Изобретение относится к области черной металлургии, в частности касается переработки распадающегося шлака.
Известны способы переработки распадающегося шлака, включающие охлаждение, обеспыливание и магнитную сепарацию продуктов распада [1]. Признаками, совпадающими с признаками заявляемого изобретения, являются:
- предварительное охлаждение распадающегося шлака;
- сортировка шлака;
- магнитная сепарация кускового шлака.
Причины, препятствующие достижению ожидаемого технического результата:
- низкое качество металлопродукта, извлеченного из шлака, из-за высокого содержания в нем шлака;
- высокие потери металла с мелкими фракциями шлака, которые не подвергаются магнитной сепарации;
- интенсивное пылевыделение на всех технологических операциях.
Эти факторы связаны с тем, что распадающийся шлак в процессе охлаждения за счет полиморфизма двухкальциевого силиката рассыпается в порошок. Процесс распада шлака протекает неравномерно. Распадающиеся куски шлака постепенно покрываются продуктами распада и распад замедляется. После отсева мелких частиц поверхность шлака обнажается и распад возобновляется вновь. В результате, на магнитную сепарацию кусковой шлак поступает совместно с пылевидными продуктами распада. Процесс магнитной сепарации усложняется из-за того, что пылевидные частицы взаимодействуют с магнитным полем сепаратора и плотно укрывают его поверхность. Индукция магнитного поля в зоне взаимодействия с кусковым материалом снижается. В результате возрастают потери металла с немагнитным продуктом, а магнитный продукт имеет высокую зашлакованность.
Наиболее близким техническим решением, принятым за прототип, является способ переработки распадающегося шлака [2], включающий предварительное охлаждение распадающегося шлака в чашах до температур ниже 450°С, при которых процесс распада приостанавливается, выгрузку шлака на решетку для отбора крупных кусков скрапа, сортировку подрешетного продукта в сите бурат, по границе 10 мм, подачу продуктов сортировки в специальные воздушные сепараторы на обеспыливание и последующую магнитную сепарацию плюсовых продуктов после обеспыливания. Признаками, совпадающими с признаками заявляемого изобретения, являются:
- предварительное охлаждение распадающегося шлака;
- сортировка шлака на просеивающей решетке;
- обеспыливание продуктов сортировки;
- магнитная сепарация обеспыленных продуктов.
Причины, препятствующие достижению ожидаемого технического результата:
- высокая продолжительность (1-2 суток) предварительного охлаждения шлака в стальных ковшах до полного распада;
- задалживание большого парка шлаковозного оборудования и производственных площадей для выдержки шлака до полного распада;
- низкая эффективность распада шлака в стальных ковшах, приводящая к возобновлению распада после его выгрузки на операциях сортировки, обеспыливания и магнитной сепарации;
- высокая запыленность и зашлакованность металлопродукта, извлеченного из распадающегося шлака;
- высокие потери металла с немагнитными и пылевидными продуктами переработки распадающегося шлака;
- интенсивное пылевыделение на всех стадиях переработки распадающегося шлака.
Техническая задача, решаемая изобретением, заключается в сокращении продолжительности охлаждения и распада шлака, сокращении потерь металла с кусковым и пылевидным шлаком, повышении качества металлопродуктов и продуктов из минеральной составляющей шлака.
Решение поставленной задачи осуществляется за счет того, что в способе переработки распадающегося шлака, включающем охлаждение, сортировку, обеспыливание и магнитную сепарацию продуктов распада, предварительное охлаждение распадающегося шлака выполняют на просеивающей решетке с размерами ячеек просеивающей поверхности от 80×80 мм до 300×300 мм, окончательное охлаждение и обеспыливание шлака осуществляют во вращающемся барабане при линейной скорости вращения внутренней поверхности обечайки барабана 0,2-0,5 м/с и скорости воздушного потока в полости барабана 0,6-4,0 м/с, предварительное охлаждение распадающегося шлака на просеивающей решетке совмещают с воздействием на него вибрации с частотой 3000-6000 колебаний в минуту с вынуждающей силой от 2,5 до 9,0 кН, а пылевидные и обеспыленные продукты распада шлака подвергают магнитной сепарации раздельно.
