Изобретение относится к металлургии, а именно к непрерывной разливке металла с одновременной его деформацией, и может быть использовано при изготовлении длинномерных деформированных плоских заготовок.
Известно устройство для непрерывного литья и деформации металла (патент RU №2463126, кл. B22D 11/00. Бюл. №28, 2012.), состоящее из подвижного составного кристаллизатора, содержащего неподвижный суппорт и подвижный суппорт с закрепленными на них элементами системы охлаждения и профилирования, делящие объем кристаллизатора на зоны кристаллизации, обжатия и калибровки. На неподвижном суппорте торцевая поверхность выполнена вертикальной, а на подвижном суппорте торцевая поверхность состоит из наклонного и вертикального участков. Две боковые щеки также входят в состав составного кристаллизатора. Подвижный суппорт и две боковые щеки соединен с приводными валами с эксцентриковыми втулками. Неподвижный суппорт посажен на приводные валы с помощью цилиндрических втулок.
Данное устройство не позволяет получать металлоизделия с улучшенными характеристиками сразу после выхода из кристаллизатора.
Известен способ получения непрерывнолитых деформированных стальных заготовок из измельченных материалов и устройство для его осуществления (патент RU №2336144, кл. B22D 11/00, B22D 11/051. Бюл. №29, 2008), состоящее из обогреваемой разливочной емкости с отверстиями, перемещающейся решетки со щелями, механизмов перемещения решеток, емкости с измельченным материалом и дозатором в виде поворачивающихся заслонок, барабанов с лентами, кристаллизатора, ограниченного с одной парой вертикальных стенок и второй парой стенок с расширенным в верхней части участком с углом наклона к вертикали и вертикальным нижним участком с антипригарным покрытием на рабочей поверхности, двух эксцентриковых параллельных горизонтальных валов.
Данное техническое решение является сложным и требует согласования многих взаимосвязанных технологических процессов и при нарушении одного из процессов весь технологических процесс нарушается, а также вышеописанное техническое решение рассчитано на работу со сталью и не предполагает в процессе получения металлоизделий улучшение характеристик получаемых металлоизделий.
Известно устройство для непрерывного литья и деформации металла (патент RU №2354493, кл. B22D 11/04. Бюл. №13, 2009.), относящееся к устройствам горизонтального типа и включающее водоохлаждаемый кристаллизатор, состоящий из четырех частей: верхней и нижней стенок кристаллизатора, каждая из которых закреплена соответственно на верхнем и нижнем суппорте и приводится в движение парой приводных эксцентриковых валов, вращающихся навстречу друг другу в подшипниках, установленных в стенках станины, и двух боковых стенок, приводящихся в движение от двух пар приводных эксцентриковых валов и плотно прижимающихся к верхней и нижней стенкам нажимными устройствами, установленными в стенках станины через устройство, представляющее собой плоский подшипник с шариками. Верхняя стенка и суппорт, на котором она закреплена, имеют отверстия для установки разливочного стакана.
Недостатком данного устройства является невозможность получения металлоизделий с улучшенными механическими характеристиками сразу после выхода из кристаллизатора.
Известно устройство для непрерывного литья и деформации плоских заготовок (патент RU №2617074, кл. B22D 11/00. Бюл. №11, 2017), включающее подвижный составной кристаллизатор, содержащий подвижный боек и подвижный боек с закрепленными на них элементами системы охлаждения и профилирования, делящие кристаллизатор на зоны кристаллизации, обжатия, интенсивной пластической деформации и калибровки. На бойке торцевая поверхность выполнена вертикальной, а на бойке торцевая поверхность состоит из наклонного участка и вертикального участка. Две боковые щеки также являются частями составного кристаллизатора. Подвижные бойки и боковые щеки соединены с приводными валами с эксцентриковыми втулками.
Недостатком данного устройства является недостаточная проработка материала при реализации работы устройства и как следствие недостаточное повышение механических характеристик получаемых металлоизделий, а именно повышение пластичности.
