутри петли 8 и сформированы из слоев материала обтекателей 3 и 5, а его полка 23 выполнена из стенок 24 обтекателей 3 и 5 участка их утопания 25 относительно аэродинамических поверхностей 6 на глубину в 3-7 толщин слоя материала и из 3-7 слоев материала, заполняющего это утопание 25.
Присоединение фланца 4 выполнено с помощью предварительно выполненных на фланце 4 кольцевых выступов 29 с гранями 30, на которые с многократным их охватом намотаны кольцевые слои композиционного материала.
Между контактирующими металлическими и композиционными поверхностями диффузора 10 установлен демпфер 31 из резины или другого резиноподобного материала, например эпоксидного каучукосодержащего клея. В зоне 32 скрепления фланца 4 и композиционного материала диффузора 10 установлен кольцевой динамический демпфер 33 перевернутого Т-образного сечения, в ребре 34 которого выполнены такелажно-балансировочные отверстия 35, в зоне же скрепления диффузора 10 и раструба 9 и в зоне минимальной мембранной жесткости установлены демпферы-поглотители 36 из слоистого композиционного материала коробчатого трапециевидного сечения с отбортовками 37 или их комбинации с Т-образным демпфером 33.
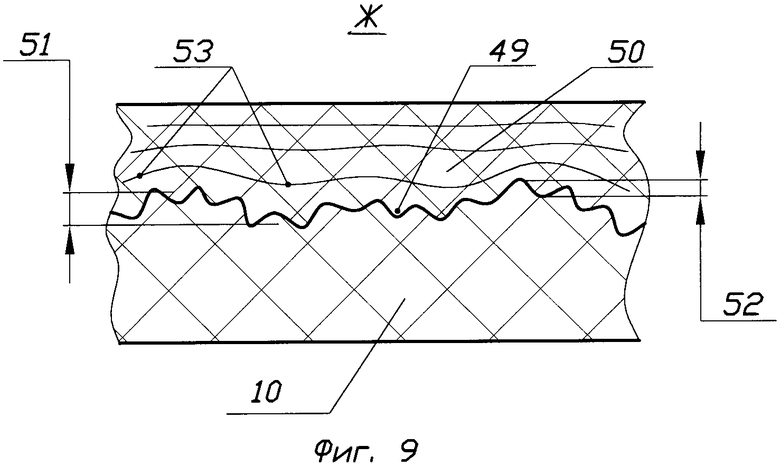
Демпферы 33 Т-образного сечения выполнены из слоистого композиционного материала, например из стеклоткани, пропитанной эпоксидным связующим, причем их ребра 34 снабжены клеевой прослойкой 47, а полки 48 установлены с внедрением 49 связующего 50 в неровности 51 и шероховатости 52 наружных поверхностей обтекателей 3 и 5 с частичным внедрением 53 стеклоткани в упомянутые неровности 51, кроме того, кромки такелажных отверстий 35 окантованы металлическим профилем 41.
Вариант исполнения способа заключается в том, что при склейке внешнего 5 и внутреннего 3 обтекателей в зоне скрепления 44 внешний обтекатель дополнительно приформовывают 3-7 слоями стеклоткани, пропитанной эпоксидным связующим, с внедрением 49 связующего 50 в неровности 51 и шероховатости 52 наружных поверхностей внутреннего обтекателя 3, для чего эти поверхности предварительно шерохуют, с частичным внедрением 53 стеклоткани в упомянутые неровности 51.
Сборку раструба 9 и диффузора 10 осуществляют склейкой их по посадочным коническим поверхностям 14 клеем 15, химически совместимым со связующим композиционного материала, при этом для улучшения качества аэродинамических поверхностей клей 15 наносят преимущественно на охватываемую поверхность, а для повышения качества клеевого соединения 15, поверхности 14 соединяют с их относительным проворотом.
