Изобретение относится к металлургии, а именно к непрерывной разливке с одновременной деформацией металла.
Прототипом по технической сущности к предлагаемому техническому решению является устройство для непрерывного литья и деформации металла (Патент №2073586 RU). Оно включает горизонтальный составной кристаллизатор, выполненный с отверстием в верхней части, пару боковых стенок, верхнюю и нижнюю стенки.
Недостатком известного устройства является образование пригара на рабочих поверхностях нижней и верхней стенок, формирующих внутреннюю полость кристаллизатора, при его заливке расплавленным металлом. Образование пригара обусловлено высокой температурой поверхностей верхней и нижней стенок и химическим взаимодействием материала стенок с заливаемым металлом. Этот эффект снижает производительность устройства, изменяет расчетный стационарный температурный режим его работы. Изменение температурного режима кристаллизатора приводит к образованию слоя затвердевшего металла на рабочих поверхностях верхней и нижней стенок, снижая надежность устройства в целом.
Задачей заявляемого устройства является получение заготовок заданного сортамента при непрерывной разливке с одновременной деформацией металла.
В процессе решения поставленной задачи достигается технический результат, заключающийся в увеличении производительности устройства и повышении надежности его работы.
Указанный технический результат достигается тем, что в устройстве для непрерывного горизонтального литья и деформации металла, содержащем горизонтальный составной кристаллизатор с отверстием в верхней части, имеющий нижнюю, верхнюю и пару боковых стенок, установленных с возможностью перемещения, нижняя и верхняя стенки которого выполнены с возможностью перемещения со смещением по фазе относительно перемещения пары боковых стенок, нижняя и верхняя стенки кристаллизатора выполнены с углублениями на рабочих поверхностях, формирующих внутреннюю полость кристаллизатора, углубления расположены симметрично относительно продольной плоскости симметрии верхней и нижней стенок кристаллизатора, при этом ширина области расположения углублений составляет одну треть общей ширины стенки.
Кроме того, углубления на рабочих поверхностях стенок кристаллизатора выполнены диаметром 2-5 мм.
Кроме того, углубления на рабочих поверхностях стенок кристаллизатора выполнены глубиной, составляющей две трети их диаметра.
Заявляемое устройство характеризуется совокупностью следующих существенных признаков.
Ограничительные.
Устройство для непрерывного горизонтального литья и деформации металла, содержащее горизонтальный составной кристаллизатор с отверстием в верхней части, имеющий нижнюю, верхнюю и пару боковых стенок, установленных с возможностью перемещения, нижняя и верхняя стенки которого выполнены с возможностью перемещения со смещением по фазе относительно перемещения пары боковых стенок.
Отличительные.
Нижняя и верхняя стенки кристаллизатора выполнены с углублениями на рабочих поверхностях, формирующих внутреннюю полость кристаллизатора, углубления расположены симметрично относительно продольной плоскости симметрии верхней и нижней стенок кристаллизатора, при этом ширина области расположения углублений составляет одну треть общей ширины стенки.
Благодаря выполнению на рабочих поверхностях верхней и нижней стенок углублений, которые образуют область, равную одной трети общей ширины стенки, увеличивается поверхность контакта противопригарного покрытия с рабочими поверхностями верхней и нижней стенок. В этом случае эрозионный износ противопригарного покрытия, связанный с трением материала движущейся заготовки о поверхность этого покрытия, снижается. Ширина области изготовления углублений определяется конструктивными особенностями горизонтального составного кристаллизатора. При значениях ширины области больше одной трети общей ширины стенки противопригарное покрытие не наносится, так как эта область соответствует зоне контакта верхней и нижней плит с боковыми стенками и находится вне области, формирующей внутреннюю полость кристаллизатора. При значениях ширины области меньше одной трети размер поверхности противопригарного покрытия будет меньше области, формирующей внутреннюю полость кристаллизатора, и останутся участки поверхности верхней и нижней стенок, на которых противопригарное покрытие не будет удерживаться.