Известно устройство для непрерывного литья заготовок с вертикальным расположением кристаллизатора (патент RU №2041011, кл. B22D 11/04, 1995) и принято за прототип. Устройство включает подвижный составной кристаллизатор, крепящийся на двух приводных валах, содержащий первую пару стенок, на которых боковая поверхность выполнена в виде наклонного и вертикального участков, и вторую пару стенок, плотно прилегающих к первой паре стенок, на которых боковая поверхность выполнена вертикальной. Обе пары подвижных стенок ограничивают внутреннюю полость кристаллизатора и выполнены с возможностью возвратно-поступательного движения.
Недостатком известного устройства является преждевременное проскальзывание, а именно, проскальзывание прежде, чем завершится процесс деформирования и образования требуемой структуры, формирующейся заготовки при ее обжатии участками торцевых поверхностей бойков в сторону выхода заготовки. Этот недостаток снижает производительность устройства и степень деформирования заготовки. Кроме того, преждевременное проскальзывание заготовки приводит к перемещению твердой заготовки ниже требуемого уровня, где происходит деформирование в кристаллизаторе, что снижает эффективность использования устройства.
Задачей заявляемого изобретения является повышение механических свойств получаемых металлоизделий, а именно, прочности на разрыв и пластичности, повышение эффективности использования заявляемого устройства.
Технический результат заключается в снижении проскальзывания заготовки в направлении ее хода и повышении механических свойств заготовки и достигается тем, что в заявляемом устройстве имеется подвижный составной кристаллизатор, крепящийся на четырех приводных валах, который содержит два бойка, на обоих бойках торцевая поверхность выполнена в виде наклонного и вертикального участка, и пару боковых вертикальных стенок, плотно прилегающих к бойкам и выполненных с возможностью возвратно-поступательного движения от приводных валов через эксцентриковые втулки, причем бойки совершают вращательное движение на эксцентриковых приводных валах навстречу друг другу, а вертикальные стенки выполнены с возможностью перемещения в вертикальной плоскости.
Заявляемое устройство характеризуется совокупностью следующих существенных признаков:
Признаки прототипа:
- устройство для непрерывного литья и деформации плоских заготовок включает:
- подвижный составной кристаллизатор, установленный на эксцентриковых валах, содержащий две пары подвижных стенок,
- у первой пары стенок рабочая поверхность выполнена в виде наклонного и вертикального участков,
- у второй пары стенок рабочая поверхность выполнена вертикальной и плотно прилегает к первой паре стенок под углом 90° к рабочей поверхности первой пары стенок, образуя в кристаллизаторе полость, ограниченную рабочими поверхностями обеих пар стенок.
Отличительные (от прототипа) признаки заявляемого устройства:
- обе пары подвижных стенок установлены на четырех валах с эксцентриковыми втулками,
- все эксцентриковые валы являются приводными и имеют одинаковые эксцентриситеты
- эксцентриковые втулки на приводных валах установлены согласованно друг с другом с возможностью вращения в противоположных направлениях с возможностью возвратно-поступательного движения от приводных валов через эксцентриковые втулки, причем бойки совершают вращательное движение на эксцентриковых приводных валах навстречу друг другу, а вертикальные стенки выполнены с возможностью перемещения в вертикальной плоскости.
Благодаря тому, что бойки установлены на четырех приводных валах с эксцентриковыми втулками с возможностью вращения в противоположных направлениях, движение бойков и вертикальных стенок становится согласованным.
Деформирование заготовки производится обжатием заготовки одновременно с ее кристаллизацией и последующим этапом интенсивной пластической деформации за два деформирующих цикла, обеспечиваемых согласованным движением бойков и вертикальных стенок.
