Родственные заявки
Настоящая заявка является частичным продолжением совместно рассматриваемой заявки с серийным номером 10/121,301, поданной 11 апреля 2002 года, которая является частичным продолжением совместно рассматриваемой заявки с серийным номером 09/770,340, поданной 26 января 2001 года, которая является частичным продолжением предварительной заявки с серийным номером 60/178,214, поданной 26 января 2000 года. Настоящая заявка также содержит притязания на преимущества предварительной заявки с серийным номером 60/282,983, поданной 11 апреля 2000 года.
Область техники
Изобретение относится к изготовлению бумаги и, в частности, к производству бумажных и картонных основ. Настоящее изобретение также относится к изделиям, произведенным из основ согласно настоящему изобретению, таких как бумага для печати, бумага для бланков и папки для досье.
Уровень техники
В современном офисе используется разнообразная бумажная продукция, включая, но не ограничиваясь этим, бумагу для письма, бумагу для печати, бумагу для копирования, бумагу для бланков, блокноты, папки и суперобложки для упорядочения и хранения документов и т.д. К сожалению, такая бумажная продукция обладает одним или несколькими недостатками. Например, некоторые из таких изделий, имеющие относительно небольшую базовую массу, недостаточно прочные и стойкие для того, чтобы защищать содержимое досье, стоять вертикально или оставаться относительно плоскими и самодостаточными. Другие изделия, которые имеют линии сгиба для открывания и закрывания изделия, как например папка или суперобложка, не обладают достаточной жесткостью по линии сгиба для того, чтобы выдержать неоднократное открывание и закрывание. Некоторые изделия обычно имеют кромки, которые имеют тенденцию наносить так называемые «бумажные порезы» сотрудникам, работающим с досье. Хотя и редко приводящие к серьезной травме, эти бумажные порезы тем не менее представляют определенное неудобство и могут явиться причиной серьезного дискомфорта, так как они часто имеют неправильную форму и проходят по высокочувствительным нервным окончаниям в пальцах.
Соответственно существует необходимость разработки усовершенствованных бумажных изделий, которые уменьшают или устраняют один или несколько подобных недостатков.
Краткое описание изобретения
Принимая во внимание вышеизложенное и с учетом других целей и преимуществ, настоящее изобретение предлагает способ изготовления бумажной или картонной основы, обладающей одним или несколькими улучшенными свойствами, такими как улучшенная сгибаемость по GM Fold, улучшенная жесткость по GM Taber и/или уменьшенное свойство наносить порезы на человеческой коже и ткани. Способ включает: (i) обеспечение композиции для изготовления бумаги, содержащей волокна целлюлозы, расширенные или расширяемые микросферы (предпочтительно от приблизительно 0,1 до 6 мас.% по сухой массе) и, дополнительно, традиционные добавки к композиции, включая наполнители, средства удержания и т.п., (ii) образование волоконного полотна из композиции для изготовления бумаги и (iii) сушка полотна для образования высушенного полотна. В предпочтительных вариантах осуществления изобретения этот способ также включает каландрование полотна, как, например, до толщины от приблизительно 3 до 25 милов, предпочтительно с использованием уменьшенного давления каландрования, составляющего менее чем приблизительно 350 фунтов на погонный дюйм.
По еще одному аспекту изобретение относится к бумажной или картонной основе для использования в производстве бумажных изделий, таких как папки, бумага для конвертов, бумага для печати и выпуска публикаций и картонные основы для производства картонных коробок. Бумажная или картонная основа содержит бумажное или картонное полотно, содержащее волокна целлюлозы и расширенные микросферы (предпочтительно от приблизительно 0,1 до 5 мас.% по сухой массе), диспергированные в волокнах, и, дополнительно, традиционные добавки к бумажной массе, включая один или несколько наполнителей и крахмалов. На удивление, было выявлено, что такие основы обладают одним или несколькими улучшенными свойствами по сравнению с основой, которая является аналогичной за тем исключением, что она не содержит расширенных микросфер. Например, заявители выявили, что в некоторых вариантах осуществления изобретения основа обладает улучшенной гладкостью по Шеффилду (TAPPI 538om-88) или Parker Print Surf (TAPPI 555om-99) как на оборотной (сетчатой) стороне, так и на верхней стороне основы по сравнению с аналогичной основой, которая не содержит микросфер. Заявители также выявили, что основа обладает улучшенной сгибаемостью по GM Fold по сравнению с аналогичной основой, которая не содержит микросфер. Также было выявлено, что это улучшение сгибаемости увеличивается с увеличением плотности, и что варианты осуществления изобретения, в которых плотность равна или превышает приблизительно 6 фунтов на 3000 кв. футов на мил, предпочтительно равна или превышает приблизительно 7 фунтов на 3000 кв. футов на мил, более предпочтительно приблизительно от 7 фунтов на 3000 кв. футов на мил до приблизительно 13 фунтов на 3000 кв. футов на мил и наиболее предпочтительно приблизительно от 8,5 фунтов на 3000 кв. футов на мил до приблизительно 11 фунтов на 3000 кв. футов на мил, являются предпочтительными. Варианты осуществления изобретения с улучшенной сгибаемостью по GM Fold особенно применимы при производстве изделий на основе бумаги и картона, где такие свойства полезны и желательны, как, например, при производстве изделий, имеющих линию сгиба или просечек, по которой они могут изгибаться или складываться, например папок и картонных упаковок для сока.
На удивление, заявители также выявили, что основа обладает улучшенной жесткостью по GM Taber, если она каландрована в каландрующем устройстве, имеющем одну или несколько зон контакта, например, стали со сталью, стали с мягким материалом, мягкого материала с мягким материалом, наклонную зону контакта, ленточном и другом каландре, в котором давление каландрования в любой зоне контакта не превышает приблизительно 350 фунтов на погонный дюйм.
Улучшенная жесткость по GM Taber делает бумажную или картонную основу по настоящему изобретению особенно полезной в производстве бумажных и картонных основ, где повышенная жесткость особенно желательна, как, например, в производстве изделий с небольшой базовой массой, например, меньше приблизительно 300 фунтов на 3000 кв. футов, предпочтительно меньше чем приблизительно 200 фунтов на 3000 кв. футов, более предпочтительно меньше чем приблизительно 180 фунтов на 3000 кв. футов и наиболее предпочтительно от приблизительно 20 фунтов до 150 фунтов на 3000 кв. футов, таких как бумага для печати, бумага для бланков, бумага для публикаций и бумага для конвертов.
Также было выявлено, что некоторые варианты осуществления настоящего изобретения, имеющие плотность приблизительно от 6 до 13 фунтов на 3000 кв. футов на мил и толщину приблизительно от 3 до 25 мил, обладают повышенным сопротивлением к нанесению порезов на человеческой коже. Эти варианты осуществления полезны при изготовлении изделий из бумаги и картона, у которых желательно повышенное сопротивление нанесению порезов на человеческой коже.
