Изобретение относится к производству изделий сферической формы (шариков) и может найти применение в ювелирной промышленности при обработке полудрагоценных и поделочных материалов, например янтаря.
Известен способ обработки шариков из полудрагоценных камней, являющийся ближайшим аналогом (Патент РФ №2294823, МПК В24В 11/08, опубл. 2006.01), при котором заготовки автоматически загружают из бункера в узел круговой подачи и вместе с ним непрерывно транспортируют с одновременным съемом припуска через рабочий зазор в форме клина, образованного поверхностью радиусной профильной канавки на абразивном круге и прижимными поверхностями приводных роликов механизма круговой подачи, причем диаметральную плоскость профильной канавки располагают под углом 180° к плоскости вращения прижимных поверхностей роликов, а оси вращения круга и роликов располагают по разные стороны оси клинового зазора.
Недостатками описанного способа являются ограничения его производительности и качества обработанной поверхности из-за большого угла клина рабочего клинового зазора.
Большой угол клина обусловлен тем, что в диаметральном сечении канавки боковые профильные линии зазора, одна из которых принадлежит канавке круга, а другая - прижимной поверхности приводных роликов, изогнуты в противоположные стороны (имеют разный знак кривизны). Это приводит к тому, что даже незначительное перемещение заготовки узлом круговой подачи по клиновому зазору за единицу времени (по сути - это есть скорость вращения узла круговой подачи) сопровождается резким уменьшением поперечного сечения клинового зазора, что собственно и обеспечивает интенсивность съема припуска (по сути - это есть радиальная подача). Так как величина радиальной подачи ограничена свойствами обрабатываемого материала и режущей способностью абразивного круга, то большой угол клина рабочего зазора вынуждает, для сохранения оптимального значения радиальной подачи, ограничивать скорость прохождения заготовки через рабочий зазор, т.е. ограничивать скорость вращения узла круговой подачи.
В способах и устройствах для их реализации, где во время транспортирования заготовок одновременно осуществляют и их обработку, а именно к таким способам относится рассматриваемый ближайший аналог, производительность (количество обработанных деталей в минуту) определяется произведением частоты вращения узла круговой подачи (об/мин) на число гнезд для заготовок в нем. При заданных диаметре гнезд и диаметре узла круговой подачи количество гнезд является постоянным числом, и тогда производительность определяется исключительно частотой вращения узла круговой подачи. Попытка же повысить производительность за счет увеличения частоты вращения узла круговой подачи в условиях большого угла клина ведет к сколам материала заготовки, появлению микротрещин и ее подплавлению (если, например, она из янтаря), т.е. к браку.
Ограничения по качеству обработанной поверхности в способе, являющемся ближайшим аналогом, также обусловлены большим углом клина клинового зазора и связанным с этим его малой длиной. Действительно, согласно способу-прототипу заготовка, при прохождении клинового зазора, совершает вращательное движение вокруг двух взаимно перпендикулярных осей. Малая длина зазора, означающая малый путь резания, и ограничения по скорости транспортирования в нем заготовки, обуславливают недостаточное количество и скорость оборотов заготовки за время ее обработки, то есть путь резания абразивных зерен в материале заготовки незначителен, что недостаточно для получения необходимой точности формы шара и качества его поверхности.
Предлагаемое изобретение решает задачу повышения производительности с одновременным повышением качества обработанной поверхности и точности ее формы.
Для решения поставленной задачи в известном способе обработки шариков из полудрагоценных камней, включающем автоматическую загрузку заготовок из бункера в узел круговой подачи и транспортирование в зону резания, представляющую собой клиновой зазор, образованный профильной канавкой, расположенной на периферийной поверхности абразивного круга, и прижимной поверхностью узла круговой подачи, предлагается прижимную поверхность узла круговой подачи выполнить плоской, периферийную поверхность абразивного круга сформировать в виде усеченного конуса, а центр профиля канавки расположить на образующей конуса. Ось вращения абразивного круга предлагается установить под углом φ к прижимной поверхности и выбирать его из соотношения: φ=90°-β, где β - угол наклона диаметральной плоскости профильной канавки к прижимной поверхности, который предлагается рассчитывать по формуле  ,
,
где nс - частота вращения узла круговой подачи. Образующую конуса в наименьшем сечении клинового зазора предлагается расположить параллельно прижимной плоскости на расстоянии, равном заданному радиусу обработанного шарика.
