Изобретение относится к области машиностроения, к реактивным двигателям летательных аппаратов, и может быть использовано для создания входных устройств реактивных двигателей.
Известны воздухозаборники летательных аппаратов, содержащие входные кромки, внешние и внутренние обтекатели переменного сечения по патенту РФ № 2174616 от 21.09.1999 г. МКП7 F02C 7/052, патенту RU № 2018467 от 01.10.1990 г. МКП7 B64D 33/02 и патенту ФРГ № 2017881 от 14.04.70 г. МКП7 F02C 7/04.
Известен воздухозаборник летательного аппарата, выполненный из слоистого композиционного материала, содержащий внешний обтекатель, входную кромку и внутренний сужающийся обтекатель по патенту ФРГ № 3713875 от 25.04.87 г., МКП7 B64D 33/02.
Также известны способ и форма для осуществления способа изготовления изделий из слоистых полимерных композиционных материалов методом контактного формования. См. заявку RU № 2005140426/12(045044) от 26.12.2005 г., положительное решение от 29.03.2007 г., МПК В29С 39/02. В известных технических решениях раскрыты способ и форма для осуществления способа изготовления воздухозаборника летательного аппарата из слоистых полимерных композиционных материалов, при котором на эталонном воздухозаборнике и пластине методом контактного формования изготавливают две полуформы с рабочими поверхностями, обращенными к аэродинамическим поверхностям эталонного воздухозаборника, затем после полимеризации, съема и подготовки формы на ее рабочих поверхностях формуют воздухозаборник.
Также известен воздухозаборник по патенту RU № 2297370 С1 от 24.10.2005, МПК B64D 33/02. Известный воздухозаборник летательного аппарата из слоистых полимерных композиционных материалов содержит входное отверстие воздушного канала, сформированное передней кромкой внешней, состыкованной с фюзеляжем летательного аппарата обечайки и внутренней обечайки, образующей воздушный канал и снабженной кольцевой ступенькой с посадочным пояском для стыковки с воздуховодом летательного аппарата.
Недостатком известных способа и формы является низкая технологичность, так как при изготовлении воздухозаборника с наиболее оптимальным финишным покрытием, получаемым в форме одним технологическим процессом с изделием, на аэродинамических поверхностях в местах стыковки полуформ неизбежно наличие облоя материала покрытия и уступов от погрешностей стыковки полуформ. Заделка мест стыковки композицией, например, на основе гипса не дает требуемого качества финишного покрытия, так как при шлифовке упомянутой композиции она выкрашивается из-за слишком тонкого ее слоя. Кроме того, при наличии в форме охватываемых поверхностей двоякой кривизны, например, для оформления изогнутого воздушного канала с постоянным радиусом кривизны его продольной оси разборка формы или невозможна, или при малой протяженности этого канала приводит к повреждению финишного покрытия аэродинамических поверхностей.
Недостатком известного устройства являются низкая надежность его работы из-за неудовлетворительного качества аэродинамических поверхностей, неудовлетворительной аэродинамики воздухозборника при его расположении под фюзеляжем летательного аппарата, а также низкой мембранной жесткости воздушного канала (склонности к вибрации).
Известные способ и форма для осуществления способа, а также известное устройство, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипов.
Технической задачей, на решение которой направлено заявляемое изобретение, является разработка высокотехнологичного воздухозаборника повышенной надежности работы.
Технический результат, который может быть получен при решении технической задачи, для способа заключается в повышении технологичности процесса изготовления, а также в повышении качества изделия.
Технический результат, который может быть получен при решении технической задачи, для формы заключается в повышении надежности ее работы при повышении технологичности процесса изготовления, а также в повышении качества изделия.
Технический результат, который может быть получен при решении технической задачи, для воздухозаборника заключается в повышении надежности его работы за счет повышения качества аэродинамических поверхностей, улучшения аэродинамики воздухозборника при его расположении под фюзеляжем летательного аппарата, а также повышения мембранной жесткости воздушного канала.
