Область техники
Настоящее изобретение относится к устройствам, используемым в процессе обработки материалов резанием, в частности к высокоскоростному режущему инструменту для обработки алюминия и его сплавов.
Уровень техники
Известны вращающиеся режущие инструменты, имеющие рабочую часть с гнездами, в которых установлены сменные режущие пластины, в частности, имеющие износостойкие покрытия рабочих поверхностей с низким коэффициентом трения скольжения, и механически закреплены с помощью винтов. При использовании такого режущего инструмента для обработки с высокими скоростями, в частности, изделий из алюминия и его сплавов возникают проблемы устойчивости и надежного крепления сменных режущих пластин из-за действия на них большой величины знакопеременных нагрузок, обусловленных усилиями резания и центробежными силами. В результате действия центробежных сил значительной нагрузке подвергаются зажимные винты, так как сменные режущие пластины, как правило, кроме зажимных винтов удерживаются за счет сил трения, возникающих на базовых поверхностях сменных режущих пластин, контактирующих с базовыми поверхностями гнезд режущего инструмента. Таким образом, необходимо повышение надежности закрепления сменных режущих пластин, в том числе за счет снижения нагрузок на зажимные винты, являющиеся наиболее нагруженным элементом конструкции режущего инструмента.
Для решения поставленных задач известны конструкции, имеющие сопрягаемые зубчатые базовые поверхности гнезд и сменных режущих пластин, например, раскрытые в патентах США 8057132. Такое соединение требует дополнительных затрат для его точного изготовления может приводить к неопределенному позиционированию сменной режущей пластины в гнезде корпуса режущего инструмента и создавать дополнительные напряжения в сменной режущей пластине.
В патенте США 6196769 раскрыта конструкция режущего инструмента для высокоскоростной механической обработки, в которой базовые поверхности гнезда корпуса имеют выпуклую V-образную форму и контактируют с вогнутой V-образной поверхностью сменной режущей пластины. В такой конструкции существенно снижена механическая прочность сменной режущей пластины, и, как в предыдущем техническом решении, возникают дополнительные трудности в ее точном базировании.
В патенте РФ 2469821 раскрыта конструкция режущего инструмента для высокоскоростной механической обработки, в которой базовые поверхности гнезда корпуса имеют вогнутую V-образную форму и контактируют с выпуклой V-образной поверхностью сменной режущей пластины. В такой конструкции существенно снижена механическая прочность корпуса режущего инструмента и также возникают дополнительные трудности в точном базировании сменной режущей пластины.
В патенте РФ 2375156 раскрыта конструкция высокоскоростной концевой фрезы и режущей пластины для высокоскоростной концевой фрезы, в которой режущая пластина содержит верхнюю поверхность, имеющую плоский центральный участок, плоскую нижнюю поверхность и множество боковых поверхностей. Причем передняя поверхность образует угол от пяти до двадцати пяти градусов относительно центрального участка верхней поверхности режущей пластины, а все режущие кромки расположены в одной плоскости.
Данная конструкция также не позволяет обеспечить устойчивое и надежное крепление сменной режущей пластины, так как имеет на базовых поверхностях, контактирующих с базовыми поверхностями гнезда режущего инструмента, низкий коэффициент трения покоя или скольжения.
Настоящее изобретение направлено на создание улучшенной конструкции высокоскоростной режущей пластины для ее использования при обработке, в частности, алюминия и его сплавов с высокими скоростями резания путем повышения ее механической прочности и надежности закрепления.
Настоящее изобретение также направлено на создание высокоскоростного режущего инструмента для закрепления и использования предложенной высокоскоростной режущей пластины. Указанный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения. В частности, предложена высокоскоростная режущая пластина, нижняя базовая поверхностность которой имеет износостойкое покрытие с высоким коэффициентом трения покоя или скольжения в паре с материалом опорных поверхностей гнезд предложенного режущего инструмента, большим, чем коэффициент трения скольжения передних поверхностей пластины. Также предложен высокоскоростной режущий инструмент для закрепления и использования предложенной высокоскоростной режущей пластины.