Известно устройство для обработки шариков из полудрагоценных камней, содержащее: основание; шпиндельную головку; абразивный круг с канавкой радиусного профиля на его периферийной поверхности; узел круговой подачи в виде двух приводных роликов, причем плоскость вращения прижимной поверхности каждого ролика параллельна диаметральной плоскости канавки абразивного круга; узел транспортирования заготовки в рабочую зону, выполненный в виде сепаратора с карманами и расположенного между приводными роликами; бункер для автоматической загрузки заготовок в узел транспортирования.
Вышеописанное устройство имеет такие недостатки, как ограничения по производительности, невысокая точность геометрической формы и недостаточно высокое качество поверхности обрабатываемых шариков. Эти недостатки обусловлены тем, что диаметральная плоскость канавки шлифовального круга параллельна плоскости вращения прижимной поверхности каждого приводного ролика, причем диаметральное сечение прижимной поверхности представляет из себя окружность. Такое взаимное расположение абразивного круга и прижимных поверхностей, а также профиль прижимных поверхностей в виде окружности приводит к большему углу клина рабочего клинового зазора между поверхностью профильной канавки на абразивном круге и прижимными поверхностями роликов. При этом уменьшается также и длина клинового зазора. Все это ограничивает частоту вращения сепаратора, а значит и возможность увеличения производительности за счет увеличения частоты вращения сепаратора. Суть отрицательного воздействия большого угла клина и малой длины клинового зазора на показатели обработки шариков рассмотрена выше при описании недостатков способа-прототипа.
Изобретение решает задачу повышения производительности с одновременным улучшением точности формы и качества обработанных поверхностей за счет увеличения частоты вращения узла круговой подачи.
Для достижения поставленной задачи в известном устройстве для обработки шариков из полудрагоценных камней, содержащем основание, шпиндельную головку, абразивный круг с канавкой радиусного профиля на периферийной поверхности, узел круговой подачи с прижимной поверхностью, узел транспортирования заготовок в зону резания, бункер для автоматической загрузки заготовок в узел транспортирования, предлагается прижимную поверхность узла круговой подачи выполнить плоской, периферийную поверхность абразивного круга выполнить в форме усеченного конуса с углом при вершине, равном 2φ, центр профиля канавки расположить на образующей конуса, а ось вращения абразивного круга наклонить к прижимной поверхности под углом φ, который составляет φ=90°-β, где β - угол наклона диаметральной плоскости профильной канавки к прижимной поверхности, который следует выбирать из соотношения ,
где nс - частота вращения узла круговой подачи.
Механизм круговой подачи выполнен в виде диска с плоской прижимной поверхностью. Центр профиля канавки (центр поперечного сечения канавки) размещен на образующей конуса, а сама образующая расположена параллельно прижимной плоскости в наименьшем сечении клинового зазора на расстоянии от прижимной плоскости, равном радиусу обработанного шарика.
В результате исследований установлена функциональная зависимость между максимально доступным значением угла β, превышение которого ведет к браку, и частотой вращения сепаратора nс:
.
Чем меньше β, при прочих равных условиях, тем выше производительность. Минимальное значение β ограничено возможностью подачи заготовок в гнезда сепаратора из выходного патрубка бункера и, в общем случае, зависит от конструктивных параметров как бункера, так и самого устройства.
Вносимые предложения позволяют уменьшить существенным образом угол клина и увеличить длину рабочего клинового зазора за счет того, что в развертке его продольного сечения на вертикальную плоскость (а именно, в этом сечении формируется сферическая поверхность шарика) радиус кривизны одной боковой профильной линии клина, принадлежащей канавке круга, существенно уменьшается (и это без увеличения диаметра круга), а для другой боковой профильной линии, принадлежащей плоской прижимной поверхности, радиус кривизны становится вообще равным бесконечности (прямая линия). Такое изменение параметров клинового зазора при сохранении габаритов, энергопотребления и оптимальной радиальной подачи, что и в прототипе, позволяет существенно повысить по сравнению с прототипом производительность обработки за счет увеличения транспортной скорости узла круговой подачи (частоты его вращения) и повысить точность формы шарика и качество его поверхности за счет увеличения пути резания.
