(54) СПОСОБ ПРОРЕЗКИ КОЛЬЦЕВЫХ КАНАВОК НА ТОРЦЕ
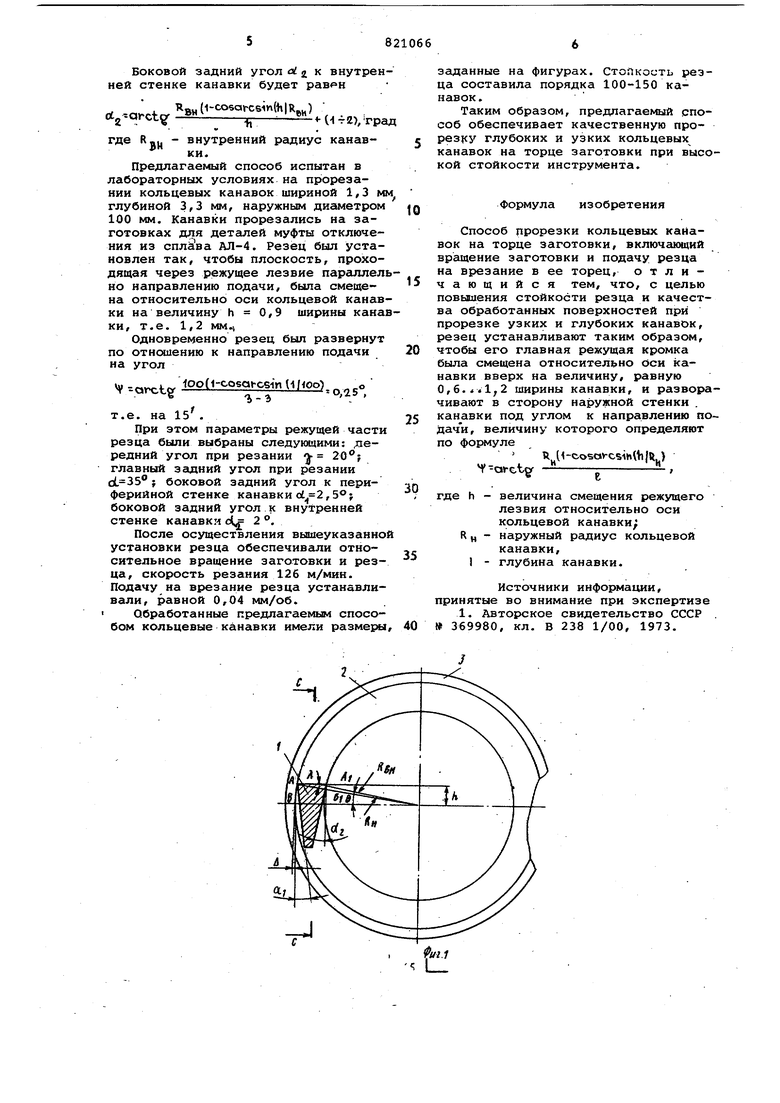
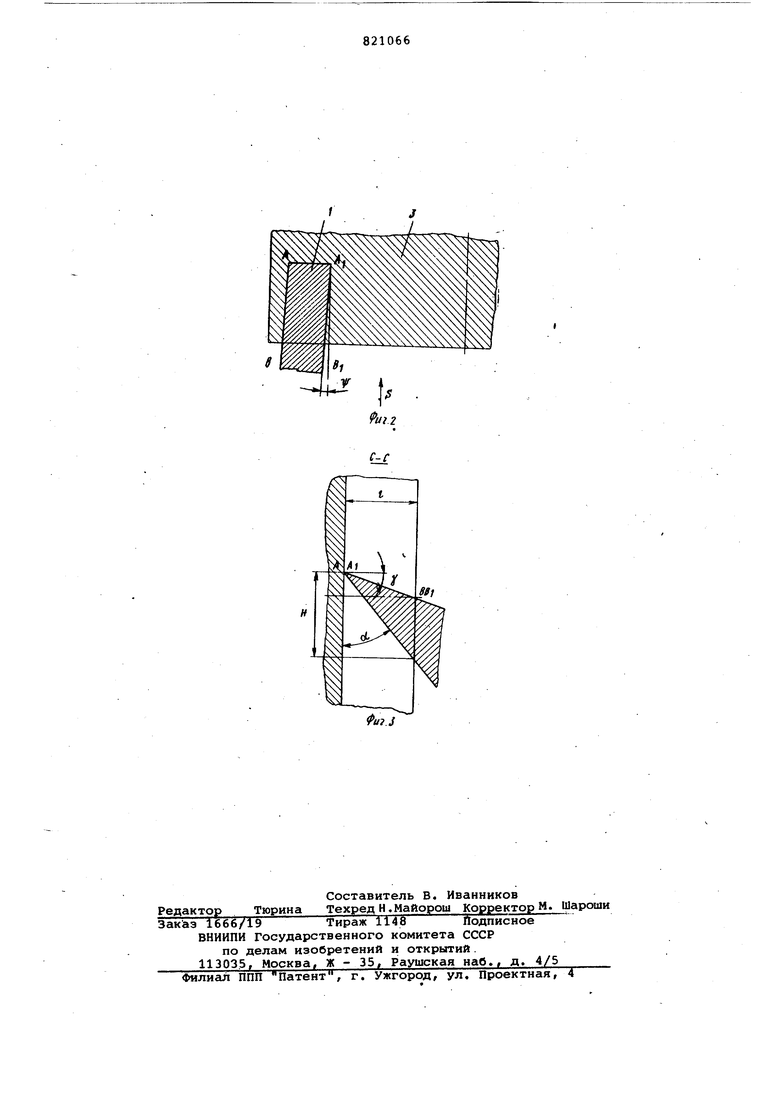
ЗАГОТОВКИ наружной стенки канавки под углом к направлению подачи, величину которого определяют по .формуле (1-с.обс гс51п(11 ) srct е где п величина смещения режущего лезвия относительно оси коль цевой канавкиf R -наружный радиус кольцевой канавки; - глубина канавки. На фиг. 1 показана установка рез ца по отношению к оси обрабатываемо канавки; на фиг. 2 - установка резца по отношению к направлению подачи} на фиг. 3 - разрез С-С на фиг.1 Предлагаемый способ прорезки кольцевых канавок осуществляют следующим образом. Резец 1 устанавливают так,чтобы плоскость АА., проходящая через главное режущее лезвие параллельно направлению подачи, была смещена относительно оси канавки 2, расположенной на торце заготовки 3, ввер на величину И, радиус 0,6-1,2 ширины канавки. Величина смещения зависит от обрабатываемого материала и размеров канавки. Величина смещения выбрана экспериментально из условия обеспечения такого угла Л- наклона режущего лезвия, при котором точки режущего лезвия, расположенны на меньшем -диаметре канавки, вступали бы в работу раньше, что привел бы к изменению направления движени образующейся стружки. Стружка будет попадать в расширяющееся, косое, под углом X сечение кольцевой кана ки. Величина угла А наклона главно режущего лезвия определяется по фо муле oL -arcsin -р- где h - величина смещения режущег лезвия относительно оси канавки 2; Rp- наружный радиус канавки 2 Величина смещения режущего лезв относительно канавки , выбранная зк периментальным путем, равна 0,61,2 ширины канавки, при этом меньшие значения, соответствуют большей ширине канавки и менее вязким обра батываемым материалам. При прорезке узких и глубоких канавок для уменьшения силы резания необходимо иметь -положительный передний угол f. С точки зрения технологичности изготовления канавочных резцов предпочтительнее имет у резца плоские боковые и переднюю поверхности. Передний угол у, : показано на фиг. 1, определяется по следующей зависимости r a- tgri-. где h - величина смещения режущего . лезвия относительно оси канавки; 1 - глубина канавки. При установке режущего лезвия со смещением h и наличия.