По еще одному аспекту настоящее изобретение относится к изделиям, произведенным из бумажной или картонной основы согласно настоящему изобретению, которые рассчитаны на наличие преимуществ благоприятных свойств бумажной и картонной основы настоящего изобретения. Такие изделия включают бумажные и картонные изделия, имеющие по меньшей мере две в сущности плоские части, соединенные по линии сгиба, где они должны изгибаться по линии, например папки для досье или суперобложки. Папка для досье или суперобложка содержит бумажное полотно, состоящее из древесных волокон и расширенных микросфер, диспергированных в волокнах. Бумажное полотно имеет плотность приблизительно от 6 до 18 фунтов на 3000 кв. футов на мил и толщину приблизительно от 3 до 25 мил. Бумажное полотно режется на высекательной машине для обеспечения наличия открытых кромок на папке или суперобложке, которые обладают повышенным сопротивлением к нанесению порезов на человеческой коже. Такие изделия также обладают улучшенной сгибаемостью по GM Fold и жесткостью по GM Taber после их каландрования при давлении, равном или меньше приблизительно 350 фунтов на погонный дюйм. Такие изделия также включают изделия с уменьшенной базовой массой, которая равна или меньше 200 фунтов на 3000 кв. футов, такие как бумага для печати, бумага для копирования, бумага для письма, бумага для конвертов и бумага для бланков, как резаная, так и рулонная, обладающая улучшенной жесткость по GM Taber даже при ее относительно небольшой базовой массе.
В соответствии с одним предпочтительным вариантом осуществления изобретения бумажное полотно имеет плотность приблизительно от 6 фунтов на 3000 кв. футов на мил до 11 фунтов на 3000 кв. футов на мил, более предпочтительно приблизительно от 6 фунтов на 3000 кв. футов на мил до приблизительно 9 фунтов на 3000 кв. футов на мил и наиболее предпочтительно приблизительно от 6 фунтов на 3000 кв. футов на мил до приблизительно 8 фунтов на 3000 кв. футов на мил. Также предпочтительно, чтобы бумажное полотно имело толщину от приблизительно 14,0 до приблизительно 16,0 милов. Базовая масса полотна обычно составляет приблизительно от 80 фунтов на 3000 кв. футов до приблизительно 300 фунтов на 3000 кв. футов, более предпочтительно приблизительно от 120 фунтов на 3000 кв. футов до приблизительно 150 фунтов на 3000 кв. футов.
Обычно микросферы в бумаге состоят из синтетических полимерных микросфер и составляют приблизительно от 0,1 до 6,0 мас.% от общей массы сухого полотна. Полотно предпочтительно содержит приблизительно от 0,25 до 5,0 мас.%, более предпочтительно приблизительно от 0,5 до 4,0 мас.% и наиболее предпочтительно приблизительно от 0,5 до 3,0 мас.% на вышеупомянутой основе. Особенно предпочтительно, чтобы микросферы содержали микросферы, изготовленные из полимерного материала, выбираемого из группы, состоящей из метилметакрилата, ортохлорстирола, полиортохлорстирола, поливинилбензилхлорида, акрилонитрила, винилиденхлорида, паратертбутилстирола, винилацетата, бутилакрилата, стирола, метакриловой кислоты, винилбензилхлорида и сочетания двух или более веществ из упомянутых. Микросферы предпочтительно после расширения имеют диаметр приблизительно от 30 до 60 мкм. Дополнительно, в некоторых случаях может быть предпочтительным первоначальное диспергирование микросфер в основе в нерасширенном состоянии и последующем расширении микросфер при сушке бумажного полотна.
Волокна целлюлозы, содержащиеся в полотне, могут быть получены из хвойной древесины, лиственной древесины или их смеси. Предпочтительно, содержание волокон в бумажном полотне составляет приблизительно от 30% до 100% по сухой массе волокон хвойной древесины и приблизительно от 70% до 0% по сухой массе волокон лиственной древесины.
По одному из аспектов изобретения, волокна в бумажном полотне содержат приблизительно от 30 до 100 мас.% от сухой массы хвойных волокон, приблизительно от 70 до 0 мас.% от сухой массы лиственных волокон и приблизительно от 0 до 50 мас.% от сухой массы потребительских отходов.
По одному из аспектов изобретения полотно каландровалось в каландре, имеющем одну или несколько зон контакта, причем давление в любой зоне контакта не превышает приблизительно 350 фунтов на погонный дюйм.
Упомянутое давление может быть равно или меньше приблизительно 280 фунтов на погонный дюйм.
Упомянутое давление может быть равно или меньше приблизительно 250 фунтов на погонный дюйм.
Упомянутое давление может быть равно или меньше приблизительно 100 фунтов на погонный дюйм.
Упомянутое давление может быть равно или меньше приблизительно 50 фунтов на погонный дюйм.
По одному из вариантов изобретения, бумажный материал имеет коэффициент порезов меньше приблизительно 40, определяемый путем анализа согласно испытанию коэффициента порезов 30.
Бумажный материал может иметь значение по GM Fold, равное или больше приблизительно 200.
Бумажный материал может иметь значение по GM Fold, равное или больше приблизительно 350.
Бумажный материал, может иметь по GM Fold равно или больше приблизительно 450.
Краткое описание чертежей
Вышеуказанные и другие аспекты и преимущества настоящего изобретения теперь будут более подробно описаны вместе с прилагаемыми чертежами, на которых:
Фиг.1 является микрофотографией, показывающей кромки обычной бумаги после резки различными способами резки бумаги.
Фиг.2 является еще одной микрофотографией, сравнивающей высеченную обычную бумагу и высеченную бумагу согласно одному варианту осуществления настоящего изобретения.
Фиг.3 является боковой вертикальной проекцией, схематически иллюстрирующей устройство для высекания бумаги для использования при обратном высекании образцов бумаги.
Фиг.4 является боковой вертикальной проекцией, схематически иллюстрирующей устройство для испытаний возможности порезов бумагой пальцев.
Фиг.5 является перспективным видом, иллюстрирующим определенные аспекты устройства для испытаний, показанного на Фиг.4.
Фиг.6 является графиком сгибаемости по GM Fold против плотности для основ с базовой массой 90 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.7 является графиком сгибаемости по GM Fold против плотности для основ с базовой массой 100 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.8 является графиком сгибаемости по GM Fold против плотности для основ с базовой массой 118 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.9 является графиком жесткости по GM Taber против давления каландрования для основ, имеющих базовую массу 90 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.10 является графиком жесткости по GM Taber против давления каландрования для основ, имеющих базовую массу 100 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.11 является графиком жесткости по GM Taber против давления каландрования для основ, имеющих базовую массу 118 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.12 является графиком жесткости по GM Taber против базовой массы для основ, каландрованных при различном давлении с микросферами и без них.