Сущность изобретения
В соответствии с настоящим изобретением предложена высокоскоростная режущая пластина, содержащая:
верхнюю рабочую и противолежащую ей нижнюю базовую поверхности, расположенную между ними периферийную боковую поверхность, включающую главные боковые и вспомогательные боковые поверхности, расположенные под острым внутренним углом к нижней базовой поверхности,
по меньшей мере, одно и более фиксирующих сквозных отверстий, проходящих между верхней рабочей и нижней базовой поверхностями, с выборками, выполненными в нижних частях фиксирующих сквозных отверстий и открытыми на нижнюю базовую поверхность,
по меньшей мере, две режущие кромки, при этом каждая режущая кромка содержит последовательно сопряженные между собой участки главной и вспомогательной режущих кромок, направленные под острыми внутренними углами к нижней базовой поверхности с образованием на вершине режущих кромок угловых режущих кромок,
верхняя рабочая поверхность включает передние поверхности, примыкающие соответственно к каждой режущей кромке и проходящие от режущих кромок в основном в направлении вовнутрь верхней рабочей поверхности.
В соответствии с настоящим изобретением на нижнюю базовую поверхность нанесено износостойкое покрытие с высоким коэффициентом трения покоя или скольжения в паре с материалом опорных поверхностей гнезд высокоскоростного режущего инструмента, по величине большим, чем коэффициент трения скольжения передних поверхностей,
В соответствии с одним предпочтительным вариантом на нижнюю базовую поверхность, в частности, нанесено износостойкое покрытие из титан-алюминия-нитрида (Ti Al Ν), или алюминий-титан-нитрида (Al Ti Ν), или из титана (Ti).
В соответствии с другим предпочтительным вариантом угловые режущие кромки выполнены с радиусным закруглением, или прямолинейными, или в виде частей поверхностей второго порядка, в частности цилиндра, или эллипсоида вращения, или конуса, или гиперболоида вращения, или параболоида вращения.
В соответствии с другим предпочтительным вариантом на вспомогательных боковых поверхностях выполнены зачищающие фаски.
В соответствии с другим предпочтительным вариантом на главных боковых поверхностях выполнены под острым внутренним углом к нижней базовой поверхности скосы, причем этот угол неравномерен вдоль участка главной режущей кромки.
В соответствии с настоящим изобретением также предложен высокоскоростной режущий инструмент, в частности концевая фреза, имеющая:
корпус с рабочей поверхностью, расположенной вокруг оси вращения, в котором выполнены гнезда, при этом каждое гнездо имеет опорную поверхность с одним и более резьбовыми отверстиями и боковые контактные поверхности для описанной выше по любому из вариантов высокоскоростной режущей пластины, установленной в каждом гнезде и закрепленной с помощью винтов,
при этом на опорных поверхностях гнезд выполнены цилиндрические выступы, входящие в цилиндрические выборки высокоскоростных режущих пластин.