На прилагаемых чертежах изображено:
на фиг.1 - общая схема устройства;
на фиг.2 - схема предельных углов наклона диаметральной плоскости канавки круга к плоскости прижимного диска;
на фиг.3 - развертка на вертикальную плоскость рабочего клинового зазора:
на фиг.4 - сечение А-А на фиг.3;
на фиг.5 - сечение Б-Б на фиг.3.
На схемах приняты следующие обозначения:
1 - основание: 2 - стакан; 3 - прижимной диск; 4 - вал; 5 - узел круговой подачи; 6 - заготовка: 7 - бункер: 8 - корпус шпиндельной головки: 9 - регулировочный винт; 10 - абразивный круг; 11 - канавка с радиусным профилем; 12, 13 - кромки канавки; 14 - ось поворота корпуса шпиндельной головки.
На основании 1 установлен стакан 2, на котором смонтирован прижимной диск 3, вращаемый электродвигателем M1. Сквозь отверстие в стакане 2 проходит вал 4 сепаратора 5, имеющий возможность независимого вращения от электродвигателя М2. В гнездах узла круговой подачи 5 размещаются заготовки 6, поступающие в них автоматически из бункера 7. На основании 1 смонтирована шпиндельная головка, чей корпус 8 имеет возможность установочного перемещения в вертикальной плоскости с помощью регулировочного винта 9. В корпусе 8 смонтирован шпиндель с установленным на нем абразивным кругом 10, приводимым во вращение электродвигателем М3. При этом ось шпинделя наклонена по отношению к плоскости прижимного диска 3 на угол φ, величина которого устанавливается за счет поворота корпуса 8 вокруг оси 14 с его последующей фиксацией. В свою очередь, абразивный круг имеет периферийную поверхность в виде усеченного конуса с углом при вершине 2φ. В результате образующая конуса в сечении, перпендикулярном поверхности диска 3 и проходящем через ось конуса, параллельна прижимной плоскости диска и отстоит от нее на величину зазора, равного радиусу шлифуемого шарика. Величина зазора регулируется с помощью винта 9. На конической поверхности абразивного круга 10 выполнена канавка 11 с профилем, радиус которого равен радиусу шлифуемого шарика, а центр ее профиля лежит на образующей конуса.
Конкретный пример осуществления способа.
Пример осуществления способа рассмотрен при обработке шариков из янтаря диаметром 5 мм, при этом число гнезд узла круговой подачи z=60. Допустимая радиальная подача Sрад при обработке шариков из янтаря, с целью избежания сколов и подплавления, не должна превышать 0,25…0,35 мм/с.
В буккер 7 засыпают заготовки приблизительно сферической формы, диаметром 6 мм (припуск на сторону 0,5 мм). При включении электродвигателя М3 приводится во вращение абразивный круг 10, при включении электродвигателя М2 начинает вращаться узел круговой подачи 5, а при включении электродвигателя M1 вращается прижимной диск 3.
Вращение исполнительных органов станка согласованы определенным образом: абразивный круг 10 вращается с большой скоростью (3000 об/мин) по часовой стрелке (вращение В1 - движение скорости резания); узел круговой подачи 5 медленно (с частотой nс=2 об/мин) по часовой стрелке (вращение В2 - транспортное движение, являющееся одновременно и движением радиальной подачи); прижимной диск 3 вращается с большей скоростью, чем скорость узла круговой подачи (6 об/мин) прочив часовой стрелки (вращение В3 - движение круговой подачи).