Во внутреннем объеме кристаллизатора реализуется процесс объемной кристаллизации с одновременным деформированием металла. При движении бойков, совершающих движение на эксцентриковых приводных валах навстречу друг другу, происходит обжатие и деформирование объемно кристаллизующегося расплава. В момент максимального сближения бойков на металл оказывается деформационное воздействие, в результате которого металл, деформируясь, воздействует на вертикальную пару стенок, которые в этот момент времени движутся вверх. После завершения этапа обжатия обжимные бойки двигаясь вниз, расходятся в противоположные стороны. В результате сил трения заготовка удерживается вертикальными стенками и поднимается вверх на 0,5 шага. Величина одного шага равна 2е, где е - эксцентриситет валов. При поднятии заготовки вверх вертикальными стенками в момент контакта с затвердевающим расплавом, заготовка, прежде чем продвинуться вниз, в момент контакта с жидкой фазой затвердевающего металла во внутреннем объеме кристаллизатора, получает дополнительное тепло, достаточное для поддержания температуры заготовки, при которой возможно ее горячее пластическое деформирование. По мере дальнейшего поворота приводных валов с эксцентриковыми втулками, вертикальные стенки начинают движение вниз, удерживая заготовку благодаря трению между поверхностью заготовки и поверхностью вертикальных стенок, и продвигают заготовку вниз на 1 шаг. В момент последующего цикла сближения бойков область заготовки, которая получила дополнительное тепло и имеет температуру, при которой возможно осуществление пластического деформирования, находится между вертикальными поверхностями бойков и претерпевает повторное пластическое деформирование в момент сближения обжимающих стенок. Повторное пластическое деформирование приводит к измельчению зерен, возникновению большого количества дислокаций, а именно, к формированию тонкой дислокационной структуры, а также к сплющиванию и вытягиванию зерен в направлении действия деформирующей силы, что приводит к повышению прочности на разрыв и пластичности по всему объему заготовки.