Выполнение углублений диаметром менее 2 мм нецелесообразно, так как при этом увеличивается трудоемкость изготовления углублений. При выполнении углублений диаметром более 5 мм происходит ненадежное удержание противопригарного покрытия.
Выполнение углублений глубиной менее двух третей его диаметра нецелесообразно, так как при этом происходит ненадежное удержание противопригарного покрытия. При выполнении углублений глубиной более двух третей диаметра увеличивается трудоемкость изготовления углублений.
Изобретение поясняется чертежами. На фиг.1 приведен поперечный разрез устройства, на фиг.2 - вид сверху нижней стенки с углублениями, на фиг.3 - сечение А-А фиг.2, на фиг.4 - вид сверху верхней стенки с углублениями.
Устройство для непрерывного горизонтального литья и деформации металла включает водоохлаждаемый кристаллизатор, состоящий из четырех частей: двух боковых стенок 1, каждая из которых закреплена в суппорте 2 и приводится в движение двумя приводными эксцентриковыми валами 3, вращающимися навстречу друг другу в подшипниках, установленных в верхней 5 и нижней 6 стенках, приводящихся в движение в горизонтальной плоскости от одной из пар приводных эксцентриковых валов 3 и плотно прижимающихся к боковым частям нажимными устройствами 7, установленными в стенках 4 станины через устройство 8, представляющее собой плоский подшипник с шариками. Боковые стенки 1 имеют наклонные и прямые участки. Верхняя плита имеет окно для установки разливочного стакана. Такое же окно имеет и верхняя стенка 4 станины. Пара приводных эксцентриковых валов 3 приводит в движение верхнюю 5 и нижнюю 6 стенки через эксцентрики 10. Рабочие поверхности верхней 5 и нижней 6 стенок, формирующие внутреннюю полость кристаллизатора, изготовлены с углублениями 11 для удержания противопригарного покрытия, нанесенного на поверхности этих стенок, углубления расположены симметрично относительно продольной плоскости симметрии верхней и нижней стенок и ширина области их расположения составляет одну треть общей ширины стенки. Диаметр углублений на рабочих поверхностях стенок составляет 3 мм. Глубина углублений на рабочих поверхностях стенок составляет две трети их диаметра.
Работа устройства осуществляется следующим образом.
Перед началом работы на рабочую поверхность верхней 5 и нижней 6 плит наносится противопригарное покрытие. При нанесении противопригарного покрытия оно проникает в углубления 11, выполненные в верхней и нижней плитах. Верхняя 5 и нижняя 6 плиты выдерживаются до полного отверждения противопригарного покрытия. Далее производится сборка горизонтального составного кристаллизатора. Затем при установившейся работе жидкий металл через разливочный стакан, установленный в окнах стенки 4 станины и верхней 5 стенки, заливается в сборный кристаллизатор, образующий бункер, где происходит кристаллизация металла путем отвода тепла подвижными стенками кристаллизатора и деформация затвердевшего металла. При вращении приводных эксцентриковых валов боковые стенки 1 кристаллизатора совершают навстречу друг другу сложное движение в горизонтальной плоскости по замкнутой траектории, характеризуемое величиной эксцентриков 9, их ориентацией относительно друг друга и направлением вращения валов в каждой боковой стенке. Такое движение боковых стенок обеспечивает деформацию закристаллизовавшегося металла и попеременную выдачу заготовки. Движение верхней 5 и нижней 6 стенок осуществляется через эксцентрики 10, расположенные на крайних участках валов 3. При вращении валов 3 