Поставленная задача с достижением технического результата решается тем, что способ изготовления воздухозаборника летательного аппарата из слоистых полимерных композиционных материалов, при котором на эталонном воздухозаборнике и пластине методом контактного формования изготавливают две полуформы с рабочими поверхностями, обращенными к аэродинамическим поверхностям эталонного воздухозаборника, затем после полимеризации, съема и подготовки формы на ее рабочих поверхностях формуют воздухозаборник, а в соответствии с изобретением пластину устанавливают в плоскости симметрии эталонного воздухозаборника, и на ее плоскостях и на аэродинамических поверхностях эталонного воздухозаборника формуют две полуформы, а при подготовке формы пластину устанавливают с утопанием относительно рабочих поверхностей, при этом образовавшуюся впадину с прилегающими участками заполняют композицией, оформляя зону смыкания полуформ поверхностями, усредненными по геометрическим параметрам прилегающим к данной зоне рабочим поверхностям левой и правой полуформ, причем композицию для заполнения выемки изготавливают на основе гипса, толщину пластины определяют по формуле:
s=cr, где
s - толщина пластины, мм;
r - радиус входного отверстия формуемого воздухозаборника, мм;
с - опытный коэффициент, принимают равным 0,04…0,12, а глубину впадины определяют по формуле:
h=ks, где
h - глубина впадины, мм;
s - толщина пластины, мм;
k - опытный коэффициент, принимают равным 0,1…0,4.
Отличительными признаками для способа являются следующие признаки:
- пластину устанавливают в плоскости симметрии эталонного воздухозаборника, и на ее плоскостях и на аэродинамических поверхностях эталонного воздухозаборника формуют две полуформы - признак существенный, предусматривает новое исполнение операций, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности изготовления формы за счет одновременного формования обеих полуформ;
- при подготовке формы пластину устанавливают с утопанием относительно рабочих поверхностей - признак существенный, предусматривает наличие новых операций и их новое исполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления конструкции за счет подготовки в зоне смыкания условий для ее высококачественного оформления;
- образовавшуюся впадину с прилегающими участками заполняют композицией - признак существенный, предусматривает наличие новых операций и их новое исполнение, доказательство существенности аналогично предыдущему признаку;
- оформляя зону смыкания полуформ поверхностями, усредненными по геометрическим параметрам прилегающим к данной зоне рабочим поверхностям левой и правой полуформ - признак существенный, предусматривает наличие новых операций и их новое исполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления конструкции за счет оформления упомянутой зоны с допускаемыми отклонениями формы поверхностей от заданных с плавным переходом к рабочим поверхностям полуформ;
- композицию для заполнения выемки изготавливают на основе гипса - признак существенный, предусматривает наличие новых операций и их новое исполнение, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления конструкции за счет отсутствия усадок при отверждении композиции и хорошую ее обрабатываемость с приемлемой шероховатостью поверхности;
- толщину пластины определяют по формуле:
s=cr, где
s - толщина пластины, мм;
r - радиус входного отверстия формуемого воздухозаборника, мм;
с - опытный коэффициент, принимают равным 0,04…0,12
- признак существенный, предусматривает наличие новой операции, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления конструкции, так как исследованиями установлено, что данный размер обеспечивает извлечение изделия из формы без повреждения его финишного покрытия, а также обеспечивает подгонку гипсовой композиции в зоне установки пластины с обеспечением допускаемых отклонений формы поверхностей и плавного перехода к рабочим поверхностям полуформ;
- глубину впадины определяют по формуле:
h=ks, где
h - глубина впадины, мм;
s - толщина пластины, мм;
k - опытный коэффициент, принимают равным 0,1…0,4
- признак существенный, предусматривает наличие новой операции, направлен на решение поставленной задачи с достижением технического результата, на повышение технологичности и качества изготовления конструкции, так как исследованиями установлено, что данный размер обеспечивает достаточный массив материала композиции для его мехобработки (шлифовки) без выкрашивания.
