Область техники
Настоящее изобретение относится к магниевым сплавам, подходящим для применения при комнатной температуре, с высокой прочностью/высоким удлинением, а также к способам их получения.
Уровень техники
В настоящее время магнийалюминиевые сплавы широко используются в различных отраслях промышленности. При добавлении алюминия (Аl) к магниевому (Mg) сплаву происходит увеличение прочности магниевого сплава, снижение температуры его плавления и увеличение текучести в связи с упрочнением твердого раствора в присутствии алюминия и зернограничным упрочнением в связи с формированием β-фазы (Mg17Al12). Поэтому магниевые сплавы с добавлением алюминия подходят для литья под давлением. Однако из-за увеличения доли β-фаз, отличающихся высокой хрупкостью, ухудшается пластичность. Для применения в составе автомобильных деталей магниевые сплавы не должны сразу же разрушаться, а должны выдерживать воздействие за счет поглощения его энергии, даже если воздействие приходится на них. В связи с этим магниевые сплавы должны иметь высокую пластичность при комнатной температуре. Повышение пластичности также позволяет обеспечить технологичность и формуемость продукта.
Поэтому для обеспечения прочности и литьевых характеристик магниевых сплавов требуется разработка магнийалюминиевых сплавов, отличающихся высокой пластичностью, в которых степень добавления алюминия должна поддерживаться на заранее заданном уровне или превышать его. В общем случае повышение пластичности сопровождается ухудшением прочности. Если повышение пластичности вызывает снижение прочности, этот фактор также ограничивает область применения сплавов и тем самым затрудняет коммерческое использование магниевых сплавов.
Соответственно, следует одновременно учитывать как пластичность, так и прочность. Для повышения пластичности магнийалюминиевых сплавов следует подавлять формирование β-фаз, отличающихся высокой хрупкостью, за счет формирования новой фазы путем добавления элементов, высокореакционноспособных по отношению к Mg или Аl.
Описание изобретения
Техническая задача
Задачей настоящего изобретения является обеспечение магниевого, подходящего для применения при комнатной температуре, получаемого путем добавления оксида щелочноземельного металла (в частности, оксида кальция) к расплавленному магнию или магниевому сплаву, а также способа его получения. Другой задачей настоящего изобретения является обеспечение магниевого, подходящего для применения при комнатной температуре, позволяющего одновременно повысить пластичность и прочность за счет повышения внутренней целостности отливки, например, путем снижения количества оксидов, включений и пор, путем добавления к магниевому сплаву СаО, а также способа получения магниевого сплава, подходящего для применения при комнатной температуре.
Задачи настоящего изобретения не ограничиваются описанными выше, и специалистам в данной области техники, исходя из приведенных ниже сведений, будут очевидны другие задачи, не описанные в настоящем разделе.
