Изобретение относится к анодной пассивации низколегированных сталей и может быть использовано в машиностроительной, химической, металлургической и других отраслях промышленности с целью повышения коррозионной стойкости сталей.
Известен способ обработки поверхности легированных сталей [А.с. СССР №1730208, кл. C25D 11/00, 1992], включающий анодную обработку в щелочном растворе при температуре 60-70°С, при которой напряжение увеличивают от 0,5 до 1,1-1,2 В со скоростью 0,4-1,2 В/ч, затем выдерживают постоянным в течение 30-60 мин и уменьшают с той же скоростью до достижения нулевого значения тока. В процессе обработки плотность анодного тока не превышает 0,05 А/дм2. Недостатком данного способа является малая толщина защитной пленки (до нескольких микрометров), что обеспечивает небольшую продолжительность пассивного состояния образцов из коррозионно-стойких сталей.
Наиболее близким по технической сущности, выбранным в качестве прототипа, является способ термической обработки быстрорежущих сталей [Патент РФ №2005810, кл. С23С 8/42, 1994], при котором проводят анодную поляризацию в солевом расплаве в течение 1,5-2,5 ч при потенциале от 0,12 до 1,20 В и температуре 823-1190 К с последующим охлаждением на воздухе. В результате известной термообработки образуется поверхностный слой толщиной 50-90 мкм с повышенными микротвердостью, износостойкостью и коррозионной стойкостью.
Известной причиной, препятствующей достижению технического результата, обеспечиваемого предлагаемым изобретением, является сравнительно малая толщина поверхностного защитного слоя, что не обеспечивает длительной защиты от коррозии.
Задачей, на решение которой направлено заявляемое изобретение, является повышение эффективности коррозионной защиты низколегированных сталей. При осуществлении изобретения поставленная задача решается за счет достижения технического результата, который заключается в увеличении толщины поверхностного защитного слоя, обогащенного легирующими элементами, которые облегчают пассивацию стали, например хромом, алюминием.
Указанный технический результат достигается за счет обработки низколегированной стали способом, включающим в себя нагрев, анодную поляризацию в солевом расплаве и последующее охлаждение. Особенностью является то, что предварительно строят анодную поляризационную кривую для низколегированной стали в солевом расплаве при температуре 350-550°С и с ее помощью определяют потенциал пассивации низколегированной стали, а анодную поляризацию проводят при температуре 350-550°С в течение 1,0-1,5 ч при потенциалах, превышающих потенциал пассивации стали на 0,25-0,40 В.
В качестве солевого расплава можно использовать, например, соль состава: 25-45% хлорида калия, 20-40% хлорида бария и 25-40% нитрита натрия. Возможно применение и других известных соляных расплавов, работоспособных при 350-550°С [Смольников Е.А. Термическая и химико-термическая обработка инструментов в соляных ваннах. - М.: Машиностроение, 1989. - 312 с.].
Между заявленным техническим результатом и существенными признаками изобретения имеется следующая причинно-следственная связь: в процессе анодной поляризации детали в солевом расплаве при температуре 350-550°С и потенциалах, превышающих на 0,25-0,40 В потенциал пассивации стали в течение 1,0-1,5 ч, легирующие компоненты, входящие в состав стали (хром, алюминий, молибден), диффундируют в поверхностный слой и облегчают пассивацию стали, способствуя формированию поверхностного защитного слоя с увеличенной по сравнению с аналогом и прототипом толщиной. Повышение концентрации в поверхностном защитном слое для различных сталей составляет 3,2-8,4 раза в случае алюминия и 1,5-3,8 раза в случае хрома.
Перед осуществлением предлагаемого способа необходимо построить анодную поляризационную кривую низколегированной стали в условиях предлагаемого способа и с ее помощью определить потенциал пассивации низколегированной стали. На чертеже приведен пример определения потенциала пассивации Δφп по анодной поляризационной кривой для чистого железа в солевом расплаве указанного состава при температуре 350-550°С. На анодной поляризационной кривой также показано (штриховой линией), что в интервале потенциалов от 0,24 до 0,38 В имеется участок нестабильного формирования защитной оксидной пленки. При этом наблюдаются непрогнозируемые скачки анодного тока. Поэтому при поляризации низколегированных сталей следует избегать этого негативного явления, ухудшающего защитные свойства поверхностного слоя. В случае высоколегированных сталей (коррозионно-стойких и быстрорежущих) указанное явление не проявляется, поэтому можно использовать более широкий интервал анодной поляризации, как в вышеприведенных известных источниках.