Фиг.13 является графиком гладкости по Шеффилду оборотной (сетчатой) стороны против плотности для основ, имеющих базовую массу 90 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.14 является графиком гладкости по Шеффилду оборотной (сетчатой) стороны против плотности для основ, имеющих базовую массу 100 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.15 является графиком гладкости по Шеффилду оборотной (сетчатой) стороны против плотности для основ, имеющих базовую массу 118 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.16 является графиком Parker Print Surf оборотной (сетчатой) стороны против плотности для основ, имеющих базовую массу 90 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.17 является графиком Parker Print Surf оборотной (сетчатой) стороны против плотности для основ, имеющих базовую массу 100 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.18 является графиком Parker Print Surf оборотной (сетчатой) стороны против плотности для основ, имеющих базовую массу 118 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.19 является графиком гладкости по Шеффилду верхней стороны против плотности для основ, имеющих базовую массу 90 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.20 является графиком гладкости по Шеффилду верхней стороны против плотности для основ, имеющих базовую массу 100 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.21 является графиком гладкости по Шеффилду верхней стороны против плотности для основ, имеющих базовую массу 118 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.22 является графиком Parker Print Surf верхней стороны против плотности для основ, имеющих базовую массу 90 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.23 является графиком Parker Print Surf верхней стороны против плотности для основ, имеющих базовую массу 100 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.24 является графиком Parker Print Surf верхней стороны против плотности для основ, имеющих базовую массу 118 фунтов на 3000 кв. футов с микросферами и без них.
Фиг.25 является графиком сгибаемости по GM Fold против базовой массы для основ с микросферами и без них.
Подробное описание изобретения
Одним аспектом настоящего изобретения является бумажный материал с улучшенным сопротивлением срезу, т.е. кромки бумаги имеют уменьшенную тенденцию резать, сдирать или повреждать человеческую кожу. Настоящее изобретение также относится к бумажному материалу, имеющему улучшенную жесткость по GM Tader и улучшенную сгибаемость по GM Fold. В том смысле, как слово «бумага» используется в настоящем документе, оно включает бумагу и картон, если не указано иное.
Бумага предоставляется в виде полотна, содержащего волокна целлюлозы, например волокна, полученные из лиственных деревьев, хвойных деревьев или сочетания лиственных и хвойных деревьев, подготовленных для использования в комбинации для изготовления бумаги любым известным способом варки, облагораживания и отбеливания. В одном предпочтительном варианте осуществления волокна целлюлозы в бумаге содержат хвойные волокна приблизительно от 30% до 100% по сухой массе и лиственные волокна приблизительно от 70% до 0% по сухой массе. В некоторых вариантах осуществления по меньшей мере часть волокон может быть получена из недревесных травянистых растений, включая, но не ограничиваясь, кенаф, коноплю, джут, лен, сизаль или абаку, хотя законодательные ограничения или другие соображения могут сделать использование конопли и других источников волокон непрактичным или невозможным.
Помимо волокон целлюлозы бумажный материал также содержит диспергированные в волокнах расширенные или нерасширенные микросферы в количестве приблизительно от 0,1 до 6 мас.% по сухой массе, более предпочтительно бумага содержит приблизительно от 0,25 до 5,0 мас.% расширенных или нерасширенных микросфер и наиболее предпочтительно бумага содержит приблизительно от 0,5 до 3,0 мас.% расширенных или нерасширенных микросфер.
Расширенные и расширяемые микросферы хорошо известны из уровня техники. Например, подходящие расширяемые микросферы описаны в совместно рассматриваемых заявке с серийным номером 09/770,340, поданной 26 января 2001 года и заявке с серийным номером 10/121,301, поданной 11 апреля 2002 года; в патентах США №№3,556,934, 5,514,429, 5,125,996, 3,533,908, 3,293,114, 4,483,889 и 4,133,688; в патентной заявке Великобритании 2307487, содержание которых включено путем ссылки. При осуществлении настоящего изобретения на практике могут использоваться любые известные микросферы. Подходящие микросферы включают частицы из синтетических смол, имеющие обще сферический центр, содержащий жидкость. Частицы смол могут быть изготовлены из метилметакрилата, ортохлорстирола, полиортохлорстирола, поливинилбензилхлорида, акрилонитрила, винилиденхлорида, паратертбутилстирола, винилацетата, бутилакрилата, стирола, метакриловой кислоты, винилбензилхлорида и сочетания двух или больше веществ из упомянутых. Предпочтительные частицы смол содержат полимер, содержащий приблизительно от 65 до 90 мас.% винилиденхлорида, предпочтительно приблизительно от 65 до 75 мас.% винилиденхлорида, и приблизительно от 35 до 10 мас.% акрилонитрила, предпочтительно приблизительно от 25 до 35 мас.% акрилонитрила.
Микросферы предпочтительно находятся в бумажном полотне в «расширенном» состоянии после расширения по диаметру приблизительно на 300-600% от «нерасширенного» состояния в исходной композиции для изготовления бумаги, из которой получено полотно. В их исходном нерасширенном состоянии в центре расширяемых микросфер может находиться пенообразующий агент в форме летучей жидкости, который содействует желательному объемному расширению и поддерживает его. Предпочтительно, агент не является растворителем полимерных смол. Особо предпочтительным пенообразующим агентом является изобутен, который может присутствовать в количестве приблизительно от 10 до 25 мас.% от суммарной массы частиц смолы. После нагрева до температуры приблизительно 80-190°С, как например в сушильном отделении машины для изготовления бумаги, частицы смолы увеличиваются в диаметре приблизительно до 60 мкм, предпочтительно от 30 до 60 мкм. Подходящие расширяемые микросферы поставляются на рынок компанией Akzo Nobel, г.Мариетта, штат Джорджия, под фирменным наименованием EXPANCEL. Расширяемые микросферы и их использование в бумажных материалах описаны более подробно в совместно рассматриваемой заявке с серийным номером 09/770,340, поданной 26 января 2001 года, и совместно рассматриваемой заявке с серийным номером 10/121,301, поданной 11 апреля 2002 года, содержание которых включено в настоящий документ путем ссылки.