Решение поставленной задачи возможно потому, что распад шлака происходит интенсивнее, если поверхность распада будет постоянно освобождаться от продуктов распада, поэтому распадающийся шлак после выпуска из плавильного агрегата выдерживают в чашах шлаковоза только до образования корок. Образование корок шлака происходит в среднем за 5-8 часов, затем эти корки кантуют на просеивающую решетку. На приемной просеивающей решетке на шлак воздействуют вибрацией. Это ускоряет освобождение поверхности распада от продуктов распада, и распад происходит с большей интенсивностью, чем под слоем мелкозернистых, тонкодисперсных и обладающих низкой теплопроводностью продуктов распада. Оставшиеся на приемной просеивающей решетке металлические скардовины (скрапины) и нераспавшиеся (застабилизированные) куски шлака под воздействием вибрации с частотой 3000-6000 колебаний в минуту с вынуждающей силой от 2,5 до 9,0 кН практически полностью освобождаются от пылевидных продуктов распада. Их снимают с просеивающей решетки, отправляют на переработку или используют как товарный продукт. Подрешетный продукт подвергают одновременному охлаждению и обеспыливанию во вращающемся барабане. Линейная скорость вращения внутренней поверхности обечайки барабана выбрана в диапазоне 0,2-0,5 м/с, исходя из условий перемещения в полости барабана шлака различной крупности. Она получена на основании результатов экспериментов по оценке параметров взаимодействия воздушного потока с продуктами распада различной крупности (таблица 1). Для этого во время перемещения шлака по внутренней поверхности обечайки барабана через полость барабана просасывали воздушный поток с различными скоростями. Скорость потока согласована со скоростями витания мелкозернистых и тонкодисперсных продуктов распада, с параметрами охлаждения шлака и находится в пределах 0,6-4,0 м/с. В результате взаимодействия потоков из полости барабана выносятся только те частицы, скорость витания которых ниже или соответствует скорости воздушного потока. Поток воздуха, просасываемый через полость барабана, не только выносит пылевидные продукты распада, но и охлаждает их, а также освобождает поверхность кусков шлака и металла от образовавшихся на них распавшихся частиц, этим способствует ускорению протекания процессов распада шлака и раскрытия металлических включений. Кусковые обеспыленные и охлажденные продукты распада подвергают сортировке и магнитной сепарации. В результате процесс магнитной сепарации свободного от пыли материала происходит с большей эффективностью, а технические характеристики продуктов сепарации соответствуют заданным требованиям. Пылевидные продукты распада в потоке воздуха подают на магнитную сепарацию и извлекают из них ферромагнитные включения металла. Конструкция магнитного сепаратора специально предназначена для переработки мелкозернистых и тонкодисперсных материалов в воздушном потоке в системе пневмотранспорта.
В совокупности изложенных принципов содержится решение задачи ускорения процессов охлаждения и распада шлака, повышения эффективности магнитной сепарации продуктов распада, улучшения их качества, сокращения потерь металла с продуктами распада и объемов пылевыделения на всех стадиях переработки распадающегося шлака.
Вариант реализации способа переработки распадающегося шлака приведен на чертеже. Способ переработки распадающегося шлака осуществляют следующим образом. Распадающийся шлак от различных плавок или выпусков периодически сливают в чашу шлаковоза 1. Чашу выдерживают до образования затвердевших корок шлака, предотвращающих выплескивание шлака при транспортировании к месту переработки. Затем чашу кантуют на приемную решетку 2. Просеивающая поверхность решетки в зависимости от количества и свойств шлака имеет ячейки с размерами от 80×80 мм до 300×300 мм. Обоснование выбранного диапазона размеров ячеек будет изложено ниже. На просеивающей решетке с размером ячеек 150×150 мм часть шлака 3 задерживается, а часть посыпается в бункер 4. Оставшийся на решетке шлак обрабатывают вибрацией. Вибропобудитель 5 монтируют непосредственно на решетке, или навешивают на крюк кран-балки, обслуживающей просеивающую решетку. За счет воздействия вибрации мелкозернистые и тонкодисперсные продукты распада легко проникают в бункер 4, освобождают поверхность нераспавшихся кусков шлака и металла, а процесс распада шлака происходит до полного завершения. Оставшиеся на просеивающей решетке застабилизированные куски шлака и раскрывшегося металла выбирают средствами малой механизации, складируют раздельно и периодически отгружают потребителю. Подрешетный продукт питателем 6 загружают в цилиндрический вращающийся барабан 7. Материал, крупностью 0-150 мм, попадая в полость барабана, под действием центробежных сил и полок, расположенных на внутренней поверхности барабана, поднимается и пересыпается. В это время мелкозернистые и пылевидные продукты попадают во всасывающий поток воздуха, организованный технологическим вентилятором 14, и пневмотранспортом выносятся из полости барабана вначале в магнитный сепаратор 8, затем в систему улавливания пыли и очистки воздуха, состоящую из пылеосадителя 12, группы циклонов 13 технологического вентилятора 14 и блока тонкой очистки воздуха 15. Отработанный и очищенный воздух вытяжным вентилятором 16 сбрасывают в атмосферу, а продукты распада осаждают в бункерах и перегружают на склад пыли 17. Кусковые, обеспыленные продукты распада на выходе из барабана в зависимости от зернового состава подвергают дополнительной сортировке или непосредственно направляют на магнитную сепарацию. Здесь на магнитном сепараторе 9 выделяют магнитный продукт и перегружают его на склад 11 и немагнитный продукт-шлак, который направляют на склад 10.