положительного переднего угла упри плоских боковых режущих кромках канавка будет прорезаться с переменным профилем по глубине, что на торце дает погрешность А , равную. л RJ, (1-COSA) RH( 1-cosarcs i компенсации этой погрешности профиля канавки резец разворачивают в в горизонтальной плоскости под углом ч по отношению к направлению подачи. На фиг. 2 показансГ сечение кольцевой канавки по плоскости,, проходящей через режущее лезвие параллельно направлению подачи, наложенное на переднюю поверхность резца. На фиг. 1 и 2 видно, что угол разворота Ч определяется из формулы ч, -.- (l-cosgrcs ntiiH,) После установки резца со смещением режущего лезвия относительно оси канавки на величину h 0,61,2 ширины канавки и разворота резца относительно направления подачи на угол V, обеспечивают относительное вращение заготовки 3 и резца 1 при осуществлении подачи резца на врезание в торец заготовки. Стружка, образующаяся при такой схеме резания, имеет направление движения в расширяющееся сечение канавки и, практически, не производит давления на стенки канавки, что обеспечивает не только уменьшение силы резания, но и высокое качество обработанной поверхности стенок канавки. Для осуществления предлагаемого способа прорезки кольцевых канавок на торце заготовок рекомендуется выбрать следующие параметры геометрии резца. Главный задний угол при вершине может быть рассчитан по формуле oL arctd (е|И)/ где 1 - глубина кольцевой канавки; И - высота проекции задней поверхности резца, находящейся в пределах прорезаемой канавки,на дно канавки. Величина И выбирается минимально возможной из условий прочности резца. Боковой задний угол °L к периферийной стенке канавки можно определить по следующей формуле а,--orctg biii: 55 s ±mo., (о .0.6),
Боковой задний угол в j к внутренней стенке канавки будет раврн
R-.. {1-coea pcsiK(.) rtg--arct a 4-), трад
где RBH внутренний радиус канавки.