Поставленная задача с достижением технического результата решается тем, что форма для осуществления способа изготовления воздухозаборника летательного аппарата из слоистых полимерных композиционных материалов содержит рабочие поверхности, а в соответствии с изобретением она снабжена пластиной, установленной между полуформами в плоскости ее симметрии с утопанием относительно рабочих поверхностей, причем образовавшаяся впадина с прилегающими участками заполнена композицией с оформлением зоны смыкания полуформ поверхностями, усредненными по геометрическим параметрам прилегающим к данной зоне рабочим поверхностям левой и правой полуформ, при этом композиция для заполнения выемки изготовлена на основе гипса, толщина пластины определена по формуле:
s=cr, где
s - толщина пластины, мм;
r - радиус входного отверстия формуемого воздухозаборника, мм;
с - опытный коэффициент (с=0,04…0,12), а глубина впадины также определена по формуле:
h=ks, где
h - глубина впадины, мм;
s - толщина пластины, мм;
k - опытный коэффициент (k=0,1…0,4).
Отличительными признаками для формы являются следующие признаки:
- форма снабжена пластиной, установленной между полуформами в плоскости ее симметрии - признак существенный, предусматривает наличие нового элемента и новую взаимосвязь элементов, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы формы за счет обеспечения извлечения изделия без повреждения при ее разборке;
- с утопанием относительно рабочих поверхностей - признак существенный, предусматривает новую взаимосвязь элементов, направлен на решение поставленной задачи с достижением технического результата, на повышение качества изделия, доказательство существенности признака аналогично соответствующему признаку способа;
- образовавшаяся впадина с прилегающими участками заполнена композицией с оформлением зоны смыкания полуформ поверхностями, усредненными по геометрическим параметрам прилегающим к данной зоне рабочим поверхностям левой и правой полуформ - признак существенный, предусматривает наличие новых элементов, новую форму элементов, их новую взаимосвязь, направлен на решение поставленной задачи с достижением технического результата, на повышение качества изделия, доказательство существенности признака аналогично соответствующему признаку способа;
- композиция для заполнения выемки изготовлена на основе гипса - признак существенный, предусматривает применение нового материала, направлен на решение поставленной задачи с достижением технического результата, на повышение качества изделия, доказательство существенности признака аналогично соответствующему признаку способа;
- толщина пластины определена по формуле:
s=cr, где
s - толщина пластины, мм;
r - радиус входного отверстия формуемого воздухозаборника, мм;
с - опытный коэффициент (с=0,04…0,12)
- признак существенный, предусматривает новое соотношение размеров, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы формы и на повышение качества изделия, доказательство существенности признака аналогично соответствующему признаку способа;
- глубина впадины определена по формуле:
h=ks, где
h - глубина впадины, мм;
s - толщина пластины, мм;
k - опытный коэффициент (k=0,1…0,4)
- признак существенный, предусматривает новое соотношение размеров, направлен на решение поставленной задачи с достижением технического результата, на повышение качества изделия, доказательство существенности признака аналогично соответствующему признаку способа.
Поставленная задача с достижением технического результата для устойства решается тем, что воздухозаборник летательного аппарата из слоистых полимерных композиционных материалов содержит входное отверстие воздушного канала, сформированное передней кромкой внешней, состыкованной с фюзеляжем летательного аппарата обечайки и внутренней обечайки, образующей воздушный канал и снабженной кольцевой ступенькой с посадочным пояском для стыковки с воздуховодом летательного аппарата, а в соответствии с изобретением воздушный канал выполнен изогнутым с постоянным радиусом кривизны его продольной оси, внешняя обечайка выполнена разомкнутой с образованием двух крылообразных кронштейнов, причем зона пересечения плоскости симметрии воздухозаборника с его аэродинамическими поверхностями выполнена из поверхностей, усредненных по геометрическим параметрам прилегающим к данной зоне аэродинамическим поверхностям, при этом минимальная ширина зоны пересечения определена по формуле:
s=cr, где
s - ширина зоны, мм;
r - радиус входного отверстия воздухозаборника, мм;
с - опытный коэффициент (с=0,04…0,12).