Техническое решение
В соответствии с примером реализации настоящего изобретения, способ получения сплава на магниевой основе включает расплавление магния или магниевого сплава; добавление 0,05 мас. % до 1,2 мас. % оксида кальция (СаО) на поверхность расплава, в котором расплавлен магний или магниевый сплав; расходование СаО в процессе поверхностного перемешивания, с тем чтобы при протекании в достаточной степени реакции между расплавом и СаО в магнии или магниевом сплаве не осталось бы, по существу, СаО; и обеспечение возможности взаимодействия кальция (Са), полученного в результате реакции, с расплавом, чтобы в составе магния или магниевого сплава, по существу, не оставалось кальция.
В частности, количество добавленного СаО может находиться в пределах от 0,2 до 0,9 мас. %. Количество добавленного СаО может находиться в пределах от 0,3 до 0,7 мас. %. Соединение, полученное в результате добавления кальция, может включать по меньшей мере одно из следующих соединений: Mg2Ca, Al2Ca и (Mg, Al)2Ca.
В соответствии с другим примером реализации настоящего изобретения, сплав на магниевой основе характеризуется тем, что сплав на магниевой основе получают путем добавления от 0,05 мас. % до 1,2 мас. % СаО к расплавленному магнию или магниевому сплаву, и частичного или полного расходования СаО путем реакции восстановления СаО с расплавленным магнием или магниевым сплавом, причем сплав на магниевой основе содержит соединение, полученное в результате объединения Са с Mg или другими легирующими элементами в сплаве на магниевой основе, что позволяет обеспечить более высокие значения механических свойств при комнатной температуре по сравнению с магнием или магниевыми сплавами, к которым не добавляют СаО. В частности, механические свойства при комнатной температуре могут представлять собой любое из следующих свойств: предел текучести при комнатной температуре, прочность на разрыв при комнатной температуре и удлинение при комнатной температуре.
Механические свойства при комнатной температуре могут увеличиваться при увеличении количества добавленного СаО. Предел текучести при комнатной температуре или прочность на разрыв при комнатной температуре могут увеличиваться одновременно с увеличением удлинения при комнатной температуре при увеличении количества добавленного СаО.
Количество добавленного СаО может находиться в пределах от 0,2 мас. % до 0,9 мас. %, и количество добавленного СаО может находиться в пределах от 0,3 мас. % до 0,7 мас. %. Соединение, полученное в результате добавления Са, может включать по меньшей мере одно из следующих соединений: Mg2Ca, Al2Ca и (Mg, Аl)2Са.
Преимущества
Как указано выше, согласно настоящему изобретению, при добавлении СаО к коммерчески доступному магниевому сплаву микроструктура магниевого сплава становится более мелкодисперсной, причем образуются фазы типа Аl2Са и аналогичные им. Кроме того, добавление СаО позволяет предотвратить образование β-фаз (Mg17Al12), отличающихся высокой хрупкостью, и существенно уменьшить дефекты литья.