Предлагаемый способ испытан в лабораторных условиях на прорезании кольцевых канавок шириной 1,3 мм глубиной 3,3 мм, наружным диаметром 100 мм. Канавки прорезались на заготовках для детёшей муфты отключения из сплйва АЛ-4. Резец был установлен так, чтобы плоскость, проходящая через режущее лезвие параллельно направлению подачи, была смещена относительно оси кольцевой канавки на величину h 0,9 ширины канавки, т.е. 1,2 мм.,
Одновременно резец был развернут по отнсхиению к направлению подачи на угол
1oo(1-cosa -c6in )
ОД 5
Ц csrctg1-Э
т.е. на 15 .
При зтом параметры режущей части резца были выбраны следугааими: дередний угол при резании «j- главный задний угол при резании боковой задний угол к периферийной стенке канавки , боковой задний угол к внутренней стенке канавки d 2°.
После осуществления вышеуказанно установки резца обеспечивали относительное вращение заготовки и резца, скорость резания 126 м/мин. Подачу на врезание резца устанавливали, равной 0,04 мм/об. Обработанные предлагаемым способом кольцевые канавки имели размеры
-П
заданные на фигурах. СтоПкоить резца составила порядка 100-150 канавок.
Таким образом, предлагаемый способ обеспечивает качественную прорезру глубоких и узких кольцевых канавок на торце заготовки при высокой стойкости инструмента.
Формула изобретения
Способ прорезки кольцевых каНавок на торце заготовки, включающий вращение заготовки и подачу резца на врезание в ее торец, отличающийся тем, что, с целью повышения стойкости резца и качества обработанных поверхностей при прорезке узких и глубоких канавок, резец устанавливают таким образом, чтобы его главная режущая кромка была смещена относительно оси канавки вверх на величину, равную О,6..1,2 ширины канавки, и разворачивают в сторону наружной стенки . канавки под углом к направлению подачи, величину которого определяют по формуле
R(1-c.osav-C5-ihttijJl) f -arctgf
где h - величина смещения режущего лезвия относительно оси кольцевой канавки; R ц - наружный ргшиус кольцевой
канавки, 1 - глубина канавки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 369980, кл. В 238 1/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАТРОН С РАДИАЛЬНЫМ ПЕРЕМЕЩЕНИЕМ РЕЗЦА | 2012 |
|
RU2509631C1 |
| Способ б.ш.гасанова обработкиКОльцЕВыХ KAHABOK HA издЕлияХТипА шАРОшКи буРОВОгО дОлОТА | 1979 |
|
SU837557A1 |
| СПОСОБ РАСТАЧИВАНИЯ КОЛЬЦЕВЫХ КАНАВОК С ПОДНУТРЕНИЕМ | 1972 |
|
SU433968A1 |
| Способ прорезки кольцевых канавок | 1984 |
|
SU1199456A1 |
| Способ нарезания торцовых спиральных канавок | 1983 |
|
SU1174161A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ ОТ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2049595C1 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ РЕЗЦОВОЙ ГОЛОВКОЙ | 1973 |
|
SU369980A1 |
| Способ прорезания канавок на деталях из труднообрабатываемого материала | 1983 |
|
SU1199454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕНИЯ ТЕПЛООБМЕННИКОВ | 2003 |
|
RU2248259C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
Фи1 J
