(2J) А239225/25-08
(22) 29.04.87
(46) 23.07.89. Бюл. 1 27
(71)Научно-производственное объединение по абразивам н шлифованию
и Северо-Западный заочный политехнический институт
(72)В.Н.Ардашников, Б.И.Никулкии, М.Г.Эфрос, АоС.Черкудинов, ГоИ.Меркулова, ЕоЮ.Урецкая, А.В.Хегай
и Г.Л.Рожавин
(53)621.922.079(088о8)
(56)Авторское свидетельство СССР 1183357, кл. В 24 D 17/00, 1983.
(54)ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЬЙ КРУГ
(57)Изобретение относится к обработке деталей шлифованием, в частности к производству шлифовальшях кругов для обработки неметаллических изделий. Целью изобретения является повышение производительности обработки. Рабочая поверхность образована выступами 2 ромбовидной формы, на периферийной и боковых поверхностях которых нанесен в один слой абразив. Выступы 2 образованы пересекающимися впадинами, выполненными с одинаковым шагом, равным или кратным ширине круга. Глубина впадин превышает в 10-20 раз среднкио величину абразивного яерна. Протяженность выступов превышает их ширину в 5-30 раз, причем последняя больше ширины впадин. Одна из половин
О
ф
4:::
сл
3U9510A4
выступов 2 разделена поперечными тает от середины выступа к заборной впадинами, образующими режущие эле- части в геометрической прогрессии. М€;нты, протяженность которых возрас- А з.п, ф-лы, 4 ил „

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ КРУГОМ С ВИНТОВОЙ ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2203794C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ КРУГ С ИМПРЕГНАТОРОМ ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270087C1 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| СПОСОБ ПРЕРЫВИСТОЙ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230650C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2203796C1 |
Изобретение относится к обработке деталей шлифованием ,в частности, к производству шлифовальных кругов для обработки неметаллических изделий. Целью изобретения является повышение производительности обработки. Рабочая поверхность образована выступами 2 ромбовидной формы, на периферийной и боковых поверхностях которых нанесен в один слой абразив. Выступы 2 образованы пересекающимися впадинами, выполненными с одинаковым шагом, равным или кратным ширине круга. Глубина впадин превышает в 10-20 раз среднюю величину абразивного зерна. Протяженность выступов превышает их ширину в 5-30 раз, причем последняя больше ширины впадин. Одна из половин выступов 2 разделена поперечными впадинами, образующими режущие элементы, протяженность которых возрастает от середины выступа к заборной части в геометрической прогрессии. 4 з.п. ф-лы, 4 ил.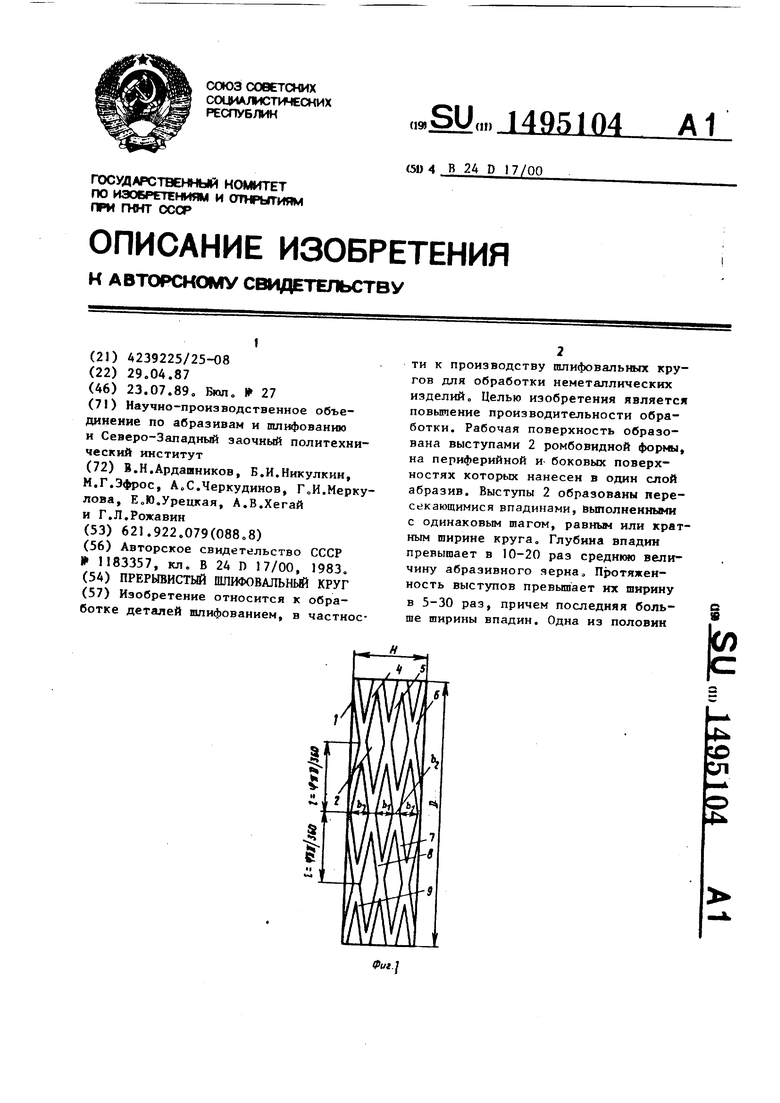
Изобретение относится к области обработки деталей шлифованием, в частности к производству шлифовальных кругов для обработки резинотехнических изделий, изделий из дерева и других неметаллов о
Целью изобретения является повышение производительности обработки.