Для большого ряда низколегированных сталей экспериментально установлено, что стабильная оксидная пленка формируется при обработке стали на 0,25 В выше потенциала пассивации стали, что и рекомендуется в предлагаемом изобретении. Превышение потенциала пассивации более чем на 0,40 В не только повышает затраты электроэнергии, но и может привести к ухудшению защитных свойств пленки, связанному с выявленным пиком анодного тока в интервале Δφп≈0,65-0,95 В.
Температура 350-550°С является оптимальной для данного способа: понижение температуры ниже 350°С замедляет процесс диффузии легирующих компонентов в поверхностный слой, повышение температуры выше 550°С приводит к необоснованному увеличению энергозатрат. Аналогичные соображения положены в основу выбора продолжительности обработки: менее 1 ч не обеспечивает достаточного обогащения поверхностного слоя легирующими элементами, а осуществление процесса более 1,5 ч безосновательно повышает энерго- и трудозатраты.
Перед осуществлением предлагаемого способа необходимо построить анодные поляризационные кривые, аналогичные изображенной на чертеже, для сталей, подвергаемых обработке, в солевом расплаве используемого состава при температуре 350-550°С. Для этого используют известный потенциостатический метод [Ковенский И.М., Кусков В.Н., Прохоров Н.Н. Структурные превращения в металлах и сплавах при электротермическом воздействии. - Тюмень: ТюмГНГУ, 2001. - С.67, 70-71]. По полученным анодным поляризационным кривым определяют потенциалы пассивации сталей, значения которых приведены в табл.1. При необходимости повышения коррозионной стойкости не указанных в табл.1 сталей необходимо предварительно определить значения потенциалов пассивации в условиях осуществления предлагаемого способа описанным выше методом.
Потенциалы пассивации сталей
Режимы и результаты осуществления предлагаемого способа приведены в табл. 2.
Образцы стали представляли собой параллелепипеды массой 28-31 г. К ним крепили токоподводы из стали 20. Соль состава: 25-45% хлорида калия, 20-40% хлорида бария и 25-40% нитрита натрия - помещали в корундизовый тигель и нагревали в печи сопротивления мощностью 10 кВт и рабочим объемом 3 дм3.
Режимы и результаты обработки сталей по предлагаемому способу
После достижения заданной температуры термообработки в солевой расплав погружали образец низколегированной стали и два электрода (сравнения и вспомогательный), необходимые для задания и поддержания требуемого потенциала с помощью потенциостата П-5848, который позволяет поддерживать потенциал до 4,0 В, пропуская ток до 1,0 А. После получасовой выдержки фиксировали потенциал обрабатываемого образца, который принимали за начало отсчета. Затем величину потенциала увеличивали на 0,25-0,40 В в положительную сторону по сравнению с потенциалом пассивации Δφп, который выявляли заранее по анодным поляризационным кривым (см. табл.1). После заданной продолжительности анодной поляризации потенциостат отключали, образец извлекали из печи и охлаждали.
Испытания на коррозионную стойкость сталей проводили в 3% водном растворе хлорида натрия при температуре 25°С в течение 100 ч с периодическим перемешиванием.
Из табл.2 видно, что предлагаемый способ позволяет снизить скорость коррозии низколегированных сталей в 4,4-9,5 раз (образцы 2 - 4). Отклонение от рекомендованных интервалов температуры, поляризации и времени (образцы 1 и 5) снижают скорость коррозии лишь в 1,3-2,0 раза. Обработка низколегированной стали по способу-прототипу (образец 5) снижает скорость коррозии на 30%, что менее эффективно по сравнению с результатами предлагаемого способа. Толщина поверхностного защитного слоя у образцов стали, обработанных по предлагаемому способу, почти в 2 раза больше по сравнению с прототипом, а при обработке вне рекомендованных интервалов ее величина меньше в 3,2-3,4 раза.