Полотно может также содержать другие традиционные добавки, такие как, например, крахмал, наполнители, клеящие вещества, средства для удержания и усиливающие полимеры. Наполнители, которые могут использоваться, включают органические и неорганические пигменты, такие как, например, полимерные частицы, такие как латексы полистирола и полиметилметакрилат, и минералы, такие как карбонат кальция, сульфат бария, слюда, каолин и тальк. Другие традиционные добавки включают, не ограничиваясь, смолы, прочные в мокром состоянии, внутренние клеи, смолы, прочные в сухом состоянии, квасцы, наполнители, пигменты и красители. Для получения максимально высоких уровней склеивания поверхностей в способах настоящего изобретения предпочтительно, чтобы полотно было склеено внутри, т.е. чтобы клеящие агенты были добавлены в суспензию целлюлозы до изготовления бумажного полотна или основы. Внутреннее склеивание помогает предотвратить попадание поверхностного клея в полотно, позволяя ему оставаться на поверхности, где он имеет максимальную эффективность. Внутренние клеящие агенты включают любые такие вещества, обычно используемые на мокрой стороне машины для изготовления бумаги. Они включают канифольные клеи, кетеновые димеры и мультидимеры, а также алкенилянтарные ангидриды. Внутренние клеи обычно используются в концентрациях, известных из уровня техники, как, например, приблизительно от 0,05 до 0,25 мас.% от массы сухого бумажного полотна. Способы и материалы, используемые для внутреннего склеивания, обсуждаются Э.Страздинсом (Е.Strazdins) в публикации «Склеивание бумаги», второе издание, под редакцией У.Ф.Рейнольдса (W.F.Reynolds), изд. TAPPI, 1989, стр.1-33. Подходящие кетеновые димеры для внутреннего склеивания раскрыты в патенте США №4,279,794, который включен путем ссылки в его полном объеме, и в патентах Великобритании №№786,543, 903,416, 1,373,788 и 1,533,434, а также в опубликованной Европейской патентной заявке №0666368АЗ. Кетеновые димеры имеются в продаже, например клеящие агенты "Aquarel.RTM" и "Precis.RTM" от компании Hercules Incorporated, Уилмингтон, штат Делавэр. Кетеновые мультимеры для внутреннего склеивания описаны в опубликованной Европейской патентной заявке №0629741 А1, соответствующей патентной заявке США с серийным номером 08/254,813, поданной 6 июня 1994 года, в опубликованной Европейской патентной заявке №0666368 А3, соответствующей патентной заявке США с серийным номером 08/192,570, поданной 7 февраля 1994 года, и в патентной заявке США с серийным номером 08/601,113, поданной 16 февраля 1996 года. Алкенилянтарные ангидриды для внутреннего склеивания раскрыты в патенте США №4,040,900, который включен в настоящий документ путем ссылки в его полном объеме, и в публикации К.Э.Фарли и Р.Б.Уассера (С.Е.Farley and R.B.Wasser) «Склеивание бумаги», второе издание, под редакцией У.Ф.Рейнольдса (W.F.Reynolds), изд. TAPPI, 1989, стр.51-62. Различные алкенилянтарные ангидриды предлагаются компанией Albermarle Corporation, Батон-Руж, штат Луизиана.
Толщина бумаги согласно настоящему изобретению может изменяться в широком диапазоне. Бумага, полученная согласно настоящему изобретению, предпочтительно имеет конечную толщину после каландрования приблизительно от 3 до 25 милов, в зависимости от цели использования бумажного материала, при любом давлении каландрования, которое может соответствовать последующему нанесению покрытия. Заявители выявили, что бумажный материал настоящего изобретения, который обладает сопротивлением к нанесению порезов на человеческой коже, имел толщину приблизительно от 7 до 18,0 милов, предпочтительно приблизительно от 8,0 до 14,0 милов, более предпочтительно приблизительно от 9 до 12 милов и наиболее предпочтительно приблизительно от 10,0 до 11,5 милов.
Базовая масса бумаги настоящего изобретения также может изменяться в широком диапазоне в зависимости от использования бумажного материала. Бумажный материал предпочтительно имеет базовую массу приблизительно от 20 фунтов на 3000 кв. футов до 300 фунтов на 3000 фунтов, более предпочтительно приблизительно от 20 фунтов на 3000 кв. футов до 200 фунтов на 3000 фунтов и наиболее предпочтительно приблизительно от 30 фунтов на 3000 кв. футов до 180 фунтов на 3000 фунтов. Заявители выявили, что разница в сгибаемости по GM Fold между бумажным материалом настоящего изобретения и аналогичным бумажным материалом, который не содержит микросфер, увеличивается с увеличением базовой массы. В тех вариантах осуществления, где желательна повышенная сгибаемость по GM Fold, для достижения максимальной разницы в сгибаемости базовая масса должна составлять 90 фунтов на 3000 кв. футов или больше. В этих вариантах осуществления базовая масса предпочтительно равна или превышает приблизительно 100 фунтов на 3000 кв. футов и более предпочтительно равна или превышает 105 фунтов на 3000 кв. футов.
Жесткость по GM Taber бумажного материала настоящего изобретения может изменяться в широком диапазоне. Заявители выявили, что жесткость по GM Taber бумажного материала настоящего изобретения выше, чем у аналогичного бумажного материала, не содержащего микросфер, если основа настоящего изобретения каландруется при давлении, равном или меньше приблизительно 350 фунтов на погонный дюйм. Из-за повышенной жесткости по GM Taber бумажного материала настоящего изобретения, содержащего расширенные микросферы, он может использоваться в тех видах применения, где используются аналогичные материалы с большей базовой массой, которые не содержат микросфер. Например, бумажный материал настоящего изобретения обладает жесткостью по GM Taber, сравнимой с жесткостью аналогичного материала, который имеет базовую массу на 5-10% больше и не каландровался при уменьшенном давлении.
Сгибаемость по GM Fold бумажного материала настоящего изобретения может изменяться в широком диапазоне, но она также выше, чем у аналогичного бумажного материала, который не содержит микросфер. В общем, эксперименты показали, что в настоящем изобретении сгибаемость по GM Fold увеличивается с увеличением плотности. Значение по GM Fold предпочтительно составляет 200 и более предпочтительно не меньше приблизительно 350.
Плотность бумажного материала составляет по меньшей мере приблизительно 6 фунтов на 3000 кв. футов на мил. Как показали эксперименты, заявителям удалось добиться того, что улучшение сгибаемости по GM Fold бумажного материала настоящего изобретения по сравнению с аналогичным материалом, который не содержит микросфер, возрастает с увеличением плотности. Соответственно желательны более высокие значения плотности, предпочтительно равные 7,0 фунтов на 3000 кв. футов. В этих предпочтительных вариантах осуществления конечная плотность бумаги, т.е. базовая масса, деленная на толщину, обычно составляет приблизительно от 7,0 фунтов на 3000 кв. футов на мил до 12,0 фунтов на 3000 кв. футов на мил, предпочтительно приблизительно от 7,5 фунтов на 3000 кв. футов на мил до 9,0 фунтов на 3000 кв. футов на мил, более предпочтительно приблизительно от 7,5 фунтов на 3000 кв. футов на мил до 9,0 фунтов на 3000 кв. футов на мил и наиболее предпочтительно приблизительно от 7,5 фунтов на 3000 кв. футов на мил до 9,0 фунтов на 3000 кв. футов на мил. Таким образом, бумага имеет относительно большую толщину по отношению к ее массе, чем обычные типы бумаги. Мы полагаем, что уменьшение отношения базовой массы к толщине по меньшей мере частично вызвано большим количеством крошечных пустот в бумаге, образованных расширенными микросферами, диспергированными между волокнами, поскольку микросферы приводят, особенно в процессе расширения, к значительному увеличению объема пустот в материале. Кроме того, бумага после операций сушки каландруется в достаточной степени для достижения конечных желательных толщин, указанных в настоящем документе, вместе с формированием любой желательной поверхности полотна при каландровании. Наличие значительно увеличенного объема пустот вместе с относительно большой толщиной также приводит к снижению плотности бумаги при сохранении достаточной жесткости и других свойств, важных для использования в качестве исходного материала для папок и т.п.
Способы и устройства для подготовки бумажной или картонной основы хорошо известны из уровня техники в области изготовления бумаги и картона. Смотрите, например, «Справочник по целлюлозно-бумажным технологиям», 2-е издание, Дж.Эй.Смук (G.A.Smook), изд. Angus Wilde Publications (1992) и содержащиеся в нем ссылки. Может быть использован любой известный способ и устройство.