Выбор диапазона размеров ячейки просеивающей поверхности решетки обусловлен следующими факторами. Решетка с размером ячеек более 300×300 мм по условиям требований безопасности относится к разряду необслуживаемых. В нашем случае размер ячейки, ниже или равный 300 мм, принят по результатам опытов по распаду кусков с размером 300 и более мм во вращающемся барабане. Для достижения требуемого режима взаимодействия кускового материала с потоком воздуха приходилось принимать наибольшую скорость вращения барабана. В результате продолжительность нахождения кусков шлака и металла с размерами 300 и более мм сокращалась. Это приводило к тому, что за время пребывания шлака в барабане процесс распада не заканчивался, а продолжался и после выхода из барабана. Продукты распада попадали в магнитный сепаратор, усложнялся процесс сепарации, продукты разделения имели низкое качество. В магнитном продукте находилось много частиц шлака, а в немагнитный продукт попадали металлические включения.
Применение решеток с размером ячеек меньше чем 80×80 мм также имеет негативную сторону. Увеличивается продолжительность пребывания материала на приемной решетке. Решетка больше прогревается и за короткий промежуток времени деформируется, нарушаются размеры ячеек, большое количество кусков металла и шлака задерживается в ячейках, нарушается режим сортировки на решетке, увеличиваются выбросы пыли. Результаты обработки экспериментальных данных по обоснованию размера ячеек приемных решеток приведены в таблице 2.
Данные таблицы 2 показывают, что при линейных скоростях вращения внутренней поверхности обечайки барабана ниже 0,2 м/с повышается продолжительность пребывания шлака в полости барабана, следовательно, снижаются пропускная способность барабана и производительность установки в целом. При этом качество магнитного продукта остается неудовлетворительным. Вероятно, это связано с тем, что из-за длительного пребывания шлака в полости барабана образуются излишки продуктов распада и механического разрушения металла и шлака. Высокое содержание мелкозернистого и тонкодисперсного материала в полости барабана не способствует ускорению распада шлака и лучшему раскрытию металлической фазы, а приводит к росту потерь мелкодисперсного металла с немагнитным продуктом, т.к., попадая в поле магнитного сепаратора, еще не все кусочки шлака распались. В результате нераскрывшиеся включения металла с кусочками шлака перешли в немагнитный продукт. Учитывая, что процесс распада продолжается, включения металла раскрываются позже и остаются в немагнитном продукте. Повышение линейной скорости вращения обечайки выше 0,5 м/с также негативно отражается на параметрах процесса и качестве готовых продуктов. При таких линейных скоростях вращения обечайки барабана продолжительности пребывания материала в полости барабана оказывается недостаточно для завершения процесса распада. На магнитную сепарацию поступает материал, который находится в процессе распада. В результате выход магнитного продукта сокращается, его качество остается неудовлетворительным, а в немагнитный продукт попадают те включения металла, которые не раскрылись до магнитной сепарации, т.к. кусочки шлака не распались.
Уменьшение размера ячейки приемной просеивающей решетки влечет увеличение продолжительности пребывания на ней шлака. Увеличение размера ячейки свыше 300×300 мм приводит к возрастанию выхода пылевидных частиц шлака в кусковом материале на выходе из полости барабана.