Отличительными признаками для устройства являются следующие признаки:
- воздушный канал выполнен изогнутым, с постоянным радиусом кривизны его продольной оси - признак существенный, предусматривает новую форму элементов и новое соотношение размеров, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности его работы за счет улучшения аэродинамики воздухозборника при его расположении под фюзеляжем летательного аппарата, кроме того, значительно снижаются последствия вибрации оболочки воздушного канала за счет повышения мембранной жесткости оболочки при выполнении ее с двоякой кривизной;
- внешняя обечайка выполнена разомкнутой, с образованием двух кры-лообразных кронштейнов - признак существенный, предусматривает наличие новых элементов и новую их форму, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности его работы за счет улучшения аэродинамики;
- зона пересечения плоскости симметрии воздухозаборника с его аэродинамическими поверхностями выполнена из поверхностей, усредненных по геометрическим параметрам прилегающим к данной зоне аэродинамическим поверхностям - признак существенный, предусматривает новую форму элементов и их новую взаимосвязь, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности его работы за счет улучшения аэродинамики;
- минимальная ширина зоны пересечения определена по формуле:
s=cr, где
s - ширина зоны, мм;
r - радиус входного отверстия воздухозаборника, мм;
с - опытный коэффициент (с=0,04…0,12) - признак существенный, предусматривает новое соотношение размеров, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности его работы за счет улучшения аэродинамики при обеспечении условий выполнения предыдущего признака.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технических результатов. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технических решений критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технических результатов и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению надежности работы воздухозаборника и технологичности его изготовления без использования известных проектировочных решений, рекомендаций, материалов и обладает неочевидностью, что свидетельствует о его соответствию критерию «изобретательский уровень».
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид летательного аппарата с воздухозаборником, на фиг.2 - общий вид воздухозаборника, на фиг.3 - общий вид способа изготовления и формы, на фиг.4 - разрез по зоне смыкания полуформ, на фиг.5 - зона смыкания с оформлением поверхностей, на фиг 6 - то же для известного решения.
Способ изготовления воздухозаборника 1 летательного аппарата 2 из слоистых полимерных композиционных материалов, при котором на эталонном воздухозаборнике и пластине 3 методом контактного формования изготавливают две полуформы с рабочими поверхностями 4, обращенными к аэродинамическим поверхностям 5 эталонного воздухозаборника, затем после полимеризации, съема и подготовки формы 6 на ее рабочих поверхностях 4 формуют воздухозаборник 1. Пластину 3 устанавливают в плоскости симметрии эталонного воздухозаборника, и на ее плоскостях и на аэродинамических поверхностях эталонного воздухозаборника формуют две полуформы 7, а при подготовке формы 6 пластину 3 устанавливают с утопанием 8 относительно рабочих поверхностей 4, при этом образовавшуюся впадину с прилегающими участками 9 заполняют композицией 10, оформляя зону смыкания 11 полуформ 7 поверхностями 12, усредненными по геометрическим параметрам прилегающим к данной зоне рабочим поверхностям 5 левой и правой полуформ 7. Композицию 10 для заполнения выемки изготавливают на основе гипса. Толщину 13 пластины 3 определяют по формуле:
s=cr, где
s - толщина пластины, мм;
r - радиус 14 входного отверстия 15 формуемого воздухозаборника 1, мм;
с - опытный коэффициент, принимают равным 0,04…0,12.
Глубину 8 впадины определяют по формуле:
h=ks, где
h - глубина 8 впадины, мм;
s - толщина 13 пластины 3, мм;
k- опытный коэффициент, принимают равным 0,1…0,4.
Форма 6 для осуществления способа изготовления воздухозаборника 1 летательного аппарата 2 из слоистых полимерных композиционных материалов содержит рабочие поверхности 4. Форма 6 снабжена пластиной 3, установленной между полуформами 7 в плоскости ее симметрии с утопанием 8 относительно рабочих поверхностей 4, причем образовавшаяся впадина с прилегающими участками 9 заполнена композицией 10, с оформлением зоны смыкания 11 полуформ 7 поверхностями 12, усредненными по геометрическим параметрам прилегающим к данной зоне 11 рабочим поверхностям 4 левой и правой полуформ 7. Композиция 10 для заполнения выемки изготовлена на основе гипса. Толщина 13 пластины 3 определена по формуле:
s=cr, где
s - толщина 13 пластины 3, мм;
r - радиус 14 входного отверстия 15 формуемого воздухозаборника 1, мм;
с - опытный коэффициент (с=0,04…0,12).
Глубина 8 впадины определена по формуле:
h=ks, где
h - глубина 8 впадины, мм;
s - толщина 13 пластины 3, мм;
k - опытный коэффициент (k=0,1…0,4).
Воздухозаборник 1 летательного аппарата 2 из слоистых полимерных композиционных материалов содержит входное отверстие 15 воздушного канала, сформированное передней кромкой 16 внешней 17, состыкованной с фюзеляжем 18 летательного аппарата 2 обечайки и внутренней 19 обечайки, образующей воздушный канал и снабженной кольцевой ступенькой 20 с посадочным пояском 21 для стыковки с воздуховодом летательного аппарата 2. Воздушный канал выполнен изогнутым, с постоянным радиусом 22 кривизны его продольной оси 23, а внешняя обечайка 17 выполнена разомкнутой, с образованием двух крылообразных кронштейнов 24, причем зона пересечения плоскости симметрии воздухозаборника с его аэродинамическими поверхностями, повторяющая соответствующую зону 11 формы 6, выполнена из поверхностей, усредненных по геометрическим параметрам прилегающим к данной зоне аэродинамическим поверхностям 5. Минимальная ширина, повторяющая толщину 13 пластины 3 формы 6, зоны пересечения, определена по формуле:
s=cr, где
s - ширина зоны, мм;
r - радиус 14 входного отверстия 15 воздухозаборника 1, мм;
с - опытный коэффициент (с=0,04…0,12).
Вариант исполнения способа заключается в том, что композицию 10 наносят в зоне 11 с плавным переходом к рабочим поверхностям 4 формы 6, а наличие композиции 10 во впадине глубиной 8 создает достаточный массив материала композиции 10 с достаточной прочностью для выполнения этого плавного перехода без выкрашивания материала по сравнению (см. фиг.6) с известным решением, где материал 25 расположен слишком тонким слоем и подвержен выкрашиванию.
Работает форма 6 следующим образом. Форму 6 собирают с установкой пластины 3, скрепляют пластину 3 с полуформами 7 с помощью крепежных элементов 26, оформляют зону 11, устанавливают диск 27, который оформляет кольцевую ступеньку 20 и посадочный поясок 21 воздухозаборника 1. Формуют воздухозаборник 1 методом контактного формования. После полимеризации материала воздухозаборника 1 выпрессовывают диск 27, вынимают пластину 3. Сводя и перекашивая полуформы 7, извлекают воздухозаборник 1.
Работает воздухозаборник следующим образом. При взаимодействии с воздушным потоком внутренняя обечайка 19, образующая изогнутый воздушный канал подвержена вибрации, однако благодаря двоякой кривизне (изогнутость радиусом 22 и округлость радиусом 14) и, как следствие, повышенной мембранной жесткости последствия такой вибрации значительно снижены. Кроме того, благодаря наличию зоны пересечения плоскости симметрии воздухозаборника 1 с его аэродинамическими поверхностями 5, выполненными из поверхностей, усредненных по геометрическим параметрам прилегающим к данной зоне аэродинамическим поверхностям 5, воздушный поток не имеет искажений, что повышает надежность работы воздухозаборника 1.
Использование предлагаемых технических решений позволит повысить надежность работы воздухозаборников летательных аппаратов и повысить технологичность их изготовления. Осуществимость изобретений подтверждена положительными результатами испытаний образцов и фрагментов конструкций, разработка и изготовление которых полностью основаны на представленном описании. В связи с этим новое техническое решение затребовано промышленностью, что соответствует и критерию «промышленная применимость», т.е. уровню изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЗДУХОЗАБОРНИКА ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ СЛОИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ВОЗДУХОЗАБОРНИК ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ СЛОИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2348570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И АЭРОДИНАМИЧЕСКАЯ КОНСТРУКЦИЯ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2321525C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ КОНИЧЕСКИЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2014 |
|
RU2584731C1 |
| ВОЗДУХОЗАБОРНИК ЛЕТАТЕЛЬНОГО АППАРАТА | 2005 |
|
RU2297370C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ЗАГОТОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 2009 |
|
RU2419541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2005 |
|
RU2309044C1 |
| АЭРОДИНАМИЧЕСКАЯ КОНСТРУКЦИЯ | 2006 |
|
RU2333865C1 |
| Панель крыла или оперения летательного аппарата из слоистых композиционных материалов | 2019 |
|
RU2734147C1 |
| Способ изготовления объемных тонкостенных деталей из композиционных материалов | 2017 |
|
RU2673238C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННОЙ ТРУБЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА ИЗГОТОВЛЕНИЯ МНОГОГРАННОЙ ТРУБЫ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2357863C1 |
Изобретение относится к области машиностроения, к реактивным двигателям летательных аппаратов, и может быть использовано для создания входных устройств реактивных двигателей. Техническим результатом заявленной группы изобретений является повышение технологичности процесса изготовления, повышение качества изделия, повышение надежности работы формы и повышение надежности работы воздухозаборника за счет повышения качества аэродинамических поверхностей, а также повышение мембранной жесткости воздушного канала. Технический результат достигается способом изготовления воздухозаборника летательного аппарата из слоистых полимерных композиционных материалов. При этом на эталонном воздухозаборнике и пластине методом контактного формования изготавливают две полуформы с рабочими поверхностями, обращенными к аэродинамическим поверхностям эталонного воздухозаборника. Затем после полимеризации, съема и подготовки формы на ее рабочих поверхностях формуют воздухозаборник. При этом пластину устанавливают в плоскости симметрии эталонного воздухозаборника и на ее плоскостях и на аэродинамических поверхностях эталонного воздухозаборника формуют две полуформы. При подготовке формы пластину устанавливают с утопанием относительно рабочих поверхностей. При этом образовавшуюся впадину с прилегающими участками заполняют композицией, оформляя зону смыкания полуформ поверхностями, усредненными по геометрическим параметрам, прилегающим к данной зоне рабочим поверхностям левой и правой полуформ. 3 н. и 7 з.п. ф-лы, 6 ил.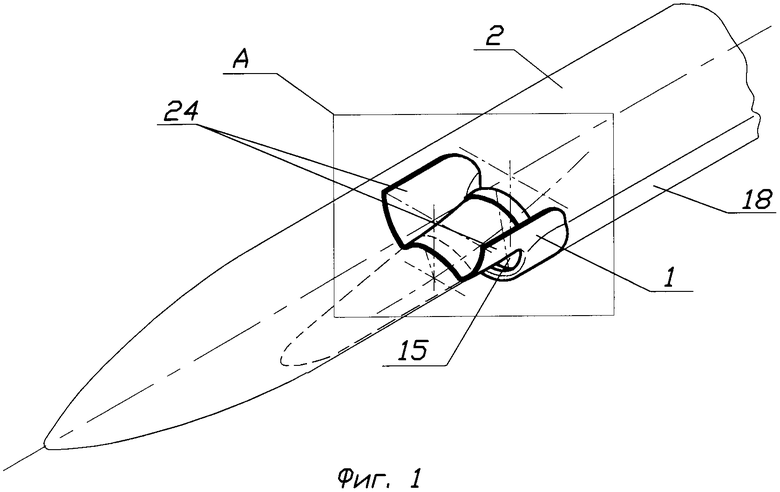
1. Способ изготовления воздухозаборника летательного аппарата из слоистых полимерных композиционных материалов, при котором на эталонном воздухозаборнике и пластине методом контактного формования изготавливают две полуформы с рабочими поверхностями, обращенными к аэродинамическим поверхностям эталонного воздухозаборника, затем, после полимеризации, съема и подготовки формы, на ее рабочих поверхностях формуют воздухозаборник, отличающийся тем, что пластину устанавливают в плоскости симметрии эталонного воздухозаборника, и на ее плоскостях и на аэродинамических поверхностях эталонного воздухозаборника формуют две полуформы, а при подготовке формы пластину устанавливают с утопанием относительно рабочих поверхностей, при этом образовавшуюся впадину с прилегающими участками заполняют композицией, оформляя зону смыкания полуформ поверхностями, усредненными по геометрическим параметрам прилегающим к данной зоне рабочим поверхностям левой и правой полуформ.