Предлагаемый способ позволяет дополнительно повысить микротвердость поверхностного слоя стали на 37-150% в зависимости от состава низколегированной стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СТАЛЬНОГО ОБОРУДОВАНИЯ | 2022 |
|
RU2792035C1 |
| СПОСОБ ЗАЩИТЫ ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ ОТ КОРРОЗИИ | 2011 |
|
RU2468898C1 |
| Способ термической обработки стали, легированной хромом и/или алюминием, и окислительная среда для его осуществления | 1990 |
|
SU1761812A1 |
| Способ получения защитной оксидной пленки на металлической поверхности | 2016 |
|
RU2638869C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2061089C1 |
| СПОСОБ ПОВЫШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ НЕЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2513670C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТАЛИ | 2012 |
|
RU2514233C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2005810C1 |
| СПОСОБ ЗАЩИТЫ И ПРЕДУПРЕЖДЕНИЯ ОТ ОБРАЗОВАНИЯ НАКИПИ И КОРРОЗИИ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ ПАРОВОДЯНЫХ ТРАКТОВ ТЕПЛОЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2015 |
|
RU2637036C2 |
| ЭКОНОМИЧНАЯ ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2013 |
|
RU2598739C2 |
Изобретение относится к области машиностроения, химической, металлургической и другим отраслям промышленности, в частности к анодной пассивации низколегированных сталей. Способ включает нагрев, анодную поляризацию в солевом расплаве и последующее охлаждение, при этом предварительно строят анодную поляризационную кривую для низколегированной стали в солевом расплаве при температуре 350-550°С и с ее помощью определяют потенциал пассивации низколегированной стали, а анодную поляризацию проводят при температуре 350-550°С в течение 1,0-1,5 ч при потенциалах, превышающих потенциал пассивации стали на 0,25-0,40 В. Способ позволяет увеличить толщину поверхностного защитного слоя, обогащенного легирующими элементами. 1 ил., 2 табл.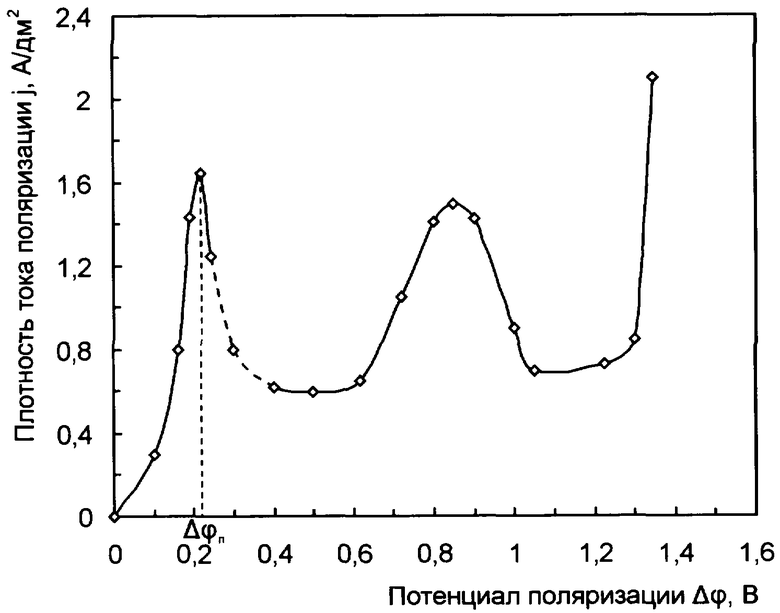
Способ повышения коррозионной стойкости низколегированных сталей, включающий нагрев, анодную поляризацию в солевом расплаве и последующее охлаждение, отличающийся тем, что предварительно строят анодную поляризационную кривую для низколегированной стали в солевом расплаве при температуре 350-550°С и с ее помощью определяют потенциал пассивации низколегированной стали, а анодную поляризацию проводят при температуре 350-550°С в течение 1,0-1,5 ч при потенциалах, превышающих потенциал пассивации стали на 0,25-0,40 В.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2005810C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2061089C1 |
| Способ термической обработки стали, легированной хромом и/или алюминием, и окислительная среда для его осуществления | 1990 |
|
SU1761812A1 |
| Способ химико-термической обработки стальных изделий | 1990 |
|
SU1788083A1 |
| DE 3447228 A1, 03.07.1986 | |||
| US 5911841 A, 15.06.1999. | |||

