Изобретение относится к металлургии, а именно к непрерывной разливке с одновременной деформацией металла.
Прототипом по технической сущности к предлагаемому техническому решению, является устройство для непрерывного литья и деформации металла (Патент №2073586 RU). Оно включает горизонтальный составной кристаллизатор, выполненный с отверстием в верхней части, пару боковых стенок, верхнюю и нижнюю стенки.
Недостатком известного устройства является образование слоя затвердевшего металла на рабочих поверхностях центральной части боковых и нижней стенок кристаллизатора при его заливке расплавленным металлом. Образование слоя затвердевшего металла обусловлено тем, что температура центральной части боковых и нижней стенок ниже температуры заливаемого металла. С течением времени толщина слоя затвердевшего металла увеличивается и приводит к смыканию корочек затвердевшего металла в центральной части кристаллизатора. Этот эффект ограничивает доступ расплавленного метала во внутреннюю полость кристаллизатора и изменяет расчетный стационарный температурный режим его работы. Ограничение доступа расплавленного металла во внутреннюю полость кристаллизатора приводит к снижению производительности устройства, нарушению непрерывности процесса и браку при изготовлении заготовок. Изменение температурного режима кристаллизатора приводит к образованию в центральной части кристаллизатора области затвердевшего металла, снижая надежность устройства в целом.
Задачей заявляемого устройства является получение заготовок заданного сортамента при непрерывной разливке с одновременной деформацией металла.
В процессе решения поставленной задачи достигается технический результат, заключающийся в увеличении производительности устройства и повышении надежности его работы.
Указанный технический результат достигается тем, что в устройстве для непрерывного литья и деформации металла, включающем горизонтальный составной кристаллизатор с отверстием в верхней части, пару боковых стенок, нижнюю и верхнюю стенки, рабочие поверхности центральной части боковых и нижней стенок изготовлены с встроенными нагревательными элементами для нагрева этих стенок до температуры на 30-50°С выше, чем температура кристаллизации заливаемого металла, нагревательные элементы расположены симметрично относительно поперечной плоскости симметрии боковых и нижней стенок и их площадь составляет 0,2-0,3 общей площади стенки.
Заявляемое устройство характеризуется совокупностью следующих существенных признаков:
Ограничительные:
Устройство для непрерывного литья и деформации металла, включающее горизонтальный составной кристаллизатор с отверстием в верхней части, пару боковых стенок, нижнюю и верхнюю стенки.
Отличительные:
Рабочие поверхности центральной части боковых и нижней стенок изготовлены с встроенными нагревательными элементами для нагрева этих стенок, нагревательные элементы расположены симметрично относительно поперечной плоскости симметрии боковых и нижней стенок и их площадь составляет 0,2-0,3 общей площади стенки.
Благодаря применению встроенных нагревательных элементов в центральной части боковых и нижней стенок температуру центральной части этих стенок увеличивают на 30-50°С по сравнению с температурой кристаллизации заливаемого металла. В этом случае температура стенок кристаллизатора будет выше температуры кристаллизации заливаемого металла и его кристаллизация на поверхностях центральной части стенок не происходит. Площадь, на которой изготавливаются встроенные нагревательные элементы, определяется конструктивными особенностями горизонтального составного кристаллизатора. При значениях площади больше 0,3 общей площади стенки происходит разогрев стенок в калибрующей части кристаллизатора и возникает опасность прорыва расплавленного металла за пределы кристаллизатора, что приводит к созданию аварийной ситуации. При значениях площади меньше 0,2 размер обогреваемой зоны недостаточен и эффект значительно снижается.
Разогрев центральной части стенок кристаллизатора на величину меньше, чем на 30°С по сравнению с температурой кристаллизации заливаемого металла, не приносит эффекта. Это связано с тем, что количество выделяемой встроенными нагревательными элементами теплоты недостаточно для подавления процесса возникновения центров кристаллизации в расплавленном металле из-за того, что происходит рассеивание тепла за счет теплопроводности материала стенок и излучения в окружающую среду. Это приводит к снижению температуры заливаемого металла до температуры его кристаллизации и к образованию в центральной части кристаллизатора области затвердевшего металла. Разогрев центральной части стенок кристаллизатора на величину больше, чем на 50°С по сравнению с температурой кристаллизации заливаемого металла, приводит к необоснованным затратам на электроэнергию, потребляемую нагревательными элементами.