Краткое описание чертежей
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к приложенным чертежам, на которых изображены высокоскоростная режущая пластина и высокоскоростной режущий инструмент. При этом:
на фиг. 1 показан вид в перспективе на высокоскоростную режущую пластину в соответствии с настоящим изобретением;
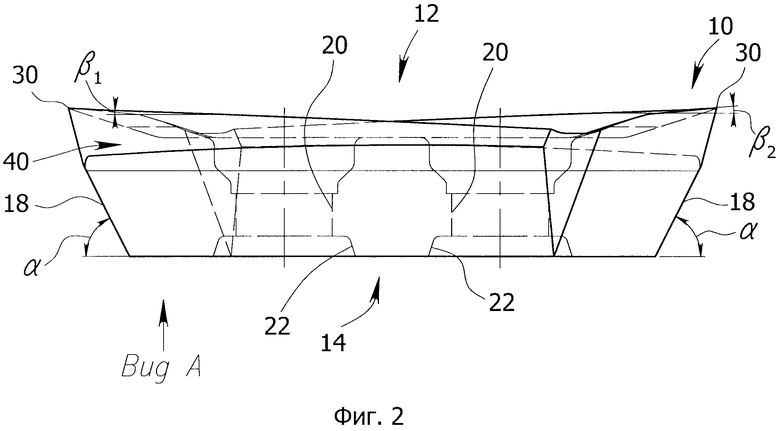
на фиг. 2 показан вид сбоку на высокоскоростную режущую пластину, изображенную на фиг. 1;
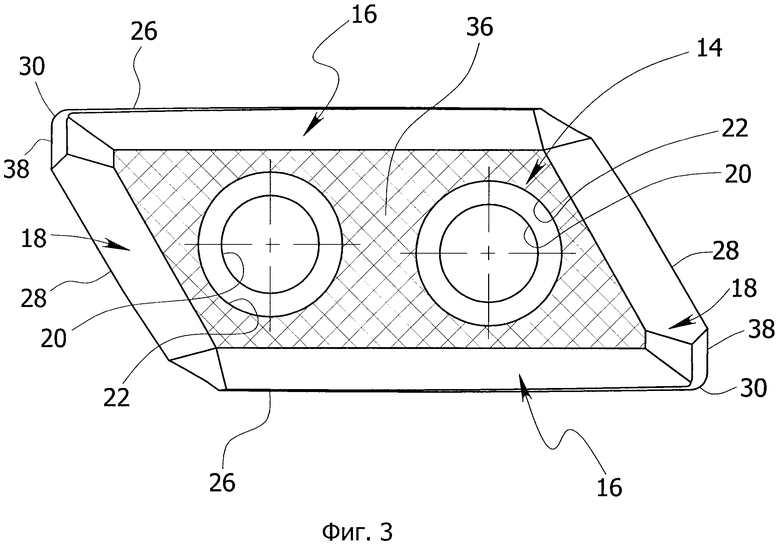