Вышеописанное согласованное движение бойков и вертикальных стенок обеспечивается вращением эксцентриковых валов в противоположном направлении, причем эксцентрики на этих валах повернуты навстречу друг другу и имеют одинаковый эксцентриситет.
Поверхность вертикальных стенок имеет достаточную зону контакта с заготовкой на этапе ее обжатия и этапе пластического деформирования, и полностью исключает преждевременное проскальзывание заготовки в сторону ее выхода. Это приводит к увеличению производительности устройства и повышению механических характеристик у получаемых заготовок.
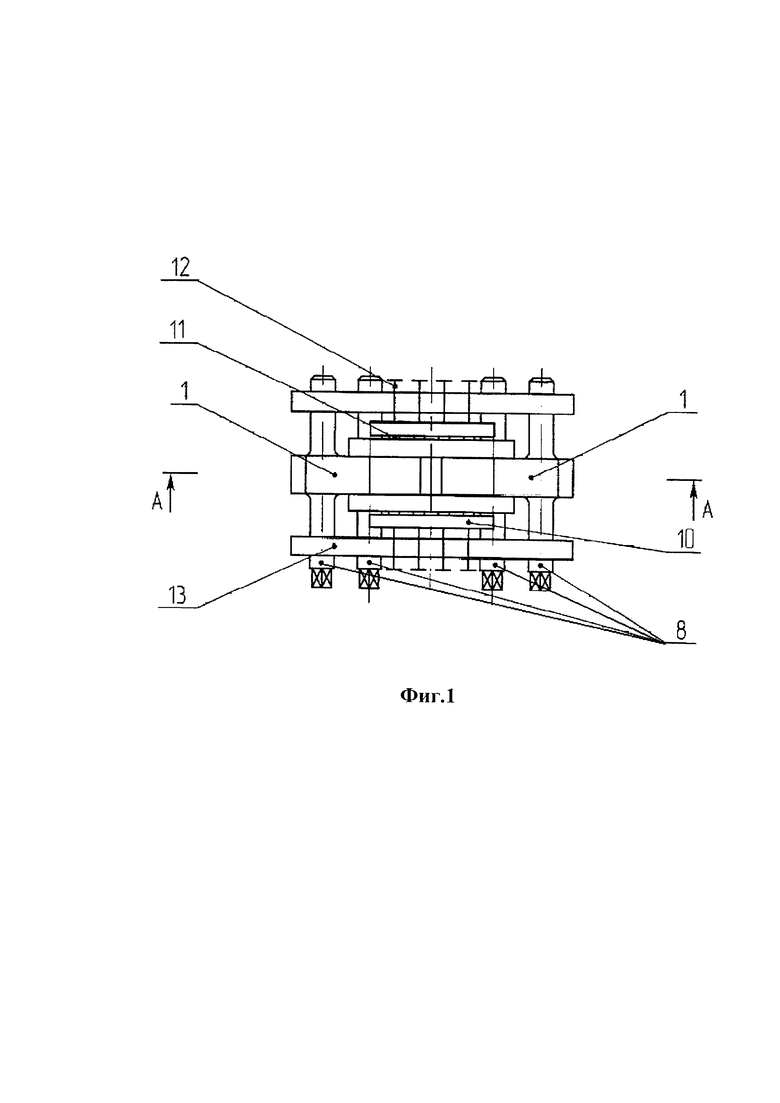
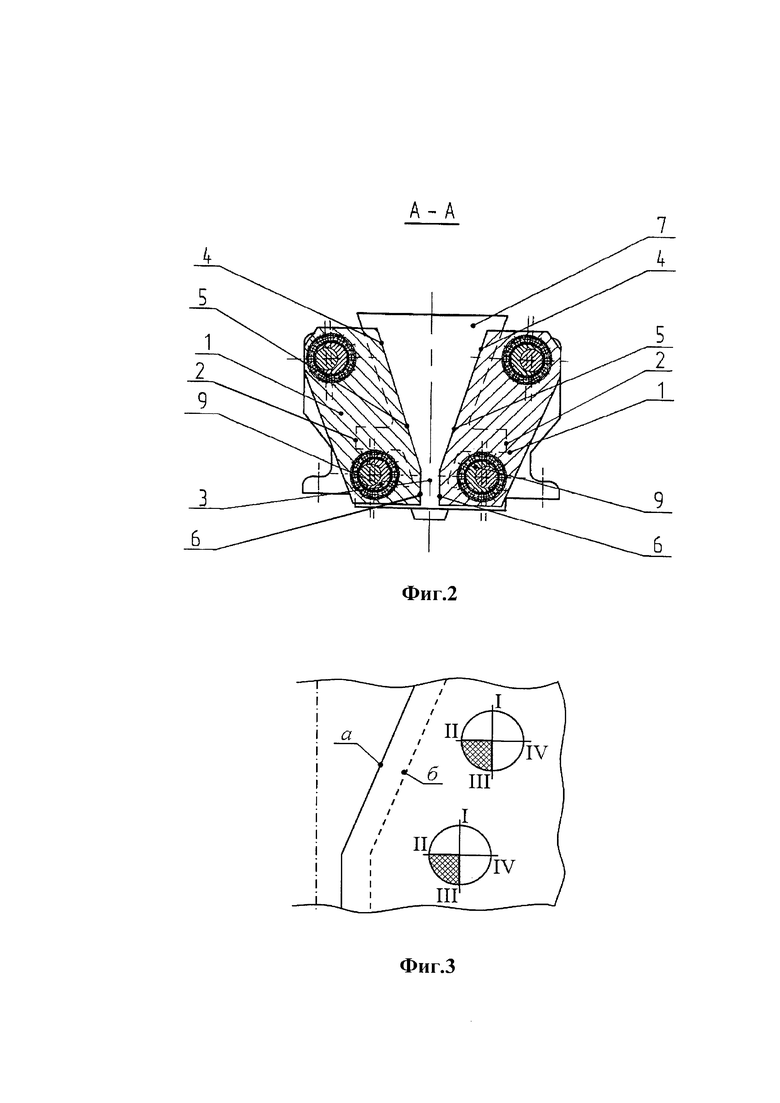
Сущность заявляемого изобретения поясняется чертежами, где на фиг. 1 приведен вид устройства сверху, на фиг. 2 изображено сечение А-А фиг. 1, на фиг. 3 изображена схема движения стенок кристаллизатора.
Устройство для непрерывного литья и деформации плоских заготовок включает подвижный составной кристаллизатор, содержащий пару подвижных бойков 1 с закрепленными на них элементами системы охлаждения и профилирования (не показаны на фигурах 1, 2, 3), делящие кристаллизатор на зоны кристаллизации, обжатия, пластической деформации и калибровки. На бойках 1 торцевая поверхность 4 состоит из наклонного участка 5 и вертикального участка 6. Две боковые стенки 7 также являются частями составного кристаллизатора, имеют торцевую поверхность 3 и плечи 2, контактирующие с приводными валами с эксцентриковыми втулками и способствующими движению стенок 7 в вертикальной плоскости вверх-вниз. Подвижные бойки 1 и боковые стенки 7 соединены с приводными валами 8 с эксцентриковыми втулками 9. Неподвижные опорные плиты 10 через плоские подшипники 11 качения нажимными винтами 12 прижимают стенки 7 к боковым поверхностям бойков 1, обеспечивая герметичность стыков между составляющими кристаллизатора при действии распорных усилий деформируемого металла. Стойки станины 13 крепятся к фундаменту болтами и жестко фиксируются относительно друг друга боковыми стенками 7 станины 13.