Для обоснования параметров отсасывающего воздушного потока в полости барабана была проведена серия испытаний, в которой оценивали параметры готовых продуктов при различных значениях скорости воздушного потока в полости барабана. Результаты испытаний приведены в таблице 3.
Как видно из таблицы 3 низкие скорости всасывающего потока в полости барабана приводят к увеличению зашлакованности магнитного продукта. Это связано с тем, что гранулометрический состав продуктов распада представляет собой смесь тонкодисперсных и мелкозернистых частиц. Продукты распада крупнее 50 мкм имеют значения скоростей витания выше 0,2 и 0,4 м/с. В результате эти частицы при перемещении в полости барабана приобретают электрический заряд, налипают на поверхность кусков металла и шлака, ухудшают теплообменные процессы. Затем, участвуя в процессе магнитной сепарации, существенно затрудняют его из-за налипания на поверхность магнитной системы, снижают качество магнитного продукта, приводят к росту потерь металла с немагнитным продуктом. Увеличение скорости всасывающего потока в полости барабана выше рекомендуемых значений (4 м/с) также негативно влияет на технологические показатели обработки распадающегося шлака. Это вероятно связано с тем, что при высоких скоростях взаимодействия кусков распадающегося шлака с потоком воздуха наблюдается эффект резкого охлаждения шлака, приводящий к частичной (поверхностной) его стабилизации. В результате процесс распада шлака начинает замедляться, образовавшиеся частицы шлака имеют большие размеры, хуже поддаются эвакуации из полости барабана. Затем куски шлака и металла подают на магнитную сепарацию. Здесь действие воздушного потока прекращается, процессы теплообмена затухают, а процессы распада возобновляются с прежней интенсивностью. Образовавшиеся продукты распада усложняют процесс магнитной сепарации, налипают на поверхность магнитной системы, снижают индуктивность магнитного поля. В результате в магнитный продукт попадают немагнитные частицы шлака, а в немагнитный продукт - включения металла.
Параметры вибрационной обработки шлака для ускорения процесса распада за счет освобождения поверхности кусков шлака от продуктов распада и облегчения их прохождения через просеивающую решетку продиктованы техническими характеристиками существующих вибровозбудителей, а также условиями вибрационного воздействия на металлические сооружения, исключающими разрушение или поломку последних.
Важным для реализации способа переработки распадающегося шлака является создание условий для раздельной переработки пылевидных и кусковых продуктов распада. При обосновании технологических параметров процесса показано негативное влияние мелкозернистых и тонкодисперсных продуктов распада на качество продуктов магнитной сепарации при совместной переработке. В действующих цехах шлакопереработки вывод пылевидных продуктов распада из кускового шлака и металла является основой технологии переработки распадающегося шлака и гарантирует требуемые технико-экономические показатели. Известно, что с пылевидными продуктами распада теряется до 8-10% ферромагнитных включений, которые снижают технические характеристики пылевидного продукта (повышают насыпную плотность, ухудшают цвет, адгезионные свойства и т.д.). В настоящее время имеются технические средства, позволяющие извлечь ферромагнитные включения из потока мелкозернистого и тонкодисперсного материала в системе пневмотранспорта. Это позволит повысить эффективность переработки распадающегося шлака и качество продуктов переработки.
Предлагаемый способ переработки распадающегося шлака может быть использован для переработки шлаков доменного, сталеплавильного и ферросплавного производства.
Источники информации
1. Карноухов В.Н., Воронов Ю.И., Зайко В.П., Жучков В.И. Технология низкоуглеродистого феррохрома. Екатеринбург: УроРАН, 2001.