Заготовка, поступившая из бункера в гнездо узла круговой подачи, транспортируется узлом круговой подачи из зоны загрузки в зону резания. Обработка начинается с момента соприкосновения заготовки, лежащей на поверхности диска 3, с кромками 12, 13 канавки 11. При этом диаметральная плоскость канавки 11 наклонена к плоскости прижимной поверхности диска 3 под углом βmax=10°, что соответствует углу при вершине конуса, по которому спрофилирована периферийная поверхность круга, 2φ=160°, и углу наклона оси вращения круга к прижимной поверхности φ=80° (см. фиг.2). По мере продвижения заготовки вместе с гнездом узла круговой подачи по рабочему зазору между поверхностью канавки 11 и опорной поверхностью прижимного диска 3 сечение зазора, имеющего форму изогнутого клина, уменьшается от начального hн до калибровочного значения hк, равного заданному радиусу шлифуемого шарика (см. фиг.3, 4, 5). В результате, при прохождении заготовкой всей длины рабочего клинового зазора Lкл, и ее постепенном ″заглублении″ в профиль канавки осуществляется полный съем припуска. Транспортное движение (движение сепаратора В2), одновременно является движением технологическим: за счет него в неявном виде осуществляется радиальная подача заготовки на шлифовальный круг (движение радиальной подачи).
Материал опорной поверхности диска 3 (например, резина) подобран таким образов, что коэффициент трения заготовки по этой поверхности высок. В результате сила трения между заготовкой и опорной поверхностью превышает силу резания и заготовка получает вращение с угловой скоростью ωх вокруг оси X, проходящей через центр заготовки и вершину конуса на абразивном круге 10. В силу особенностей кинематики, заготовка, перемещаемая сепаратором в клиновом зазоре по дуге профильной канавки 11, наряду с вращением вокруг оси X участвует во вращательном движении вокруг оси Y и оси Z, получая соответственно угловые скорости ωy и ωz. Таким образом, заготовка участвует одновременно в трех вращательных движениях ωх, ωy ωz. В результате сложения скоростей вектор мгновенной скорости заготовки, по мере продвижения ее по клиновому зазору, постоянно меняет свое направление, что способствует интенсификации съема припуска, повышает точность сферической формы шара и качество его поверхности за счет перекрестного характера рисок.
Экспериментально установлено, что при принятых значениях β=10° и nс=2,5 об/мин, сколы и другие виды брака поверхности готовых шариков отсутствуют, при этом величина фактической радиальной подачи Sрад=0,3 мм/с, что укладывается в интервал ее допустимых значений ([Sрад]=0,25…0,35 мм/с). Производительность обработки составила:
Пт=nс·z=2,5·60=150 шт./мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАРИКОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2005 |
|
RU2294823C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2203171C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ФАСОННОГО ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076037C1 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ЗАМКА ЛОПАТОК | 1989 |
|
SU1781943A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2202460C2 |
| Фрезерный рабочий орган к станку | 1984 |
|
SU1299486A3 |