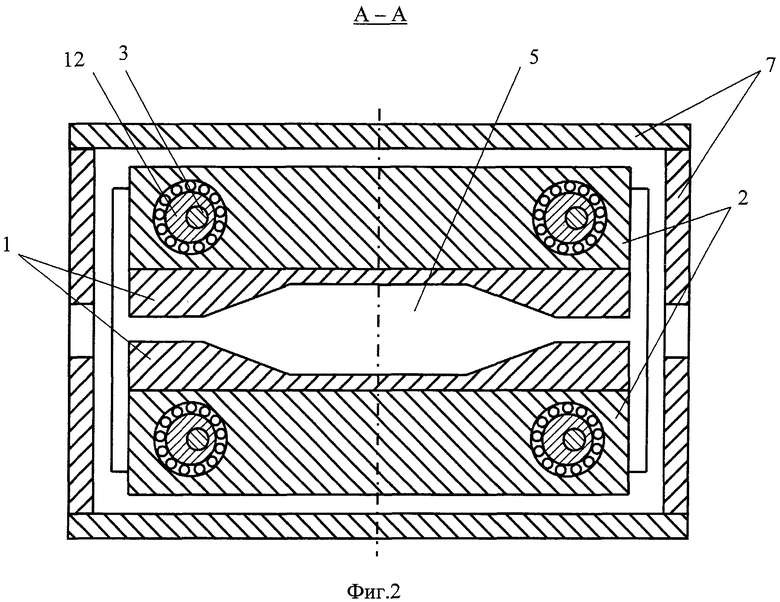
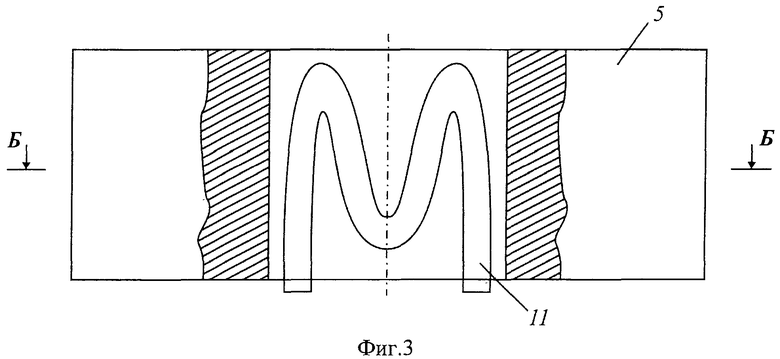
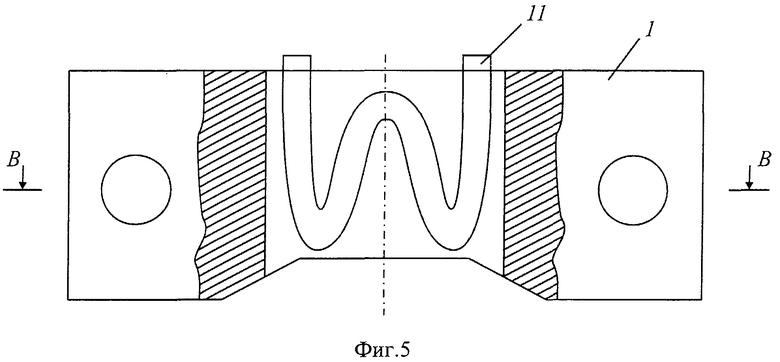
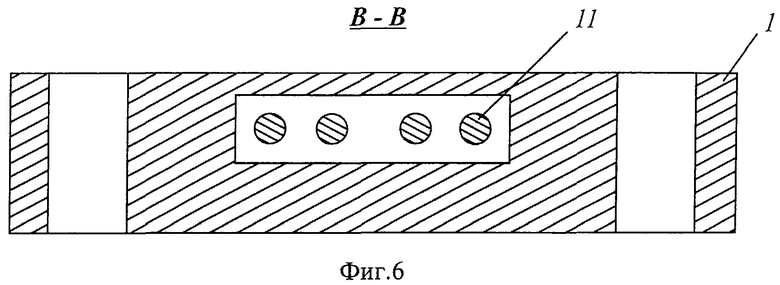
На фиг.1 приведен поперечный разрез устройства, на фиг.2 - сечение А-А фиг.1, на фиг.3 - вид сверху нижней стенки, на фиг.4 - сечение Б-Б фиг.3, на фиг.5 - вид сверху боковой стенки, на фиг.6 - сечение В-В фиг.4.
Устройство для непрерывного литья и деформации металла включает водоохлаждаемый кристаллизатор, состоящий из четырех частей: двух боковых стенок 1, каждая из которых закреплена в суппорте 2 и приводится в движение от одной из пар приводных эксцентриковых валов 3, вращающихся навстречу друг другу в подшипниках, установленных в верхней 4 и нижней 5 стенках, приводящихся в движение в горизонтальной плоскости от одной из пар приводных эксцентриковых валов 3 и плотно прижимающихся к боковым частям нажимными устройствами 6, установленными в стенках 7 станины через устройство 8, представляющее собой плоский подшипник с шариками. Верхняя плита имеет отверстие 9 для установки разливочного стакана. Такое же отверстие 9 имеет и стенка 7 станины. Пара приводных эксцентриковых валов 3 приводит в движение верхнюю 4 и нижнюю 5 стенки через эксцентрики 10. Рабочие поверхности центральной части боковых и нижней стенок изготовлены с встроенными нагревательными элементами 11 для нагрева этих стенок. Нагревательные элементы расположены симметрично относительно поперечной плоскости симметрии боковых и нижней стенок и их площадь составляет 0,2-0,3 общей площади стенки.
