Изобретение относится к оборудованию для формования изделий сложной конфигурации из полимерных композиционных материалов, преимущественно длинномерных, например носовой части лопасти вертолета, и может быть использовано, в частности, на предприятиях авиационной промышленности.
Известен пресс для формования пластмассовых изделий сложной конфигурации, содержащий раму, гидропривод и разъемную в двух взаимно перпендикулярных плоскостях пресс-форму, выполненную в виде шарнирно укрепленных на ее корпусе откидной крышки и боковой стенки, шарнирно соединенных соответственно со штоком и цилиндром гидропривода.
В известном прессе при смыкании частей формы происходит смещение верхних слоев относительно нижних в направлении их перемещения. Кроме того, при формовании деталей, имеющих клиновидную или каплевидную форму (например, носовая часть лопасти винта вертолета), возможно смещение детали в сторону крышки и, как следствие этого, недоформовка ее по носку и искажение контура, что недопустимо.
Известно устройство для формования изделий сложной конфигурации из композиционных материалов, включающее смонтированные на основании внутренний формообразующий элемент, охватывающую его разъемную в двух взаимно перпендикулярных плоскостях пресс-форму, каждая полуформа которой соединена со штоком силового цилиндра, и средства их фиксации.
В известном устройстве также возможно смещение слоев заготовки при смыкании полуформ.
Для исключения этого устройство, включающее смонтированные на основании внутренней формообразующий элемент, охватывающую его разъемную в двух взаимно перпендикулярных плоскостях пресс-форму, каждая полуформа которой соединена со штоком силового цилиндра, и средства их фиксации, согласно изобретению снабжено установленными на горизонтальных направляющих с возможностью возвратно-поступательного перемещения каретками, несущими полуформы, кинематически связанные со штоками силовых цилиндров посредством клиновых механизмов.
Кроме того, устройство снабжено охватывающей внутренний формообразующий элемент гибкой лентой, концы которой фиксаторами закреплены на штоке силового цилиндра.
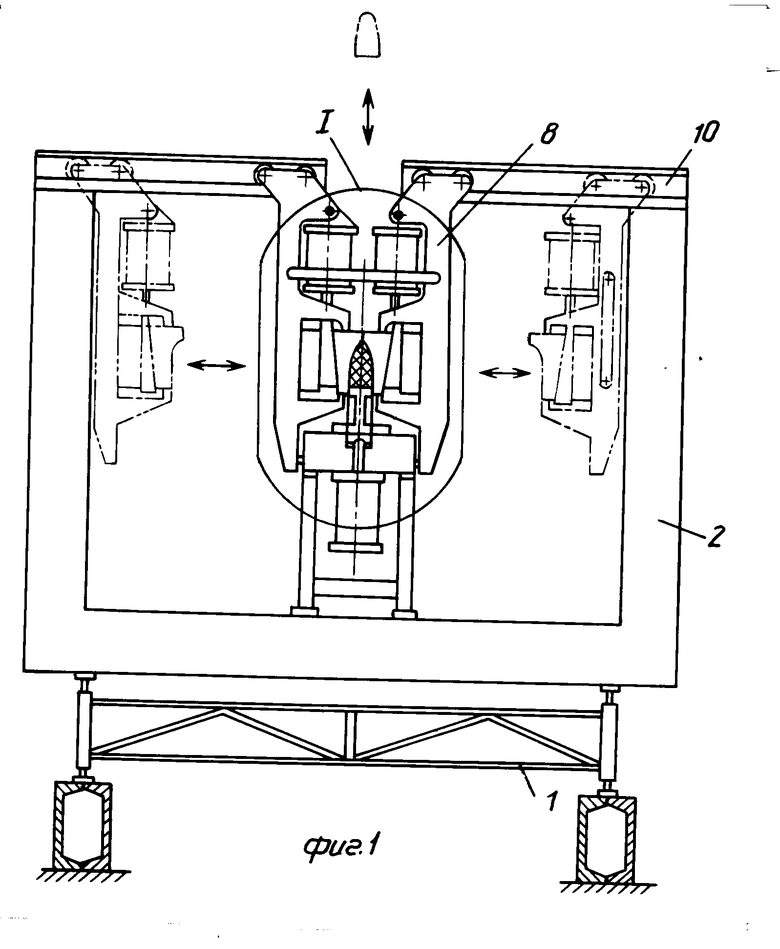
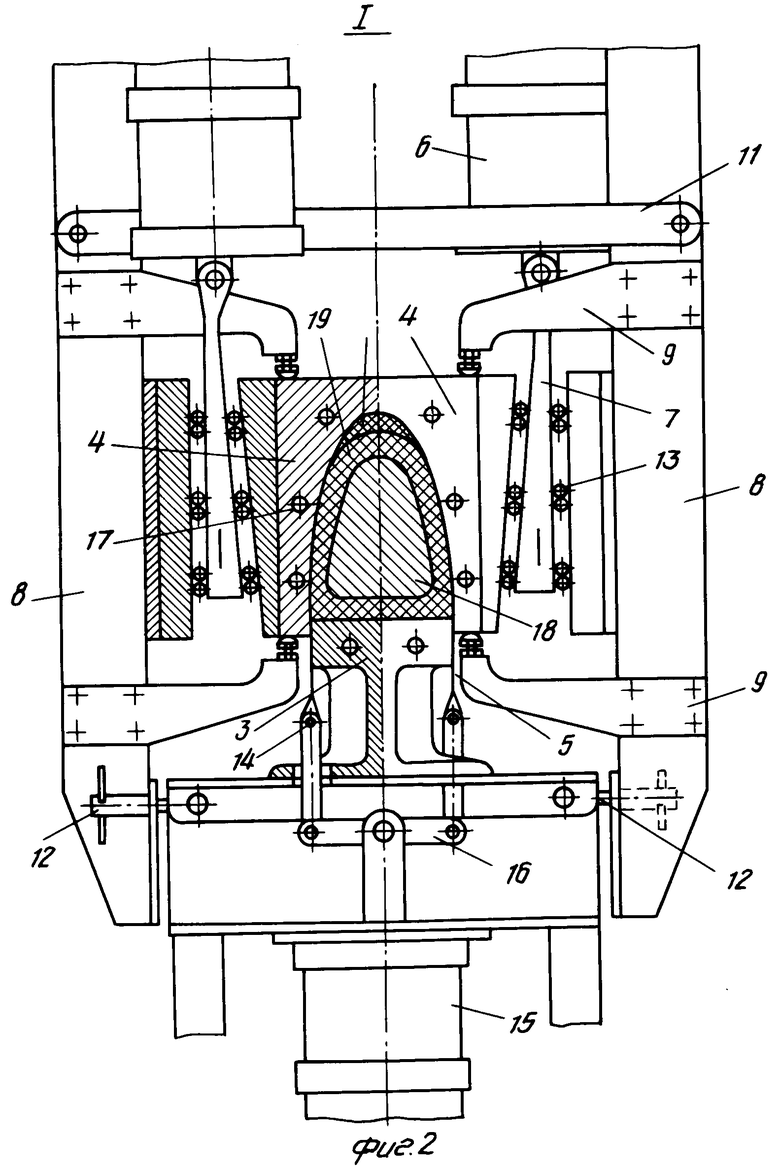
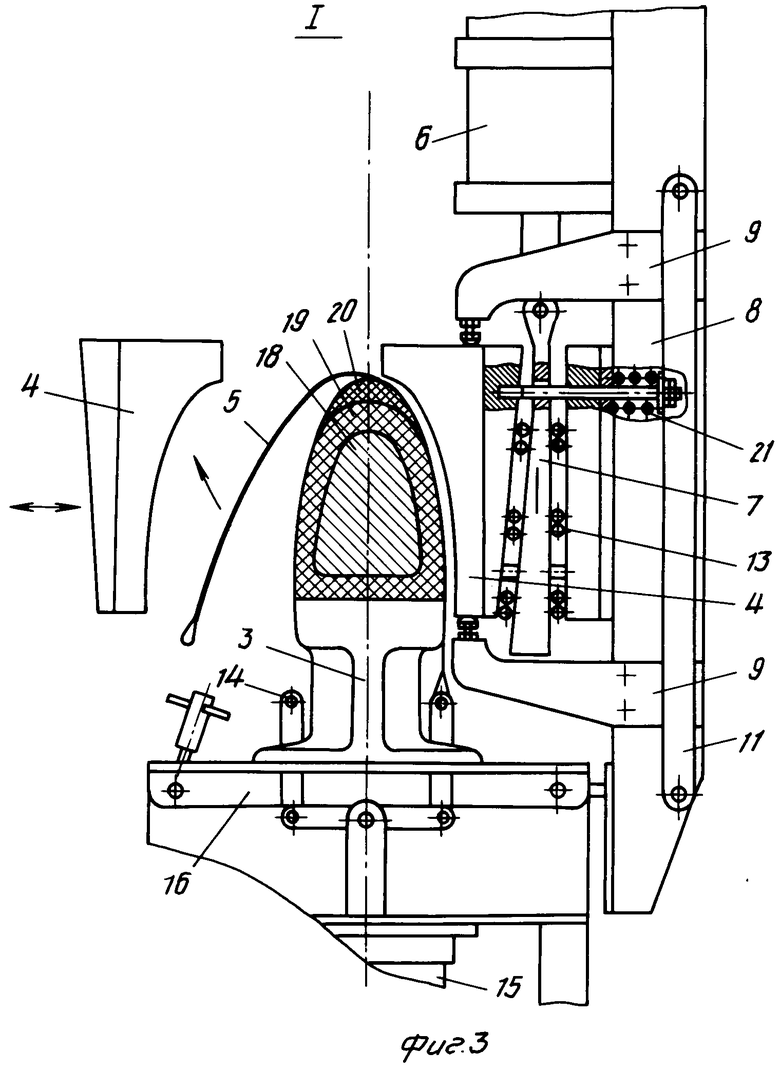
На фиг. 1 показан общий вид предлагаемого устройства; на фиг. 2 и 3 узел I на фиг.1 (соответственно при замкнутом и разомкнутом положениях пресс-формы).
Устройство содержит смонтированную на раме 1 станину 2 с установленной на ней разъемной в двух взаимно-перпендикулярных плоскостях пресс-формой, состоящей из корпуса 3, жестко закрепленного на станине 2, подвижных полуформ 4 и крышки 5, связанных с силовыми цилиндрами.
Для осуществления плоскопараллельного перемещения формующих элементов пресс-формы при формовании изделия устройство снабжено двумя силовыми цилиндрами 6, кинематически связанными посредством клинового механизма 7 с подвижными полуформами 4, каждая из которых размещена на подвижной каретке 8. При этом полуформы 4 установлены в направляющих губках 9 каретки 8 с возможностью из плоскопараллельного перемещения под действием клинового механизма 7 в направлении усилия опрессовки.
Подвижные каретки 8 имеют возможность передвигаться по направляющим 10 станины 2 (фиг.1) с жесткой фиксацией при прессовании между собой и относительно корпуса 3 пресс-формы соответственно фиксирующими элементами 11 и 12.
Для уменьшения сил трения в клиновом механизме 7 установлены опоры качения 13. Крышка 5 пресс-формы выполнена в виде съемной гибкой ленты, охватывающей изделие, концы которой соединяют с фиксирующими элементами 14, например съемными пальцами, установленными на штоке силового цилиндра 15 через коромысло 16. Устройство имеет систему 17 обогрева пресс-формы. Для изготовления длинномерных изделий, например носовой части лопасти несущего винта вертолета, пресс-форма может быть выполнена многосекционной.