Фланец 4 присоединяют путем обеспечения натяжения 27 ленты 28, достаточного для ее внедрения между кольцевыми выступами 29 с гранями 30. Натяжение 27 ленты 28 выбирают еще и из условия непродавливания лентой 28 недоотвержденной композиции финишного покрытия 6, причем исследованиями установлено, что наилучший результат, для выполнения этих условий обеспечивают тогда, когда для намотки берут ленту шириной, равной 1-3 расстояниям между выступами 29, и наматывают ее с шагом 0,3-0,6 ширины ленты.
При формовании загибов 20 на рабочих поверхностях съемных колец 21, для повышения технологичности ручной формовки, размер этой рабочей зоны определяют величиной напуска 54 над краем формы, не превышающей 100 мм, а для отсутствия провисания материала загиба 20 и повышения качества материала оболочек их нагружают при отверждении давлением 55 с помощью вакуумного мешка или в автоклаве.
Вариант исполнения воздухозаборника 1 заключается в следующем. Внешний обтекатель 5 выполнен с плавным переходом своей аэродинамической поверхностью 6 к наружной поверхности внутреннего обтекателя 3 с изменением направления кривизны в точке 43 перегиба и ее увеличением до зоны скрепления 44 в точке замыкания 45 петли, причем исследованиями установлено, что увеличение кривизны после перегиба от r1=(0,2-0,5)b до r2=(0,035-0,065)b, где b - ширина петли 8, обеспечивает оптимальное наложение вибраций оболочек по направлению и частоте с максимальным эффектом их гашения.
Демпферы-поглотители 36 коробчатого трапециевидного сечения выполнены из энергопоглощающего материала повышенного внутреннего трения и дополнительно закреплены приформовкой своих отбортовок 37 к наружной поверхности внутреннего обтекателя 3. Приформовка выполнена 3-7 слоями стеклоткани, пропитанной эпоксидным связующим, с внедрением 49 связующего 50 в неровности 51 и шероховатости 52 наружных поверхностей внутреннего обтекателя 3 с частичным внедрением 53 стеклоткани в упомянутые неровности 51, причем количеством этих слоев подобраны и динамические параметры демпфера 36, то есть демпферы-поглотители 36 выполнены с частичной функцией динамических демпферов, то есть вывода резонансных режимов из зоны основных рабочих режимов, так же как и динамические демпферы 19 и 33 за счет материала повышенного внутреннего трения, из которого они изготовлены, выполнены с частичной функцией энергопоглощения, то есть снижения амплитудных деформаций.
Работает воздухозаборник 1 следующим образом. При испытаниях двигателя 2 летательного аппарата за счет лемнискатного профиля внутреннего обтекателя 3 обеспечивается требуемое распределение скоростей воздушного потока на входе в двигатель 2. При этом за счет установленных в критических местах демпферов, а также оптимального профилирования оболочки внешнего обтекателя 5 надежность работы воздухозаборника 1 в условиях интенсивных вибраций значительно повышена.
Таким образом, использование изобретений позволит создать высокотехнологичную конструкцию воздухозаборника с повышенной надежностью работы, что и подтверждает использование по назначению. Осуществимость изобретений подтверждена положительными результатами испытаний воздухозаборников, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЗДУХОЗАБОРНИКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ ВОЗДУХОЗАБОРНИКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ВОЗДУХОЗАБОРНИК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2351471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВХОДНОГО НАСАДКА ДЛЯ ВХОДНОГО УСТРОЙСТВА ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ГАЗОПЕРЕКАЧИВАЮЩИХ АГРЕГАТОВ | 2022 |
|
RU2782763C1 |
| ВОЗДУХОЗАБОРНИК ЛЕТАТЕЛЬНОГО АППАРАТА | 2005 |
|
RU2297370C1 |
| ФЛАНЕЦ ПОВОРОТНОГО СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ФЛАНЦА ПОВОРОТНОГО СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2434160C1 |
| АЭРОДИНАМИЧЕСКАЯ КОНСТРУКЦИЯ | 2006 |
|
RU2333865C1 |
| СТАПЕЛЬ ДЛЯ СБОРКИ ВОЗДУХОЗАБОРНИКА ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2011 |
|
RU2482028C1 |
| ВХОДНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2690968C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И АЭРОДИНАМИЧЕСКАЯ КОНСТРУКЦИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2321525C1 |
| ВЛАГОЗАЩИЩЕННЫЙ КОНТЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2518690C1 |
| ВЛАГОЗАЩИТНЫЙ КОНТЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2499981C1 |


Изобретение относится к области машиностроения, к реактивным двигателям летательных аппаратов и может быть использовано для создания входных устройств газотурбинных и реактивных двигателей, предназначенных для стендовых испытаний. Способ изготовления воздухозаборника двигателя летательного аппарата из слоистых композиционных материалов заключается в изготовлении внутреннего обтекателя с соединительным металлическим фланцем и внешнего обтекателя. Внутренний обтекатель собирают из раструба и диффузора, который изготавливают намоткой на оправку композиционного материала, а раструб изготавливают методом контактного формования путем последовательной укладки на рабочую поверхность формы слоев материала. В критических зонах устанавливают демпферы для дополнительного крепления элементов воздухозаборника. Воздухозаборник содержит внешний и внутренний обтекатели, скрепленные и сопряженные своими аэродинамическими поверхностями по входной кромке, внутренний обтекатель на противоположенном кромке конце снабжен соединительным металлическим фланцем, а внешним обтекателем образована тыльная часть петли с ниспадающей зоной. Достигается повышение качества и надежности. 2 н. и 8 з.п. ф-лы, 13 ил.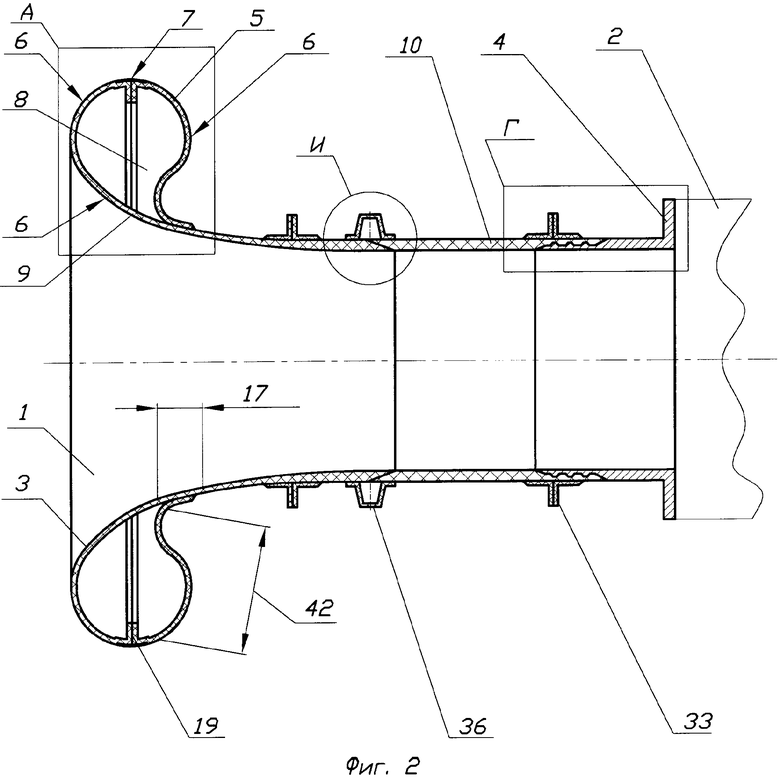
| ВОЗДУХОЗАБОРНИК ЛЕТАТЕЛЬНОГО АППАРАТА | 2005 |
|
RU2297370C1 |
| ВОЗДУХОЗАБОРНЫЙ КАНАЛ ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2004 |
|
RU2297369C2 |
| Гидравлическое устройство активной виброзащиты объекта | 1983 |
|
SU1353678A1 |
| US 4235303 А, 25.11.1980. | |||