на фиг. 3 показан вид А снизу на высокоскоростную режущую пластину, изображенную на фиг. 1;
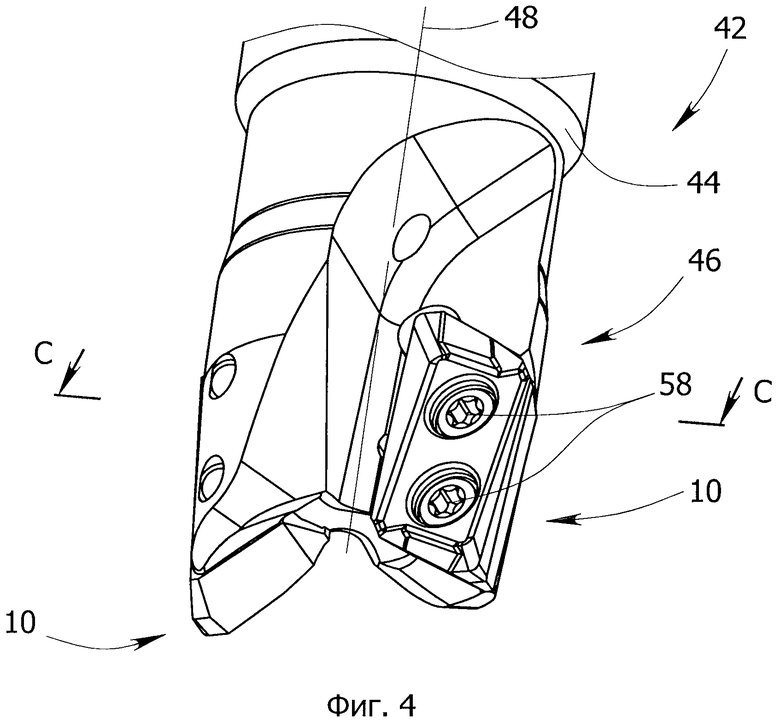
на фиг. 4 изображен вид в перспективе высокоскоростного режущего инструмента;
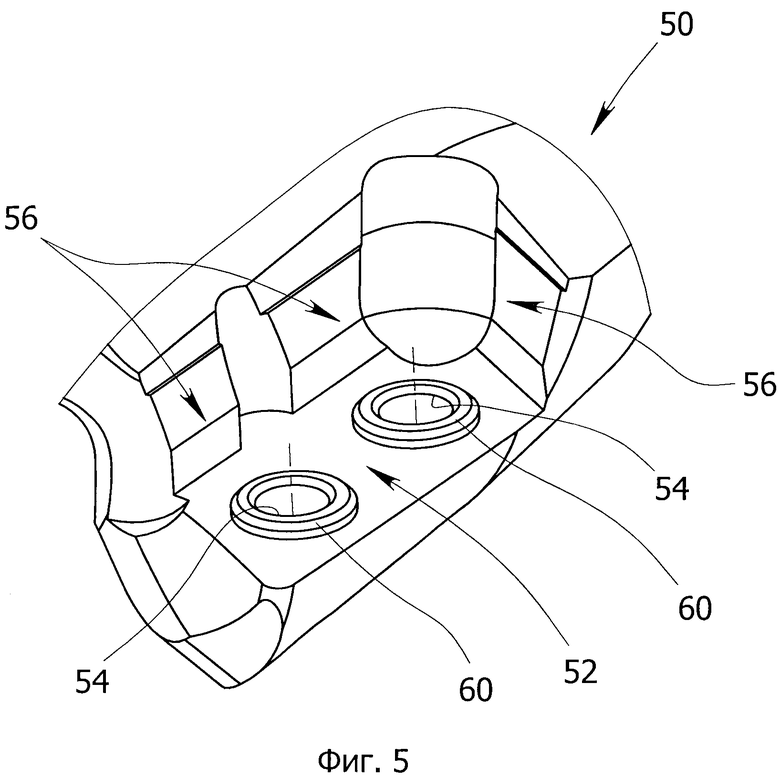
на фиг. 5 изображен вид в перспективе гнезда для закрепления высокоскоростной режущей пластины высокоскоростного режущего инструмента, изображенного на фиг. 4;
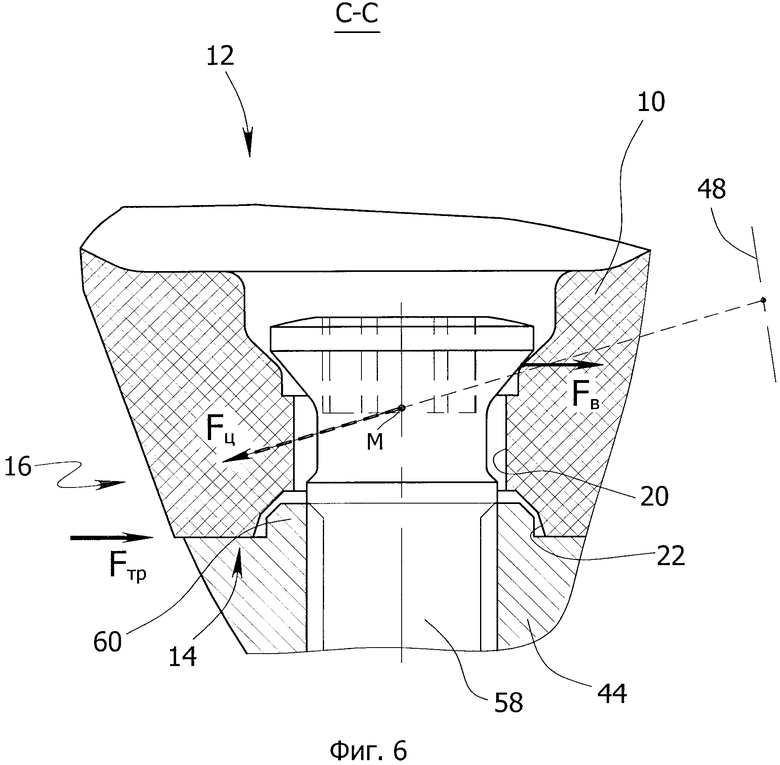
на фиг. 6 изображено сечение по линии С-С высокоскоростного режущего инструмента, изображенного на фиг. 4.