2. Байрамов Б.И., Зайко В.П., Рысс М.А., Лапкина Ю.В., Панфилов М.И. Переработка шлаков ферросплавного производства. Южно-Уральское книжное издательство, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ОТВАЛЬНОГО РАСПАДАЮЩЕГОСЯ ШЛАКА | 2006 |
|
RU2347622C2 |
| СПОСОБ ВОЗДУШНО-ГРАВИТАЦИОННОЙ ПЕРЕРАБОТКИ РАСПАДАЮЩЕГОСЯ МЕТАЛЛУРГИЧЕСКОГО ШЛАКА | 2011 |
|
RU2463363C1 |
| Способ переработки распадающегося металлургического шлака | 1990 |
|
SU1715737A1 |
| Способ переработки шлаков низкоуглеродистого феррохрома | 1985 |
|
SU1266571A1 |
| Способ переработки распадающегося металлургического шлака | 1982 |
|
SU1046213A1 |
| Способ переработки распадающихся металлургических шлаков | 1987 |
|
SU1740467A1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ ШЛАКОВ | 1994 |
|
RU2056948C1 |
| Способ переработки рассыпающихся шлаков | 1982 |
|
SU1069875A1 |
| СПОСОБ ПЕРЕРАБОТКИ РАСПАДАЮЩЕГОСЯ МЕТАЛЛУРГИЧЕСКОГО ШЛАКА | 1995 |
|
RU2098371C1 |
| СПОСОБ ПЕРЕРАБОТКИ ШЛАКОВ ЛИТЕЙНОГО ПРОИЗВОДСТВА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2065781C1 |
Изобретение относится к области черной металлургии, в частности касается переработки распадающегося шлака. Переработка распадающегося шлака включает предварительное и окончательное охлаждение, сортировку, обеспыливание и магнитную сепарацию продуктов распада. Предварительное охлаждение и сортировку распадающегося шлака выполняют на просеивающей решетке с размерами ячеек от 80×80 мм до 300×300 мм с воздействием вибрацией с частотой 3000-6000 колебаний в минуту с вынуждающей силой от 2,5 до 9,0 кН. Окончательное охлаждение и обеспыливание осуществляют одновременно во вращающемся барабане при линейной скорости вращения внутренней поверхности обечайки барабана 0,2-0,5 м/с и скорости воздушного потока в полости барабана 0,6-4,0 м/с. При этом пылевидные и обеспыленные продукты распада шлака подвергают магнитной сепарации раздельно. Изобретение позволит сократить продолжительность охлаждения и распада шлака, сократить потери металла с кусковым и пылевидным шлаком, повысить качество металлопродуктов и продуктов из минеральной составляющей шлака. 1 з.п. ф-лы, 1 ил., 3 табл.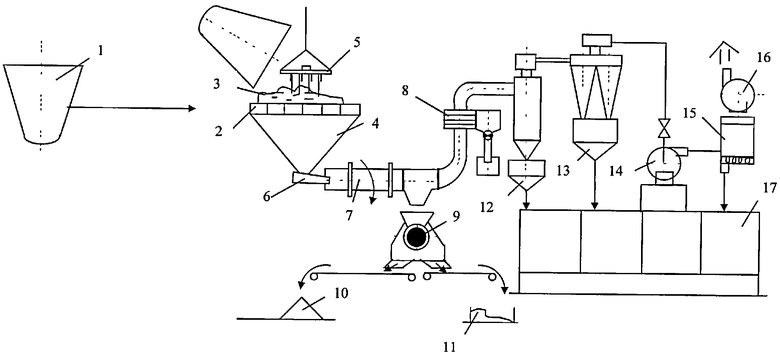
1. Способ переработки распадающегося шлака, включающий предварительное и окончательное охлаждение, сортировку, обеспыливание и магнитную сепарацию продуктов распада, отличающийся тем, что предварительное охлаждение и сортировку распадающегося шлака выполняют на просеивающей решетке с размерами ячеек от 80×80 мм до 300×300 мм с воздействием вибрацией, окончательное охлаждение и обеспыливание осуществляют одновременно во вращающемся барабане при линейной скорости вращения внутренней поверхности обечайки барабана 0,2-0,5 м/с и скорости воздушного потока в полости барабана 0,6-4,0 м/с, при этом пылевидные и обеспыленные продукты распада шлака подвергают магнитной сепарации раздельно.
2. Способ по п.1, отличающийся тем, что вибрацию осуществляют с частотой 3000-6000 колебаний в минуту с вынуждающей силой от 2,5 до 9,0 кН.
| СПОСОБ ПЕРЕРАБОТКИ РАСПАДАЮЩЕГОСЯ МЕТАЛЛУРГИЧЕСКОГО ШЛАКА | 1995 |
|
RU2098371C1 |
| Способ переработки распадающегося металлургического шлака | 1986 |
|
SU1401025A1 |
| RU 2052520 C1, 20.01.1996 | |||
| Способ переработки шлаков низкоуглеродистого феррохрома | 1985 |
|
SU1266571A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