Следовательно, добавление СаО приводит к одновременному повышению как прочности, так и пластичности магниевого сплава.
Краткое описание чертежей
На фиг.1 представлена блок-схема, показывающая способ получения сплава на магниевой основе согласно настоящему изобретению;
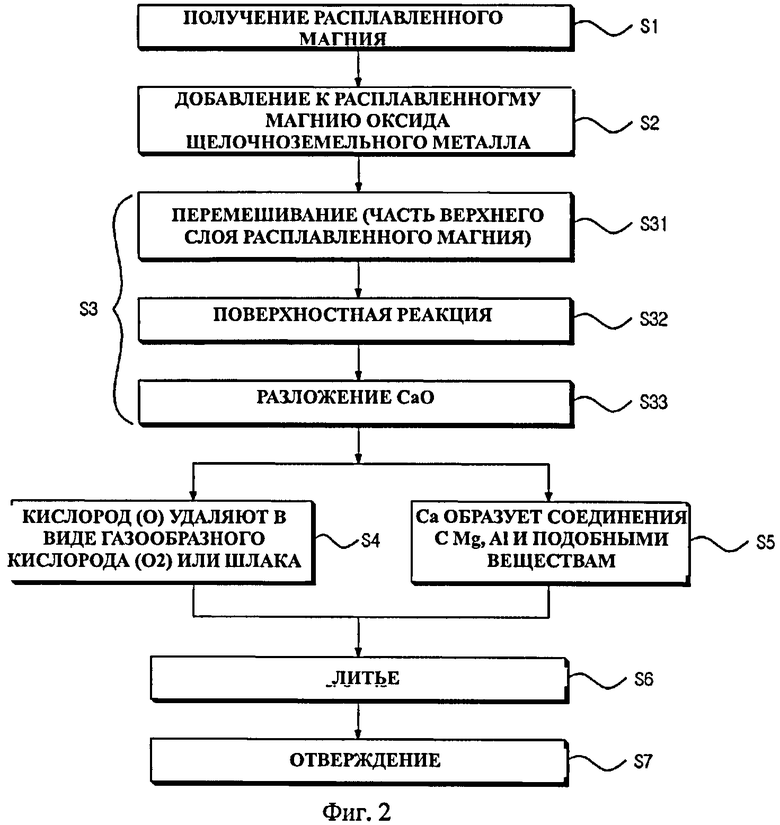
На фиг.2 представлена блок-схема, показывающая диссоциацию оксида щелочноземельного металла (СаО), добавленного к магниевому сплаву согласно настоящему изобретению;
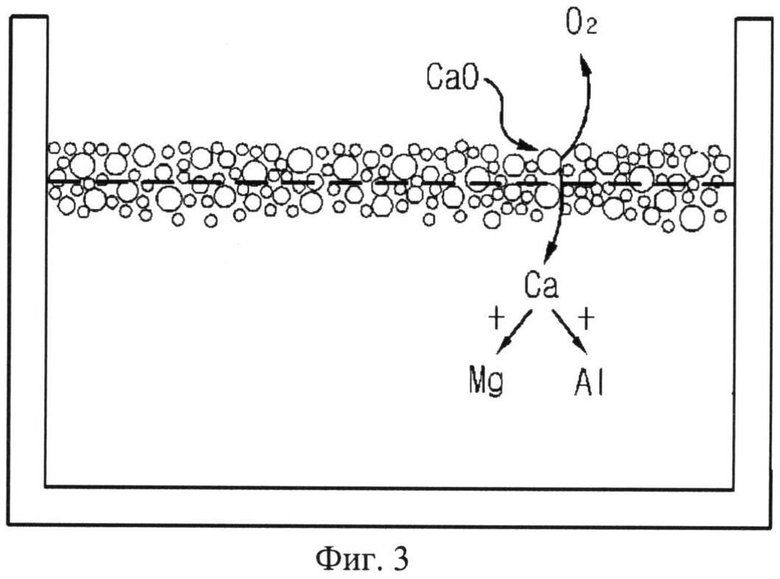
На фиг.3 представлена схема, показывающая диссоциацию оксида щелочноземельного металла (СаО) путем перемешивания верхнего слоя магниевого сплава согласно настоящему изобретению;
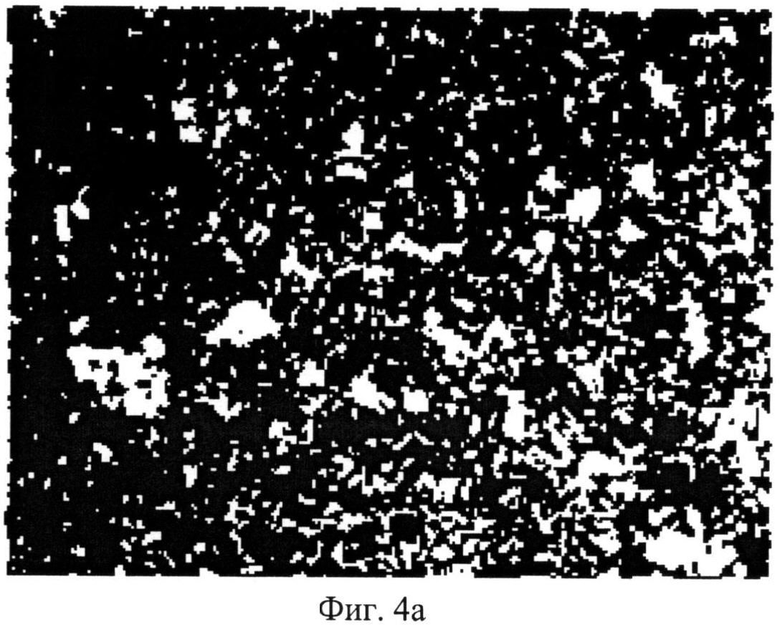
На фиг.4а представлена фотография, на которой показана микроструктура продукта, полученного методом литья под давлением, с использованием AZ91D в соответствии с примером сравнения;
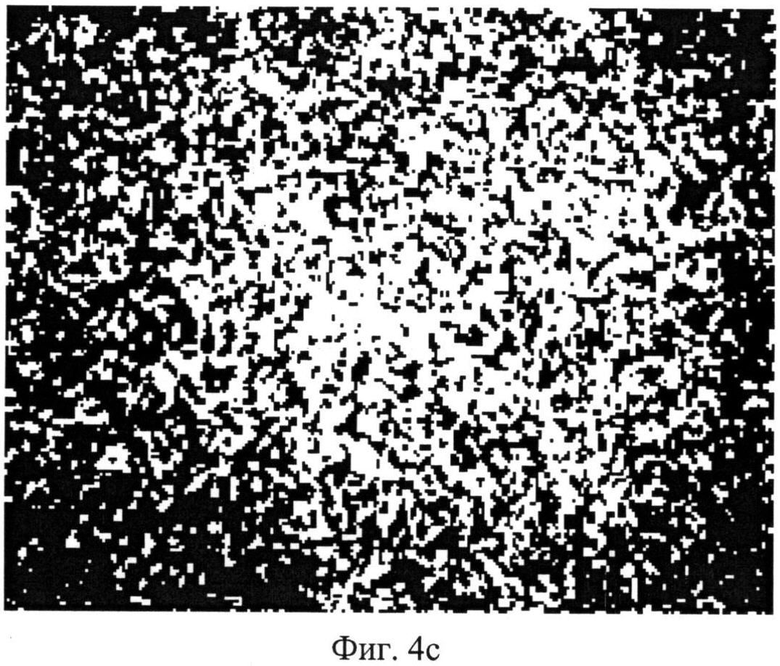
На фиг.4b и 4с представлены фотографии, на которых показаны микроструктуры продуктов, полученных методом литья под давлением, с использованием магниевых сплавов, изготовленных путем добавления к AZ91D 0,3 мас. % и 0,7 мас. % СаО соответственно, согласно настоящему изобретению;
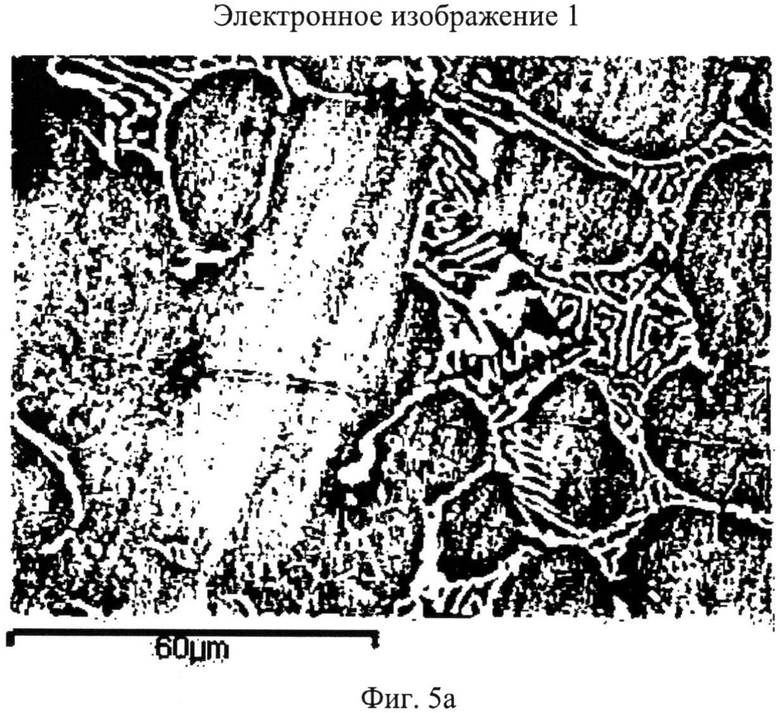
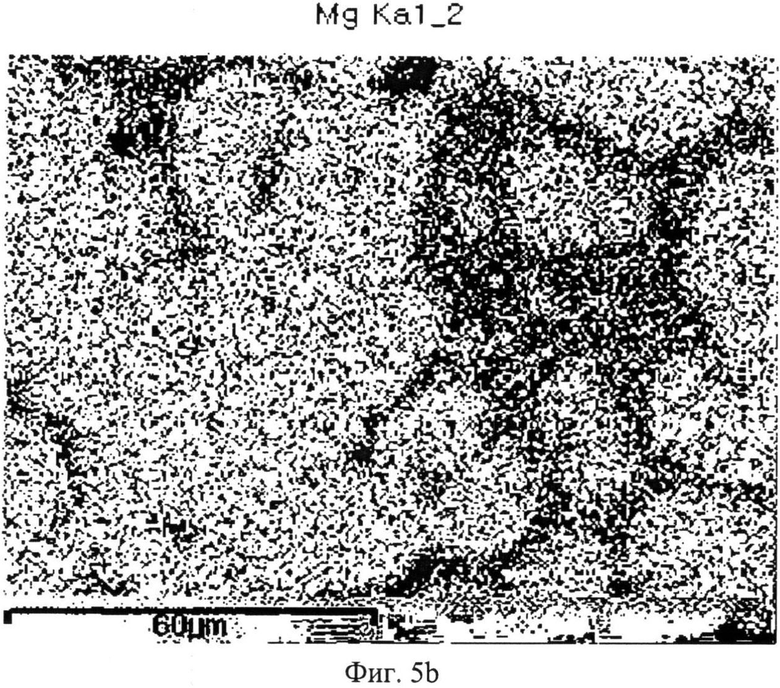
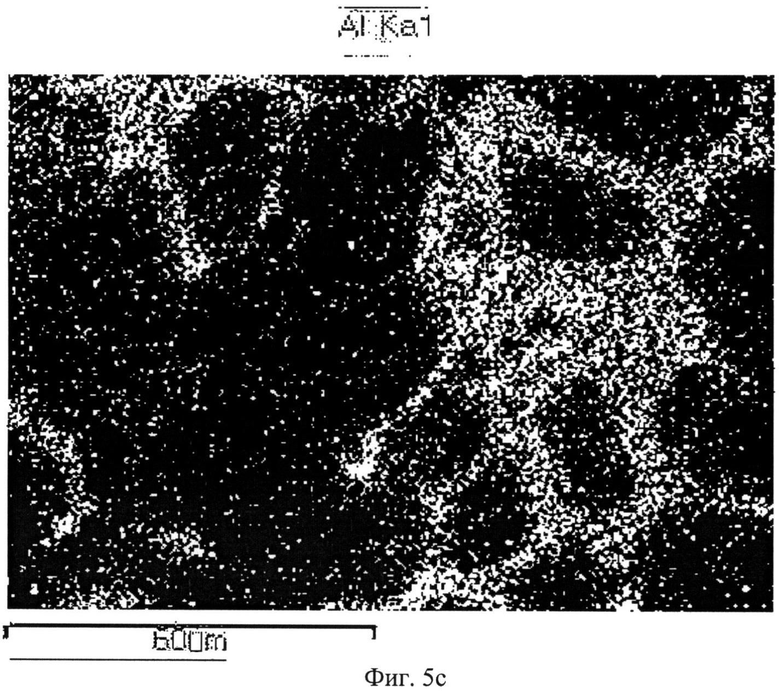
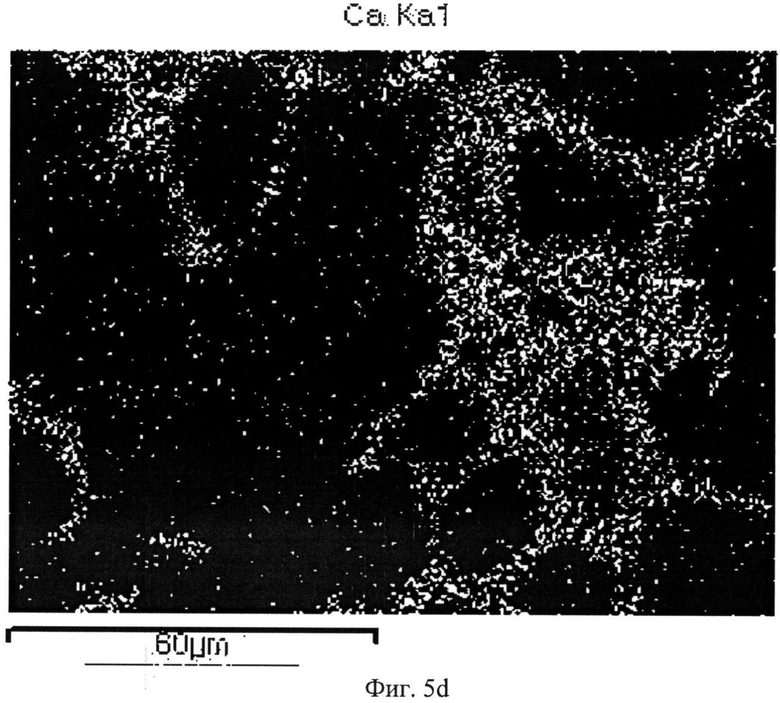
На фиг.5а-5d представлены фотографии, на которых показаны результаты экспериментального исследования методом ЭРС для магниевых сплавов, полученных по способу согласно настоящему изобретению;
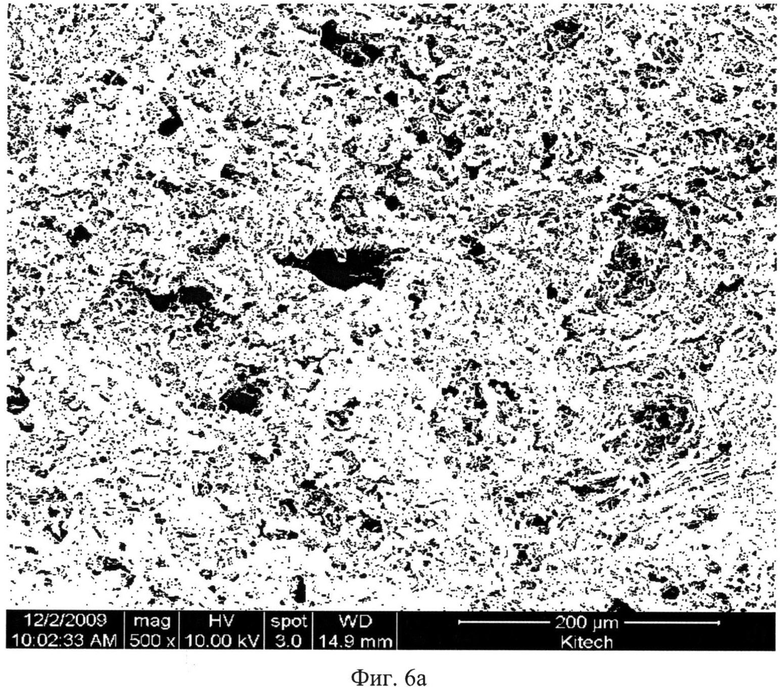
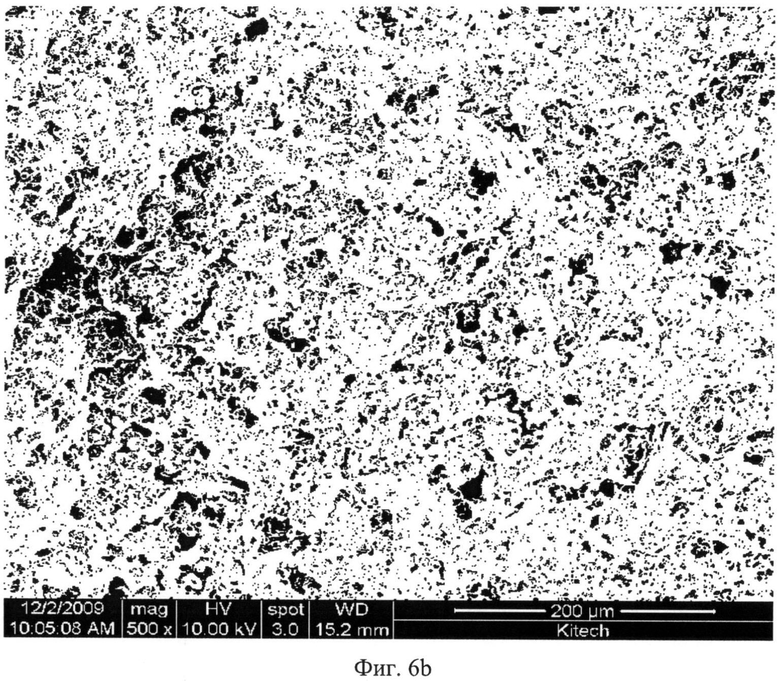
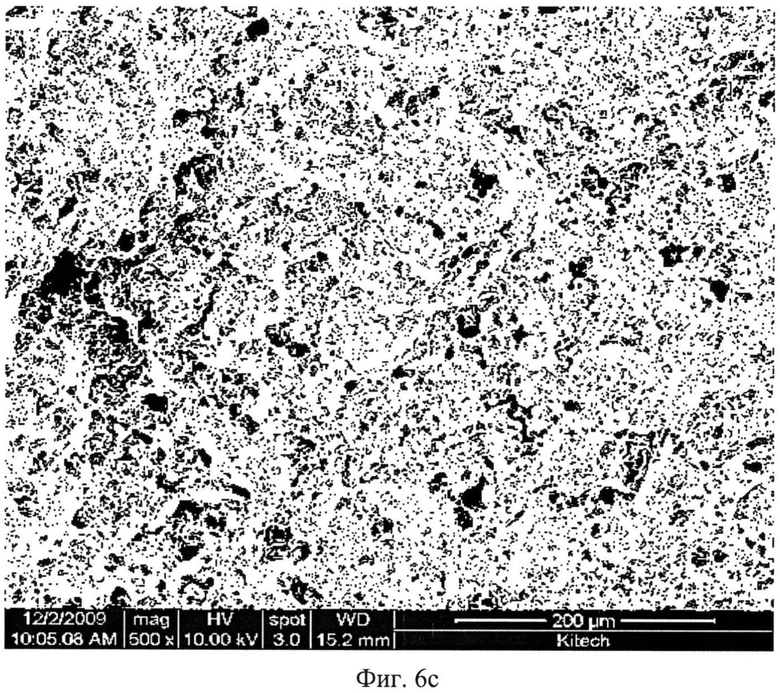
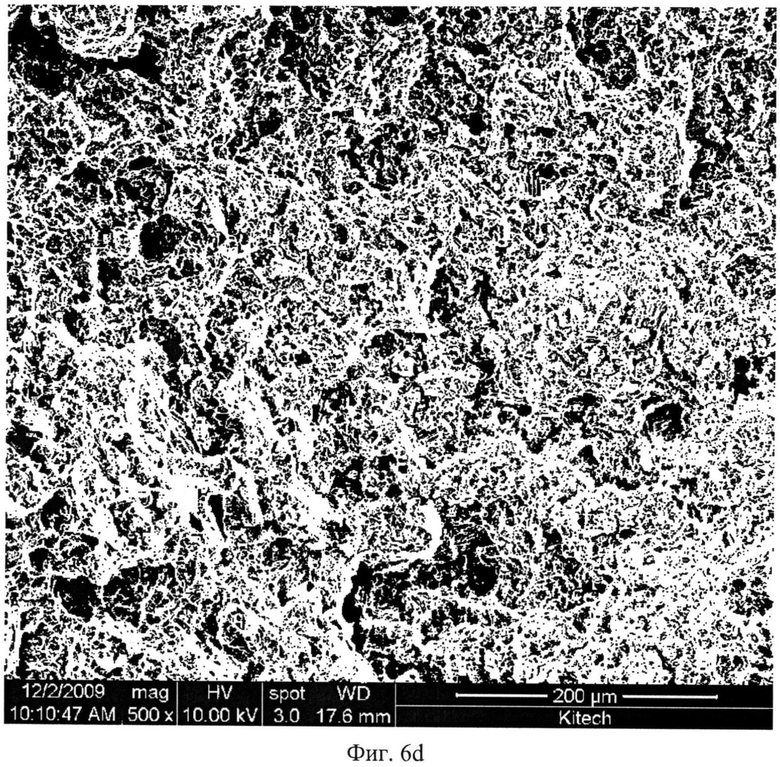
На фиг.6а-6d представлены изображения СЭМ, на которых показаны поверхности излома образцов для испытания магниевых сплавов, полученных согласно настоящему изобретению;
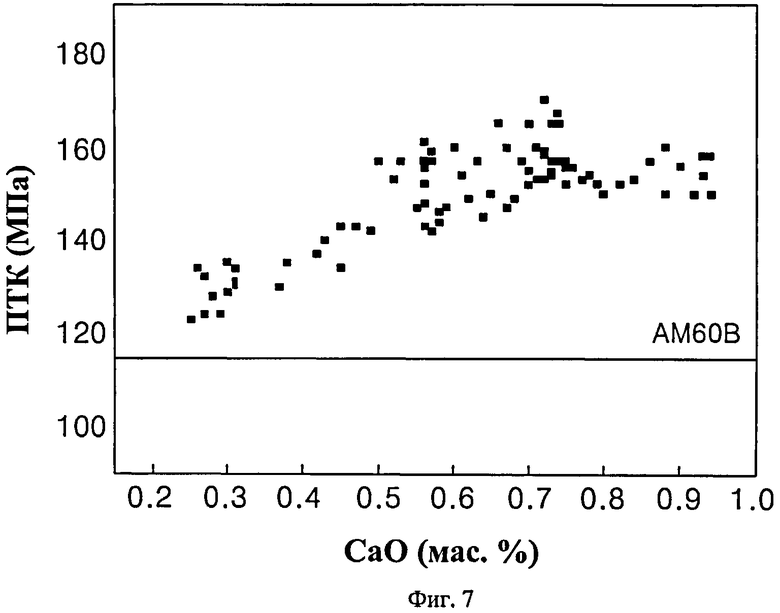
На фиг.7 представлен график, на котором показаны значения пределов текучести при комнатной температуре для магниевых сплавов, полученных при изменении содержания СаО согласно настоящему изобретению, по сравнению со значениями пределов текучести при комнатной температуре для магниевых сплавов без использования СаО;
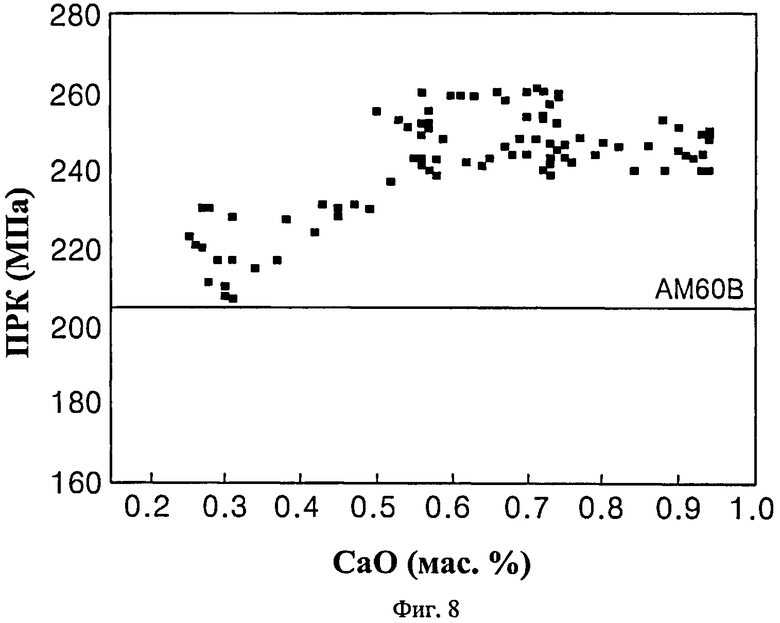
На фиг.8 представлен график, на котором показаны значения прочности на разрыв при комнатной температуре для магниевых сплавов, полученных при изменении содержания СаО согласно настоящему изобретению, по сравнению со значениями прочности на разрыв при комнатной температуре для магниевых сплавов без использования СаО;
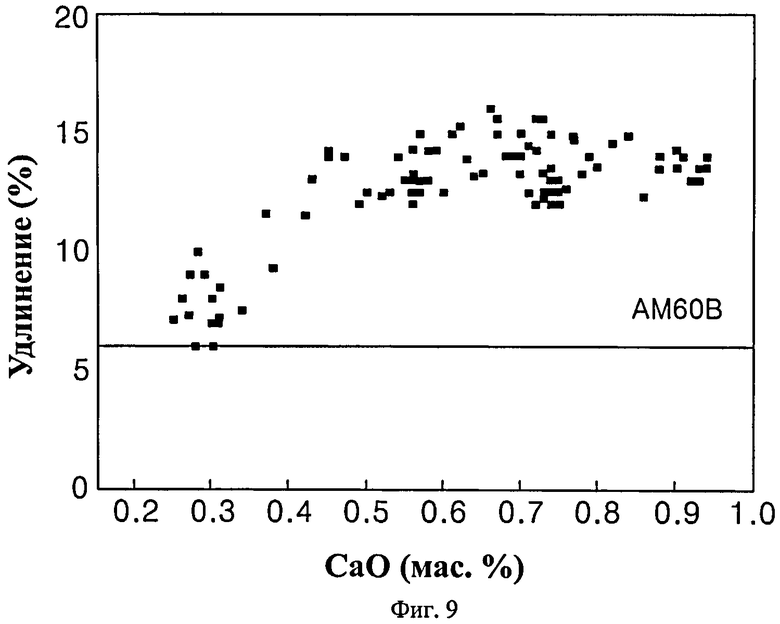
На фиг.9 представлен график, на котором показаны значения удлинения при комнатной температуре для магниевых сплавов, полученных при изменении содержания СаО согласно настоящему изобретению, по сравнению со значениями удлинения при комнатной температуре для магниевых сплавов без использования СаО;