Детальное описание чертежей
Рассмотрим фиг. 1-6, где изображены высокоскоростные режущий инструмент и режущая пластина.
В соответствии с настоящим изобретением предложенная высокоскоростная режущая пластина 10 выполнена многогранной и индексируемой. Ее предпочтительно изготавливают путем фасонного или инжекционного прессования и спекания порошков карбидов.
Высокоскоростная режущая пластина 10 содержит:
верхнюю рабочую 12 и противолежащую ей нижнюю базовую 14 поверхности, расположенную между ними периферийную боковую поверхность, включающую главные боковые 16 и вспомогательные боковые 18 поверхности, расположенные под острым внутренним углом α к нижней базовой поверхности 14,
по меньшей мере, одно и более фиксирующих сквозных отверстий 20, проходящих между верхней рабочей 12 и нижней базовой 14 поверхностями, с выборками 22, выполненными в нижних частях фиксирующих сквозных отверстий 20 и открытыми на нижнюю базовую поверхность 14,
по меньшей мере, две режущие кромки 24, при этом каждая режущая кромка 24 содержит последовательно сопряженные между собой участки главной 26 и вспомогательной 28 режущих кромок, направленные под острыми внутренними углами соответственно β1 и β2 к нижней базовой поверхности 14 с образованием на вершине режущих кромок 24 угловых режущих кромок 30,
верхняя рабочая поверхность 12 включает передние поверхности 32, примыкающие соответственно к каждой режущей кромке 24 и проходящие от режущих кромок 24 в основном в направлении вовнутрь верхней рабочей поверхности 12,
В соответствии с предложенным изобретением на нижнюю базовую поверхность (14) нанесено износостойкое покрытие (36) с высоким коэффициентом трения покоя или скольжения в паре с материалом опорных поверхностей (52) гнезд (58) высокоскоростного режущего инструмента, по величине большим, чем коэффициент трения скольжения передних поверхностей (32).
Согласно одному предпочтительному варианту на нижнюю базовую поверхность 14, в частности, нанесено износостойкое покрытие из титан-алюминия-нитрида (Ti Al Ν), или алюминий-титан-нитрида (Al Ti Ν), или из титана (Ti).
Согласно другому предпочтительному варианту угловые режущие кромки 30 выполнены с радиусным закруглением, или прямолинейными, или в виде частей поверхностей второго порядка, в частности цилиндра, или эллипсоида вращения, или конуса, или гиперболоида вращения, или параболоида вращения.
Согласно другому предпочтительному варианту на вспомогательных боковых поверхностях 18 выполнены зачищающие фаски 38.
Согласно другому предпочтительному варианту на главных боковых поверхностях 16 выполнены под острым внутренним углом к нижней базовой поверхности 14 скосы 40, причем этот угол неравномерен вдоль участка главной режущей кромки 26.
Рассмотрим также фиг. 4-6, где в соответствии с настоящим изобретением изображен высокоскоростной режущий инструмент. Он может быть выполнен, в частности, в виде концевой фрезы 42. Согласно предложенному изобретению она имеет:
корпус 44 с рабочей поверхностью 46, расположенной вокруг оси вращения 48, в котором выполнены гнезда 50,
при этом каждое гнездо 50 имеет опорную поверхность 52 с одним или более резьбовыми отверстиями 54 и боковые контактные поверхности 56 для описанной выше по любому из вариантов высокоскоростной режущей пластины 10, установленной в каждом гнезде 50 и закрепленной с помощью винтов 58,
при этом на опорных поверхностях 52 гнезд 50 выполнены цилиндрические выступы 60, входящие в цилиндрические выборки 22 высокоскоростных режущих пластин 10.