2. Способ по п.1, отличающийся тем, что композицию для заполнения выемки изготавливают на основе гипса.
3. Способ по п.1, отличающийся тем, что толщину пластины определяют по формуле:
s=cr,
где s - толщина пластины, мм;
r - радиус входного отверстия формуемого воздухозаборника, мм;
с - опытный коэффициент, принимают равным 0,04-0,12.
4. Способ по п.3, отличающийся тем, что глубину впадины определяют по формуле:
h=ks,
где h - глубина впадины, мм;
s - толщина пластины, мм;
k - опытный коэффициент, принимают равным 0,1-0,4.
5. Форма для осуществления способа изготовления воздухозаборника летательного аппарата из слоистых полимерных композиционных материалов, содержащая рабочие поверхности, отличающаяся тем, что она снабжена пластиной, установленной между полуформами в плоскости ее симметрии с утопанием относительно рабочих поверхностей, причем образовавшаяся впадина с прилегающими участками заполнена композицией, с оформлением зоны смыкания полуформ поверхностями, усредненными по геометрическим параметрам прилегающим к данной зоне рабочим поверхностям левой и правой полуформ.
6. Форма по п.5, отличающаяся тем, что композиция для заполнения выемки изготовлена на основе гипса.
7. Форма по п.5, отличающаяся тем, что толщина пластины определена по формуле:
s=cr,
где s - толщина пластины, мм;
r - радиус входного отверстия формуемого воздухозаборника, мм;
с - опытный коэффициент (c=0,04-0,12).
8. Форма по п.7, отличающаяся тем, что глубина впадины определена по формуле:
h=ks,
где h - глубина впадины, мм;
s - толщина пластины, мм;
k - опытный коэффициент (k=0,1-0,4).
9. Воздухозаборник летательного аппарата из слоистых полимерных композиционных материалов, содержащий входное отверстие воздушного канала, сформированное передней кромкой внешней, состыкованной с фюзеляжем летательного аппарата, обечайки и внутренней обечайки, образующей воздушный канал и снабженной кольцевой ступенькой с посадочным пояском для стыковки с воздуховодом летательного аппарата, отличающийся тем, что воздушный канал выполнен изогнутым, с постоянным радиусом кривизны его продольной оси, а внешняя обечайка выполнена разомкнутой, с образованием двух крылообразных кронштейнов, причем зона пересечения плоскости симметрии воздухозаборника с его аэродинамическими поверхностями выполнена из поверхностей, усредненных по геометрическим параметрам прилегающим к данной зоне аэродинамическим поверхностям.
10. Воздухозаборник по п.9, отличающийся тем, что минимальная ширина зоны пересечения определена по формуле:
s=cr,
где s - ширина зоны, мм;
r - радиус входного отверстия воздухозаборника, мм;
с - опытный коэффициент (с=0,04-0,12).
| Устройство для формования изделий из композиционного материала | 1989 |
|
SU1775300A1 |
| СПОСОБ АЭРОДИНАМИЧЕСКИХ ИСПЫТАНИЙ МОДЕЛИ ЛЕТАТЕЛЬНОГО АППАРАТА И СТЕНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2421701C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2041820C1 |
| Пресс-форма для изготовления изделий из полимерного материала с армирующей основой | 1986 |
|
SU1509264A1 |
| Оснастка для изготовления изделий из композиционного материала | 1985 |
|
SU1423409A1 |
| US 4768678 A, 06.09.1988. | |||