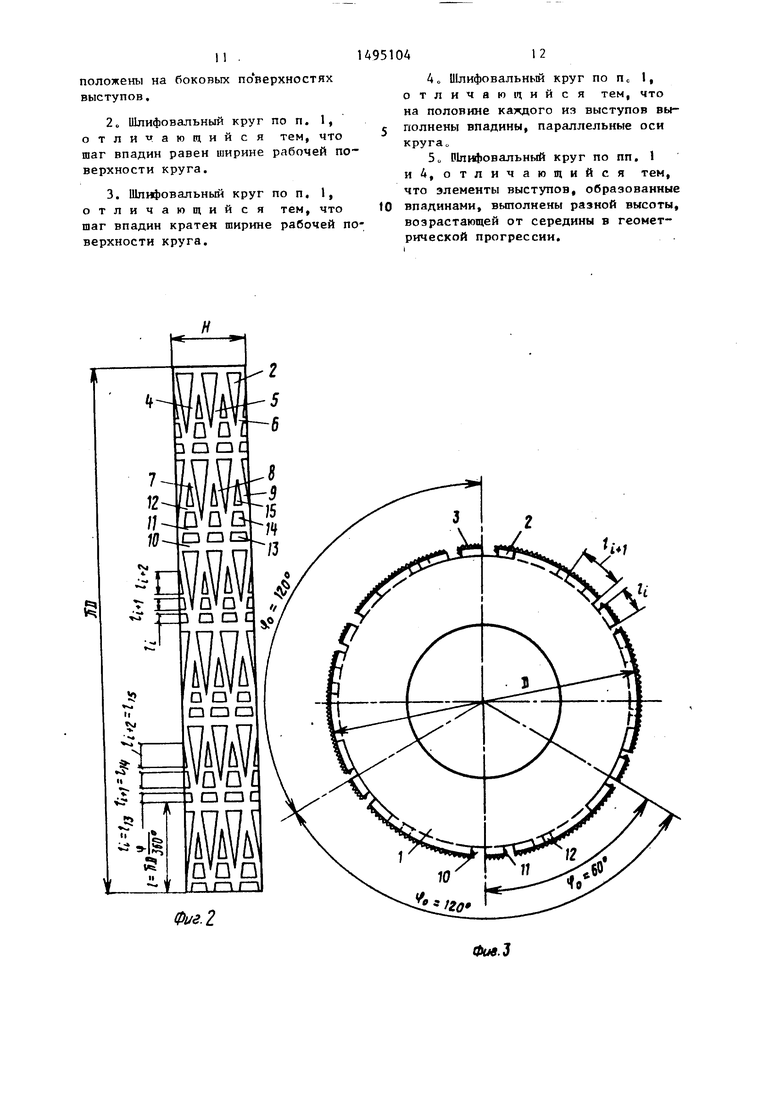
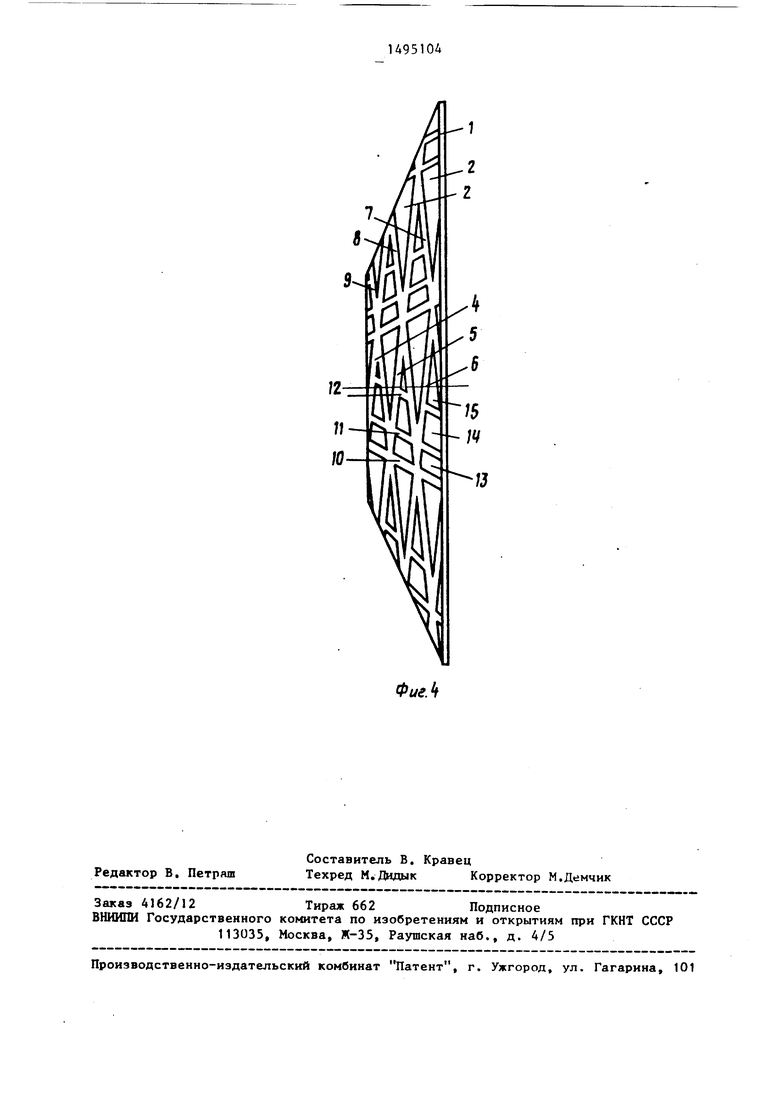
На фиг. 1 показан прерьгоистый шлифовальный круг прямого профиля, содержащий режущие выступы, образованные трехзаходныни пересекающимися канавками правого и левого винтового уклона; на фиг. 2 - то же, развертка периферийной рабочей поверхности круга с дополнительными канавками; на фиг о 3 - то же, вид с торца; на фкг. 4 - конусный круГс
Прерьшистый шлифовальный круг содержит токопроводящий корпус 1, выполненный в виде диска, и режущие выступы 2, образованные многозаход- ными, например А - 12-заходными винтовыми пересекающимися углубления- ми в корпусе 1g На периферийной поверхности выступов 2 и на их боковых поверхностях расположены в один слой абразивные зерна 3, скрепленные электролитически осажденным металлом, например никелем. Винтовые углубления 4-6 правого и 7 - 9 левого уклона выполнены с одинаковым шагом, равным или кратным ширине И режущей поверхности круга, а их глубина превьшает в 10 - 20-раз среднюю величину абразивного зерна. При этом режущие выступы 2 имеют ромбовидную форму и вытянуты в окружном направлении. Протяженность выступов превышает их ширину в 5-30 раз. Ширина Ь средней части режущих выступов 2 в направлении, параллельном оси вращения круга, превьш1ает, например, в, 2 раза ширину Ь углублений„ Режущие выступы расположены на рабочей поверхности круга в шахматном порядке а угловой шаг Cf (фиг. 3) между серединой смежных режущих выступов 2 в окружном направлении выполнен в диапазоне в 1,5-2 раза меньшем отноше0
0
5
0
5
0
5
0
5
ния частоты вращения круга, допускаемой прочностью абразивного круга и абразивного покрытия 3, к собственной частоте fj. круга на шпинделе, например с угловым шагом tf 60°.
Режущие выступы 2 ромбовидной формы, образованные пересекающимися много3входными винтовыми углубения- ми с одинаковым шагом, равным или кратным ширине рабочей поверхности, и расположенные в шахматном порядке с одинаковым угловым шагом Cf, обеспечивают равномерное распределение массы круга в окружном и осевом направлениях и статическую уравновешенность круга. Причем угловой щаг ( между серединой смежных режущих выступов 2 в диапазоне меньшем в 1,5-2 раза отношения частоты Q. вращения круга, допускаемой прочностью удержания абразивного покрытия 3 на ра бочей поверхности круга, к собственной частоте fg круга на шпинделе, обеспечивает в процессе шлифования изменения силы в контакте круга и изделия и колебания поверхностного слоя материала, например эластичного изделия с частотой оЭ , превьшаю- щей в 1-1,4 раза собственную частоту fg с круга, затухание переходных вибраций круга и полное подавление автоколебаний. Таким образом, создается виброустойчивый режущий профиль рабочей поверхности прерывистого круга.
Винтовые канавки 4 - 9 с глубиной, которая превышает в 10-20 раз среднюю величину абразивного зерна, обеспечивают возможность размещения абразивных зерен на боковых поверхностях выступов, за счет чего создается дополнительный виброустойчивый профиль режущих поверхностей инструмента, кроме того, такие углубления обеспечивают удаление отходов шлифования из межзернового пространства.
Пример. Корпус прерывистого шлифовального круга (фиг. 1-3) вьтолнен в виде диска диаметром D 5
200 мм, высотой Н 27 мм из конструкционной стали или может быть вьтолнен из другого токопроводящего материала. На рабочей поверхности диска 1 выполнены трехзаходные и пе ресекаюпдаеся под одинаковым углом углубления с правым и левым винтовы уклоном с одинаковым шагом, равным ширине Н рабочей поверхности круга. Начало углублений (фиг. 2 и 3) со стороны торцов диска смещено на 120 Причем начало канавок правого и левого винтового уклона совмещено на торце круга. Ширина углублений 3 мм глубина 4 мм При этом ширина выступов 2 в средней их части равна 6 мм и и кромки выступов закруглены под радиусом R 1 - 1,5 мм. Пересекающиеся винтовые канавки 4-9 образуют режущие выступы 2 в виде совмещенных тыльной стороной и вытянутых в окружном направлении клиновых элементов, длина которых превышает в 30 раз ширину в средней части выступов Выступы 2 расположены
в шахматном порядке с угловым шагом (60 между их серединой,а их закругленные режущие кромки расположены по спирали с правым и .левым уклоном. На металлической рабочей поверхности выступов 2 диска 1 со стороны периферии, на закругленных режущих кромках периферии и на боковых поверхностях винтовых углублений расположены в один слой абразивные зерна из электрокорундового материала марки 24А зернистостью 25-40, которые скреплены электролитически осажденным слоем никеля Абразивные зерна 3 на боковых поверхностях выступов 2 расположены со смещением на 2 мм от периферийной режущей поверхности
Прерывистый шлифовальный круг (фиг. 2 и 3) содержит на заборной части клинового выступа 2 дополнительные канавки 10 - 12, расположенные перпендикулярно плоскости вращения круга, образующие внутри углового шага ср режущие элементы 13 - 15 переменной протяженности, монотонно возрастающей от середины выступа к заборной части в геометрической прогрессии. При этом протяженность 1; режущих элементов 13 - 15 возрас( тает по
зависимости 1; m
1,
п
6
m
где - п
знаменатель геометрической
прогрессии;
натуральные числа.
} и п 4 протяэлементов 1; 1 27 мм; 1
о
тип
Например, при тл женность режущих
20 мм 5 , 41 14 - + 2
36 мм. Ширина поперечных канавок, расположенных с угловым шагом Cf, может превышать в 2-3 раза (фиг. 2) ширину канавок 11 и 12.
Канавки 10 - 12 создают дополнительные режущие кромки на выступах 2 и прерьгоистость боковых режущих кромок выступов 2 на заборной части и обеспечивают сокращение длины стружки, например, из эластичного материа
ла, за счет чего улучшается удаление отходов из зоны шлифования и снижается количество тепла, вьщеляемого при шлифовании. При этом режущие элементы 13 - 15 переменной протяженности обеспечивают также переменную продолжительность трения и колебания поверхностного слоя материала изделия и круга малой амплитуды с широким набором частот вибраций, каждая из которых превьш1ает в несколько раз собственную частоту колебанки круга на шпинделе, введенного в контакт с изделием из материалов, которые могут иметь различный модуль упругости.
На фиг о 4 показан прерьгоистый конусный шлифовальный круг, содержащий корпус 1, вьтолненный в виде диска с конусной рабочей поверхностью, на которой образованы режущие выступы 2 в виде совмещенных тыпьной стороной
клиновых элементов с выполненными по спирали режущими кромками.Режущие выступы 2 выполнены на ширине Н рабочей поверхности и несут на периферии и на боковых поверхностях в углублениях абразивное покрытие. Выступы 2 образованы трехзаходными пересекающимися канавками с правым и левым винтовым уклоном и расположены в шахматном порядке с угловым шагом Cf 60 в окружном направлении. На заборной части клинового выступа 2 вьшолнены дополнительные канавки, расположенные перпендикулярно плоскости вращения круга, которые
образуют режущие элементы переменной протяженности, возрастающей по геометрической прогрессии от середины к вершине забойной части клинового выступа в окружном направлении.
Форма режущих выступов и их расположение относительно плоскости вращени круга выполнено аналогочно кругу прямого профиля (фиг. 2 и 3). Конус- ный прерывистый шлифовальный круг (фиг. 4) обеспечивает переменную в диапазоне 5-8 м/с скорость резания по ширине Н рабочей поверхности, за счет чего стабилизируются динамичес- кие характеристики силы резания и расширяется область устойчивости процесса шлифования эластичных материалов, и может быть использован при многокруговом шлифовании профильной поверхности изделия из эластичного материала.
Прерьгоистый шлифовальный круг работает следующим образом.
Кругу сообщают вращение с рабочей частотой СОр и окружной скоростью Vjj , а изделию, например, из резины, дерева, - продольную подачу со скоростью Уц, например Qp 2000 - 4000 об/мин, V 10 - 35 м/с; 1-10 м/мин„ Рабочую поверхность круга сближают с обрабатываемой поверхностью изделия Между кругом и изделием создают дав- ление, например, с усилием прижима круга 10 кгс и площадку контакта длиной L в направлении вектора скорости подачи, которая превышает в несколько раз ширину канавок на кру- ге, например L 20 мм. При этом возникает контактная деформация материала изделия под воздействием режущих выступов 2 клиновой формы и упругая деформация поверхностного слоя мате- риала, которая носит волновой характер вследствие переменного давления на участках выступа 2 переменной ширины и наличия впадин на кругес Причем величина давления прямо пропор- циональна ширине режущего выступа 2, а максимальное давление и напряжение превьш1ающе е напряжение среза, возникает на участке контакта изделия с вершиной клина и кромках заборной части режущего выступа 2.
В момент продольной подачи изделия со скоростью Vy и вращения прерывистого круга со скоростью V кромки режущего выступа 2, выполнен- ные с правым и левым винтовым уклоном по спирали, перемещаются в плоскости резания относительно упруго деформиронпииого и среяаемого слоя
0
5 0 5 0 5
е
0
поверхности изделия под углом к плоскости вращения круга. При этом в связи с переменной шириной режущего клинового выступа 2 и наличием абразивного покрытия на кромках к боковых поверхностях, а также в связи с пере-т менной площадью контакта создается переменное давление на изделие и возникают переменные силы трения и резания в плоскости резания в тангенциальном и осевом направлении.
Перекрестное расположение винтовых углублений с правым и левым уклоном по высоте Н круга и переменйая ширина режущей поверхности выступа 2 в окружном направлении с угловым щагом U меньшим в 1,5-2 раза отношения частоты СОо, допускаемой прочностью удержания абразивного покрытия 3, к собственной его частоте вызьшают изменение силы трения и резания с частотой, превышающей до 1,5 раза собственную частоту круга на шпинделе и равную произведению частоты со. вращения круга и количест, 360 „ ва выступов круга Z -т -. При этом
обеспечивается затухание переходных вибраций, полное подавление автоколебаний круга и поверхностного слоя эластичного материала и устойчивый процесс шлифования при высокой интенсивности съема материала без опасения самовозбуждения вибраций и ухудшения качества поверхности.
При выполнении многозаходных пересекающихся углублений шириной Ь меньшей, например, в 2 раза ширины Ь, режущего выступа 2 и расположении выступов 2 в шахматном порядке в процессе шлифования срезается слой материала с полной ширины участка шлифуемого изделия.
В момент контакта вершины заборного участка режущего выступа 2 возникает максимальное удельное давление и напряжение на кромках вершины, превьгаающее напряжение среза, и вершина режущего выступа 2, а затем его боковые кромки врезаются в обраба- тьшаемнй материал изделия. При этом в связи с левым и правым винтовым уклоном кромок режущих выступов 2, расположенных по спирали и в шахматном порядке, и последующим движением кромок и боковых поверхностей выступов, несущих абразивное покрытие, относительно обрабатываемой поверхности в тангенциальном и осевом направлениях (по типу шнекового транспортера) материал изделия срезается полной шириной заборной части клина режущих выступов 2 и силы трения и резания возникают в плоскости резания под углом к вектору скорости Уц подачи, за счет чего стабилизируется процесс шлифования.
В процессе шлифования кругом с режущими выступами 2, образованными двухзаходными пересекающимися винтовыми канавками, давление и силы трения и резания в контакте режущих выступов 2 с изделием изменяются четьфе раза в течение полного оборота круга, а при обработке кругом с трехзаходными пересекающимися винтовыми канавками (фиг. 2) - шесть раз. При этом периодическое изменение давления и перекрестное направление среза материала под углом к вектору скорости VK резания и скорости Vy подачи подавляют автоколебания и формируют перекрестные шлифовочные риски и равномерную микрогеометрию шероховатости с однотонным внешним видом
при высокой интенсивности съема мате- 30 се шлифования изделий из резины, дериала. Причем вторая половина участка клинового режущего выступа 2 уменьшающейся ширины с абразивным покрытием 3 в контакте с поверхностью эластичного материала cpesaieT и снижает микронеровности шероховатости на обрабатываемой поверхности.
В процессе шлифования эластичного материала прерывистым кругом (фиГо 2-4), на режущих выступах 2 которого выполнены дополнительные канавки 10 - 12 и образованы на заборной части выступа режущие элементы переменной протяженности, в резании участвуют дополнительные режущие кромки выступа 2, уменьшается длина стружки, происходит ее дробление и облегчается отделение срезаемой стружки от основного материала изделия.
Переменная протяженность режущих элементов заборной части выступа 2, изменяющаяся монотонно в геометрической прогрессии в окружном направлении, вызывает изменение сил резания и трения с периодически уменьшающимся периодом и колебания поверхностного слоя материала и круга с широким набором частот колебаний
35
40
45
50
55
рева и древесно-стружечных изделий повышает производительность обработки в 12,5 раз и приводит к уменьшению высоты шероховатости обрабатываемой поверхности в 2 раза Предлагаемый круг обладает преимуществами при шлифовании резины и дерева по сравнению с высокопористыми кругами и фрезами из твердого сплава.
Формула изобретения
5
0
5
Г|СО, превыгааюгчих собственную частоту f шлифовального круга на шпинделе. При этом обеспечивается устойчивый процесс шлифования изделия из материалов разной жесткости. Колебания сил резания, круга и материала изделия с широким спектром частот г; 60 имеют малые амплитуды и не препятствуют срезанию материала, но обеспечивают затухание переходных вибраций круга и полное подавление автоколебаний в широком диапазоне собственных частот f круга, например, в диапазоне fc 200-1600 Гц, при обработке эластичных материалов с модулем упругости в диапазоне 20- 170 кг/см , а также изделий из древесно-стружечньгх материалов. При этом обеспечивается интенсивный съем материала разной жесткости и высокое качество обрабатьгоаемой поверхности и одновременно повышается стойкость инструмента, т.е. расширяются технологические возможности процесса шлифования эластичных материалов разной жесткости и других неметаллов.
Использование предлагаемого Прерывистого шлифовального круга в процес5
0
5
0
5
рева и древесно-стружечных изделий повышает производительность обработки в 12,5 раз и приводит к уменьшению высоты шероховатости обрабатываемой поверхности в 2 раза Предлагаемый круг обладает преимуществами при шлифовании резины и дерева по сравнению с высокопористыми кругами и фрезами из твердого сплава.
Формула изобретения
боковых по верхностях
о на по кр
2о Шлифовальный круг по п. 1, отличающийся тем, что шаг впадин равен ширине рабочей поверхности круга,
Фиг. 2
12
4 о Шлифовальный круг по п I, отличающийся тем, что на половине каждого из выступов выполнены впадины, параллельные оси круга
5о 01лифовапьный круг по пп. 1 иА, отличающийся тем, что элементы выступов, образованные впадинами, выполнены разной высоты, возрастающей от середины в геометрической прогрессии.
ФигЛ