Предложенное изобретение работает следующим образом.
Высокоскоростные режущие пластины 10 устанавливают в гнезда 50 высокоскоростного режущего инструмента, выполненного в виде концевой фрезы 42, и крепят с помощью винтов 58. Эти пластины 10 и гнезда 50 высокоскоростного режущего инструмента не имеют V-образных пазов, что обеспечивает увеличение их прочности. В то же время на передние и задние поверхности современных высокоскоростных режущих пластин, как правило, нанесено алмазоподобное износостойкое покрытие с низким коэффициентом трения скольжения, равным 0,1-0,2, что обеспечивает значительное повышение стойкости режущих кромок пластины.
При этом данное покрытие технологически обычно нанесено на все поверхности пластины, включая ее нижнюю базовую поверхность 14, что существенно снижает надежность закрепления пластины.
В соответствии с предложенной конструкцией высокоскоростной режущей пластины на ее нижнюю базовую поверхность 14, в частности, нанесено износостойкое покрытие из титан-алюминия-нитрида (Ti Al Ν), или алюминий-титан-нитрида (Al Ti Ν), или из титана (Ti), которые имеют высокий коэффициент трения скольжения, равный 0,6-0,7, многократно превышающий коэффициент трения скольжения как для передних поверхностей, так и для материала основы пластины.
При закреплении высокоскоростных режущих пластин 10 винтами 58 между их нижними базовыми поверхностями 14 и опорными поверхностями 52 гнезд 50 возникают значительные силы трения Fтр, обусловленные высокими коэффициентами трения контактирующих поверхностей. При фрезеровании, например, изделий из алюминия или его сплавов в момент нагружения режущих кромок 24 эти силы значительно увеличиваются, что позволяет улучшить позиционирование высокоскоростных режущих пластин 10 при осуществлении процесса резания.
При выходе режущих кромок 24 из зоны резания на высокоскоростные режущие пластины 10 действует значительная центробежная сила (фиг. 6), равнодействующая которой Fц приложена в центре масс M высокоскоростной режущей пластины 10.
При этом высокоскоростная режущая пластина 10 удерживается в гнезде 50 за счет усилия закрепления Fв от винтов 58 и сил трения Fтр, возникающих при этом между опорными поверхностями 52 гнезд 50 и нижними базовыми поверхностями 14 пластин.
В связи с тем, что на нижнюю базовую поверхность 14 нанесено износостойкое покрытие с высоким коэффициентом трения, сила трения Fтр имеет значительную величину, многократно превышающую величину сил трения для износостойкого покрытия передних поверхностей и базового материала пластины без износостойкого покрытия.
Это позволяет существенно снизить нагрузки от центробежных сил Fц на крепежные винты 58 и тем самым повысить надежность закрепления высокоскоростной режущей пластины 10 в момент ее выхода из зоны резания.
Таким образом, предложенная конструкция высокоскоростной режущей пластины 10 и высокоскоростного режущего инструмента для ее использования, например, при обработке изделий из алюминия и его сплавов с высокими скоростями резания позволяет повысить надежность закрепления и механическую прочность высокоскоростной режущей пластины 10.
Хотя настоящее изобретение было описано с определенной степенью детализации, различные изменения и модификации могут быть выполнены без отхода от существа и объема изобретения, изложенных в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущая пластина | 2017 |
|
RU2640483C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА (ВАРИАНТЫ) | 2014 |
|
RU2557118C1 |
| Режущая пластина для установки на инструмент с большим осевым передним углом резания | 2017 |
|
RU2660795C1 |
| ВЫСОКОСКОРОСТНАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2018 |
|
RU2686757C1 |
| Фреза для больших подач и режущая пластина для нее | 2017 |
|
RU2645531C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С АЛМАЗОПОДОБНЫМ ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2714558C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2774506C1 |
| ФРЕЗА И ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ БОЛЬШИХ ПОДАЧ | 2018 |
|
RU2677898C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2801064C1 |
| Индексируемая режущая пластина и фреза для труднообрабатываемых материалов | 2024 |
|
RU2840507C1 |
Группа изобретений относится к машиностроению и может быть использована при обработке алюминия и его сплавов на высоких скоростях резания. Режущая пластина содержит верхнюю рабочую и противолежащую ей нижнюю базовую поверхности. Периферийная боковая поверхность содержит главные и вспомогательные боковые поверхности, расположенные под острым внутренним углом к нижней базовой поверхности. Между верхней рабочей и нижней базовой поверхностями выполнены фиксирующие сквозные отверстия с выборками в нижних частях, открытыми на нижнюю базовую поверхность. Пластина имеет не менее двух режущих кромок, содержащих последовательно сопряженные между собой участки главной и вспомогательной режущих кромок, направленные под острыми внутренними углами к нижней базовой поверхности с образованием угловых режущих кромок. Верхняя рабочая поверхность содержит передние поверхности, примыкающие соответственно к каждой режущей кромке и проходящие от них внутрь верхней рабочей поверхности. На нижнюю базовую поверхность пластины нанесено износостойкое покрытие с коэффициентом трения покоя или скольжения в паре с материалом опорных поверхностей гнезд высокоскоростного режущего инструмента, величина которого больше величины коэффициента трения скольжения передних поверхностей. Повышается механическая прочность режущей пластины и надежность ее закрепления. 2 н. и 4 з.п. ф-лы, 6 ил.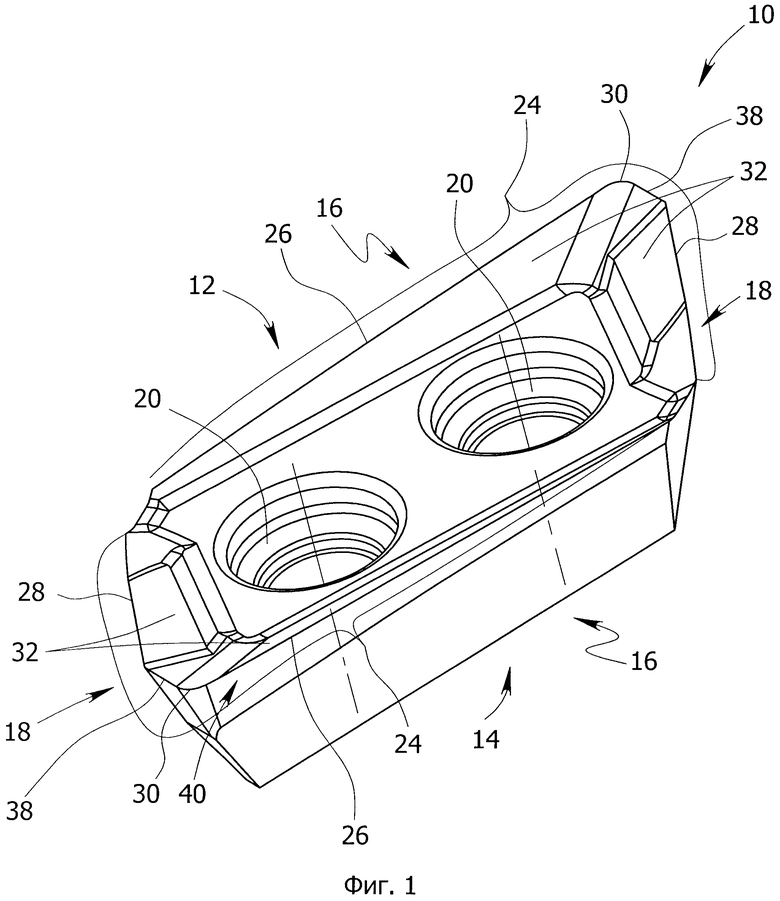
