Область техники, к которой относится изобретение
Настоящее изобретение относится к способу литья под давлением, предназначенному для получения металлических изделий, форма которых близка к заданной, и, в частности, относится к тонкостенным металлическим изделиям, выполненным из сплавов металлов, особенно легких металлов.
Уровень техники
При обычном литье металл перегревается выше его температуры ликвидуса (то есть температура ликвидуса - это температура, выше которой сплав находится в полностью жидком состоянии). Минимальный перегрев требуется для обеспечения того, чтобы металл преждевременно не затвердевал, в частности, при формовании тонкостенных отформованных изделий. Для перегретых металлов, которые склонны окисляться, должны существовать сопутствующие способы регулирования процесса литья, направленные на обеспечение и поддержание инертной атмосферы.
Изделия, отлитые из перегретых расплавов, часто не хороши с точки зрения усадочной пористости и включений газов. Кроме того, страдают их механические свойства, такие как предел прочности на разрыв, напряжение текучести и удлинение, что объясняется микроструктурой, отличающейся крупными зернами и дендритами.
Эти проблемы общепризнанны и проделана большая работа по предложению других путей обработки сплавов металлов, которые позволили бы улучшить механические свойства отлитых изделий. В частности, благодаря использованию хорошо известных технологий обработки металлов в полутвердом состоянии отформованное изделие может обладать гораздо лучшими механическими свойствами, которые получаются как результат образования подходящей микроструктуры сплава и уменьшения его пористости. Более того, технологии обработки полутвердого состояния обеспечивают дополнительные преимущества, заключающиеся в том, что сравнительно низкая температура суспензии сплава обуславливает более долгий период эксплуатации литейной формы по сравнению со способом литья в кокиль (например, меньший термический удар и уменьшение окисления жидкость-металл, вызванного обработкой полностью расплавленных металлов) и лучшую точность формования изделий. Обычные технологии обработки полутвердого состояния включают в себя литье под давлением полутвердого состояния, реолитье и тиксолитье.
Литье под давлением полутвердого состояния (ЛДП) представляет собой технологию обработку металлов, при которой с целью изготовления изделия, профиль которого близок к заданному, используется одна машина, предназначенная для впрыска сплавов, находящихся в полутвердом состоянии, в литейную форму. ЛДП включает в себя этапы частичного расплавления материала сплава посредством его регулируемого нагревания до температуры между температурой ликвидуса и температурой солидуса (температура солидуса - это температура, ниже которой сплав полностью твердый) и дальнейшего впрыска суспензии в полость литейной формы для литья под давлением. При ЛДП исключается образование дендритных элементов в микроструктуре отформованного сплава, которые, как считается, ухудшают механические свойства отформованного изделия. Структура и этапы ЛДП подробно описаны со ссылкой на описание предпочтительного варианта осуществления настоящего изобретения, содержащееся далее, и со ссылкой на патент US 6494703, описание которого включено в настоящий документ посредством ссылки.
В отличие от упомянутого выше реолитье представляет собой способ изготовления биллетов или отформованных изделий с помощью литья или ковки полутвердой металлической суспензии заранее заданной вязкости. При обычном реолитье, расплавленный сплав, находящийся в перегретом состоянии, охлаждается и перемешивается при температурах ниже температуры ликвидуса с целью преобразования дендритных структур в сферические частицы, подходящие для реолитья, например, с использованием механического перемешивания, электромагнитного перемешивания, образования пузырей газа, низкочастотной вибрации, высокочастотной вибрации или вибрации электромагнитной волной, перемешивание электрическим ударом и так далее.
Тиксолитье представляет собой способ, включающий в себя повторное нагревание биллетов, изготовленных с помощью реолитья, до состояния металлической суспензии и ее литье или ковку с целью изготовления конечный отформованных изделий.
Например, в патенте США 5901778 описан улучшенный способ реолитья и экструзионное устройство, которые предназначены для получения суспензии полутвердого металлического сплава с содержанием твердой фазы от 1 до 50% и которые отличаются структурой и этапами, где расплавленный металлический сплав поступает в камеру перемешивания, которая нагревается до температуры, которая примерно на 100°С выше температуры ликвидуса расплавленного металлического материала, где сплав охлаждается и перемешивается охлажденным винтообразным перемешивающим стержнем, температура которого ниже температуры полутвердого состояния, что делается для получения полутвердой суспензии.
В заявке на патент США 2004/0173337 описан улучшенный способ реолитья и устройство для получения суспензии металлического сплава без дендритов, в которой содержание твердой фазы составляет от примерно 10% до примерно 65%, которые отличаются структурой и этапами, причем уменьшены или сняты проблемы, связанные с накоплением и удалением металла с поверхностей устройства, контактирующих с суспензией.
В заявке на патент США 2004/0055726 описан способ реолитья и устройство для литья в кокиль, которые отличаются структурой и этапами применения электромагнитного поля с целью перемешивания расплавленного металла по мере того, как он загружается в часть формирования суспензии трубки для впрыска, в силу чего суспензия перемешивается до тех пор, пока не охладится ниже температуры ликвидуса, что делается до перемещения в часть для литья трубки для впрыска. Предпочтительно, чтобы перемешивание поддерживалось до тех пор, пока суспензия не достигнет состояния, когда твердая фракция составляет от 0,1 до 40%, в качестве альтернативы предпочтительно, чтобы суспензия перемешивалась до тех пор, пока она не достигнет состояния, когда твердая фракция составляет от 10 до 70%. В связанных заявках на патент США 2004/0055727, 2004/0055734 и 2004/0055735 описаны аналогичная структура и этапы, соответственно, изготовления биллетов для тиксолитья, изготовления металлических материалов для реолитья или тиксолитья и для изготовления полутвердой металлической суспензии.
В патенте США 6311759 описан способ изготовления биллета, являющегося исходным сырьем, отличающегося тем, что он получается из расплава, по существу, имеющего температуру ликвидуса, тем самым микроструктура исходного материала особенно хорошо подходит для последующего тиксолитья, где содержание полутвердой фазы составляет от 60 до 80% первичных твердых частиц. Этот патент показателен тем, что в нем признается, что литье металлических сплавов, находящихся при температуре, близкой к температуре ликвидуса, приводит к подходящей зернистости, отличающейся первичными равноосными и шарообразными зернами без дендритов.
Тем не менее, обычно предпочитают способ ЛДП, так как он имеет несколько важных преимуществ по сравнению с другими технологиями обработки полутвердого состояния. Преимущества ЛДП включают в себя большее разнообразие формы конечного изделия, малую пористость отформованного изделия (без последующей термической обработки), равномерную микроструктуру изделия и свойство, заключающееся в том, что механические свойства и свойства для окончательной обработки поверхности изделий превосходят аналогичные свойства изделий, изготовленных обычным литьем. Также благодаря тому, что весь процесс осуществляется в одном устройстве и окружающая среда представляет собой инертный газ (например, аргон), практически исключается испарение и окисление сплава. Способ ЛДП также обеспечивает экономию энергии, так как не требуется нагревания сплава до температуры, превосходящей температуру ликвидуса.
Хотя содержание твердой фазы, составляющее 5-60%, обычно считается находящимся в рабочем диапазоне ЛДП, также в целом ясно, что для литья под давлением тонкостенных изделий (то есть изделий с тонкими элементами) практические методические документы рекомендуют диапазон в 5-10% твердой фазы, а для изделий с толстыми стенками - 25-30%. Изложенное выше описано в патенте US 5040589.
Несмотря на сказанное выше, в недавних публикациях автора настоящего изобретения показано, что диапазон твердой фазы в процентах для обработки способом ЛДП может быть расширен до сверхвысокого диапазона твердой фазы - от 60 до 85%. Упомянутый выше процесс обработки сверхвысоких концентраций твердой фазы полностью описан в заявке на переуступленный обществу патент США 2003/0230392.
Нижний предел в 5% твердой фазы поддерживается специалистами в рассматриваемой области благодаря убеждению, что дальнейшее снижение доли твердой фазы приведет к устранению преимуществ обработки полутвердого состояния. В частности, при низкой доле твердой фазы или ее полном отсутствии ожидается, что текучесть сплава увеличится, что приведет к увеличению турбулентности фронта потока по мере заполнения полости литейной формы и, следовательно, приведет к увеличению вероятности пористости конечного изделия и наличия в нем газовых включений.
Несмотря на сказанное выше, известны структура и этапы обработки способом ЛДП, при которых при определенных условиях процент твердой фазы составляет 2%.
Например, в патенте США 5979535 описан способ литья под давлением с частями более низкого и более высокого содержания твердой фазы, указанный способ отличается тем, что предусмотрены структура и этапы для установления распределения температуры в полурасплавленной суспензии в направлении впрыска, что делается с помощью ее регулируемого нагревания в цилиндре экструдера, тем самым суспензия одновременно содержит части с более низким и более высоким содержанием твердой фазы для дальнейшего впрыска в полость литейной формы. В рассматриваемом примере формуется держатель канала, в котором из части расплава с 2-процентным содержанием твердой фазы формируется более прочная передняя часть, тогда как более точно формуемая часть с резьбой выполнена из части расплава с процентом твердой фазы, составляющем примерно 10%.
Тем не менее, формование тонкостенных изделий, особенно тех, толщина которых менее 2 мм, с использованием ЛДП при обычных уровнях твердой фазы (то есть 5%), может быть проблематичным из-за преждевременного затвердевания сплава, которое приводит к уменьшению текучести металлического сплава, по сравнению с литьем в кокиль, и из-за высокой теплопроводности обычных формуемых сплавов (например, магниевого сплава AZ91D).