Заявляемое устройство работает следующим образом.
Перед заливкой в кристаллизатор расплавленного металла в его калибрующей части устанавливается «затравка», например асбестовый шнур, которая не позволяет вытекать жидкому металлу. Затем из промежуточного разливочного ковша жидкий металл заливается в кристаллизатор. Пространство кристаллизатора ограничено, с одной стороны подвижными бойками 1, с другой стороны боковыми стенками 7 с передней и задней стороны кристаллизатора. После заливки жидкого металла включается привод установки, при этом происходит вращение валов 8 с эксцентриками 9, а, следовательно, подвижных бойков 1 в направлении друг друга на величину равную, значению эксцентрика втулки. Одновременно с включением привода установки осуществляется непрерывная подача жидкого металла в кристаллизатор для обеспечения непрерывного процесса работы устройства. При этом движение бойков организованно таким образом, что торцевыми поверхностями 4 бойков 1, осуществляется циклический захват, обжатие-деформирование металла с последующим пластическим деформированием поверхностями 6 после его кристаллизации и исключает преждевременное проскальзывание заготовки, так как, на вертикальных торцевых поверхностях 3 и 6 при обжатии заготовки создаются такие значения сил трения, которые полностью исключают преждевременное проскальзывание заготовки в направлении ее выхода. Одновременно с бойками 1 работают боковые стенки 7, которые движутся вверх-вниз вдоль оси разливки металла, и обеспечивают продвижение заготовки вдоль оси разливки в направлении выхода заготовки (вниз) и в противоположном направлении (вверх), когда бойки 1 разведены. Такое движение подвижных бойков 1 и боковых стенок 7 обеспечивает деформацию закристаллизовавшегося металла и выход готового металлоизделия вниз. Для обеспечения герметичности стыков между составляющими кристаллизатора при действии распорных усилий деформируемого металла используются неподвижные опорные плиты 10, которые через плоские подшипники 11 качения нажимными винтами 12 прижимают стенки 7 к боковым поверхностям бойков 1. Для жесткого крепления устройства к фундаменту используются стойки станины 13, которые крепятся к фундаменту болтами и жестко фиксируются относительно друг друга боковыми стенками станины 13.
На фиг. 3 представлена схема движения бойков 1 и стенок 7 кристаллизатора. При движении приводных валов с эксцентриковыми втулками из положения I в положение II бойки 1 начинают движение навстречу друг другу и в точке II находятся в максимально сведенном состоянии и тем самым совершают деформирующее воздействие на заготовку. При движении приводных валов с эксцентриковыми втулками из положения I в положение II стенки 7 двигаются вверх и проскальзывают вдоль поверхности заготовки. В точке II бойки 1 максимально деформируют заготовку (положение а) и металл упирается в стенки 7.