1. Режущая пластина (10), установленная в гнездах высокоскоростного режущего инструмента и содержащая верхнюю рабочую (12) и противолежащую ей нижнюю базовую (14) поверхности, расположенную между ними периферийную боковую поверхность, включающую главные боковые (16) и вспомогательные боковые (18) поверхности, расположенные под острым внутренним углом (α) к нижней базовой поверхности (14), по меньшей мере одно и более фиксирующих сквозных отверстий (20), проходящих между верхней рабочей (12) и нижней базовой (14) поверхностями, с цилиндрическими выборками (22), выполненными в нижних частях фиксирующих сквозных отверстий (20) и открытыми на нижнюю базовую поверхность (14), по меньшей мере две режущие кромки (24), каждая из которых содержит последовательно сопряженные между собой участки главной (26) и вспомогательной (28) режущих кромок, направленные под острыми внутренними углами (β1, β2) к нижней базовой поверхности (14) с образованием на вершине режущих кромок (24) угловых режущих кромок (30), при этом верхняя рабочая поверхность (12) включает передние поверхности (32), примыкающие соответственно к каждой режущей кромке (24) и проходящие от них в направлении внутрь верхней рабочей поверхности (12), отличающаяся тем, что нижняя базовая поверхность (14) выполнена с износостойким покрытием (36), коэффициент трения покоя или скольжения которого в паре с материалом опорных поверхностей (52) гнезд (50) высокоскоростного режущего инструмента больше, чем коэффициент трения скольжения передних (32) поверхностей режущей пластины.
2. Режущая пластина (10) по п. 1, отличающаяся тем, что износостойкое покрытие выполнено из титан-алюминия-нитрида (Ti Al Ν), или алюминий-титан-нитрида (Al Ti Ν), или из титана (Ti).
3. Режущая пластина по п. 1, отличающаяся тем, что угловые режущие кромки (30) выполнены с радиусным закруглением, прямолинейными или в виде частей поверхностей второго порядка, в частности цилиндра или эллипсоида вращения, конуса, гиперболоида вращения или параболоида вращения.
4. Режущая пластина по п. 1, отличающаяся тем, что на вспомогательных боковых поверхностях (18) выполнены зачищающие фаски (38).
5. Режущая пластина по п. 1, отличающаяся тем, что на главных боковых поверхностях (16) выполнены скосы (40), расположенные под острым внутренним углом к нижней базовой поверхности (14), который неравномерен вдоль участка главной режущей кромки (26).
6. Высокоскоростной режущий инструмент, выполненный в виде концевой фрезы (42), содержащий корпус (44) с рабочей поверхностью (46), расположенной вокруг оси вращения (48), в котором выполнены гнезда (50), при этом каждое гнездо (50) имеет опорную поверхность (52) с одним и более резьбовыми отверстиями (54) и боковые контактные поверхности (56) для установки режущей пластины (10) по любому из пп. 1-5, закрепленной с помощью винтов (58), при этом опорные поверхности (52) гнезд (50) выполнены с цилиндрическими выступами (60), входящими в цилиндрические выборки (22) режущих пластин (10).
| ВЫСОКОСКОРОСТНАЯ КОНЦЕВАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ВЫСОКОСКОРОСТНОЙ КОНЦЕВОЙ ФРЕЗЫ | 2005 |
|
RU2375156C2 |
| Инструмент для совмещенной черновой и чистовой обработки | 1989 |
|
SU1698040A1 |
| РЕЖУЩАЯ ПЛАСТИНА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ НА ОПОРНОЙ ПОВЕРХНОСТИ | 1992 |
|
RU2028876C1 |
| JP 9174324 A, 08.07.1997 | |||