Патент США 6619370 посвящен решению проблем формования тонкостенных изделий с использованием ЛДП. В частности предложены структура и этапы, направленные на улучшение текучести полурасплавленного расплава и направленные на увеличение дегазации полости литейной формы. В этом документе утверждается, что твердая фаза полурасплавленной металлической суспензии должна находиться в пределах от 3% до 40% с целью исключения чрезмерного искривления тонкостенного отформованного изделия.
Тем не менее, остается актуальной задача изготовления тонкостенных изделий с использованием ЛДП без применения значительного перегрева сплава выше температуры ликвидуса и соответствующего ухудшения механических свойств.
Соответственно достоинство настоящего изобретения состоит в том, что предложен способ литья под давлением, предназначенный для изготовления тонкостенных металлических изделий с улучшенной структурной целостностью и более хорошими механическими свойствами по сравнению с изделиями, изготавливаемыми обычными способами литья.
Раскрытие изобретения
Согласно аспекту настоящего изобретения предложен способ литья под давлением, предназначенный для формования металлического сплава с целью получения изделия, форма которого близка к заданной, при этом температура обработки сплава приближается к температуре ликвидуса, предпочтительно максимальное содержание твердой фазы составляет 5%, тем самым может быть изготовлено отформованное изделие с однородной, мелкозернистой, равноосной структурой без направленных дендритов, минимальной пористостью, вызванной включениями, и формой, близкой к заданной.
Полезно, что результирующее твердое изделие имеет оптимальные механические свойства, без ожидаемой пористости и усадки при затвердевании, которые присущи отливкам, изготовленным из перегретых расплавов.
Согласно другому аспекту настоящего изобретения предложен способ литья под давлением, предназначенный для формования металлического сплава с целью получения изделия, форма которого близка к заданной, при этом температура обработки сплава приближается к температуре ликвидуса, предпочтительно максимальное содержание твердой фазы составляет 2%, тем самым изготавливается отформованное изделие с однородной, мелкозернистой, равноосной структурой без направленных дендритов, минимальной пористостью, вызванной включениями, и формой, близкой к заданной.
Согласно предпочтительному варианту осуществления настоящего изобретения магниевый сплав AZ91D должен обрабатываться в диапазоне температур, отличающемся не более чем на 2°С, предпочтительно в меньшую сторону, от его температуры ликвидуса. Саму температуру ликвидуса может понадобиться установить методом проб и ошибок с целью - регулирования изменений состава загружаемого сплава и изменения условий теплообмена между цилиндром и расплавом. Для номинального состава сплава AZ91D сплав необходимо нагревать в цилиндре до температуры обработки, примерно составляющей 595°С.
Согласно альтернативному варианту осуществления настоящего изобретения магниевый сплав АМ60В должен обрабатываться в диапазоне температур, отличающемся не более чем на 1°С, предпочтительно в меньшую сторону, от его температуры ликвидуса. Саму температуру ликвидуса может понадобиться установить методом проб и ошибок с целью регулирования изменений состава загружаемого сплава и изменения условий теплообмена между цилиндром и расплавом. Для номинального состава сплава АМ60 В сплав необходимо нагревать в цилиндре до температуры обработки, примерно составляющей 615°С.
Изобретение может применяться при изготовлении тонкостенных изделий, таких как корпуса портативных компьютеров, видеомагнитофонов и мобильных телефонов, которые изготавливаются из сплавов легких металлов. Сплавы на основе магния представляют особый интерес благодаря отличному отношению прочность/вес, жесткости, электропроводности, тепловыделению и поглощению вибраций.
Согласно еще одному аспекту настоящего изобретения предложен композиционный материал с металлической матрицей, содержащий металлический компонент и армирующий компонент, встроенный в металлический компонент, при этом металлический и армирующий компоненты формуются с помощью формовочной машины при температуре, близкой к температуре ликвидуса металлического компонента.
Согласно еще одному аспекту настоящего изобретения предложено содержащее металлический компонент изделие, отформованное при температуре, близкой к температуре ликвидуса металлического компонента.
Краткое описание чертежей
С целью лучшего понимания изобретения ниже со ссылками на прилагаемые чертежи описан предпочтительный вариант осуществления изобретения.
Фиг.1 - схематическое изображение, показывающее устройство для литья под давлением, используемое в варианте осуществления настоящего изобретения.
Фиг.2 - диаграмма, показывающая диапазон температур обработки сплава, близких к температуре ликвидуса, причем температура ликвидуса сплава ниже 700°С.
Фиг.3 - график распределения температур вдоль части цилиндра устройства для литья под давлением с фиг.1 при обработке магниевого сплава AZ91D, проходящей при температуре, близкой к температуре ликвидуса.
Фиг.4 - фазовая диаграмма с отмеченными химическими составами и температурами предварительного нагрева рассматриваемых сплавов.
Фиг.5 - график зависимости твердой фазы от температуры областей, с температурой ниже температуры ликвидуса, сплавов AZ91 и AZ60, причем подсчеты велись по формуле Шейля (Scheil).
Фиг.6 - диаграмма зависимости предела прочности на разрыв от соответствующего удлинения для сплавов AZ91D и АМ60В, отформованных при температурах, близких к температуре ликвидуса и отлитых в кокиль из перегретого состояния. Для сравнения добавлены некоторые данные из литературы. Стандартные требования ASTM B94: AZ91D: предел прочности на разрыв = 230 МПа, напряжение текучести = 150 МПа, удлинение = 3% в 50.8 мм; АМ60В: предел прочности на разрыв = 220 МПа, напряжение текучести = 130 МПа, удлинение = 6% в 50.8 мм.
Фиг.7 - диаграмма зависимости напряжения текучести от соответствующего удлинения для сплавов AZ91D и АМ60В, отформованных при температурах, близких к температуре ликвидуса и отлитых в кокиль из перегретого состояния. Для сравнения добавлены некоторые данные из литературы.
Фиг.8а - вид, содержащий макроскопическое изображение, размером 2 мм, поперечного сечения образца для испытания на растяжение, выполненного из сплава AZ91D после литья в кокиль из перегретого состояния, на этом изображении видна структурная целостность, лишенная каких-либо явных дефектов.
Фиг.8b - вид, содержащий микроскопическое изображение, размером 200 мкм, поперечного сечения с фиг.8а, содержащее общий вид усадочной пористости.
Фиг.8с - вид, содержащий подробное микроскопическое изображение, размером 25 мкм, поперечного сечения с фиг.8а, показывающий межкристаллическую природу пор, образованных во время усадки при затвердевании.
Фиг.9а - вид, содержащий микроскопическое изображение, размером 200 мкм, поперечного сечения образца для испытания на растяжение, выполненного из сплава AZ91D после литья под давлением при 0% твердой фазы, указанное изображение содержит темные пятна, представляющие собой интерметаллическую фазу Mn-Fe-Al.
Фиг.9b - вид, содержащий подробное микроскопическое изображение, размером 25 мкм, поперечного сечения с фиг.9а, показывающий выделение в α-Mg и распределение интерметаллической фазы Mg17A112.
Фиг.10а - вид, содержащий микроскопическое изображение, размером 100 мкм, поперечного сечения образца для испытания на растяжение, выполненного из сплава AZ91D после литья под давлением при 0% твердой фазы, указанное изображение показывает характерное строение твердых частиц.
Фиг.10b - вид, содержащий микроскопическое изображение, размером 100 мкм, поперечного сечения образца для испытания на растяжение, выполненного из сплава AZ91D после литья под давлением, при этом сплав был нагрет до температуры, меньшей температуры ликвидуса, при 1% твердой фазы, указанное изображение показывает характерное строение шарообразных твердых частиц.
Фиг.10с - вид, содержащий микроскопическое изображение, размером 100 мкм, поперечного сечения образца для испытания на растяжение, выполненного из сплава AZ91D после литья под давлением, при этом сплав был нагрет до температуры, меньшей температуры ликвидуса, при 2% твердой фазы, указанное изображение показывает характерное строение шарообразных твердых частиц.
Фиг.10d - вид, содержащий микроскопическое изображение, размером 100 мкм, поперечного сечения образца для испытания на растяжение, выполненного из сплава AZ91D после литья под давлением, при этом сплав был нагрет до температуры, превышающей температуру ликвидуса, и далее охлажден до температуры, меньшей температуры ликвидуса, при 1% твердой фазы, указанное изображение показывает характерное строение розеткообразных твердых частиц.
Фиг.10е - вид, содержащий микроскопическое изображение, размером 100 мкм, поперечного сечения образца для испытания на растяжение, выполненного из сплава AZ91D после литья под давлением, при этом сплав был нагрет до температуры, превышающей температуру ликвидуса, и далее охлажден до температуры, меньшей температуры ликвидуса, при 2% твердой фазы, указанное изображение показывает характерное строение смеси розеткообразных и шарообразных твердых частиц.
Фиг.10f - вид, содержащий микроскопическое изображение, размером 100 мкм, поперечного сечения образца для испытания на растяжение, выполненного из сплава АМ60В после литья под давлением, при этом сплав был нагрет до температуры, превышающей температуру ликвидуса, и далее охлажден до температуры, меньшей температуры ликвидуса, при 3% твердой фазы, указанное изображение показывает характерное строение смеси почти шарообразных твердых частиц.
Фиг.11а - вид, содержащий микроскопическое изображение, размером 200 мкм, поперечного сечения образца для испытания на растяжение, выполненного из сплава AZ91D после литья в кокиль из перегретого состояния, указанное изображение показывает общий вид полученной микроструктуры сплава.