Стенки 7 удерживают заготовку под действием сил трения между поверхностью заготовки и поверхностью 3 стенки 7. При переходе приводных валов из положения II в положение III бойки 1, двигаясь вниз, расходятся в противоположные стороны, а стенки 7, удерживая заготовку, поднимают ее вверх на 0,5 шага. При повороте валов из положения III в положение I бойки 1 в разведенном состоянии поднимаются вверх (в положении б бойки максимально разведены), а стенки 7, удерживая заготовку, продвигают ее вниз на 1 шаг. В итоге из кристаллизатора выходит заготовка длинной 0,5 шага, а вторая часть заготовки длинной 0,5 шага повторно деформируется бойками 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2716340C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ ПЛОСКИХ ЗАГОТОВОК | 2015 |
|
RU2617074C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2021 |
|
RU2761835C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2011 |
|
RU2463126C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2009 |
|
RU2401176C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225774C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 1993 |
|
RU2073586C1 |
| Устройство для получения непрерывнолитых деформированных заготовок | 2020 |
|
RU2752058C1 |
| Устройство для получения непрерывно-литого деформируемого листа | 2017 |
|
RU2645627C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ДВУТАВРОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2794362C1 |
Изобретение относится к непрерывной разливке металла. Кристаллизатор содержит две пары подвижных стенок. Рабочая поверхность первой пары стенок содержит наклонный (5) и вертикальный (6) участки, закрепленные на бойках (1). Рабочая поверхность второй пары (7) стенок выполнена вертикальной и плотно прилегает к первой паре стенок под углом 90° к рабочей поверхности первой пары стенок, с образованием в кристаллизаторе полости, ограниченной рабочими поверхностями обеих пар стенок. Обе пары подвижных стенок установлены на четырех эксцентриковых приводных валах (8) с одинаковыми эксцентриситетами и эксцентриковыми втулками (9), с возможностью возвратно-поступательного движения от приводных валов через эксцентриковые втулки. Бойки совершают вращательное движение на эксцентриковых приводных валах навстречу друг другу, а стенки второй пары (7) перемещаются в вертикальной плоскости. Обеспечивается снижение проскальзывания заготовки в направлении ее хода и повышение механических свойств заготовки. 3 ил.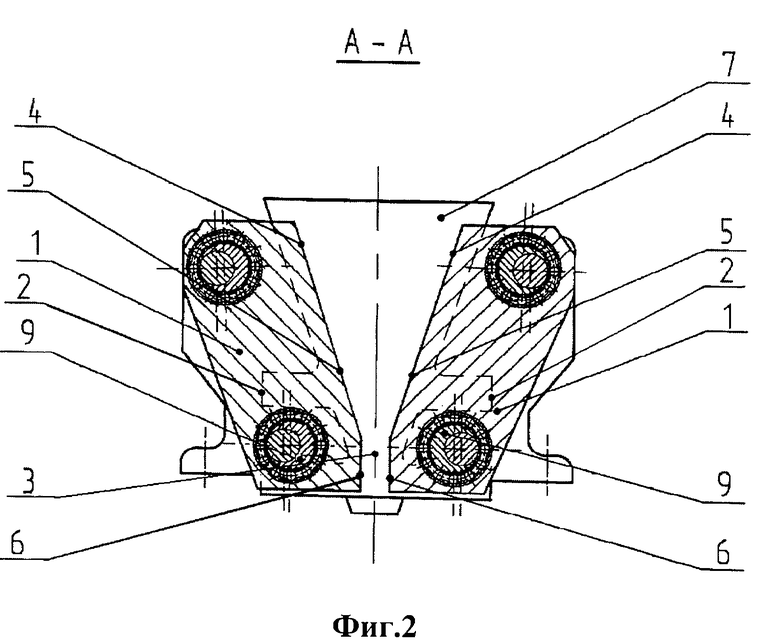
Устройство для непрерывного литья и деформации плоских заготовок, содержащее подвижный составной кристаллизатор, установленный на приводных валах, содержащий две пары подвижных стенок, при этом рабочая поверхность первой пары стенок выполнена в виде наклонного и вертикального участков, закрепленных на бойках, рабочая поверхность второй пары стенок выполнена вертикальной и плотно прилегающей к первой паре стенок под углом 90° к рабочей поверхности первой пары стенок, с образованием в кристаллизаторе полости, ограниченной рабочими поверхностями обеих пар стенок, отличающееся тем, что обе пары подвижных стенок установлены на четырех эксцентриковых приводных валах с одинаковыми эксцентриситетами и эксцентриковыми втулками, с возможностью возвратно-поступательного движения от приводных валов через эксцентриковые втулки, причем бойки выполнены с возможностью вращательного движения на эксцентриковых приводных валах навстречу друг другу, а вертикальные стенки второй пары выполнены с возможностью перемещения в вертикальной плоскости.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2041011C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК | 1996 |
|
RU2116158C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНО-ЛИТОЙ ДЕФОРМИРУЕМОЙ ЗАГОТОВКИ С БОЛЬШИМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2017 |
|
RU2647721C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ СТАЛЬНЫХ ЗАГОТОВОК ИЗ ИЗМЕЛЬЧЕННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2336144C2 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |