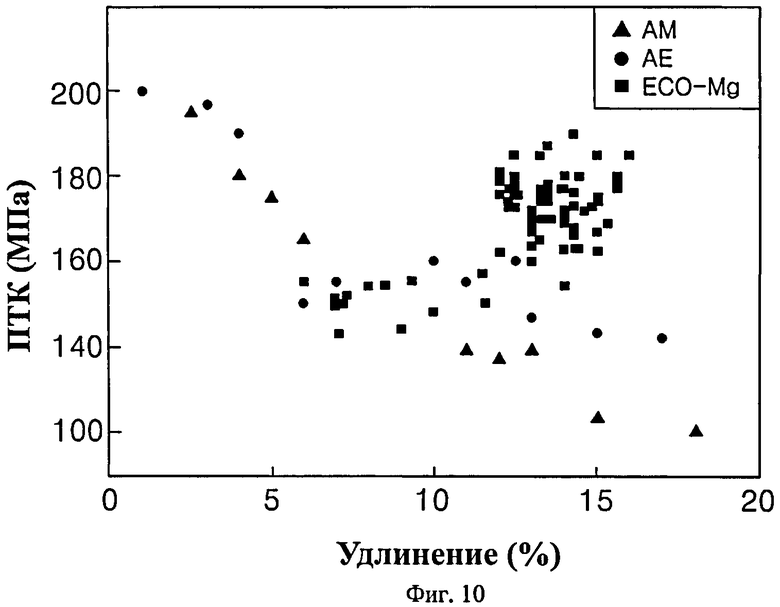
На фиг.10 представлен график, на котором показаны значения удлинения при комнатной температуре и прочности на разрыв при комнатной температуре для магниевых сплавов, полученных при изменении содержания СаО согласно настоящему изобретению, по сравнению со значениями удлинения при комнатной температуре и прочности на разрыв при комнатной температуре для магниевых сплавов без использования СаО;
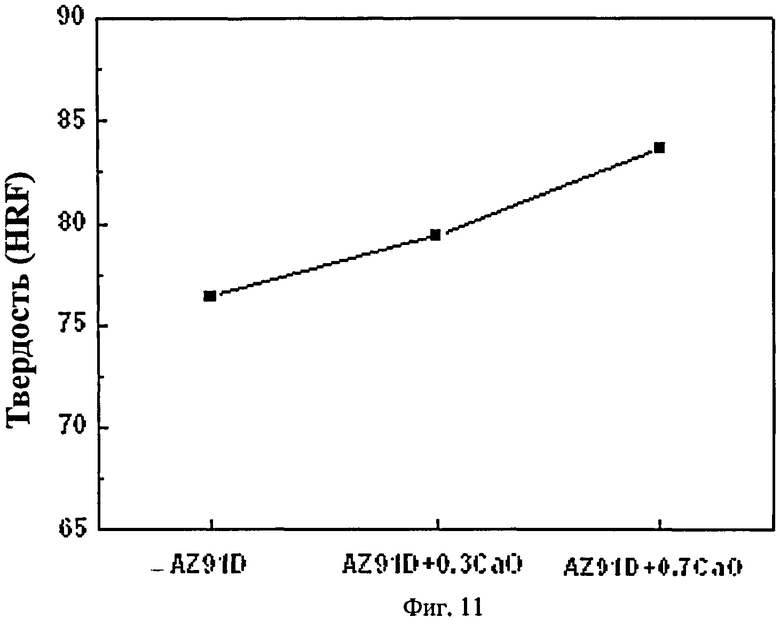
На фиг.11 приведен график, на котором представлены значения твердости при комнатной температуре для магниевых сплавов, полученных путем добавления 0,3 мас. % и 0,7 мас. % СаО в сплав AZ91D соответственно, по сравнению с твердостью при комнатной температуре для магниевого сплава AZ91D без использования СаО;
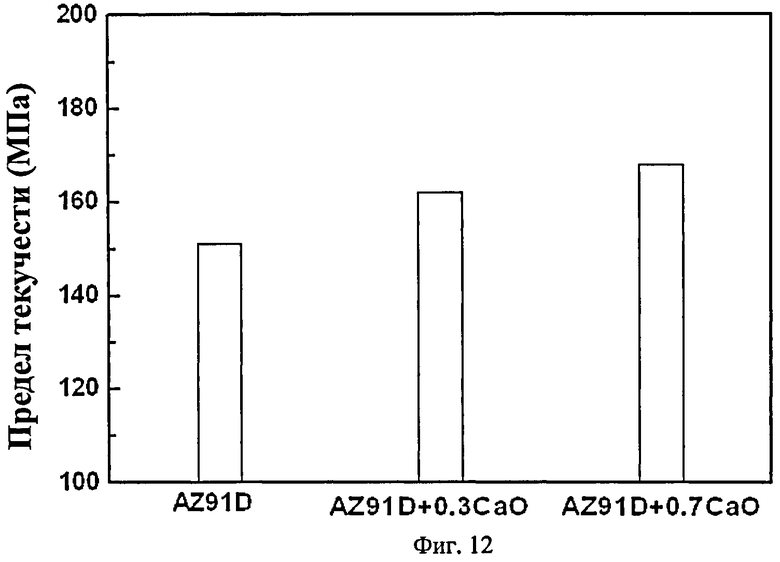
На фиг.12 приведен график, на котором представлены значения пределов текучести при комнатной температуре для магниевых сплавов, полученных путем добавления 0,3 мас. % и 0,7 мас. % СаО в сплав AZ91D соответственно, по сравнению с пределами текучести при комнатной температуре для магниевого сплава AZ91D без использования СаО;
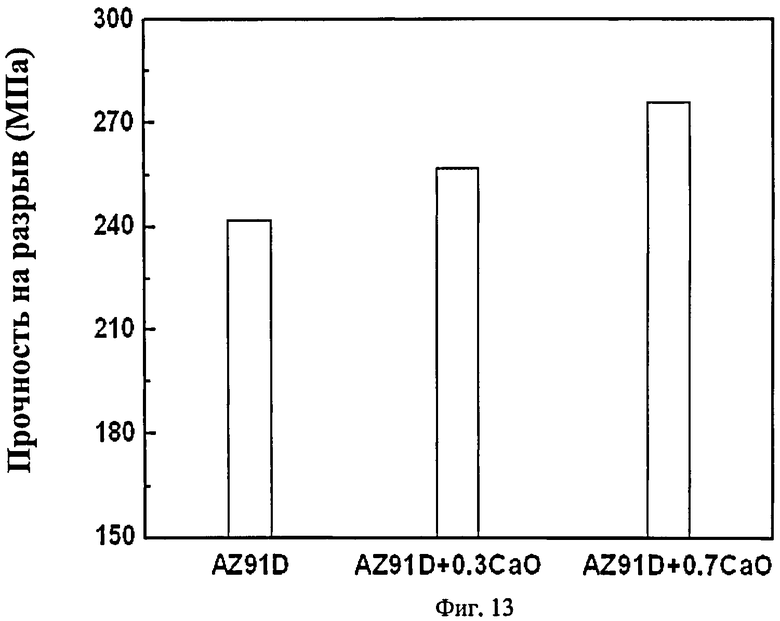
На фиг.13 приведен график, на котором представлены значения прочности на разрыв при комнатной температуре для магниевых сплавов, полученных путем добавления 0,3 мас. % и 0,7 мас. % СаО в сплав AZ91D соответственно, по сравнению с прочностью на разрыв при комнатной температуре для магниевого сплава AZ91D без использования СаО;
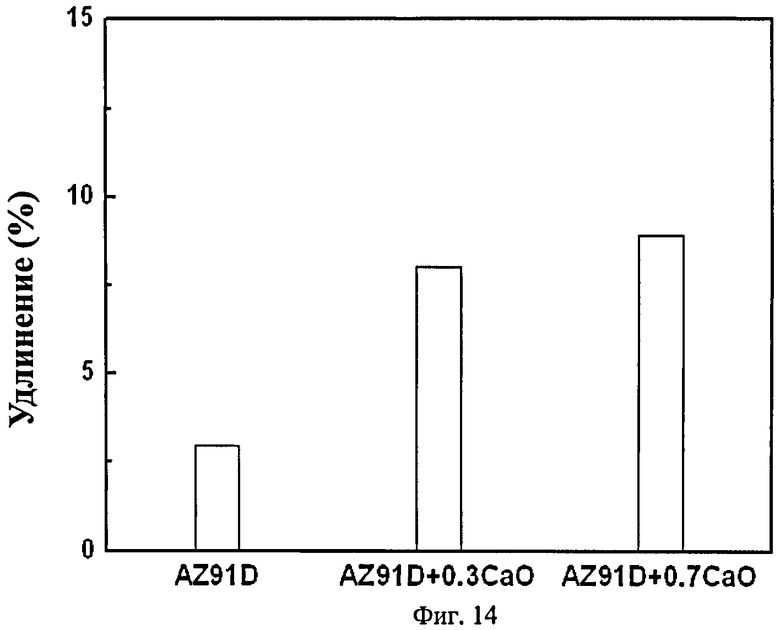
На фиг.14 приведен график, на котором представлены значения удлинения при комнатной температуре для магниевых сплавов, полученных путем добавления 0,3 мас. % и 0,7 мас. % СаО в сплав AZ91D соответственно, по сравнению с удлинением при комнатной температуре для магниевого сплава AZ91D без использования СаО; и
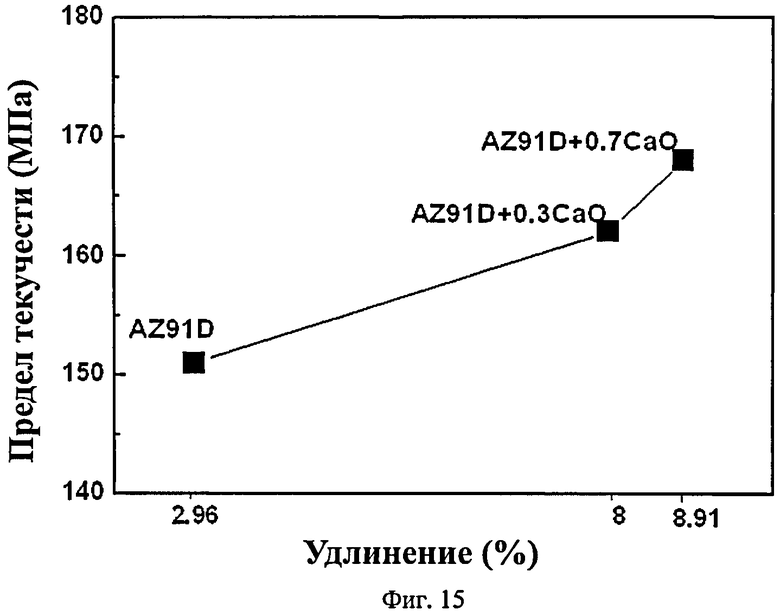
На фиг.15 приведен график, характеризующий соотношения между удлинением при комнатной температуре и пределом текучести при комнатной температуре в магниевых сплавах, полученных путем добавления 0,3 мас. % и 0,7 мас. % СаО в сплав AZ91D соответственно, в сравнении с соотношением между удлинением при комнатной температуре и пределом текучести при комнатной температуре для магниевого сплава AZ91D без использования СаО.
Наилучшие варианты реализации изобретения
Предпочтительные варианты реализации настоящего изобретения более подробно описаны ниже со ссылкой на соответствующие чертежи. В каждом возможном случае для описания аналогичных или подобных элементов в составе описаний и чертежей используют подобные номера позиций. Кроме того, подробные описания, относящиеся к хорошо известным функциям или конфигурациям, будут исключены, с тем чтобы они не могли быть приняты за предмет настоящего изобретения.
В настоящем изобретении способ получения нового сплава путем добавления СаО к расплавленному магнию и его сплаву используется для решения проблем, возникающих при добавлении кальция к магнию, а также для снятия ограничений по физическим свойствам.
На фиг.1 приведена блок-схема, описывающая способ получения сплава на магниевой основе согласно настоящему изобретению.
Как показано на фиг.1, способ получения сплава на магниевой основе согласно настоящему изобретению включает следующие стадии: получение расплава на магниевой основе (S1); добавление оксида щелочноземельного металла (в настоящем изобретении - СаО) (S2); перемешивание расплава на магниевой основе (S3); расходование оксида щелочноземельного металла (S4); обеспечение возможности реакции щелочноземельного металла (в настоящем изобретении - кальция) с расплавом на магниевой основе (S5); процесс литья (S6) и отверждение (S7). Хотя для удобства описания стадия расходования оксида щелочноземельного металла S4 и стадия обеспечения возможности реакции щелочноземельного металла с расплавом на магниевой основе S5 указаны как отдельные, данные две стадии S4 и S5 осуществляют практически одновременно. Таким образом, стадия S5 начинается в момент начала подачи щелочноземельного металла на стадии 4.
На стадии получения расплава на магниевой основе S1 магний или магниевый сплав помещают в тигель и нагревают до температуры, составляющей от 400°C до 800°C в атмосфере защитного газа. Затем в тигле расплавляют магниевый сплав с получением расплава на магниевой основе.
Температура плавления магния или магниевого сплава
Температура, указанная здесь как необходимая для плавления магния или магниевых сплавов, является температурой плавления чистого магния или магниевых сплавов. Температура плавления может быть различной в зависимости от типа сплава. Для протекания реакции в достаточной степени СаО добавляют, когда магний или магниевый сплав полностью находятся в расплавленном состоянии. Достаточной температурой плавления магния или магниевого сплава является температура, при которой твердая фаза расплавляется в достаточной степени, чтобы полностью существовать в виде жидкой фазы. Однако согласно настоящему изобретению для поддержания расплавленного магния в диапазоне температур с достаточным запасом требуется совершение работы, с учетом того, что температура расплавленного магния снижается в связи с добавлением СаО.
В данном случае при температуре менее 400°C сложно получить расплавленный магниевый сплав. С другой стороны, при температуре более 800°C существует риск воспламенения сплава на магниевой основе. Как правило, расплавленный магний образуется при температуре 600°C или более, в то время как расплавленный магниевый сплав может образовываться при температурах от 400°C до 600°C или менее. В целом, во многих случаях в металлургической промышленности температура начала плавления снижается по мере протекания процесса образования сплава.
При увеличении температуры плавления до слишком высокого уровня может происходить испарение жидкого металла. Также, в связи с наличием собственных характерных свойств, магний рано начинает воспламеняться, в результате чего могут происходить потери расплава магния и на итоговые физические свойства может быть оказано негативное влияние.
Магний, используемый на стадии получения расплава на магниевой основе S1, может представлять собой любой магний, выбранный из чистого магния, магниевого сплава и их аналогов. Кроме того, магниевый сплав может представлять собой любой магниевый сплав, выбранный из AZ91D, АМ20, АМ30, АМ50, АМ60, AZ31, AS41, AS31, AS21X, АЕ42, АЕ44, АХ51, АХ52, AJ50X, AJ52X, AJ62X, MRI153, MRI230, АМ-НР2, магний-Al, магний-Al-Re, магний-Al-Sn, магний-Zn-Sn, магний-Si, магний-Zn-Y и их аналогов; однако настоящее изобретение не ограничивается указанными вариантами. Можно использовать любой магниевый сплав, имеющийся в промышленности. На стадии добавления оксида щелочноземельного металла S2 к расплавленному магнию добавляют СаО в порошкообразной форме. Для ускорения реакции с магниевым сплавом предпочтительно, чтобы СаО был переведен в порошкообразную форму.
Порошкообразная форма СаО
В качестве исходного материала для реакции можно использовать СаО в любой форме. Предпочтительно добавление СаО осуществляют в порошкообразном состоянии, чтобы увеличить площадь поверхности для обеспечения высокого выхода реакции. Если добавка находится в слишком мелкодисперсном состоянии, т.е. размер частиц не превышает 0,1 мкм, существует вероятность рассеяния добавки испаряющимся магнием или потоком горячих газов, что затрудняет введение добавки в печь. Кроме того, происходит агломерация частиц между собой, и объединенные таким образом частицы не способны легко смешиваться с жидким расплавленным металлом. Напротив, нежелательно использовать слишком грубодисперсный порошок, так как общая площадь поверхности при этом не увеличивается. Предпочтительный оптимальный размер частиц не должен превышать 500 мкм. Более предпочтительно размер частиц может составлять 200 мкм или менее.
Для того чтобы предотвратить рассеяние порошкообразной фазы возможно введение СаО в форме гранул, являющихся агломератами, полученными из порошка.
Добавление оксида щелочноземельного металла (оксида кальция)
В настоящем изобретении в качестве оксида щелочноземельного металла, добавляемого к расплавленному магнию, использовался СаО. Кроме того, в качестве оксида щелочноземельного металла можно использовать любые оксиды, выбранные из оксида стронция (SrO), оксида бериллия (ВеО), оксида магния (MgO) и их аналогов.
Добавление оксида щелочноземельного металла, используемого на стадии добавления оксида щелочноземельного металла S2, можно осуществлять в диапазоне от 0,001 до 30 мас. %.
Количество вводимого оксида щелочноземельного металла определяется итоговым планируемым компонентным составом сплава. Т.е. количество СаО можно определять путем проведения обратных расчетов, исходя из требуемого количества кальция, которое необходимо ввести в состав магниевого сплава. Физические свойства магниевого сплава отличаются от его исходных физических свойств, если количество кальция, введенного непрямым образом в состав магниевого сплава, превышает 21,4 мас. % (30 мас. % при расчете для СаО), и, следовательно, предпочтительно, чтобы количество вводимого СаО было установлено на уровне 30 мас. % или менее.
В настоящем изобретении количество вводимого СаО, используемого в качестве оксида щелочноземельного металла, составляет от 0,05 мас. % до 1,2 мас. %. Исключительные физические свойства, например высокие значения прочности при комнатной температуре (прочность на разрыв/предел текучести) и удлинения при комнатной температуре, могут быть получены при количестве вводимого СаО 1,2 мас. % или менее. Улучшение физических свойств было относительно невелико, когда вводимое количество было менее 0,05 мас. %. Более предпочтительно, если количество СаО составляет от 0,2 мас. % до 0,9 мас. %. Еще более предпочтительно, если количество СаО составляет от 0,3 мас. % до 0,7 мас. %. Исключительные физические свойства, т.е. исключительно высокая прочность/высокое удлинение при комнатной температуре могут быть получены для количества вводимого СаО от 0,3 мас. % до 0,7 мас. %. Также в пределах от 0,3 мас. % до 0,7 мас. % СаО механические свойства при комнатной температуре (прочность на разрыв, предел текучести, удлинение) увеличиваются при увеличении количества СаО.
На стадии перемешивания S3 расплавленный магний перемешивают в течение периода времени от 1 секунды до 60 минут на 0,1 мас. % добавленного СаО.
При этом если время перемешивания менее 1 секунды/0,1 мас. %, то СаО не смешивается в достаточной степени с расплавленным магнием; и если время перемешивания более 60 минут/0,1 мас. %, время перемешивания расплавленного магния может увеличиться излишне. В целом время перемешивания зависит от объема расплавленного магния и количества вводимого СаО.
Требуемое количество порошкообразных оксидов можно вводить единовременно. Однако для увеличения скорости реакции и снижения тенденции к агломерации предпочтительно, чтобы порошкообразные добавки вводили последовательно через определенный период времени относительно времени первого ввода, или же порошкообразные добавки объединяли бы в несколько партий требуемого объема, а указанные партии вводили последовательно.
Способ и условия перемешивания
Для эффективного протекания реакции между магнием или магниевым сплавом и оксидом кальция согласно настоящему изобретению предпочтительно осуществлять перемешивание расплавленного магния. В целом перемешивание можно осуществлять за счет создания электромагнитного поля с использованием устройства, способного генерировать электромагнитные поля вокруг печи, где содержится расплавленный магний, в результате чего в расплавленном магнии начинается конвекция. Также для расплавленного магния можно применять искусственное перемешивание (механическое перемешивание), осуществляемое извне. В случае механического перемешивания, его можно осуществлять таким образом, чтобы не допускать агломерации порошка СаО. Конечной целью перемешивания в рамках описания настоящего изобретения является правильное инициирование реакции восстановления между расплавленным магнием и добавленными порошкообразными веществами.
Время перемешивания может зависеть от температуры расплавленного металла и состояния добавляемых порошкообразных веществ (предварительный нагрев или подобное состояние). Предпочтительным вариантом является возможность принципиального продолжения перемешивания до тех пор, пока на поверхности расплавленного магния не перестанут наблюдаться порошкообразные вещества. Так как удельный вес порошкообразных веществ ниже, чем у расплавленного магния, в нормальном состоянии они могут плавать на поверхности расплавленного магния; момент времени, когда порошки и расплавленный магний прореагировали в достаточной степени, можно косвенно определить по времени, когда наличие порошкообразных веществ перестает наблюдаться на поверхности расплавленного магния. В настоящей заявке термин «реагируют в достаточной степени» означает, что все порошкообразные СаО, по существу, прореагировали с расплавленным магнием и были израсходованы. Хотя на поверхности расплавленного магния не наблюдается СаО, не следует исключать возможности его наличия в объеме расплавленного магния. Поэтому еще не всплывший порошок СаО следует выдерживать в течение определенного времени после времени перемешивания, и для завершения реакции порошков СаО, еще не прореагировавших с расплавленньм магнием, может потребоваться время выдержки.
Время перемешивания
Перемешивание эффективно, если его осуществляют одновременно с добавлением порошкообразных оксидов. Кроме того, перемешивание можно начинать после того, как оксид нагревается от расплавленного магния и его температура достигает заданной температуры или превышает ее, что приводит к увеличению скорости реакции. Перемешивание продолжают осуществлять до тех пор, пока на поверхности расплавленного магния не перестанет наблюдаться порошкообразный оксид. Перемешивание завершают после полного расходования СаО в процессе реакции.
Поверхностная реакция
В целом при прямом добавлении к расплавленному магнию кальция (Са) и стронция (Sr), относящихся к щелочноземельным металлам, по мере оседания кальция и стронция в расплавленном магнии, характеризующемся низким удельным весом, протекают реакции. Следовательно, получение сплава можно осуществлять путем простого перемешивания расплавленного магния, чтобы способствовать растворению Са. Напротив, при введении СаО в расплавленный магний, указанный СаО не оседает в расплавленном магнии, а плавает на его поверхности, что обусловлено разностью их удельных весов.
В целом в рамках обычного процесса образования сплава металлов реакции в расплавленном металле инициируют путем активизации реакции за счет конвекционного или механического перемешивания расплавленного магния и легирующих металлических элементов. Однако при активном инициировании реакции, согласно настоящему изобретению, оксид, введенный в расплавленный магний, не мог вступить в реакцию и оставался в конечном материале, в результате чего ухудшались физические свойства, или же его наличие служило причиной появления дефектов. Т.е. при инициировании реакции в объеме расплавленного магния, а не на его поверхности, наблюдали относительно большее количество случаев, когда в конечном объеме расплавленного магния оставался оксид кальция, по сравнению с реакцией на поверхности расплавленного магния.
Следовательно, согласно описанию настоящего изобретения, важно создать реакционную среду, в которой оксид реагировал бы на поверхности, а не в объеме расплавленного магния. В связи с этим важно не проводить принудительное смешивание оксида, плавающего на поверхности расплавленного магния, в объем расплавленного магния. Важно осуществлять однородное распределение оксида по поверхности расплавленного магния, открытой для доступа воздуха. Более предпочтителен важный фактор, заключающийся в подаче оксида таким образом, чтобы он покрывал всю поверхность расплавленного магния.
При перемешивании расплавленного магния реакция протекала лучше; кроме того, реакция протекала лучше на внешней поверхности (поверхности части верхнего слоя), чем в объеме расплавленного магния. Т.е. расплавленный магний лучше реагировал с порошкообразными оксидами, открытыми для доступа воздуха, находящимися на его внешней поверхности (поверхности части внешнего слоя). Однако под вакуумом или в окружающей газовой среде были получены неудовлетворительные результаты. Для протекания реакции в достаточной степени необходимо инициировать реакцию на поверхности путем перемешивания части верхнего слоя. В настоящей заявке термин «реагируют в достаточной степени» означает, что весь оксид щелочноземельного металла прореагировал с расплавленным магнием и, по существу, не остался в расплавленном магнии. В настоящем изобретении перемешивание, инициирующее последующую поверхностную реакцию, называется поверхностным перемешиванием. То есть Са, полученный в результате реакции восстановления СаО (поверхностной реакции восстановления), добавленного на поверхность расплавленного магния, используется в качестве легирующего элемента для магния или магниевых сплавов.
В таблице 1, приведенной ниже, после добавления соответственно 5 мас. %, 10 мас. % и 15 мас. % оксида кальция с размером частиц 70 мкм к расплавленному магниевому сплаву АМ60В измеряли остаточные количества оксида кальция в магниевом сплаве в зависимости от способа перемешивания. В качестве способов перемешивания здесь использовали способ перемешивания части верхнего слоя расплавленного магниевого сплава, перемешивание внутренней области магниевого сплава; последним способом являлось отсутствие перемешивания. В зависимости от различных условий перемешивания, при сравнении варианта перемешивания части верхнего слоя с вариантом отсутствия перемешивания и вариантом перемешивания внутренней области магниевого сплава, наименьшее остаточное количество оксида кальция наблюдали в случае перемешивания части верхнего слоя, т.е. итоговые остаточные количества оксида кальция составляли 0,001 мас. %, 0,002 мас. % и 0,005 мас. % при добавлении оксида кальция в количестве 5 мас. %, 10 мас. % и 15 мас. % соответственно. То есть следует понимать, что при перемешивании части верхнего слоя расплавленного магния для обеспечения возможности реакции СаО с внешней поверхностью расплавленного магния, большая часть СаО разлагается до кальция. Т.е. кальций вводился в магниевый сплав за счет инициирования реакции восстановления путем дополнительного введения СаО в коммерчески доступный сплав АМ60В.
Кислородный компонент, входящий в состав СаО, по существу, удаляется с верхней поверхности расплавленного магния путем перемешивания части верхнего слоя расплавленного магния. Предпочтительно, перемешивание осуществляют в части верхнего слоя, глубина которой составляет около 20% от общей глубины расплавленного магния, считая от поверхности. Если глубина превышает 20%, инициирование поверхностной реакции в соответствии с предпочтительным примером реализации настоящего изобретения происходит редко. Более предпочтительно, перемешивание осуществляют в части верхнего слоя, глубина которого составляет около 10% от общей глубины расплавленного магния, считая от поверхности. СаО, находящийся преимущественно в плавающем состоянии, размещается в части верхнего слоя, глубина которого составляет 10% от истинной глубины расплавленного магния, в результате чего сводятся к минимуму турбулентные потоки в расплавленном магнии.
На стадии расходования оксида щелочноземельного металла S4 в процессе реакции между расплавленным магнием и добавленньм оксидом кальция происходит полное расходование оксида кальция, в результате чего он не остается в составе магниевого сплава, по меньшей мере частично или по существу. Предпочтительно, чтобы весь оксид кальция, добавленный согласно настоящему изобретению, был бы израсходован в процессе реакции, протекающей в достаточной степени. Однако, если какие-то его части не прореагировали и остались в составе сплава, процесс также будет эффективен, если они значительно не влияют на физические свойства.
В настоящей заявке расходование оксида кальция включает удаление из оксида щелочноземельного металла кислородного компонента. Кислородный компонент удаляют в виде газообразного кислорода (O2), или же в форме шлака или отложений, образующихся в процессе взаимодействия с магнием или компонентами сплава в составе расплавленного магния. В настоящей заявке Са, полученный из СаО, характеризуется тенденцией к образованию соединений с элементами, отличающимися от Mg, в составе магниевого сплава. Кислородный компонент, по существу, удаляют с верхней поверхности расплавленного магния путем перемешивания верхнего слоя расплавленного магния.
На фиг.3 приведена схема, на которой представлен пример диссоциации оксида кальция за счет перемешивания части верхнего слоя расплавленного магния согласно настоящему изобретению.
На стадии S5 обеспечения возможности реакции щелочноземельного металла с расплавом на магниевой основе кальций, полученный путем расходования оксида кальция, реагирует с магниевым сплавом, с тем чтобы он не остался в составе магниевого сплава, по меньшей мере частично или по существу. Это означает, что кальций, полученный в процессе диссоциации, образует соединения по меньшей мере с магнием, алюминием и другими элементами (компонентами) магниевого сплава, и тем самым по существу не остается в свободном состоянии. Здесь термин «соединение» в целом относится к интерметаллическим соединениям, полученным в результате образования связей металл-металл.
В конечном итоге добавленный оксид кальция частично или по существу степени расходуется за счет удаления кислородного компонента в процессе реакции с магниевым сплавом, т.е. с расплавленным магниевым сплавом, и полученный кальций образует соединение по меньшей мере с одним из компонентов расплавленного магниевого сплава: магния, алюминия и другими легирующими элементами магниевого сплава. Т.е. в составе сплава не остается оксида кальция, частично или по существу.
На стадии 5 расходования оксида щелочноземельного металла может происходить множество случаев вспышек твердых частиц в процессе реакции восстановления оксида щелочноземельного металла на поверхности расплавленного магния. Вспышки твердых частиц могут служить показателем, подтверждающим завершение или продолжение реакции восстановления. В случае прерывания реакции путем выпуска расплавленного магния в процессе образования вспышек твердых частиц, добавленный оксид щелочноземельного металла может быть израсходован не полностью. То есть выпуск расплавленного магния осуществляют после исчезновения вспышек твердых частиц, что можно использовать как показатель непрямого измерения процесса реакции восстановления.
Иллюстрация описанных выше процессов приведена на фиг.1 и 2. На фиг.2 представлена блок-схема, показывающая диссоциацию оксида кальция, используемого для добавления к расплаву магния согласно настоящему изобретению.
На стадии литья S6 литье осуществляют путем помещения расплавленного магния в форму при комнатной температуре или в предварительно нагретом состоянии. Здесь в качестве формы можно использовать любые формы, выбранные из металлических форм, керамических форм, графитовых форм и их аналогов. Также способ литья может включать литье без давления, непрерывное литье и аналогичные способы.
На стадии отверждения S7 форму охлаждают до комнатной температуры, после чего магниевый сплав (например, отливка из магниевого сплава) вынимается из формы.
Сплавы на магниевой основе, полученные согласно одному из вышеописанных способов получения, могут отличаться твердостью (по шкале Роквелла - HRF) от 40 до 80. Однако значения твердости могут меняться в широких пределах в зависимости от способов обработки и термообработки и подобных им процессов, в связи с этим сплав на магниевой основе согласно настоящему изобретению не ограничивается указанными значениями.
Магний, находящийся в чистом расплавленном магнии, реагирует с щелочноземельным металлом, в результате чего получают соединения магний (щелочноземельный металл). Например, если оксидом щелочноземельного металла является СаО, образуется Mg2Ca. Кислород, входящий в состав СаО, выделяется из расплавленного магния в форме газообразного кислорода (O2), или взаимодействует с магнием с образованием MgO, который выделяется в форме шлака (см. формулу реакции 1 ниже), (см. уравнение реакции 1 ниже).
Уравнение реакции 1
Чистый Mg+СаО→Mg (матрица) + Mg2Ca
… [выделение O2 + образуется шлак MgO]
Магний, находящийся в расплавленном магниевом сплаве, реагирует с щелочноземельным металлом с получением соединений магний (щелочноземельный металл) или алюминий (щелочноземельный металл). Также легирующий элемент реагирует с щелочноземельным металлом с образованием соединения вместе с магнием или алюминием. Согласно настоящему изобретению, если в качестве оксида щелочноземельного металла используется СаО, образуются Mg2Ca, Аl2Са или (Mg, Al, другой элемент сплава)2Са. Кислород, входящий в состав СаО, выделяется из расплавленного магния в форме газообразного кислорода (O2), как и в случае с чистым магнием, или взаимодействует с магнием с образованием MgO, который выделяется в форме шлака (см. формулу реакции 2 ниже).
Уравнение реакции 2
Сплав Mg+СаО→Сплав Mg (матрица) +
{Mg2Ca+Аl2Са+(Mg, Al, другой элемент сплава)2Са}
… [выделение O2 + образуется шлак MgO]
Как описано выше, настоящее изобретение позволяет получать магниевый сплав более экономично по сравнению с традиционными способами получения магниевого сплава. Щелочноземельный металл (например, Са) является относительно дорогостоящим элементом сплава по сравнению с оксидом щелочноземельного металла, что является основным фактором повышения стоимости магниевых сплавов. Также сплав относительно легко получается путем добавления оксида щелочноземельного металла к магнию или магниевому сплаву вместо добавления щелочноземельного металла. С другой стороны, при добавлении химически устойчивого оксида щелочноземельного металла (например, СаО) могут быть достигнуты итоговые свойства, соответствующие или превышающие свойства сплава, полученные при прямом добавлении щелочноземельного металла (например, Са). То есть кальций, полученный в результате реакции восстановления СаО, добавленного в расплавленный магний, действует в качестве легирующего элемента для магния или магниевых сплавов.
Кроме того, при прямом добавлении щелочноземельного металла к магнию или магниевому сплаву в некоторой степени протекает растворение щелочноземельного металла в магниевом сплаве. Напротив, при использовании технологии, описанной в настоящем изобретении, в процессе добавления оксида щелочноземельного металла (СаО) растворение отсутствует или крайне мало по сравнению со степенью растворения при прямом добавлении щелочноземельного металла. Было подтверждено, что при непрямом добавлении Са в виде СаО по сравнению с прямым добавлением Са значительно облегчается образование интерметаллических соединений, включая фазу Аl2Са. Следовательно, для улучшения физических свойств магниевого сплава требуется добавление более чем определенной доли щелочноземельного металла. С другой стороны, при получении магниевого сплава путем добавления оксида щелочноземельного металла можно наблюдать, что физические свойства улучшаются в большей степени, чем при прямом добавлении кальция, это обусловлено тем, что существенное количество щелочноземельного металла, получаемого из оксида щелочноземельного металла, образует интерметаллические соединения с магнием или алюминием (например, Mg2Ca или Al2Ca). Было получено подтверждение, что 95% или более интерметаллических соединений, включая Al2Ca, образуется на границах зерен, а остальная часть, менее 5%, образуется в зернах.
На фиг.4а представлена фотография, на которой показана микроструктура продукта, полученного методом литья под давлением, с использованием сплава AZ91D в соответствии с примером для сравнения. На фиг.4b и 4с представлены фотографии, на которых показаны микроструктуры продуктов, полученных методом литья под давлением, с использованием магниевых сплавов, изготовленных путем добавления к магниевому сплаву AZ91D 0,3 мас. % и 0,7 мас. % СаО, соответственно, согласно настоящему изобретению. Значение термина «добавление СаО» в настоящем изобретении подразумевает, что процесс реакции восстановления начинается после добавления СаО. Изображения микроструктур были сняты после литья под давлением в холодной камере прессования. Магниевый сплав в соответствии с настоящим изобретением отличался более тонкой и плотной микроструктурой по сравнению с магниевым сплавом в соответствии со сравнительным примером. Следует понимать, что данная тенденция существенно увеличивается при повышении количества СаО, добавляемого к магниевому сплаву. Было определено, что этот эффект обусловлен формированием фазы Аl2Са или других фаз (Mg2Ca, и (Mg, Al, другие элементы сплава)2Са), которые(ая) образуются и однородно распределяются по мере добавления СаО.
На фиг.5а-5d представлены фотографии, на которых показан компонентный анализ магниевого сплава, полученного путем добавления 0,45 мас. % СаО к расплавленному сплаву АМ60В, методом энергорассеивающей рентгеновской спектроскопии (ЭРС). Как показано на фиг.5а-5d, можно наблюдать, что образуется Аl2Са и подавляется формирование β-фазы Mg17Al12.
Следует понимать, что существующие области Аl и Са распределяются аналогичным образом. Это означает, что Са, образовавшийся в результате диссоциации СаО, добавленного к расплавленному магнию, образует соединение с Аl. По этой причине формирование β-фазы Mg17Al12, отличающейся высокой хрупкостью и наблюдаемой в составе типичных сплавов на основе магния и алюминия, подавляется, в результате чего в связи с образованием Аl2Са увеличивается пластичность магниевого сплава, а также его прочность.
На фиг.6а приведено изображение, полученное методом сканирующей электронной микроскопии (СЭМ), на котором приведена поверхность излома образца для испытаний на растяжение коммерчески доступного сплава АМ60В, а на фиг.6b-6d приведены изображения, полученные методом СЭМ, на которых приведена поверхность излома образцов для испытаний на растяжение магниевых сплавов, полученных в результате вступления СаО в реакцию с АМ60В в соответствии с настоящим изобретением.
Можно наблюдать множество впадин (углубленных участков), связанных с дефектами литья, такими как поры в составе сплава. По сравнению с этим можно наблюдать, что для магниевых сплавов, полученных путем добавления СаО (сплав на фиг.6b, полученный путем добавления 0,25 мас. % СаО в АМ60В, сплав на фиг.6с, полученный путем добавления 0,58 мас. % СаО в АМ60В и сплав на фиг.6d, полученный путем добавления 0,98 мас. % СаО в АМ60В), количество впадин в образцах для испытаний на растяжение существенно уменьшается. Т.е. добавление СаО приводит к снижению количества дефектов литья, например к снижению количества пор в сплавах и снижению количества оксидов и включений.
На фиг.7 приведен график, отражающий предел текучести при комнатной температуре (ПТК) при добавлении СаО к магниевому сплаву. Здесь линией показан предел текучести при комнатной температуре для сплава АМ60В, в который не был добавлен СаО.
Согласно примеру реализации изобретения, эксперименты проводили путем добавления СаО в количестве от 0,2 до 1,0 мас. % в магниевый сплав АМ60В.
Как показано на фиг.7, при добавлении в магниевый сплав 0,3 мас. % СаО предел текучести при комнатной температуре составлял приблизительно от 130 МПа до 137 МПа; при добавлении в магниевый сплав 0,7 мас. % СаО предел текучести при комнатной температуре составлял приблизительно от 151 МПа до 168 МПа; и при добавлении в магниевый сплав 0,9 мас. % СаО предел текучести при комнатной температуре составлял приблизительно 156 МПа. При увеличении количества добавленного СаО в пределах от 0,3 мас. % до 0,7 мас. % предел текучести при комнатной температуре также увеличивался.
Предел текучести в зависимости от добавленного количества СаО (мас. %) представлен ниже в таблице 2.
Как показано выше в таблице 2, наилучшие значения предела текучести при комнатной температуре (ПТК) наблюдаются при добавлении СаО в магниевый сплав приблизительно в количестве 0,7 мас. %.
На фиг.8 приведен график, показывающий прочность на разрыв при комнатной температуре (ПРК) при добавлении СаО к магниевому сплаву. Здесь линией показана прочность на разрыв при комнатной температуре для сплава АМ60В, в который не был добавлен СаО.
Согласно примеру реализации изобретения, эксперименты проводили путем добавления СаО в количестве от 0,2 до 1,0 мас. % в магниевый сплав АМ60В.
Как показано на фиг.8, при добавлении в магниевый сплав 0,3 мас. % СаО прочность на разрыв при комнатной температуре составляла приблизительно от 205 МПа до 230 МПа; при добавлении в магниевый сплав 0,7 мас. % СаО прочность на разрыв при комнатной температуре составляла приблизительно от 240 МПа до 261 МПа; и при добавлении в магниевый сплав 0,9 мас. % СаО прочность на разрыв при комнатной температуре составляла приблизительно от 245 МПа до 251 МПа. При увеличении количества добавленного СаО в пределах от 0,3 мас. % до 0,7 мас. % прочность на разрыв при комнатной температуре также увеличивалась.
Прочность на разрыв в зависимости от добавленного количества СаО (мас. %) представлена ниже в таблице 3.
Как показано выше в таблице 3, наилучшие значения прочности на разрыв при комнатной температуре наблюдали при добавлении СаО в количестве, составляющем от 0,5 мас. % до 0,8 мас. %.
На фиг.9 приведен график, показывающий удлинение при комнатной температуре для магниевого сплава, к которому добавлен СаО. Здесь линией показано удлинение при комнатной температуре для сплава АМ60В, в который не был добавлен СаО.
Согласно примеру реализации изобретения, эксперименты проводили путем добавления СаО в количестве от 0,2 мас. % до 1,0 мас. % в магниевый сплав АМ60В.
Как показано на фиг.9, при добавлении в магниевый сплав 0,3 мас. % СаО удлинение при комнатной температуре составляло приблизительно от 6% до 10%; при добавлении в магниевый сплав 0,7 мас. % СаО удлинение при комнатной температуре составляло приблизительно от 13% до 15%; и при добавлении в магниевый сплав 0,9 мас. % СаО удлинение при комнатной температуре составляло приблизительно от 13% до 14%. При увеличении количества добавленного СаО в пределах от 0,3 мас. % до 0,7 мас. % удлинение при комнатной температуре также увеличивалось. Удлинение при комнатной температуре в зависимости от добавленного количества СаО (мас. %) представлено ниже в таблице 4.
Как показано выше в таблице 4, наилучшие значения удлинения при комнатной температуре наблюдали при добавлении СаО в пределах от 0,5 до 0,8 мас. %. Ниже в таблице 5 представлены средние значения для механических свойств магниевых сплавов, изготовленных в соответствии с настоящим изобретением. Каждое значение было получено усреднением приблизительно 200 экспериментальных значений.
Как показано на фиг.7, 8 и 9, магниевые сплавы, полученные с использованием реакции восстановления СаО, добавленного к расплавленному магнию, отличались повышенными пределом текучести при комнатной температуре, прочностью на разрыв при комнатной температуре и удлинением при комнатной температуре по сравнению с магниевыми сплавами, к которым не добавляли СаО. Механические свойства при комнатной температуре улучшались в большей степени при увеличении количества добавленного СаО. Данная тенденция проявлялась более явно, если количество СаО составляло от 0,3 мас. % до 0,7 мас. %. Причиной улучшения механических свойств при комнатной температуре является образование соединений, таких как Mg2Ca, Al2Ca и (Mg, Аl)2Са, в результате добавления СаО.
На фиг.10 приведен график, где сравнивают значения пределов текучести при комнатной температуре и удлинения при комнатной температуре между сплавами на магниевой основе, полученными в соответствии с настоящим изобретением, и типичными магниевыми сплавами.
Как показано на фиг.10, в типичных магниевых сплавах AM, к которым добавляли Аl и Мn, и магниевых сплавах АЕ, к которым добавляли Аl и редкоземельные элементы (РЗЭ), предел текучести при комнатной температуре и удлинение при комнатной температуре изменяются обратно пропорционально друг другу.
В противоположность этому для магниевых сплавов с добавлением СаО в соответствии с настоящим изобретением удлинение при комнатной температуре увеличивается одновременно с пределом текучести при комнатной температуре. В целом предел текучести сплава уменьшается при увеличении удлинения, что можно видеть по распределению точек, отмеченных кругами (сплав Mg-Al-РЗЭ), и точек, отмеченных треугольниками (сплав Mg-Al-Mn) на фиг.10. То есть в целом удлинение обратно пропорционально пределу текучести. Однако, как можно видеть по распределению точек, отмеченных прямоугольниками (магниевый сплав с добавлением СаО) на фиг.10, магниевые сплавы с добавлением СаО отличаются тенденцией к увеличению предела текучести при комнатной температуре при увеличении удлинения при комнатной температуре.
На фиг.11 приведен график, на котором представлены значения твердости при комнатной температуре для магниевых сплавов, полученных путем добавления 0,3 мас. % и 0,7 мас. % СаО в AZ91D соответственно, по сравнению с твердостью магниевого сплава AZ91D, к которому не добавлялся СаО. Твердость по Роквеллу измеряли после литья под давлением соответствующих сплавов в холодной камере прессования. Можно подтвердить, что магниевый сплав с добавлением СаО отличается большей твердостью по сравнению со сплавами, к которым не добавляли СаО. Также можно подтвердить, что твердость при комнатной температуре увеличивается при увеличении количества добавленного СаО. Значение термина «добавление СаО» в настоящем изобретении означает, что процесс реакции восстановления начинается после добавления СаО.
На фиг.12 приведен график, на котором представлены значения предела текучести при комнатной температуре для магниевых сплавов, полученных путем добавления 0,3 и 0,7 мас. % СаО в AZ91D соответственно, по сравнению с пределом текучести при комнатной температуре для магниевого сплава AZ91D, к которому не добавляли СаО. Значения пределов текучести при комнатной температуре измеряли после подготовки образцов для испытаний путем литья под давлением в горячей камере. Можно подтвердить, что магниевые сплавы с добавлением СаО отличаются большими значениями пределов текучести при комнатной температуре по сравнению со сплавами, к которым не добавляли СаО. Также понятно, что предел текучести при комнатной температуре для магниевого сплава, к которому добавлено 0,7 мас. % СаО, увеличивается приблизительно на 15% по сравнению с магниевыми сплавами, к которым не добавляли СаО. Также можно подтвердить, что предел текучести при комнатной температуре увеличивается при увеличении количества добавленного СаО.
На фиг.13 приведен график, на котором представлены значения прочности на разрыв при комнатной температуре для магниевых сплавов, полученных путем добавления 0,3 мас. % и 0,7 мас. % СаО в AZ91D соответственно, по сравнению с прочностью на разрыв при комнатной температуре для магниевого сплава AZ91D, к которому не добавляли СаО. Значения прочности на разрыв при комнатной температуре измеряли после подготовки образцов для испытаний путем литья под давлением в горячей камере.
Можно подтвердить, что магниевые сплавы с добавлением СаО отличаются большими значениями прочности на разрыв при комнатной температуре по сравнению со сплавами, к которым не добавляли СаО. Также следует понимать, что прочность на разрыв при комнатной температуре для магниевого сплава, к которому добавлено 0,7 мас. % СаО, увеличивается приблизительно на 14% по сравнению с магниевыми сплавами, к которым не добавляли СаО. Кроме того, можно подтвердить, что прочность на разрыв при комнатной температуре увеличивается при увеличении количества добавленного СаО.
На фиг.14 приведен график, на котором представлены значения удлинения при комнатной температуре для магниевых сплавов, полученных путем добавления 0,3 и 0,7 мас. % СаО в AZ91D соответственно, по сравнению с удлинением при комнатной температуре для магниевого сплава AZ91D, к которому не добавляли СаО. Можно подтвердить, что магниевые сплавы с добавлением СаО отличаются большими значениями удлинения при комнатной температуре по сравнению со сплавами, к которым не добавляли СаО. Также следует понимать, что удлинение при комнатной температуре для магниевого сплава, к которому добавлено 0,7 мас. % СаО, увеличивается приблизительно в 3 раза по отношению к магниевому сплаву, к которому не добавляли СаО. Кроме того, можно подтвердить, что удлинение при комнатной температуре увеличивается при увеличении количества добавленного СаО.
На фиг.15 приведен график, характеризующий соотношения между удлинением при комнатной температуре и пределом текучести при комнатной температуре в магниевых сплавах, полученных путем добавления 0,3 мас. % и 0,7 мас. % СаО в AZ91D соответственно, в сравнении с соотношением между удлинением при комнатной температуре и пределом текучести при комнатной температуре для магниевого сплава AZ91D без использования СаО. Можно подтвердить, что магниевые сплавы с добавлением СаО отличаются большими значениями удлинения при комнатной температуре по сравнению со сплавами, к которым не добавляли СаО. Также можно подтвердить, что как предел текучести при комнатной температуре, так и удлинение при комнатной температуре увеличиваются при увеличении количества добавленного СаО.
Как описано выше, согласно настоящему изобретению, при добавлении СаО к коммерчески доступному магниевому сплаву, микроструктура магниевого сплава становится более мелкодисперсной, и образуются фазы типа Mg2Ca, Аl2Са или (Mg, Al, другие элементы сплава)2Са. Кроме того, добавление СаО позволяет предотвратить образование β-фазы (Mg17Al12), отличающейся высокой хрупкостью, и существенно уменьшить дефекты литья. Следовательно, добавление СаО обеспечивает возможность непрямого введения Са в состав сплава за счет реакции восстановления, в результате чего у магниевого сплава одновременно увеличивается прочность при комнатной температуре и удлинение при комнатной температуре.
Хотя настоящее изобретение было описано со ссылками на предпочтительные варианты его реализации, специалистам в данной области техники будет понятно, что возможны различные изменения по форме и в деталях, не выходящие за рамки настоящего изобретения, охарактеризованного в пунктах прилагаемой формулы изобретения. Следовательно, объем изобретения определяется не подробным описанием изобретения, а представленными пунктами формулы изобретения, и все различные варианты, находящиеся в пределах объема изобретения, считаются включенными в настоящее изобретение.

Изобретение относится к области металлургии, в частности к магниевому сплаву, подходящему для применения при комнатной температуре. Способ получения сплава на магниевой основе включает расплавление магния или магниевого сплава, добавление от 0,05 мас.% до 1,2 мас.% оксида кальция (СаО) на поверхность расплава, перемешивание с обеспечением, по существу, полного расходования СаО, обеспечение взаимодействия кальция (Са), полученного в результате указанной реакции, с указанным расплавом, литье и отверждение сплава. Сплав характеризуется повышенными характеристиками прочности на разрыв, предела текучести, удлинения при комнатной температуре. 2 н. и 9 з.п. ф-лы, 15 ил., 5 табл.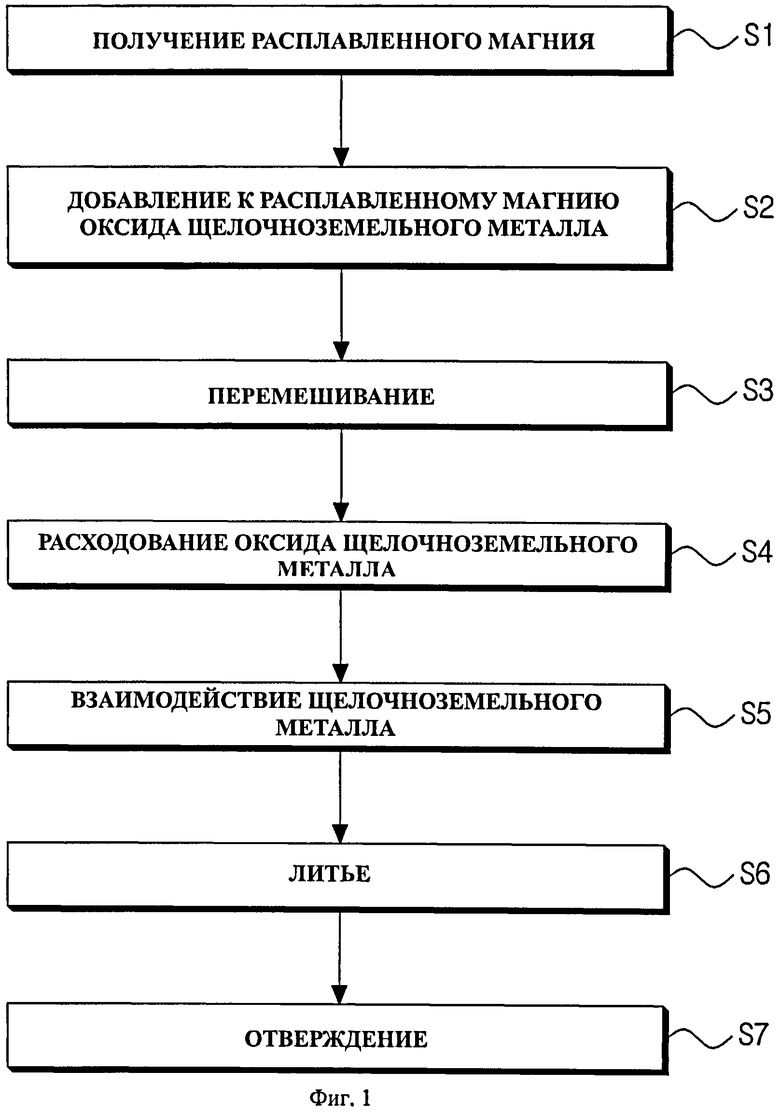
1. Способ получения сплава на магниевой основе, включающий:
расплавление магния или магниевого сплава;
добавление от 0,05 мас.% до 1,2 мас.% оксида кальция (СаО) на поверхность расплава магния или магниевого сплава;
поверхностное перемешивание с обеспечением, по существу, полного расходования СаО при протекании реакции между расплавом и СаО в магнии или магниевом сплаве;
обеспечение взаимодействия кальция (Са), полученного в результате указанной реакции, с указанным расплавом магния или магниевого сплава, с тем чтобы, по существу, в нем не оставалось кальция; и
литье и отверждение сплава.
2. Способ по п.1, отличающийся тем, что количество добавленного СаО находится в пределах от 0,2 мас.% до 0,9 мас.%.
3. Способ по п.2, отличающийся тем, что количество добавленного СаО находится в пределах от 0,3 мас.% до 0,7 мас.%.
4. Способ по п.1, отличающийся тем, что соединение, полученное в результате добавления кальция, содержит по меньшей мере одно из Mg2Ca, Al2Ca и (Mg, Al)2Са.
5. Сплав на магниевой основе, характеризующийся тем, что указанный сплав на магниевой основе получен путем добавления к расплавленному магнию или магниевому сплаву от 0,05 мас.% до 1,2 мас.% СаО, поверхностного перемешивания добавленного СаО для, по существу, полного расходования СаО при протекании реакции между расплавом магния или магниевого сплава и СаО, обеспечения взаимодействия Са, полученного в результате указанной реакции, с указанным расплавом магния или магниевого сплава, с тем чтобы, по существу, в нем не оставалось кальция, литья и отверждения сплава,
при этом указанный сплав на магниевой основе содержит соединение, полученное в результате взаимодействия кальция с магнием или другими легирующими элементами в сплаве на магниевой основе.
6. Сплав на магниевой основе по п.5, характеризующийся тем, что предел текучести указанного сплава при комнатной температуре составляет от 123 до 137 МПа, или от 131 до 138 МПа, или от 137 до 142 МПа, или от 141 до 161 МПа, или от 143 до 166 МПа, или от 149 до 170 МПа, или от 148 до 160 МПа, или от 148 до 158 МПа.
7. Сплав на магниевой основе по п.5, характеризующийся тем, что прочность на разрыв указанного сплава при комнатной температуре составляет от 205 до 231 МПа, или от 205 до 229 МПа, или от 223 до 232 МПа, или от 239 до 260 МПа, или от 240 до 260 МПа, или от 240 до 261 МПа, или от 240 до 255 МПа, или от 240 до 252 МПа.
8. Сплав на магниевой основе по п.5, характеризующийся тем, что удлинение указанного сплава при комнатной температуре составляет от 6 до 10%, или от 7 до 12%, или от 12 до 14%, или от 12 до 15%, или от 13 до 17%, или от 12 до 16%, или от 12 до 15%, или от 13 до 14%.
9. Сплав на магниевой основе по п.5, отличающийся тем, что количество добавляемого СаО находится в пределах от 0,2 мас.% до 0,9 мас.%.
10. Сплав на магниевой основе по п.9, отличающийся тем, что количество добавляемого СаО находится в пределах от 0,3 мас.% до 0,7 мас.%.
11. Сплав на магниевой основе по п.5, отличающийся тем, что соединение, образующееся в результате добавления кальция, содержит по меньшей мере одно из Mg2Ca, Al2Са и (Mg, Al)2Са.
| Jin-Kyu Lee at al, Development of Eco-Mg Alloy, Journal of Korean Foundrymen s Society, June 2009, Vol.29, N3, p.101-112, фиг.9-11, 17 | |||
| СПЛАВ НА ОСНОВЕ МАГНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2215056C2 |
| KR 1020060094734 A, 30.08.2006; | |||
| Dong-In Jang at al, Effect of CaО on AZ31 Mg Strip Casting, Materials Transaction, 2008, Vol.49, N5, p.976-979 | |||