Боковые стенки 1 приводятся в движение через эксцентрики 12, установленные в суппортах 2.
Работа устройства осуществляется следующим образом.
Перед разливкой металла встроенные нагревательные элементы 11 подключаются к электрической сети и разогревают рабочие поверхности стенок 1 и 5 до температуры на 30-50°С выше по сравнению с температурой кристаллизации заливаемого металла. Затем жидкий металл через разливочный стакан, установленный в отверстиях 9 стенки 7 станины и верхней 4 стенки, заливается в сборный кристаллизатор, образующий бункер, где происходит кристаллизация металла путем отвода тепла подвижными стенками кристаллизатора и деформация затвердевшего металла. При вращении приводных эксцентриковых валов боковые стенки 1 кристаллизатора совершают навстречу друг другу сложное движение в горизонтальной плоскости по замкнутой траектории, характеризуемое величиной эксцентриков 12, их ориентацией относительно друг друга и направлением вращения валов в каждой боковой стенке. Такое движение боковых стенок способствует деформации закристаллизовавшегося металла и попеременной выдаче заготовки. Движение верхней 4 и нижней 5 стенок осуществляется через эксцентрики 10, расположенные на крайних участках валов 3. При вращении валов 3 происходит возвратно-поступательное движение верхней 4 и нижней 5 стенок в горизонтальной плоскости, способствуя попеременному продвижению закристаллизовавшегося металла (самоподаче) в направлении выхода заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2009 |
|
RU2403122C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2009 |
|
RU2401176C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225772C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2007 |
|
RU2351428C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225774C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2007 |
|
RU2354494C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2007 |
|
RU2354493C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225770C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225773C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 2002 |
|
RU2225771C1 |

Изобретение относится к области литейного производства. Устройство включает горизонтальный составной кристаллизатор с отверстием в верхней части. Кристаллизатор содержит пару боковых стенок, приводимых в движение приводными эксцентриковыми валами, нижнюю и верхнюю стенки, установленные на указанных валах с возможностью возвратно-поступательного движения в горизонтальной плоскости. Устройство снабжено нагревательными элементами, встроенными в центральные части боковых и нижней стенок и расположенными симметрично относительно поперечной плоскости симметрии боковых и нижней стенок. Площадь нагревателей составляет 0,2-0,3 от общей площади стенки. Достигается повышение производительности и надежности работы устройства. 6 ил.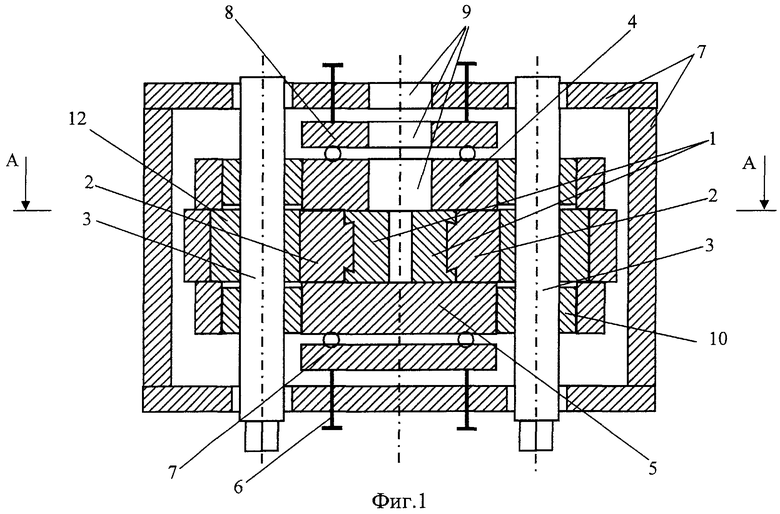
Устройство для непрерывного литья и деформации металла, включающее горизонтальный составной кристаллизатор с отверстием в верхней части, содержащий пару боковых стенок, приводимых в движение приводными эксцентриковыми валами, нижнюю и верхнюю стенки, установленные на указанных валах с возможностью возвратно-поступательного движения в горизонтальной плоскости, отличающееся тем, что оно снабжено нагревательными элементами, встроенными в центральные части боковых и нижней стенок и расположенными симметрично относительно поперечной плоскости симметрии боковых и нижней стенок, при этом площадь нагревателей составляет 0,2-0,3 от общей площади стенки.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ МЕТАЛЛА | 1993 |
|
RU2073586C1 |
| RU 2007109244 А, 20.09.2008 | |||
| RU 2007109242 А, 20.09.2008 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1988 |
|
SU1547173A1 |