Устройство работает следующим образом.
Формуемое изделие, например носовая часть лопасти, состоящая из собранного на технологической оправке 18 лонжерона 19 и нагревательной накладки 20, устанавливается в устройство на корпусе 3 пресс-формы. При этом каретки 8 раздвинуты в крайнее положение. Изделие накрывается крышкой 5, концы которой подсоединяются при помощи фиксирующих элементов 14, например съемных пальцев, к штоку силового цилиндра 15. Подается давление в цилиндр 15 и шток через коромысло 16 поджимает крышкой 5 формуемое изделие к корпусу 3 пресс-формы. При этом изделие с закладной деталью, например лонжерон 19 с нагревательной накладкой 20, строго фиксирует свое положение относительно корпуса 3, одновременно происходит подформовка носка и изделия в целом в вертикальном направлении. Затем в зону прессования подводятся каретки 8 с размещенными на них подвижными полуформами 4, связанными с дополнительными цилиндрами 6 и жестко фиксируемыми между собой и относительно корпуса 3 пресс-формы соответственно фиксирующими элементами 11 и 12. Одновременной подачей давления в цилиндры 6 осуществляется плоскопараллельное перемещение подвижных полуформ 4 в направлении усилия прессования посредством клиновых механизмов 7, кинематически связанных со штоком цилиндров 6. Происходит опрессовка формуемого изделия в горизонтальном направлении. За счет конструктивного исполнения клинового механизма 7, силовых цилиндров 6, 15 и регулировки рабочего давления в них обеспечивается равномерное удельное давление прессования как в вертикальном, так и в горизонтальном направлениях.
Необходимый нагрев формуемого изделия обеспечивается включением системы обогрева пресс-формы.
После окончания формования вначале подается давление в противоположные полости цилиндров 6 и подвижные полуформы 4 отводятся от готового изделия, например, пружинами 21. Затем производится расфиксация и отвод в крайнее положение подвижных кареток 8, что освобождает зону прессования для дальнейшего технического обслуживания устройства.
Подачей давления в противоположную полость цилиндра 15 ослабляется натяг крышки 5, охватывающей изделие, и с удалением фиксирующего элемента 14 из гнезда коромысла 16 она отсоединяется от силового цилиндра 15. Готовое изделие извлекается из устpойства. Для использования цеховых грузоподъемных механизмов в верхней части станины устройства предусмотрен свободный проем, облегчающий загрузку и извлечение готового изделия.
После очистки формы от подтеков смолы, обезжиривания нанесения антиадгезионной смазки и т.д. цикл работы повторяется.
Размещение подвижных полуформ пресс-формы с исполнительными механизмами на подвижных каретках с жесткой фиксацией при прессовании облегчает доступ к формуемому изделию при его загрузке и извлечении из устройства, обеспечивает удобство технического обслуживания устройства при подготовке его к работе и ремонте.
Использование: оборудование для формования изделий сложной конфигурации из полимерных композиционных материалов. Сущность изобретения: устройство снабжено дополнительными силовыми цилиндрами, кинематически связанными посредством клинового механизма с подвижными полуформами пресс-формы, которые размещены на подвижных каретках с жесткой фиксацией при прессовании, а крышка пресс-формы выполнена в виде гибкой съемной ленты, концы которой соединяют посредством фиксирующих элементов со штоком нижнего цилиндра. 1 з.п. ф-лы, 3 ил.
2. Устройство по п.1, отличающееся тем, что оно снабжено охватывающей внутренний формообразующий элемент гибкой лентой, концы которой фиксаторами закреплены на штоке силового цилиндра.
| Устройство для склеивания много-СлОйНыХ пАНЕлЕй C СОТОВыМ зАпОлНи-ТЕлЕМ | 1978 |
|
SU793788A1 |
| Солесос | 1922 |
|
SU29A1 |