Фиг.11b - вид, содержащий микроскопическое изображение, размером 25 мкм, поперечного сечения с фиг.11а, показывающий общий вид полученной микроструктуры сплава, включая крупные доэвтектические дендриты в матрице.
Фиг.11с - вид, содержащий микроскопическое изображение, размером 200 мкм, поперечного сечения образца для испытания на растяжение, выполненного из сплава АМ60В после литья в кокиль из перегретого состояния, указанное изображение показывает общий вид полученной микроструктуры сплава.
Фиг.11d - вид, содержащий микроскопическое изображение, размером 25 мкм, поперечного сечения с фиг.11с, показывающий общий вид полученной микроструктуры сплава, включающей крупные доэвтектические дендриты.
Фиг.12а - вид, содержащий микроскопическое изображение, размером 100 мкм, травления, выполненного на поперечном сечении образца для испытания на растяжение, изготовленного из сплава AZ91D после литья под давлением при температуре, близкой к температуре ликвидуса, указанное изображение показывает различия в кристаллографической ориентации структурных компонентов.
Фиг.12b - вид, содержащий микроскопическое изображение, размером 100 мкм, травления, выполненного на поперечном сечении образца для испытания на растяжение, изготовленного из сплава AZ91D после литья в кокиль из перегретого состояния, указанное изображение показывает различия в кристаллографической ориентации структурных компонентов.
Фиг.13а - рентгенограмма дифракционных полос для сплава AZ91D, отлитого при 0% твердой фазы.
Фиг.13b - рентгенограмма дифракционных полос для сплава АМ60В, отлитого при 0% твердой фазы.
Фиг.13с - рентгенограмма дифракционных полос для сплава AZ91D, отлитого в кокиль из перегретой жидкости.
Фиг.14а - вид, содержащий микроскопическое изображение, размером 200 мкм, декогезионных поверхностей образца для испытания на растяжение, изготовленного из сплава AZ91D, отлитого под давлением при температуре, близкой к температуре ликвидуса.
Фиг.14b - вид, содержащий микроскопическое изображение, размером 200 мкм, декогезионных поверхностей образца для испытания на растяжение, изготовленного из сплава AZ91D, отлитого в кокиль из перегретой жидкости.
Фиг.14с - вид, содержащий микроскопическое изображение, размером 25 мкм, показывающий путь распространения трещины между крупным дендритом и окружающей матрицей в образце для испытания на растяжение с фиг.14b.
Фиг.15а - график напряжения текучести как функции от содержания твердой фазы образца для испытания на растяжение, изготовленного из сплавов AZ91D и АМ60В, отлитых под давлением при температуре, близкой к температуре ликвидуса.
Фиг.15b - график отношения напряжения текучести и предела прочности на разрыв, как функции содержания твердой фазы для образца для испытания на растяжение, изготовленного из сплавов AZ91D и АМ60В, отлитых под давлением при температуре, близкой к температуре ликвидуса.
Фиг.16 - вид микроструктуры образца №1 композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса.
Фиг.17 - вид микроструктуры с фиг.16 при большем увеличении.
Фиг.18 - вид микроструктуры с фиг.16, при большем увеличении.
Фиг.19 - вид микроструктуры с фиг.16, на котором детали показаны при большем увеличении.
Фиг.20 - вид микроструктуры с фиг.16, на котором детали показаны при большем увеличении.
Фиг.21 - вид микроструктуры образца №2 композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса.
Фиг.22 - вид микроструктуры с фиг.21, на котором детали показаны при большем увеличении.
Фиг.23 - вид микроструктуры образца №3 композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса.
Фиг.24 - вид микроструктуры с фиг.23, на котором детали показаны при большем увеличении.
Фиг.25 - вид микроструктуры с фиг.23, на котором детали показаны при большем увеличении.
Фиг.26 - вид микроструктуры образца №4 композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса.
Фиг.27 - вид микроструктуры с фиг.26, на котором детали показаны при большем увеличении.
Фиг.28 - вид микроструктуры образца №5 композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса.
Фиг.29 - вид микроструктуры с фиг.28, на котором детали показаны при большем увеличении.
Осуществление изобретения
На фиг.1 схематически показано устройство 10 для литья под давлением, которое используется для осуществления способа, соответствующего настоящему изобретению. Устройство 10 содержит цилиндр в сборе, включающий в себя часть 12 цилиндра с передней частью 12а цилиндра, которая расположена на его дальнем конце, и выпускной патрубок 16 на противоположном конце, канал для расплава, расположенный в указанном цилиндре в сборе. Диаметр d части 12 цилиндра составляет 70 мм, а ее длина приблизительно равна 2 м. Электрические резистивные нагреватели 14 поддерживают температурный профиль вдоль цилиндра. Нагреватели 14 сгруппированы по независимо регулируемым областям, расположенным вдоль части 12 цилиндра, включая переднюю часть 12а цилиндра и выпускной патрубок 16. Согласно предпочтительному варианту осуществления устройство 10 представляет собой систему Husky™ TXM500-M70, в которой температура сплава в передней части 12а может регулироваться так, чтобы не отличаться от температуры ликвидуса больше, чем на 2°С и даже не отличаться больше, чем на 1°С от указанной температуры.
Твердые кусочки сплава подаются в канал для расплава цилиндра в сборе через загрузочное устройство 18. Кусочки сплава могут изготавливаться с использованием любой известной технологии, включая механическое дробление или быстро затвердевшие гранулы. Размеры кусочков составляют примерно 1-3 мм. Приводящая во вращение часть 20 поворачивает убирающуюся шнековую часть 22, которая расположена в канале для расплава части 12 цилиндра и которая предназначена для перемещения по каналу материала сплава.
Эксперименты проводились с использованием двух серийно выпускаемых отлитых в кокиль сплавов AZ91D и АМ60В, номинальный состав которых показан в таблице 1. Другим подходящим сплавом является сплав AJ52 (Mg-5Al-1.5Sr), описанный в патенте США 6808679, с номинальной температурой ликвидуса, равной 616°С. Надо понимать, тем не менее, что настоящее изобретение не ограничивается литьем под давлением сплавов магния, а также применимо для литья под давлением других сплавов, включая сплавы алюминия и другие сплавы, например сплавы на основе свинца, сплавы на основе цинка и сплавы на основе висмута. На фиг.2 графически показан диапазон температур обработки, близких к температуре ликвидуса, для нескольких предпочтительных в настоящее время сплавов.
Согласно предпочтительному способу формования при температуре, близкой к температуре ликвидуса, соответствующему настоящему изобретению, нагреватели 14 управляются микропроцессорами (не показаны), запрограммированными на установку точного распределения температур внутри части 12 цилиндра. Нагревание в канале для расплава цилиндра в сборе производится до температуры, приближающейся к температуре ликвидуса, так что твердая фаза составляет предпочтительно 0%, но не превосходит 5%. На фиг.3 показан пример распределения температур в части 12 цилиндра для достижения температуры ликвидуса, составляющей 595°С для сплава AZ91D.
Перемещение шнековой части 22 смешивает расплавленный сплав и перемещает его через невозвратный клапан 26, установленный на дальнем конце шнека, что сделано для накопления расплава в передней части канала для расплава, так называемой «части накопления» цилиндра. Невозвратный клапан 26 не дает расплаву выжиматься назад, в часть 12 цилиндра в ходе впрыска. С целью предотвращения окисления материала сплава внутренние части устройства 10 окружены инертным газом. Примером подходящего инертного газа служит аргон. Инертный газ поступает в устройство 10 через загрузочное устройство 18, которое предотвращает обратное течение воздуха. Дополнительно после впрыска во впускном патрубке 16 образуется пробка из твердого сплава. Эта пробка вытесняется, когда следующая порция сплава впрыскивается и захватывается в части после центрального литника литейной формы 24.
Приводящая во вращение часть 20 управляется микропроцессором (не показан), запрограммированным на воспроизводимое перемещение каждой порции материала сплава через часть 12 цилиндра с установленной скоростью, так что время пребывания каждой порции в различных температурных областях части 12 цилиндра точно регулируется, следовательно, воспроизводимым образом минимизируется содержание твердого вещества в каждой порции, чтобы обеспечить ситуацию, когда содержание твердой фазы не превышает 5%.
В соответствии с изобретением были проведены эксперименты по применению технологии литья под давлением к частицам Mg-9Al-1Zn и Mg-6Al с целью получения изделий, форма которых близка к заданной, после предварительного нагрева до температур, близких к температуре ликвидуса, и оценке характеристик микроструктуры и прочности на разрыв затвердевших сплавов. Для сравнения были использованы аналогичные марки сплавов, полученные после обработки из перегретой жидкости в ходе обычного литья в кокиль.
Подробности экспериментов
При литье под давлением исходный материал, представляющий собой механически раздробленные кусочки, были обработаны в системе Husky TXM500-M70, при этом сила смыкания составляла 500 тонн и указанная система была оборудована формой для получения образца для испытания на растяжение. Общий вес порции для четырех полостей был равен 250,3 г, включая 143,7 г материала в центральном литнике и литниковой системе и 35 г переполнения. При накоплении перед невозвратным клапаном порции нужного размера шнек ускоряется вперед до скорости в 2,2 м/с, впрыскивая сплав через центральный литник и литниковую систему, площадь которых составляет 64,8 мм, в полость литейной формы, предварительно нагретую до 200°С. После того, как литейная форма 24 заполнена суспензией твердой фазы в жидкой фазе, указанная суспензия может быть подвергнута окончательному уплотнению, при котором на короткое время, обычно менее 10 миллисекунд, к суспензии прикладывается давление, что делается до извлечения отформованного изделия из литейной формы 24. Считается, что окончательное уплотнение уменьшает внутреннюю пористость отформованного изделия.
Сплавы номинально одного химического состава также были переработаны в образцы для испытания на растяжения, что было сделано с использованием машины для литья в кокиль под давлением Bueler Evolution 420D в Hydro Research Park, Порсгрюнн (Porsgrunn), Норвегия. Кокиль был предварительно нагрет до 200°С, а температура расплавов из AZ91D и АМ60 В составляла 670°С и 680°С соответственно.
Испытание на растяжение было проведено согласно стандарту ASTM В557 с использованием цилиндрических образцов с уменьшенным диаметром поперечного сечения, составляющем 6,3 мм для формования и 5,9 мм для литья в кокиль, при этом длина образца составляла 50,8 мм. Измерения были проведены с использованием машины Instron 4476, оборудованной экстенсометром, скорость которого в поперечном направлении составляла 0,5 мм/мин. Для оценки предела прочности на разрыв, напряжения текучести и удлинения были проанализированы кривые растяжения. Химические составы определялись с помощью спектрометрии индуктивно связанной плазмой в соответствии с измененным стандартом ASTM E1097-97 и стандартом Е1479-99. Профили поперечных сечений для наблюдений через оптический микроскоп подготавливались с помощью полировки до 0,05 мкм деагломерированным алюминооксидным порошком. Для выявления микроструктуры поверхности были протравлены 1% раствором азотной кислоты в спирте. Более того, травление использовалось для показа различий в кристаллографической ориентации отдельных зерен. Стереологические параметры выбранных микроструктур измерялись с использованием количественного анализатора изображений. Структурные детали отображались с помощью сканирующей электронной микроскопии (SEM), а микрохимический анализ проводился с использованием рентгеномикроанализатора (EDAX). Рентгеновская дифрактометрия с CuK α-излучением применялась для определения фазовых и кристаллографических характеристик материалов.
Результаты
Различия сплавов AZ91 и АМ60 при расплавлении
На фиг.4 показана богатая Mg часть диаграммы состояния двойной смеси Mg-Al с отмеченными местами, соответствующими рассматриваемым сплавам и температурам обработки. Благодаря отклонению от состояния равновесия сплавы AZ91D и АМ60В при обычных условиях затвердевания содержат фазу Mg17Al12. Фаза образуется из-за эвтектической реакции во время достаточно быстрого охлаждения из жидкого состояния в результате образования сердцевины. Наличие 1% Zn не приводит к образованию новых фаз. Согласно диаграмме состояния тройной системы Mg-Al-Zn при условиях равновесия при наличии не более 4% Zn в тройных сплавах Mg-Al-Zn присутствуют те же фазы, что и в двойных системах Mg-Al. Цинк заменяет некоторое количество Al в интерметаллических смесях, что расширяет формулу до Mg17Al11.5Zn0.5. Если количество цинка превышает 4%, то мы попадаем в трехфазовую область, включая тройную интерметаллическую фазу ϕ. Эта смесь ведет к эвтектической реакции при температуре, равной приблизительно 360°С.
Температуры ликвидуса для сплавов AZ91D и АМ60 В отличаются приблизительно на 20°С и составляют номинально 595°С и 615°С соответственно. Для обоих химических составов характерное содержание fs твердой фазы может быть вычислено по формуле Шейля

где Tm - температура плавления чистого металла, TL - температура ликвидуса сплава и Ко - коэффициент равномерного распределения. Результаты представлены на фиг.5 в виде графика. Заметим, что температура ликвидуса любого заданного сплава изменяется в небольших пределах в зависимости от химического состава и микроструктуры. Например, изменения в содержании антиоксидантов, например бериллия, или действие очищающих агентов могут вызвать изменение температуры ликвидуса сплава. Ясно, что в диапазоне температур ниже температуры ликвидуса, даже очень небольшие изменения температуры приводят к значительным изменениям твердых фаз. Согласно изобретению твердая фаза поддерживается на уровне ниже 5%. Для сплава AZ91D увеличение содержания твердой фракции от 0 до 5% происходит после уменьшения температуры на 2°С ниже температуры ликвидуса. Сплав Mg-6%Al даже более чувствителен и такое же изменение содержимого твердого вещества от 0 до 5% происходит при уменьшении температуры на 1°С ниже температуры ликвидуса. Таким образом, обработка при температурах ниже температуры ликвидуса предполагает точное регулирование температуры и для определения нужного температурного профиля цилиндра может понадобиться проведение некоторого количества экспериментов. Следует понимать, что существует «динамическое равновесие» между температурой цилиндра в сборе, которая оценивается на некотором расстоянии от канала для расплава, расположенном в цилиндре, и действительной температурой формовочного материала в канале для расплава цилиндра и, кроме того, температура формовочного материала также является функцией скорости его протекания. Таким образом, установленные температуры областей цилиндра могут быть выше или ниже температуры формовочного материала в канале для расплава.
Свойства прочности на разрыв
На фиг.6 показана сравнительная диаграмма, иллюстрирующая зависимость предела прочности на разрыв от соответствующих удлинений для обоих сплавов и для обеих технологий обработки. Наибольший предел прочности, равный 275 МПа, продемонстрировал сплав AZ91D, прошедший формование при температурах, близких к температуре ликвидуса. Сплав AZ91D, который был получен из перегретой жидкости, показал значение предела прочности не превосходящее 252 МПа. Предел прочности сплава АМ60В был аналогичен и после формования при температурах, близких к температуре ликвидуса, достиг максимального значения, равного 271 МПа. Снова после литья в кокиль перегретой жидкости предел прочности сплава АМ60В оказался ниже и не превысил 252 МПа. Удлинения, полученные при обоих способах обработки, сравнимы и доходят до 8% для сплава AZ91D и до 12,5% для сплава марки АМ60В. Аналогичные тенденции были выявлены для напряжения текучести, измеренного для обоих сплавов и обоих способов обработки (фиг.7). Средние значения, полученные для формования при температурах, близких к температуре ликвидуса, достигли 166 МПа и 146 МПа для AZ91D и АМ60В соответственно. Среднее значение напряжения текучести после литья в кокиль было равно 149 МПа и 124 МПа для AZ91D и АМ60В соответственно. Ясно, что данные испытаний на растяжение, полученные при указанных исследованиях, значительно превосходят границы, установленные в стандарте ASTM B94.
Имеется некоторый разброс в точках, полученных в ходе эксперимента, для каждого состава сплава и способа обработки с общей тенденцией заключающейся в том, что большая прочность соответствует большему удлинению (фиг.6 и 7), Для сплавов, отлитых при температурах, близких к температуре ликвидуса, содержание твердой фазы, находящееся в диапазоне от 0 до 5%, являлось основным параметром, вносящим вклад в разброс. Хотя для перегретых сплавов, обработанных литьем в кокиль, наблюдалась аналогичная тенденция изменений прочности и удлинения, не существует очевидной взаимосвязи с компонентами микроструктуры. В дополнение к доэвтектическому выделению дендритных элементов α-Mg, усадочная пористость затруднила количественную оценку. В отличие от прочности, больший разброс значений напряжения текучести и ограниченное число экспериментальных точек не выявили взаимосвязи напряжения текучести и удлинения.
Структурная целостность сплава
Здесь в качестве факторов, влияющих на структурную целостность сплава, рассматриваются только такие дефекты, которые присущи конкретному способу обработки. Не рассматриваются дефекты, которые связаны с неправильным впрыском и неправильными установками температуры или геометрией конкретной части. Благодаря очень просто геометрии выбранной литейной формы (кокиля) фактически не наблюдается макропористости в образцах для испытания на растяжение сечений 5,9 и 6,3 мм (фиг.8а). Тем не менее, в то же время существует значительная разница в микроструктурной целостности после обработки из состояния перегретой жидкости. Согласно металлографической оценке обе марки сплавов имеют усадочную пористость уровня нескольких процентов. Пористость имеет форму случайным образом разбросанных отдельных просветов или кластеров (фиг.8b). Эти поры занимают межкристаллические пространства и окружены фазой, затвердевшей в последнюю очередь, с самой низкой температурой плавления (фиг.8с). Их типовой размер составляет порядка 10 мкм, так что их нелегко обнаружить с помощью микроскопа.
Развитие микроструктуры
Преобладающим или единственным компонентом микроструктур, получающихся при формовании при температурах, близких к температуре ликвидуса, является продукт затвердевания жидкой фазы (фиг.9а). При небольших увеличениях микроструктура кажется равномерной, со случайным образом разбросанными не растворившимися интерметаллическими Mn-Al-Fe включениями и включениями Mg2Si, которые возникают из-за металлургической очистки. Из-за темного оттенка эти фазы могут быть ошибочно приняты за поры. Преобладающая компонента представляет собой разъединенную эвтектику, где прерывистые выделившиеся частицы смеси Mg17A112 расположен по границам равноосных областей α-Mg. При больших увеличениях области α-Mg, размеры которых имеют порядок 20 мкм, сильно отличаются благодаря разному химическому составу (фиг.9b).
В дополнение к матрице, имеется очень малая фракция первичной твердой фазы (фиг.10а-е). Из-за очень малого содержания твердой фазы, используемые здесь увеличения микроскопа могут быть слишком велики для изображения характерной (однородной) картины и не могут быть прямо использованы для измерения содержания твердой фазы на основе стереологических принципов. Строение твердой фазы зависело от температурного профиля цилиндра; тем не менее, различия были менее заметны по сравнению со случаем больших фракций твердого вещества. Когда сплавы были предварительно нагреты до температур, меньших температуры ликвидуса, они имели неровную сфероидальную форму (фиг.10b, с). Типичный элемент, заключающийся в присутствии нерасплавленной фазы, наблюдаемый при тиксолитье, то есть включений жидкости, здесь отсутствует. Когда сплав был нагрет до температуры, превосходящей температуру ликвидуса, а затем охлажден до температуры, меньшей температуры ликвидуса, выделившаяся твердая фаза может иметь форму вырожденных розеток (фиг.10d). Влияние сдвига на форму розеток здесь не очень ясна, иногда видно, что они сосуществуют со сфероидами (фиг.10е). Изменение строения твердой фазы и требованием, чтобы ее содержание находилось в границах от 0 до приблизительно 5%, не сопровождается ясными различиями в матрице (фиг.10а-е). Более того, трудно отличить разницу в строении матрицы и твердой фазы между марками Mg-9Al-1Zn and Mg-6Al.
Микроструктуры, полученные литьем в кокиль перегретой жидкости, показаны на фиг.11. Для обоих сплавов они не являются однородными и содержат выделившиеся частицы в виде дендритов, которые образовались до затвердевания в литейной форме. На фиг.11а они выделены светлым цветом. Некоторые выделившиеся частицы велики, их размер составляет 300-400 мкм. Не было выявлено никаких заметных различий в строении сплавов АМ60В и AZ91D (фиг.11b, с). Известно, что AZ91D содержит больше фазы Mg17Al12, но эта разница не слишком ясно различима на снимках оптического микроскопа. Единственным выявленным отличием являются большее количество выделившихся частиц Mg17Al12 в сплаве марки АМ60В.
Кристаллографическая ориентация
В качестве способа количественной оценки различий в кристаллографической ориентации составляющих микроструктуры была использована технология травления. Распределение цвета в микроструктуре, полученной при формовании при температуре, близкой к температуре ликвидуса, показывает, что не существует преобладающей предпочтительной ориентации (фиг.12а). Не наблюдается скоплений и каждое небольшое зерно/ячейка ориентировано по-разному.
В сплавах, полученных при литье в кокиль из состояния перегретой жидкости, имеются большие дендриты, предполагая, что все элементы дендритов имеют одинаковую или очень похожую кристаллографическую ориентацию. Некоторые из них имеют такое же строение, как и первичные дендриты, образованные до впрыска в полость литейной формы. Травление показало, что многие элементы, на обычной микрофотографии, показанные как отдельные зерна, на самом деле являлись частью больших многозеренных конгломератов (например, фиг.11b, d).
Фазовый состав
Рентгенография обеспечивает информацией о кристаллографии фаз, их содержимом и оценке предпочтительной ориентации. Сплав AZ91D, отформованный при температуре, близкой к температуре ликвидуса, содержал α-Mg и интерметаллическую фазу Mg17Al12 (фиг.13а). Сравнение максимумов интенсивности на рентгенограмме дифракционных полос и стандарта JCPDS подсказывает, что обе фазы ориентированы случайным образом. По крайней мере, было обнаружено шесть максимумов Mg17Al12 и оценивание показало, что объемная доля составляет примерно 9%. Сплав АМ60В, отформованный при температуре, близкой к температуре ликвидуса, имеет другую рентгенограмму дифракционных полос, фактически только с одной α-Mg фазой (фиг.13b). Ожидаемые положения максимумов Mg17Al12 обозначены стрелками на фиг.10b, где их интенсивности находятся на уровне фонового шума. Вклад фазы Mg17Al12 в объем составлял 1%, указанный вклад был оценен в ходе компьютерного анализа системы дифракционных полос. Система дифракционных полос сплава AZ91D, который был отлит в кокиль из перегретого расплава, нагретого до 670°С, показана на фиг.13 с. Она характеризуется визуально обнаруживаемыми более низкими максимумами интенсивности Mg17Al12 по сравнению с теми, которые получаются после формования при температуре, близкой к температуре ликвидуса, показанные выше на фиг.13а. По оценкам содержание фазы Mg17Al12 равно приблизительно 7%.
Характеристики декогезии
Существует значительная разница в строении декогезионной поверхности между структурами, полученными формованием при температуре, близкой к температуре ликвидуса, и полученными литьем в кокиль перегретой жидкости. На фиг.14а показан типовой поперечный разрез образца из AZ91D для испытания на растяжения после формования при температуре, близкой к температуре ликвидуса. Вдоль интерметаллической фазы Mg17Al12 и, в частности, вдоль границы раздела α-Mg и интерметаллической фазой проходит трещина. Не наблюдалось заметного огрубления пор вблизи трещины и не было замечено транскристаллитного растрескивания первичной твердой фазы. Вместо этого трещина проходила вдоль границы между первичной твердой фазой и окружающей матрицей. Наблюдалось значительное число частиц Mn-Al-Fe и Mg2Si, не растворившихся при плавлении сплава. Так как они не наблюдались на декогезионной поверхности, то их вклад в образовании трещин не ясен.
Дендритные строения, присутствующие в сплаве, обработанном из состояния перегретой жидкости, оказывают глубокое влияние на механизм разрушения (фиг.14b). Области, разделенные крупными дендритами и имеющие кристаллографическую ориентацию, не совпадающую с ориентацией оставшейся матрицы, являлись наиболее слабыми путями, подверженными образованию трещин (фиг.14с). Вне таких крупных дендритов интерметаллическая граница α-Mg-Mg17Al12 являлась типовым путем распространения трещин. Под давлением значительно увеличивались усадочные поры, что особенно ясно для пор, расположенных в непосредственной близости от декогезионной поверхности.
Заключение
Проведенные эксперименты показали, что литье под давлением сплавов магния, предварительно нагретых до температур, близких к температуре ликвидуса, уменьшают некоторые недостатки, обычные для литья перегретых расплавов. Незначительная пористость (фиг.9, 10 и 12) наиболее вероятно относится на счет конкретного механизма затвердевания и результирующей мелкозернистой, равномерной структуры, что будет рассмотрено ниже. Кроме того, считается, что этап уплотнения после заполнения литейной формы также уменьшает внутреннюю пористость отформованного изделия.
Рабочие температуры, которые приблизительно на 70-100°С ниже температур для сплавов, отливаемых в кокиль, также выливаются в преимущества, заключающиеся в экономии энергии, уменьшенном износе компонентов машины/формы и уменьшенных потерях сплава, имеющих место из-за испарения и окисления. Так как литье под давлением основывается на принципе уплотнения цилиндра с использованием плавкой пробки, то в нем не допускается значительного перегрева расплавленного сплава. Следовательно, в качестве типа обработки с использованием перегретого расплава здесь было выбрано литье в кокиль. Кокильные отливки как из горячей, так и из холодной камеры, начинаются из перегретой жидкости и страдают от недостатка, который заключается в том, что трудно изготовить полностью доброкачественные компоненты. Перегрев нужен для компенсации тепловых потерь при перемещении и задержке в трубке для впрыска. На всех этапах обработки существует целый ряд ключевых различий между литьем в кокиль и литьем под давлением и температура сплава является только одним из них. Это надо учитывать при сравнении результатов, полученных по обеим технологиям.
В дополнение к целостности компонент температура обработки оказывает влияние на микроструктуру сплава (фиг.9 и 10). Неравновесное затвердевание сплавов магния начинается с образования центров кристаллизации первичной фазы α-Mg. Далее происходит рост дендритов и оставшаяся в междендритных областях жидкость, в конце концов, затвердевает в виде разъединенной или частично разъединенной эвтектики. Известно, что снижение температуры разливки способствует образованию равноосных структур затвердевания. Когда перегрев достаточно невелик, весь расплав переохлажден и имеет место обширное разнородное образование центров кристаллизации по всему расплаву. Это приводит к полному отсутствию зоны столбчатых кристаллов в отливке и к образованию мелких равноосных зерен по всему объему. Когда было впервые открыто реолитье, считалось, что во время процесса затвердевания необходимо разрушать дендритовую структуру или с помощью механического перемешивания или с помощью других форм взбалтывания. Далее считалось, что фрагменты дендритов, расположенные в объеме расплава, будут действовать в качестве центров кристаллизации для новых зерен с целью их преобразования в сфероиды. Этот механизм не был подтвержден прямыми наблюдениями затвердевания прозрачных жидкостей с характеристиками кристаллизации, похожими на металлы, и численным моделированием, которые установили, что сферические кристаллы формируются непосредственным образованием центров кристаллизации в жидкости, а не с помощью фрагментов разрушенных дендритов. По существу, сферическая структура развивается с помощью регулирования образования центров кристаллизации и процессов роста на начальных этапах затвердевания.
Другим фактором, возможно влияющим на процесс затвердевания отформованного сплава, служит взбалтывание, причиной которого является возвратно-поступательное движение шнека при перемещении вдоль цилиндра, и высокая скорость впрыска при заполнении литейной формы. На самом деле трудно разделить вклады этих двух факторов. Турбулентность, вызванная сдвигом высокой интенсивности, влияет на нарушение устойчивости диффузионного граничного слоя и также предотвращает образование раствора перед границей твердое-жидкое и, таким образом, сдерживает рост дендритов из-за переохлаждения смеси. Как ясно из фиг.10, затвердевание не ведет ни к росту существующих твердых шарообразных частиц, ни к формированию новых шарообразных частиц. На этот аспект также может оказывать влияние сдвиг. Считается, что компактное сферическое строение первичных частиц и отсутствие вокруг них выступающего диффузионного граничного слоя ограничивает рост указанных частиц из-за менее доступных перекручиваний на границе твердое-жидкое. По этой причине затвердевание с помощью образования новых центров кристаллизации в объеме расплава более предпочтительно с точки зрения кинетики, чем рост существующих частиц. Таким образом, скорость сдвига способствует сильной турбулентности в полутвердой суспензии и устанавливает однородное распределение температуры в расплаве и, это условие идеально для образования центров кристаллизации в расплаве.
При обработке полутвердого состояния микроструктура при комнатной температуре позволяет нам восстановить тепловое прошлое сплава. При исследовании температур, близких к температуре ликвидуса, свойства, обеспечивающие связь с параметрами обработки, мало различимы. Для формования при температурах, меньших температуры ликвидуса, температура сплава может быть оценена с помощью измерений нерасплавленной твердой фазы. Недостаток включений жидкости не позволяет различать рео- и тиксолитье, что означает, что нет указаний, достигнута ли температура ликвидуса из твердого или жидкого «направления» (фиг.10). Когда температура ликвидуса превышена и последние зерна первичной твердой фазы растворятся, оценка станет еще более неопределенной. Для охлаждения полностью расплавленного и затем частично затвердевшего сплава, строение твердой фазы регулируется приложенным сдвигом. Свидетельством перегрева будет присутствие розеток или дендритов, выделенных тогда, когда температура расплава была уменьшена ниже температуры ликвидуса до впрыска. Как правило, малая сферичность шарообразных частиц, часто сосуществующих в смесях с розетками (фиг.10е), подразумевает достаточно низкую эффективность сдвига при незначительных количествах твердой фазы и, следовательно, увеличенную вероятность ошибки при оценивании условий обработки.
При рассмотрении полезных изменений механических свойств после обработки полутвердого состояния часто смешивают два фактора: (i) улучшение, вызванное уменьшением пористости и (ii) изменение, произошедшее благодаря модификации микроструктуры. Ясно, что структуры с высоким уровнем целостности, полученные после формования при температуре, близкой к температуре ликвидуса, пользуются первым фактором. Проведенные здесь эксперименты позволяют оценить влияние фактора, связанного со структурой. Изменение свойств при растяжении обоих отформованных сплавов, которые показаны на фиг.6 и 7, обладает той же природой, что и для описанного ранее формования полутвердого состояния. Уменьшение прочности отдельных сплавов AZ91D и АМ60В связано с увеличением объема крупных шарообразных частиц первичной твердой фазы. Уменьшение прочности с увеличением содержания шарообразных частиц α-Mg, видимое на фиг.6, также было описано для реолитья и тиксолитья. Для реолитья была получена эмпирическая формула, связывающая предел прочности на разрыв σUTS с твердой фазой fs:

где d - это размер зерна. Максимальная прочность, равная 124 МПа, из формулы (2) при значении fs, равном 0, значительно ниже, чем значения, показанные на фиг.6. Присутствие первичных твердых частиц приводит к обогащению оставшейся жидкости в Al, что создает больше выделившихся частиц Mg17Al12, влияя на пластичность матрицы.
При сравнении марок AZ91D и АМ60В основное отличие состоит в большем удлинении последнего сплава. Обычно считается, что количественное данные, объявляющие, что для обеспечения лучшей твердости первый подход для сплавов заключается в том, чтобы уменьшить объемную долю интерметаллической фазы Mg17Al12: содержание Mg17Al12 было в пределах от 2 до 7% для марки АМ60 и от 5 до 16% для AZ91D. Таким образом, большее удлинение АМ60В на фиг.6 и 7 связано со значительно меньшей долей интерметаллической фазы, что в основном вызвано меньшим содержанием Al. Грубая оценка на основе измерений с помощью рентгеновских лучей в этом исследовании говорит о том, что доля Mg17Al12 находится между 1% для АМ60В и 9% для AZ91D. Оказывается, что в то же самое время сплавы, полученные литьем в кокиль, содержат немного меньше фазы Mg17Al12, примерно 7% для марки AZ91D (фиг.13). Так как прочности марок АМ60 и AZ91 практически аналогичны (фиг.6), то в этом исследовании предполагается, что для получения оптимальных свойств дальнейшее увеличение удлинения сплава AZ911, отформованного при температуре, близкой к температуре ликвидуса, потребует уменьшения содержания Al.
Обычно считается, что обработка полутвердого состояния обеспечивает наличие свойств, которые превосходят свойства при обычном литье. В то время как сказанное выше может быть показано для сплавов Al, для сплавов Mg-Al и Mg-Al-Zn увеличение содержания твердой фазы приводит к уменьшению и прочности и пластичности. Металлургические характеристики, собранные здесь и в предыдущих работах, что показано на фиг.15а и 15b, предполагают, что сплавы Mg-Al и Mg-Al-Zn со своими структурами затвердевания не самым лучшим образом подходят для обработки в полутвердом состоянии при значительном содержании нерасплавленной фазы. Следовательно, для сплавов Mg-Al и Mg-Al-Zn формование при температуре, близкой к температуре ликвидуса, является технологией, при которой получаются структуры с высокой целостностью и максимальным сочетанием прочности и пластичности.
Также предполагается, что аналогичные результаты будут получены при формовании при температуре, близкой к температуре ликвидуса, других сплавов, подходящих для литья под давлением, что понятно специалистам в рассматриваемой области.
Система литья под давлением позволяет внедрить принцип обработки при температуре, близкой к температуре ликвидуса, указанная обработка требует точного регулирования температуры сплава, чтобы температура сплава поддерживалась на уровне, близком к температуре ликвидуса, насколько возможно близко к полости литейной формы. Предпочтительно, чтобы литейная форма 24 содержала, по меньшей мере, одну трубку для расплава с регулируемой температурой, например горячий центральный литник или горячая литниковая система, который предназначен для перемещения расплава к впускному литнику при литье и поддержания температуры расплава между циклами впрыска. При использовании подобной системы уменьшается расстояние, которое протекает расплавленный сплав с регулируемой температурой до впускного литника формы, таким образом, минимизируется снижение температуры. Предотвращение потерь тепла очень важно для сплавов магния, которые отличаются малой теплоемкостью и склонностью к быстрому затвердеванию, что мешает полному наполнению литейной формы.
Формование сплавов Mg-9Al-1Zn и Mg-6Al после предварительного нагрева до температуры, находящейся в узком диапазоне вокруг температуры ликвидуса, приводит к образованию структур с высоким уровнем целостности. Усадочная пористость, неизбежно присутствующая после обычного литья с использованием перегретых расплавов, минимизируется до незначительного уровня.
Матрица сплавов Mg-9Al-1Zn и Mg-6Al, отформованных при температуре, близкой к температуре ликвидуса, является макроскопически однородной и состоит из мелкозернистых равноосных структур α-Mg, типовой размер которых составляет 20 мм, без крупных направленных дендритов, что происходит благодаря доэвтектическому затвердеванию. Зерна α-Mg окружены в основном прерывистыми выделившимися частицами интерметаллической фазы Mg17Al12, доля которых немного больше, чем при литье перегретых расплавов. Первичная твердая фаза или полностью отсутствует или присутствует в незначительных количествах, не превосходящих 5% по объему. Твердые частицы не содержат включений жидкости и их строение изменяется от сфероидов до вырожденных розеток, в зависимости от температурного профиля пути течения сплава внутри системы.
Сплавы Mg-9Al-lZn и Mg-6Al, отформованные при температуре, близкой к температуре ликвидуса, отличаются лучшим сочетанием прочности и удлинения по сравнению со сплавами, изготовленными из перегретой жидкости и полученными после обработки в полутвердом состоянии. Свойства прочности на разрыв вытекают из высокой структурной целостности и мелкозернистой микроструктуры.
Композиционный материал с металлической матрицей представляет собой сочетание металлического компонента с армирующим компонентом. Армирующий компонент обычно является неметаллом, а представляет собой керамику или другой материал, такой как (например): непрерывные волокна, например из бора, карбида кремния, графита или оксида алюминия; проволока, состоящая, например, из вольфрама, бериллия, титана и молибдена; и/или дискретные материалы, такие как волокна, нити и частицы. Металлический компонент обеспечивает деформируемую поддержку армирующему компоненту. Армирующий компонент встроен в металлический компонент. Армирующий компонент не всегда выполняет только структурную функцию (армировать металлический компонент), но также используется для изменения физических свойств, таких как сопротивление износу, коэффициент трения, теплопроводность, жесткость, прочность, термостойкость и так далее. Армирующий компонент может быть как непрерывным, так и дискретным. Дискретный композиционный материал с металлической матрицей является изотропным и его можно обрабатывать с помощью обычных технологий обработки металлов. Непрерывный армирующий компонент использует моноволоконные проволоки или моноволокно, например углеродное волокно или карбид кремния. Так как волокна встроены в металлический компонент в определенном направлении, то в результате получается анизотропная структура, в которой выравнивание материала влияет на его прочность. В одном из первых композиционных материалов с металлической матрицей в качестве армирующего компонента, использовалось борное волокно. Дискретные армирующие компоненты используют «усы», короткие волокна или частицы.
Композиционный материал с металлической матрицей изготавливается в ходе процессов, отличающихся от обычного формирования металлических сплавов. Часто композиционный материал с металлической матрицей изготавливается объединением двух заданных компонентов (таких как металл и керамическое волокно). Обычно используются следующие процессы изготовления: порошковая металлургия, диффузионное соединение, спекание в жидкой фазе, сжатие-инфильтарция и литье с перемешиванием.
В качестве альтернативы, для формирования армирующего компонента и/или композиционного материала с металлической матрицей на месте (то есть с помощью химической реакции в заготовке композиционного материала с металлической матрицей) может использоваться обычная высокая реакционная способность металлов при температурах обработки.
Композиционный материал с металлической матрицей (включая металлический компонент и армирующий компонент, встроенный в металлический компонент) был отформован при температуре, близкой к температуре ликвидуса металлического компонента, с помощью процесса формования на машине для литья под давлением. Машиной для литья под давлением была машина HuskyTM Thixo 5 для литья под давлением. Обычно указанный способ включается в себя поддержание или регулирование температуры суспензии композиционного материала с металлической матрицей (который, по меньшей мере, частично расположен в формовочной машине, предпочтительно расположен в передней части формовочной машины), причем температура суспензии находится в узком диапазоне температур рядом с температурой ликвидуса металлического компонента (относительно указанной температуры и/или вокруг нее), так что суспензия композиционного материала с металлической матрицей содержит твердую фазу, составляющую примерно от 0% до примерно 5%. Следует понимать, что диапазон температур будет зависеть от используемого сплава. Композиционный материал с металлической матрицей, изготовленный с использование этого способа, включает в себя металлический компонент, отформованный формовочной машиной, которая так сконфигурирована, чтобы регулировать температуру суспензии в диапазоне температур, близких к температуре ликвидуса металлического компонента, и твердая фаза суспензии составляет примерно от 0% до примерно 5%.
В качестве примера для суспензии композиционного материала с металлической матрицей, который содержит металлический компонент со сплавом Mg (конкретно: AZ91), где температура ликвидуса сплава AZ91 составляла примерно 695 градусов Цельсия, температура суспензии поддерживалась (по меньшей мере в части формовочной машины) в диапазоне температур примерно от 695 градусов Цельсия до примерно 693 градусов Цельсия (то есть примерно 695 градусов Цельсия минус примерно 2 градуса Цельсия). Отформованный композиционный материал с металлической матрицей, содержащий магниевый сплав AZ19, включает в себя твердую фазу, которая составляет примерно от 0% до примерно 5%. Следует понимать, что диапазон температур других композиционных материалов с металлической матрицей будет другим и диапазон температур будет зависеть от типа сплава, содержащегося в металлическом компоненте композиционного материала с металлической матрицей.
В предпочтительном варианте осуществления металлический компонент содержал магниевый (Mg) сплав и армирующий компонент, включающий в себя или мелкогранулированные частицы карбида кремния (SiC). В альтернативном варианте осуществления металлический компонент содержит сплав на основе магния и/или сплав на основе алюминия и/или сплав на основе цинка и их любое сочетание или перестановку. Магниевый сплав представлял собой AZ91D с низким содержанием твердой фазы.
Образец, отформованный формовочной машиной, представляет собой образец для испытания на растяжение. Образец для испытания на растяжение представляет собой определенных размеров образец, отлитый под давлением, и указанный образец используется для определения свойств растяжимости материала, из которого состоит образец.
Предпочтительный способ содержал следующие этапы или операции: форма, содержащая четыре полости литейной формы, была предварительно нагрета до 200 градусов Цельсия (°С). Кусочки магния и заранее определенный объем частиц SiC были загружены в бункер формовочной машины, соединенный с формовочной машиной. Частицы карбида кремния (разных размеров) были добавлены в различных пропорциях и объемах. Природа (или тиксо- или рео-) композиционного материала с металлической матрицей не регулировалась в цилиндре формовочной машины. При протекании в цилиндре формовочной машины частицы SiC смешались со сплавом магния, который был нагрет до полутвердого состояния. Формовочная машина выполнена так, чтобы накапливать порцию композиционного материала с металлической матрицей определенного размера. Предпочтительно, чтобы металлический компонент содержал суспензию металл-сплав, с «регулируемым» содержанием твердой фазы при обработке в цилиндре (следует понимать, что это условие не является необходимым).
Предпочтительный способ также включал в себя следующие этапы или операции: общий вес порции составлял 250,3 грамма (г), куда входит 143,7 г центрального литника и литниковой системы и 35 г переполнения. Порция накапливалась перед невозвратным клапаном. Обрабатывающий шнек ускорялся вперед до скорости примерно 2 метра в секунду (м/с), в результате чего порция впрыскивалась через центральный литник и впускные литники в четыре полости литейной формы. При заполнении полостей литейной формы происходило дальнейшее перемешивание частиц SiC. Считается, что частицы SiC были достаточно однородно распределены по отформованному образцу для испытания на растяжение. Центральный литник и впускные литники содержали каналы, площадь поперечного сечения которых составляет 65 квадратных миллиметров (мм2). Диаметр цилиндра формовочной машины, содержащего шнек, составляет 70 мм, а его длина приблизительно равна 2 м (метры). Температурный профиль цилиндра регулировался электрическими резистивными нагревателями, расположенными на цилиндре, нагреватели были сгруппированы в области нагревания. Температурный профиль цилиндра был так организован, что отформованный композиционный материал с металлической матрицей содержал металлический компонент, в котором доля нерасплавленной фазы составляла примерно от 0% до примерно 5%.
Альтернативно армирующий компонент был выбран химически активным, по меньшей мере, частично по отношению к металлическому компоненту. В другом альтернативном варианте осуществления армирующий компонент был выбран химически инертным по отношению к металлическому компоненту.
В качестве альтернативы армирующий компонент содержал металлический сплав. В другом альтернативном варианте осуществления армирующий компонент содержал неметаллический компонент. В еще одном альтернативном варианте осуществления армирующий компонент содержал порошок. В еще одном альтернативном варианте осуществления армирующий компонент содержал нитрид бора (NB).
Далее следует обсуждение металлографической оценки композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса. Технический результат варианта осуществления изобретения заключается в том, что частицы SiC, по существу, равномерно распределены по композиционному материалу с металлической матрицей.
Фиг.16 - вид микроструктуры образца №1 композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса. Фиг.16 выполнена в масштабе, при котором 10 мм (миллиметров) на фиг.16 соответствуют 200 мкм (микрометрам). В образце №1 SiC содержал мелкозернистые частицы.
Фиг.17 - вид микроструктуры с фиг.16 при большем увеличении. Фиг.17 выполнена в масштабе, при котором 10 мм = 100 мкм,
Фиг.18 - вид микроструктуры с фиг.16 при большем увеличении. Фиг.18 выполнена в масштабе, при котором 10 мм = 50 мкм.
Фиг.19 - вид микроструктуры с фиг.16, на котором детали показаны при большем увеличении. Фиг.19 выполнена в масштабе, при котором 10 мм = 50 мкм.
Фиг.20 - вид микроструктуры с фиг.16, на котором детали показаны при большем увеличении. Фиг.20 выполнена в масштабе, при котором 10 мм = 25 мкм. Ссылочная позиция 2002 представляет собой первичный твердый α-Mg. Ссылочная позиция 2004 компонент и армирующий компонент соединены с целью формирования, по существу, однородной микроструктуры. Технический эффект этого варианта осуществления состоит в том, что металлический и армирующий компоненты образуют, по существу, однородную микроструктуру.
Фиг.21 - вид микроструктуры образца №2 композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса. Фиг.21 выполнена в масштабе, при котором 10 мм = 200 мкм. В образце №2 SiC содержал крупнозернистые частицы.
Фиг.22 - вид микроструктуры с фиг.21, на котором детали показаны при большем увеличении. Фиг.22 выполнена в масштабе, при котором 10 мм = 25 мкм. Ссылочная позиция 2202 представляет собой первичный твердый α-Mg. Ссылочная позиция 2204 -это армирующие частицы SiC. Ссылочная позиция 2206 - это фракция жидкости, затвердевшей на матрице.
Фиг.23 - вид микроструктуры образца №3 композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса. Фиг.23 выполнена в масштабе, при котором 10 мм = 200 мкм. В образце №3 SiC содержит крупнозернистые частицы.
Фиг.24 - вид микроструктуры с фиг.23, на котором детали показаны при большем увеличении. Фиг.24 выполнена в масштабе, при котором 10 мм = 50 мкм.
Фиг.25 - вид микроструктуры с фиг.23, на котором детали показаны при большем увеличении. Фиг.25 выполнена в масштабе, при котором 10 мм = 25 мкм.
Фиг.26 - вид микроструктуры образца №4 композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса. Фиг.26 выполнена в масштабе, при котором 10 мм = 100 мкм. В образце №4 SiC содержит крупнозернистые частицы.
Фиг.27 - вид микроструктуры с фиг.26, на котором детали показаны при большем увеличении. Фиг.27 выполнена в масштабе, при котором 10 мм = 50 мкм.
Фиг.28 - вид микроструктуры образца №5 композиционного материала с металлической матрицей, отформованного при температуре, близкой к температуре ликвидуса. Фиг.28 выполнена в масштабе, при котором 10 мм = 200 мкм. Композиционный материал с металлической матрицей образца №5 содержал металлический компонент, а также армирующий компонент, который химически активен, по меньшей мере, частично по отношению к металлическому компоненту. В образце №5 SiC реагирует при высокой температуре с жидкой фазой Mg и образует частицы Mg2Si в виде «Китайского почерка».
Фиг.29 - вид микроструктуры с фиг.28, на котором детали показаны при большем увеличении. Фиг.29 выполнена в масштабе, при котором 10 мм = 200 мкм. Ссылочная позиция 2902 представляет собой частицу Mg2Si. Ссылочная позиция 2904 обозначает первичный твердый α-Mg.
Согласно другому варианту осуществления изобретения отформованное изделие содержит металлический компонент, при этом формование производилось при температуре, близкой к температуре ликвидуса металлического компонента. Предпочтительно, чтобы пока металлический компонент находился в состоянии суспензии, содержание твердой фазы в металлическом компоненте не превышало 5%. Предпочтительно, чтобы металлический компонент был отформован с помощью формовочной машины. Предпочтительно, чтобы металлический компонент был отформован с помощью формовочной машины и формовочная машина содержала машину для литья под давлением.
Хотя настоящее изобретения было описано в виде предпочтительных в настоящее время считается вариантов осуществления изобретения, ясно, что изобретение не ограничивается описанными вариантами осуществления. Наоборот, считается, что изобретение покрывает различные модификации и эквивалентные конструкции, не выходящие за границы объема и новизны прилагаемой формулы изобретения. Объем следующей далее формулы изобретения соответствует наиболее широкому толкованию, так что она содержит все подобные модификации и эквивалентные структуры и функции.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИЕВЫЙ СПЛАВ, ПОДХОДЯЩИЙ ДЛЯ ПРИМЕНЕНИЯ ПРИ КОМНАТНОЙ ТЕМПЕРАТУРЕ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2543574C2 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ МАГНИЕВЫЙ СПЛАВ | 1999 |
|
RU2213796C2 |
| УСТРОЙСТВО ДЛЯ РЕОЛИТЬЯ | 2006 |
|
RU2329119C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТИКСОЗАГОТОВОК | 2014 |
|
RU2590432C2 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ПОЛУТВЕРДЫХ СПЛАВОВ | 2003 |
|
RU2288071C2 |
| ЛИТОЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2516679C1 |
| СПЛАВ НА МАГНИЕВОЙ ОСНОВЕ, ПОДХОДЯЩИЙ ДЛЯ ПРИМЕНЕНИЯ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2549040C2 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2215056C2 |
| СПЛАВ НА МАГНИЕВОЙ ОСНОВЕ С ПОВЫШЕННОЙ ТЕКУЧЕСТЬЮ И УСТОЙЧИВОСТЬЮ К ГОРЯЧИМ НАДРЫВАМ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2564370C2 |
| МЕТАЛЛИЧЕСКИЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ, АРМИРОВАННЫХ КЕРАМИЧЕСКИМИ ЧАСТИЦАМИ TIB | 1996 |
|
RU2159823C2 |
Изобретение относится к области литейного производства. Способ включает подачу сплава в устройство для литья под давлением с нагретым цилиндром, перемещение сплава по каналу для расплава посредством шнекового питателя, нагрев сплава, накопление объема сплава в накопительной части цилиндра, регулирование температуры сплава в накопительной части, близкой к температуре ликвидуса, впрыск сплава в литейную форму заранее заданной конфигурации, затвердевание сплава и получение изделия с формой, близкой к заданной. Максимальное содержание твердой фазы в сплаве перед впрыском составляет менее 3%. Достигается повышение механических свойств отливок. 3 н. и 32 з.п. ф-лы, 1 табл., 29 ил.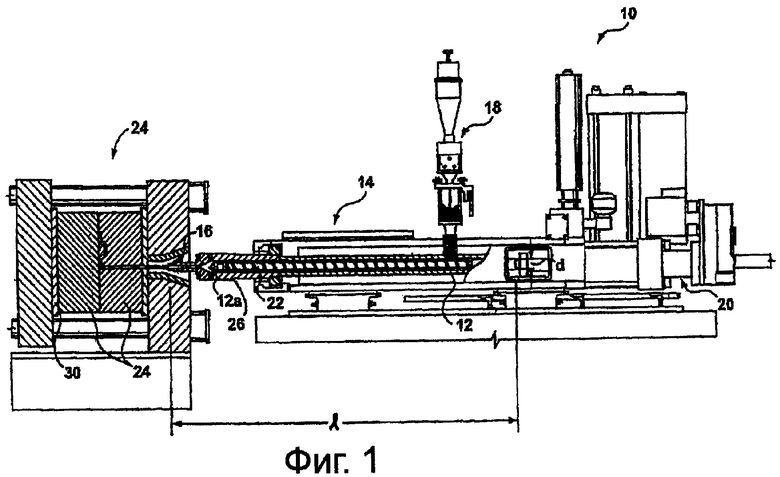
1. Способ литья под давлением для получения изделия, форма которого близка к заданной, включающий подачу сплава в устройство для литья под давлением с нагретым цилиндром, перемещение сплава по каналу для расплава в цилиндре посредством шнекового питателя, расположенного в цилиндре, нагрев сплава до температуры, приблизительно равной температуре ликвидуса сплава, накопление объема сплава в накопительной части цилиндра, регулирование температуры сплава в накопительной части, близкой к температуре ликвидуса сплава так, чтобы максимальное содержание твердой фазы в сплаве составляло менее 3%, впрыск сплава в литейную форму заранее заданной конфигурации, затвердевание сплава и получение изделия с формой, близкой к заданной и мелкозернистой равноосной структурой без крупных направленных дендритов.
2. Способ по п.1, в котором после заполнения формы металлом к нему прикладывают давление.
3. Способ по п.1, в котором сплав выбирают из группы, состоящей из сплава на основе магния, на основе алюминия, на основе свинца, на основе цинка, на основе висмута.
4. Способ по п.1, в котором сплав подают в виде механически раздробленных кусочков.
5. Способ по п.1, в котором сплав подают в виде гранул быстро затвердевшего металла.
6. Способ по любому из пп.1-3, в котором в качестве сплава на основе магния используют сплав AZ91D, который нагревают в цилиндре до номинальной температуры 595°С.
7. Способ по любому из пп.1-3, в котором в качестве сплава на основе магния используют сплав АМ60 В, который нагревают в цилиндре до номинальной температуры 615°С.
8. Способ по любому из пп.1-3, в котором в качестве сплава на основе магния используют сплав AJ52, который нагревают в цилиндре до номинальной температуры 616°С.
9. Способ по п.1, в котором регулирование температуры сплава осуществляют так, что она отличается от температуры ликвидуса сплава не более чем на 2°С.
10. Способ по п.1, в котором регулирование температуры сплава осуществляют так, что она отличается от температуры ликвидуса сплава не более чем на 1°С.
11. Способ по п.1, в котором в цилиндр подают инертный газ, защищающий сплав от окисления.
12. Способ по п.11, в котором в качестве инертного газа подают аргон.
13. Способ по п.1, в котором в качестве литейной формы используют форму, конфигурация которой близка к заданной форме изделия с толщиной стенок, не превосходящей 2 мм.
14. Способ по п.1, в котором регулирование температуры сплава в накопительной части осуществляют так, что максимальное содержание твердой фазы составляет примерно 1%.
15. Способ по п.1, в котором регулирование температуры сплава в накопительной части осуществляют так, что твердая фаза практически отсутствует.
16. Способ по п.1, в котором металлический сплав содержит композиционный материал с металлической матрицей.
17. Способ по п.1, в котором регулирование температуры сплава в накопительной части, близкой к температуре ликвидуса сплава осуществляют так, чтобы максимальное содержание твердой фазы составляло менее 2%.
18. Изделие с формой, близкой к заданной, полученное способом по любому из пп.1-17.
19. Изделие по п.18, которое изготовлено из сплава на основе магния AZ91D и имеет микроструктуру, состоящую из зерен α-Mg размером 20 мкм.
20. Изделие по п.19, в котором зерна α-Mg окружены в основном прерывистыми выделившимися частицами интерметаллической фазы Mgl7A112.
21. Композиционный материал с металлической матрицей для получения литьем под давлением изделия, форма которого близка к заданной, содержащий металлический компонент, армирующий компонент, встроенный в металлический компонент, при этом металлический и армирующий компоненты нагреты до температуры, близкой к температуре ликвидуса металлического компонента, превращены в сплав в формовочной машине, максимальное содержание твердой фазы в котором менее 3%, и подвергнуты литью под давлением в формовочной машине, причем металлический компонент имеет мелкозернистую, равноосную структуру, по существу, без крупных направленных дендритов.
22. Композиционный материал по п.21, который в качестве металлического компонента содержит сплав магния, при этом металлический и армирующий компоненты превращены в формовочной машине в сплав, температура которого составляет примерно от 695°С до примерно 693°С.
23. Композиционный материал по п.21, который в качестве металлического компонента содержит сплав на основе магния, на основе алюминия, на основе цинка и любое их сочетание.
24. Композиционный материал по п.21, который в качестве металлического компонента содержит сплав на основе магния AZ91D.
25. Композиционный материал по п.21, в котором металлический и армирующий компоненты смешаны для получения однородной макроструктуры сплава.
26. Композиционный материал по п.21, в котором металлический и армирующий компоненты образуют однородную микроструктуру сплава.
27. Композиционный материал по п.21, в котором в качестве металлического компонента содержит суспензию металл - сплав, содержащую твердую фазу.
28. Композиционный материал по п.21, в котором армирующий компонент, по меньшей мере, частично химически активен металлическому компоненту.
29. Композиционный материал по п.21, в котором армирующий компонент химически инертен к металлическому компоненту.
30. Композиционный материал по п.21, который в качестве армирующего компонента содержит металлический сплав.
31. Композиционный материал по п.21, который в качестве армирующего компонента содержит неметаллический компонент.
32. Композиционный материал по п.21, который в качестве армирующего компонента содержит порошок.
33. Композиционный материал по п.21, который в качестве армирующего компонента содержит карбид кремния (SiC).
34. Композиционный материал по п.21, в качестве армирующего компонента содержит нитрид бора (BN).
35. Композиционный материал по п.21, в котором сплав максимально содержит твердой фазы меньше 2%.
| US 5979535 А, 09.11.1999 | |||
| US 6619370 А, 16.09.2003 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МЕТОДОМ ИНЖЕКЦИИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ИМЕЮЩЕГО ДЕНДРИТНЫЕ СВОЙСТВА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023532C1 |