возвратно- поступательное движение верхней 5 и нижней 6 стенок в горизонтальной плоскости способствует попеременному продвижению закристаллизовавшегося металла (самоподачу), выходу заготовки. При этом движущаяся заготовка соприкасается с противопригарным покрытием, нанесенным на рабочие поверхности верхней и нижней плит. Такое движение заготовки приводит к эрозионному износу поверхностного слоя противопригарного покрытия. Углубления 11, выполненные на рабочих поверхностях верхней и нижней плит, удерживают противопригарное покрытие на их поверхностях и препятствуют его полному разрушению.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225772C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225773C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225771C1 |
| СБОРНЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1996 |
|
RU2113314C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2725258C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2009 |
|
RU2401176C1 |
| СБОРНЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2084311C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2007 |
|
RU2351428C2 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2716340C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2009 |
|
RU2401175C1 |
Изобретение относится к непрерывной разливке металла. Устройство включает горизонтальный составной кристаллизатор с верхней, нижней и боковыми стенками. В процессе разливки верхняя и нижняя стенки кристаллизатора перемещаются со смещением по фазе относительно перемещения боковых стенок кристаллизатора. На рабочих поверхностях нижней и верхней стенок кристаллизатора выполнены углубления, удерживающие противопригарное покрытие на стенках кристаллизатора. Углубления выполнены диаметром 2-5 мм, глубиной, равной двум третям их диаметра, и расположены симметрично относительно продольной плоскости симметрии верхней и нижней стенок. Ширина области расположения углублений составляет одну треть общей ширины стенки. Обеспечивается увеличение производительности устройства и повышение надежности его работы. 2 з.п. ф-лы, 4 ил.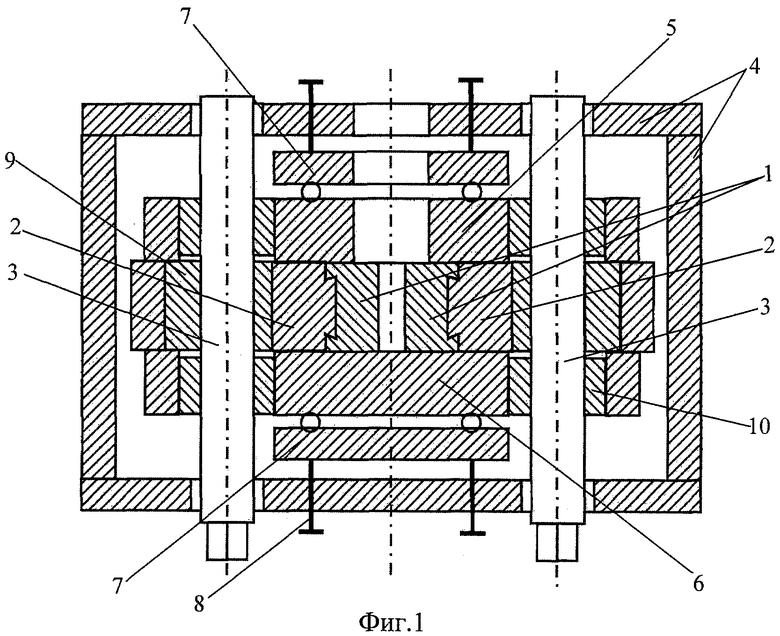
1. Устройство для непрерывного горизонтального литья и деформации металла, содержащее составной кристаллизатор с отверстием в верхней части, имеющий нижнюю, верхнюю и пару боковых стенок, установленных с возможностью перемещения, нижняя и верхняя стенки которого выполнены с возможностью перемещения со смещением по фазе относительно перемещения пары боковых стенок, отличающееся тем, что нижняя и верхняя стенки кристаллизатора выполнены с углублениями на рабочих поверхностях, формирующих внутреннюю полость кристаллизатора, углубления расположены симметрично относительно продольной плоскости симметрии верхней и нижней стенок кристаллизатора, при этом ширина области расположения углублений составляет одну треть общей ширины стенки.
2. Устройство по п.1, отличающееся тем, что углубления на рабочих поверхностях стенок кристаллизатора выполнены диаметром 2-5 мм.
3. Устройство по п.1, отличающееся тем, что углубления на рабочих поверхностях стенок кристаллизатора выполнены глубиной, составляющей две трети их диаметра.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 1993 |
|
RU2073586C1 |
| RU 2002558 С1, 15.11.1993 | |||
| КРИСТАЛЛИЗАТОР ДЛЯ СЛЯБОВОЙ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1995 |
|
RU2085327C1 |
| Кристаллизатор для непрерывной разливки металлов | 1974 |
|
SU510308A1 |
| DE 3938073 A, 23.05.1991. | |||