Изобретение относится к области абразивной обработки и может быть использовано в ювелирной промышленности при обработке шариков из полудрагоценных и поделочных материалов, например янтаря. Производят автоматическую загрузку заготовок из бункера в узел круговой подачи. Транспортируют заготовки в зону резания, представляющую собой клиновой зазор. Последний образован радиусной профильной канавкой на периферийной поверхности абразивного круга и плоской прижимной поверхностью узла круговой подачи. Периферийную поверхность абразивного круга формируют в виде усеченного конуса, а центр профиля канавки располагают на образующей конуса. Ось вращения абразивного круга наклонена к прижимной поверхности под углом φ, составляющим φ=90°-β, где β - угол наклона диаметральной плоскости профильной канавки к прижимной поверхности, выбираемый из соотношения  ,
,
где nс - частота вращения узла круговой подачи. Образующая конуса в наименьшем сечении клинового зазора расположена параллельно прижимной плоскости на расстоянии, равном заданному радиусу обрабатываемого шарика. В результате повышается производительность обработки с одновременным повышением качества поверхностей шариков и точностью их формы. 2 н.п. ф-лы, 5 ил.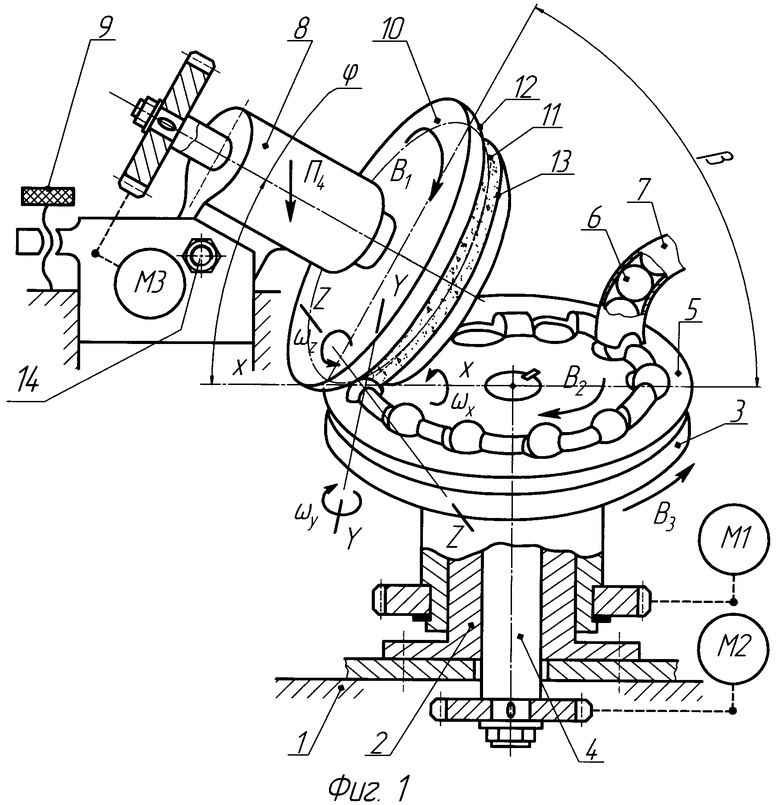
1. Способ обработки шариков из полудрагоценных камней, включающий автоматическую загрузку заготовок из бункера в узел круговой подачи и транспортирование их в зону резания, представляющую собой клиновой зазор, образованный радиусной профильной канавкой, расположенной на периферийной поверхности абразивного круга, и прижимной поверхностью узла круговой подачи, отличающийся тем, что прижимную поверхность узла круговой подачи выполняют плоской, периферийную поверхность абразивного круга формируют в виде усеченного конуса, центр профиля канавки располагают на образующей конуса, а угол наклона оси вращения абразивного круга к прижимной поверхности и угол наклона диаметральной плоскости профильной канавки к прижимной поверхности β устанавливают по соотношению φ=90°-β, причем величину β определяют по формуле ,
где nс - частота вращения узла круговой подачи, а образующую конуса в наименьшем сечении клинового зазора располагают параллельно прижимной плоскости на расстоянии, равном заданному радиусу обрабатываемого шарика.
2. Устройство для обработки шариков из полудрагоценных камней, содержащее основание, шпиндельную головку, абразивный круг с канавкой радиусного профиля на периферийной поверхности, узел круговой подачи с прижимной поверхностью, узел транспортирования заготовок в зону резания и бункер для автоматической загрузки заготовок в узел транспортирования, отличающееся тем, что прижимная поверхность узла круговой подачи выполнена плоской, абразивный круг - в форме усеченного конуса с углом при вершине, равном 2φ, центр профиля канавки расположен на образующей конуса, а ось вращения абразивного круга наклонена к прижимной поверхности под углом φ, составляющим φ=90°-β, где β - угол наклона диаметральной плоскости профильной канавки к прижимной поверхности, выбираемый из соотношения ,
где nс - частота вращения узла круговой подачи.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ШАРИКОВ ИЗ ПОЛУДРАГОЦЕННЫХ КАМНЕЙ | 2005 |
|
RU2294823C1 |
| Устройство для обработки шариков | 1985 |
|
SU1306696A1 |
| УСТРОЙСТВА РАДИОСВЯЗИ И СПОСОБ РАДИОСВЯЗИ | 2010 |
|
RU2534216C2 |