Предпочтительно, способ включает: а) подготовку водной суспензии целлюлозы; b) формование и сушку полотна из водной суспензии целлюлозы для получения высушенного бумажного или картонного полотна; с) сушку бумаги для получения высушенного бумажного или картонного полотна и d) каландрование высушенного бумажного или картонного полотна. Кроме этих этапов способа могут применяться и дополнительные этапы, известные специалистам в данной области техники, как, например, этап нанесения покрытия, содержащего связующее с пигментом, содержащим диспергирующую добавку, на одну или больше поверхностей полотна.
На этапе (а) предпочтительного варианта осуществления настоящего изобретения готовится водная суспензия целлюлозы. Способы и устройства для подготовки водной суспензии целлюлозы хорошо известны из уровня техники в области изготовления бумаги и картона и не будут излагаться подробно в настоящем документе. Смотрите, например, публикацию Дж.Эй.Смука, упомянутую выше, и содержащиеся в ней ссылки на другие материалы. Может быть использован любой известный способ подготовки водной суспензии целлюлозы. Компонент целлюлозных волокон в основе может являться целлюлозой химической варки, например беленой крафт-целлюлозой, хотя настоящее изобретение не считается ограниченным крафт-целлюлозой и может также использоваться с достаточно хорошим эффектом с другими химическими типами целлюлозы, такими как сульфитными, механическими, такими как молотая древесная целлюлоза, и другими типами и их смесями, такими как химико-механическая и термомеханическая целлюлоза. Хотя это и не существенно для настоящего изобретения, целлюлоза должна предпочтительно отбеливаться для удаления лигнинов и достижения желательной степени белизны по одному или нескольким способам обработки, известным из уровня техники, включая, например, последовательности отбеливания с использованием элементарного хлора, диоксида хлора, последовательности отбеливания без хлора, последовательностей отбеливания без элементарного хлора и комбинаций или сочетаний этапов, состоящих их вышеупомянутых последовательностей и других последовательностей и этапов отбеливания. После завершения отбеливания, промывки и разделения на ситах целлюлоза обычно подвергается облагораживанию в один или несколько этапов. После этого облагороженная целлюлоза пропускается в бак для смешивания, где она смешивается с традиционными добавками, такими как, например, крахмалами, наполнителями, клеящими агентами, средствами удержания и укрепляющими полимерами. Наполнители, которые могут использоваться, включают органические и неорганические пигменты, такие как, например, полимерные частицы латексов полистирола и полиметилметакрилата, и минералы, такие как карбонат кальция, каолин и тальк. Другие традиционные добавки включают, не ограничиваясь, смолы, прочные в мокром состоянии, внутренние клеи, смолы, прочные в сухом состоянии, квасцы, наполнители, пигменты и красители, обычно добавляемые в основу для изготовления бумаги, а также другие типы целлюлозы, такие как небеленая целлюлоза и/или переработанная целлюлоза. Другими традиционными добавками также могут являться так называемые агенты для «внутреннего склеивания», используемые главным образом для увеличения угла контакта полярных жидкостей, контактирующих с поверхностью бумаги, например алкенилянтарный ангидрид, алкилкетеновый димер и канифольные клеи. На этом этапе также могут быть добавлены средства для удержания. Предпочтительными являются катионные средства для удержания, однако в основе могут использоваться и анионные средства для удержания.
Помимо этого и перед загрузкой композиции в загрузочный бак машины для изготовления бумаги к смеси целлюлозной композиции добавляются полимерные микросферы. Как было сказано выше, микросферы добавляются в количестве приблизительно от 0,1 до 6,0% от общей сухой массы композиции. Микросферы могут быть предварительно расширены или в сущности иметь окончательный размер до добавления в смесь композиции. Однако предпочтительно, чтобы микросферы первоначально добавлялись в композицию в нерасширенном состоянии и затем расширялись в процессе формования и сушки бумажного полотна, как сказано ниже. Должно пониматься, что такое расширение оказывает влияние на увеличение толщины и уменьшение плотности конечного бумажного продукта. В объем изобретения также входит добавление смеси расширяемых и уже расширенных микросфер (или микросфер, которые в сущности уже имеют свой конечный размер) в композицию для изготовления бумаги для того, чтобы часть микросфер расширилась в значительной степени в ходе операций сушки, хотя во время сушки будет сохраняться баланс тех же конечных размеров.
На этапе (b) способа настоящего изобретения суспензия целлюлозы из этапа (а) разделяется на ситах и высушивается для получения высушенного бумажного или картонного полотна. Способы и устройства для разделения на ситах и сушки суспензии целлюлозы хорошо известны из уровня техники в области изготовления бумаги и картона. Смотрите, например, публикацию Дж.Эй.Смука, упомянутую выше, и содержащиеся в ней ссылки на другие материалы. Может быть использован любой известный способ разделения на ситах и сушки. Из-за этого такие способы не будут излагаться в подробностях. Для примера, водная композиция для изготовления бумаги, содержащая целлюлозу и другие добавки, выкладывается из загрузочного бака подходящей машины для изготовления бумаги в однослойное или многослойное полотно на машине для изготовления бумаги, такой как машина Фурдринье или любая другая бумагоделательная машина, известная из уровня техники, а также машины, которые могут стать известными в будущем. Например, так называемый «срез» композиции, состоящий из водной пульпы волокон целлюлозы относительно низкой консистенции вместе с микросферами и различными добавками и наполнителями, диспергированными в ней, выдавливается из загрузочного бака на пористый ленточный движущийся лист или проволоку, где вода удаляется путем постепенного стока через небольшие отверстия в проволоке под вакуумом в секции формования до тех пор, пока полотно волокон целлюлозы и других материалов не будет сформовано на проволоке. Обезвоженное мокрое полотно пропускается из секции формования в секцию прессования по специально изготовленным лентам через последовательность валков для отжима, которые удаляют воду и упрочняют мокрое полотно бумаги. На этапе (с) предпочтительного варианта осуществления настоящего изобретения бумажное или картонное полотно высушивается после обработки клеящим составом. Полотно затем пропускается в исходную секцию сушки для удаления большинства удерживаемой влаги и дальнейшего уплотнения волокон в полотне. Теплота в секции сушки также способствует расширению нерасширенных микросфер, которые могут содержаться в полотне. Способы и устройства для сушки бумажных или картонных полотен, обработанных клеящим составом, хорошо известны из уровня техники в области изготовления бумаги и картона. Смотрите, например, публикацию Дж.Эй.Смука, упомянутую выше, и содержащиеся в ней ссылки на другие материалы. Может быть использован любой известный способ и устройство для сушки. Из-за этого такие способы и устройства не будут излагаться подробно в настоящем документе.
Высушенное бумажное или картонное полотно оптимально и предпочтительно обрабатывается путем нанесения на по меньшей мере одну его поверхность клеящего состава, содержащего одну или несколько добавок. Способы и устройства для обработки высушенного полотна бумаги или картона клеящим составом хорошо известны из уровня техники в области изготовления бумаги и картона. Смотрите, например, публикацию Дж.Эй.Смука, упомянутую выше, и содержащиеся в ней ссылки на другие материалы. Подходящие клеящие добавки включают пигменты и клеящие агенты, такие как крахмалы. Может использоваться крахмал любого типа, включая, но не ограничиваясь, окисленный, этилированный, катионный и крахмальную крупку, и предпочтительно используется его водный раствор. Примерами подходящих крахмалов для осуществления данного предпочтительного варианта осуществления изобретения являются встречающиеся в природе углеводороды, синтезированные в кукурузе, тапиоке, картофеле и других растениях путем полимеризации декстрозных звеньев. Все такие крахмалы и их модифицированные формы, такие как ацетаты крахмалов, сложные эфиры крахмалов, фосфаты крахмалов, ксантаты крахмалов, анионные крахмалы, катионные крахмалы и т.п., которые могут быть получены путем реакции крахмала с подходящим химическим или ферментным реагентом, могут использоваться для осуществления настоящего изобретения на практике. Более предпочтительными крахмалами являются катионные модифицированные или неионные крахмалы, такие как CatoSize 270 и KoFilm 280 (от компании National Starch) и химически модифицированные крахмалы, такие как этилированные крахмалы PG-280 и крахмальные крупки АР Pearl. Более предпочтительными крахмалами для использования при осуществлении настоящего изобретения являются катионные крахмалы и химически модифицированные крахмалы.
На этапе (d) предпочтительного варианта осуществления способа настоящего изобретения высушенное бумажное или картонное полотно проходит одну или несколько стадий после сушки, например те, которые описаны в публикации Дж.Эй.Смука, упомянутой выше, и в содержащихся в ней ссылках на другие материалы. Например, на бумажное или картонное полотно может быть нанесено покрытие, и/или оно может быть каландровано для достижения желательной конечной толщины, как сказано выше, для улучшения гладкости и других свойств такого полотна. Каландрование может быть осуществлено на каландрующем оборудовании «сталь-сталь» с валками в один или несколько уровней, каждый из которых имеет одну или несколько зон контакта, при давлении, достаточном для получения желательной толщины. Должно пониматься, что конечная толщина бумажного слоя будет в большой степени определяться выбором давления валков. Заявители выявили, что давление каландрования влияет на жесткость основы, и что основы, имеющие приемлемые характеристики жесткости, могут быть получены при относительно низкой базовой массе путем уменьшения уровня каландрования. Уменьшение базовой массы бумаги и картона выгодно, так как это повышает выход готового изделия (в кв. футах или тоннах бумаги или картона). Использование расширяемых микросфер в сочетании с уменьшенным уровнем каландрования позволяет еще больше уменьшить базовую массу, известную из уровня техники, в то же время обеспечивая приемлемые характеристики жесткости.
В общем, в тех вариантах осуществления бумажного материала, где желательна улучшенная жесткость по GM Taber, материал подвергается максимальному давлению каландрования, равному или меньше приблизительно 350 фунтов на погонный квадратный дюйм (ПКД). Давление каландрования предпочтительно равно или меньше приблизительно 250 фунтов на ПКД, более предпочтительно равно или меньше приблизительно 100 фунтов на ПКД и наиболее предпочтительно равно или меньше приблизительно 50 фунтов на ПКД.
Как было сказано выше, бумажный материал настоящего изобретения обладает одним или несколькими выгодными свойствами. Они включают улучшенную жесткость по GM Taber, улучшенную сгибаемость по GM Fold и/или улучшенное сопротивление порезу. В результате данных свойств бумажные материалы, изготовленные по настоящему изобретению, могут быть использованы в различных офисных целях. В частности, бумага настоящего изобретения обладает преимуществами при использовании для изготовления папок для досье из бристольского картона или суперобложек для хранения и упорядочения материалов на рабочих местах в офисе. Изготовление таких папок их бумажных полотен хорошо известно в области изготовления бумажных изделий и заключается, в общем, в резке заготовок соответствующего размера и формы из бумажного полотна, обычно способом «обратного» высекания, и последующим складыванием заготовок для получения папки соответствующей формы, после чего осуществляется их подбор и упаковка. Заготовки могут быть также предварительно просечены для облегчения складывания. Операции просечки, резки, складывания, подбора и упаковки обычно осуществляются с помощью автоматического оборудования, хорошо известного специалистам в данной области техники, из в сущности непрерывных рулонов полотна, подаваемого в оборудование путем разматывания со стойки.
Типичное устройство для «обратного» высекания схематически показано на Фиг.3. Такое высекание используется вместо так называемой «гильотинной» резки бумаги. При гильотинной резке бумага для резки опирается на плоскую неподвижную поверхность под бумагой и режется путем опускания подвижного вырубного ножа, проходящего через всю толщину бумаги и в прорезь в неподвижной поверхности, имеющую размеры, соответствующие размерам лезвия. Гильотинная резка обычно дает относительно ровные кромки бумаги, но, однако, она обычно не является практичной при высокой скорости резки и больших объемах материала. При обратном высекании вырубной нож зафиксирован в вертикальном положении, выступая из корпуса, расположенного под бумагой, подлежащей резке. При зафиксированном ноже и бумаге в положении для резки над ножом контактная плита опускается на верхнюю поверхность бумаги и прижимает бумагу к кромке вырубного ножа, этим обеспечивая резку бумаги.
Бумага, папки и другие изделия, полученные высеканием согласно настоящему изобретению, имея открытые кромки, обладают, по наблюдениям заявителей, значительно уменьшенной тенденцией к нанесению порезов на коже лиц, работающих с папками, по сравнению с бумагой, известной из уровня техники, и бумажных изделий, таких как папки. То есть менее вероятно, что кромки бумаги явятся причиной порезов или других травм кожи, если пальцы и другие части тела ненамеренно коснутся открытой кромки материала.
Без привязки к теории мы полагаем, что это улучшение в сопротивлении порезам получено за счет сочетания увеличенной толщины и уменьшенной плотности по сравнению с бумагой, известной из уровня техники, а также влияния этих свойств на реакцию бумаги в ходе операций резки. Как было сказано выше, заготовки для папок обычно высекаются. При резке заготовок для традиционных папок, известных из уровня техники и имеющих относительно небольшую толщину и относительно высокую плотность, считается, что вырубной нож первоначально создает чистый срез, проходящий через часть толщины бумаги. Однако, перед тем как вырубной нож завершит чистый срез по всей толщине бумаги, остальная часть толщины бумаги «лопается» или ломается относительно неровно и неравномерно. Вследствие этого полученная кромка папки неровная и содержит большое количество очень небольших и острых бумажных частиц. Считается, что соприкосновение с этими небольшими и острыми частицами и является главной причиной порезов. Хотя кромки, полученные путем высекания, более грубые и неровные чем, например, полученные путем гильотинной резки, способы высекания более легко реализуются в крупномасштабном скоростном производстве и поэтому широко используются в современной практике. На Фиг.1 показаны четыре образца обычной бумаги, отрезанных различными способами. Первый образец на микрофотографии представляет бумагу, полученную путем гильотинной резки. Два образца в центре микрофотографии вырезаны лабораторной высекательной машиной, описанной более подробно ниже. Последний образец на заднем плане микрофотографии вырезан на традиционной промышленной высекательной машине. Как можно видеть, традиционная высеченная бумага обладает значительной шероховатостью на кромках образцов.
Однако было установлено, что бумага согласно настоящему изобретению, имея относительно большую толщину и относительно низкую плотность, обладает значительно уменьшенной тенденцией к преждевременному разрыву или разлому при высекании. Очевидно, что вырубной нож может выполнить чистый срез по всей толщине бумаги, и, следовательно, полученная кромка имеет значительно меньше неровностей и острых частиц, которые являются причиной порезов. Поэтому папки, например изготовленные в соответствии с настоящим изобретением, обладают значительно уменьшенной тенденцией к нанесению порезов при работе с ними.
Различия в получаемых при резке кромках показаны на Фиг.2, где справа показана высеченная кромка бумаги, полученной согласно настоящему изобретению, и слева показана высеченная кромка известной из уровня техники бумаги с по существу аналогичной базовой массой. Бумага настоящего изобретения содержит приблизительно 2 мас.% расширенных микросфер и имеет толщину приблизительно 15 милов и плотность приблизительно 8,7 фунта на 3000 кв. футов на мил. Обычная бумага не содержит микросфер и имеет толщину приблизительно 11 милов и плотность приблизительно 11,3 фунта на 3000 кв. футов на мил. Можно видеть, что кромка бумаги настоящего изобретения значительно более гладкая на вид и имеет более конический угловой профиль. Считается, что эти различия приводят к уменьшению тенденции наносить порезы.
Следующие неограничивающие примеры иллюстрируют различные дополнительные аспекты изобретения. Если не указано иное, температура выражена в градусах Цельсия, проценты являются массовыми и процентное содержание любой добавки к целлюлозе или влаги основано на сухой массе всего количества материала.
Пример 1
Серия партий бумаги была получена из смеси, содержащей приблизительно 40% хвойной целлюлозной массы и 60% лиственной целлюлозной массы при канадской стандартной степени помола приблизительно 450, которые содержали некоторые количества расширяемых микросфер и каландровались до различных толщин. Полученная бумага, содержащая микросферы, затем испытывалась для определения возможности порезов кромками пальцев человека при работе с такой бумагой. Вместо человеческой кожи при испытаниях использовался резиновый палец, покрытый латексным перчаточным материалом, служившим в качестве «искусственной кожи».
Образцы для испытаний были высечены с помощью лабораторной высекательной машины 20, показанной на Фиг.3. Машина имеет нижний корпус 22 с выемкой 24. Вырубной нож 26 установлен на опорном блоке 28, и блок зафиксирован в выемке 24 так, чтобы вырубной нож был направлен вверх.
Высекательная машина 20 также содержит верхний корпус 30, который выдерживается соосно нижнему корпусу некоторым количеством болтов или стержней 32, которые входят в соответствующее количество отверстий в верхнем корпусе 30. Над вырубным ножом 26 в верхнем корпусе имеется контактная поверхность 34. Образец 36 бумаги для резки помещается в зазор между вырубным ножом 26 и контактной поверхностью 34. Контактная поверхность 34 затем прижимается по направлению вниз гидравлическим толкателем 38 или другим подходящим движущимся средством для того, чтобы прижать образец 36 к вырубному ножу и разрезать его на две части.
Тенденция к нанесению порезов кромками образцов бумаги оценивалась в процедуре испытаний, называемой ниже «Коэффициент порезов 30» (где «30» указывает число повторов испытания). В испытании на коэффициент порезов 30 используется устройство, аналогичное показанному схематически на Фиг.4 и Фиг.5. Испытательное устройство 50 содержит раму 52, которая поддерживает устройство 54 зажимания образца бумаги, которое подвешено сверху на раме 52. Зажимное устройство 54 подвешено на шарнире 56, который позволяет изменять угол наклона устройства 54 по отношению к горизонтали. Таким путем бумага может контактировать с пальцем под различными углами. Испытываемый образец 60 бумаги удерживается зажимным устройством по существу в вертикальном положении. Испытательное устройство 50 также содержит искусственный палец 62, который может быть протянут вдоль кромки образца 60 бумаги в устройстве. Например, палец 62 может быть закреплен с возможностью снятия на подвижной основе 64, которая скользит по рельсу или направляющей 66 под воздействием гидропривода, так что палец 62 протягивается, контактируя с кромкой образца 60 бумаги. После соприкосновения пальца с образцом латекс исследуется для определения того, нанесен ли порез, и затем порезы классифицируются по размеру.
Искусственный палец предпочтительно выполняется из внутреннего металлического или жесткого пластикового стержня, который покрывается эластичным материалом, таким как неопреновый каучук, и слой неопрена предпочтительно покрывается слоем латекса, таким как палец от латексной перчатки. Таким образом, искусственный палец отчасти моделирует кость, мышцу и кожу человеческого пальца. Хотя эта конструкция из латекса и неопрена и не обладает тенденцией наносить порезы на человеческий палец, считается, что относительно высокая частота порезов этой конструкцией будет в общем плане соотноситься с относительно большим количеством порезов человеческого пальца, и относительно низкая частота порезов этой конструкцией будет в общем плане соотноситься с относительно низким количеством порезов человеческого пальца.
В вышеописанных экспериментах применявшийся слой неопренового каучука имел твердость по Шору приблизительно А 50, латексная «кожа» имела толщину приблизительно 0,004 дюйма и была прикреплена к неопрену с помощью двусторонней липкой ленты. Для более лучшего моделирования кожи латекс перед испытанием также подвергался нагреву при 125°С в течение 6 часов. Так как латекс является природным веществом, латексы и изделия из них обладают некоторой степенью изменения определенных свойств в зависимости от партии, например различным содержанием влаги. Было выявлено, что путем выдержки латекса при повышенной температуре в течение приблизительно 6 часов полученная латексная «кожа» обладала более единообразным набором свойств и соответственно обеспечивала воспроизводимость улучшенных результатов испытаний.
Применявшиеся образцы бумаги разрезались до размера приблизительно 1 дюйм × 6 дюймов, и высекаемая кромка центровалась в нижней части зажимного устройства для контакта с пальцем. Затем искусственный палец протягивали вдоль кромки бумаги и после остановки исследовали для определения, нанесен ли порез, и если да, то какова величина пореза.
Для каждого образца бумаги эксперимент повторяли 30 раз. Были получены следующие результаты.
В дополнение к определению количества порезов (из 30 повторов), размер каждого пореза классифицировался на шкале от 1 до 5, где 1 относился к «очень неглубокому» и 5 к «глубокому». С использованием этих данных определялся «коэффициент порезов» путем суммирования произведений количества порезов в каждой категории на серьезность этой категории по шкале от 1 до 5. Результаты приведены в таблице II.
Как можно видеть для образцов 1-3 и 6А, плотность бумаги изменялась при добавлении разных количеств расширенных микросфер, хотя толщина бумаги выдерживалась приблизительно постоянной около 12 милов. Эти образцы продемонстрировали, что уменьшение плотности в связи с добавлением микросфер привело к соответствующему уменьшению в количестве и серьезности порезов, нанесенных бумагой.
В образцах 6А-6С плотность бумаги выдерживалась приблизительно постоянной около 12,5 фунтов на 3000 кв. футов на мил, хотя толщина бумаги изменялась. Эти результаты показали четкую корреляцию между увеличением толщины и уменьшением количества и серьезности порезов для бумаги, содержащей микросферы.
В заключение, в образцах 124 и 143 произведенная бумага содержала микросферы и обладала уменьшенной плотностью и большой толщиной одновременно. Полученные результаты вполне впечатляющие, так как значения количества порезов и средневзвешенных порезов уменьшились до исключительно низких уровней. Таким образом, оказывается, что хотя увеличение толщины и уменьшение плотности в связи с добавлением микросфер может по отдельности уменьшать количество порезов в некоторой степени, сочетание этих двух факторов дает синергический эффект в снижении количества порезов, что удивительно и вполне неожиданно.
Пример 2
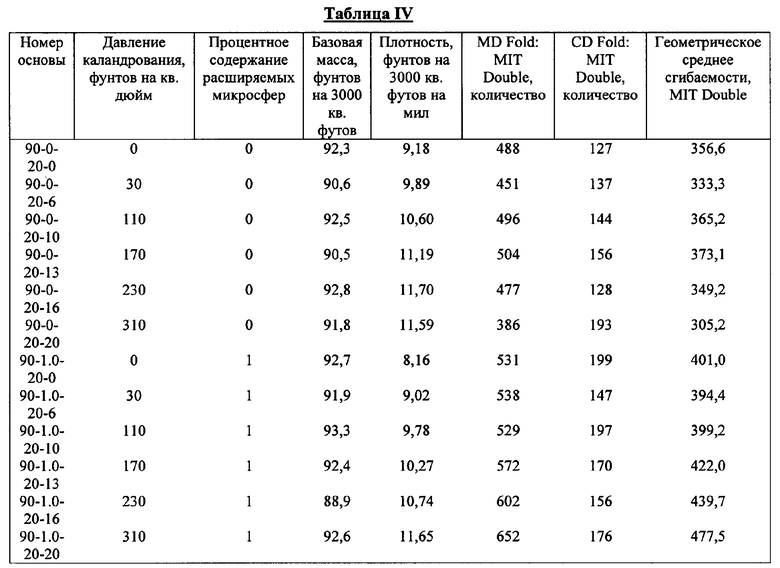
Сходный набор испытаний проводился на серии партий бумаги, произведенной из второй бумажной композиции, которая была получена путем смешивания приблизительно 40% хвойной массы и 60% лиственной массы и имела канадскую стандартную степень помола приблизительно 450. Для этих испытаний были произведены две партии бумаги, и бумага в каждой партии имела приблизительно одинаковую базовую массу. Для одной партии бумаги базовая масса составляла порядка 130 фунтов на 3000 кв. футов и для второй партии приблизительно 150 фунтов на 3000 кв. футов. В каждую партию было добавлено определенное количество микросфер, и толщина полученной бумаги была разной. Как и в Примере 1 испытания проводились на 30 экземплярах каждого образца. Результаты приведены в таблицах III и IV.
Эти результаты показывают четкую тенденцию к уменьшению в общем количестве порезов, а также в средневзвешенном значении порезов при увеличении количества микросфер, когда базовая масса выдерживается приблизительно на одном уровне. Видно, что увеличение количества микросфер при удержании базовой массы на одном уровне приводит к увеличению толщины, уменьшению плотности и уменьшению количества и серьезности порезов.
Пример 3
Сходный набор испытаний проводился на серии партий бумаги, произведенной из третьей бумажной композиции, содержащей приблизительно 35% хвойной массы и 65% лиственной массы. Как и раньше испытания проводились на 30 экземплярах каждого образца. Результаты приведены в таблице V.
Для этих испытаний были произведены партии бумаги, содержащей расширенные микросферы, с базовой массой около 124 фунтов на 3000 кв. футов, которые сравнивались с двумя контрольными партиями, произведенными без микросфер и имеющими базовую массу 124 и 143 фунта на 3000 кв. футов соответственно. Образцы с расширенными микросферами снова показали резкое снижение в тенденции нанесения порезов по сравнению с контрольными образцами. Суммарное количество порезов уменьшилось на 50% и больше в каждом случае, и средневзвешенные значения порезов также уменьшились.
Пример 4
Серия партий бумаги была произведена из смеси, содержащей приблизительно 50% хвойной массы, 20% лиственной массы и 30% потребительских отходов и имеющей канадскую стандартную степень помола приблизительно 450. Целлюлозная смесь была склеена путем добавления 0,09 мас.% алкенилянтарного ангидрида. Также в смесь было добавлено 7 мас.% молотого карбоната кальция. Были изготовлены образцы бумаги с расширяемыми микросферами и без них. Для образцов с расширяемыми микросферами последние добавлялись в целлюлозную смесь. Образцы, которые содержали расширяемые микросферы, составляли приблизительно 1 мас.% в полотне. Целлюлозную смесь затем формовали в полотно на экспериментальной машине для изготовления бумаги. Были получены несколько базовых масс: 90, 100 и 118 фунтов на 3000 кв. футов. Бумага при нахождении на машине для изготовления бумаги склеивалась 11%-ным раствором крахмала. Бумага не каландровалась на машине для изготовления бумаги, а собиралась, формовалась в листы и каландровалась с использованием лабораторного каландра с подачей листов. Листы каландровались при давлении 0, 30, 110, 170, 230 и 310 фунтов на ПКД для получения образцов бумаги с различной плотность. Плотность определялась как базовая масса в фунтах на 3000 кв. футов, деленная на толщину в милах.
Полученные основы бумаги и картона испытывались на MD и CD MIT Fold с использованием испытательного способа TAPPI T511 от-88, который является мерой стойкости при сгибании бумаги, используемой для оценки способности бумаги выдерживать многократное изгибание, складывание и рилевку. Это важный критерий, если основы используются в производстве бумажных или картонных изделий, имеющих складку или линию просечки, вдоль которой части изделий можно складывать, как например папки для досье. Результаты приведены в таблицах IV, V и VI и на Фиг.6, 7 и 8.
В таблицах IV, V и VI приведены данные по давлению каландрования, процентном содержании расширяемых микросфер, базовой массе, плотности, MD MIT Fold, CD MIT Fold и геометрическому среднему значению сгибаемости для образцов с плотностью 90 фунтов на 3000 кв. футов, 100 фунтов на 3000 кв. футов и 118 фунтов на 3000 кв. футов соответственно.
Геометрическое среднее сгибаемости по MIT Fold и жесткости по Taber вычислено из свойств MD и CD с использованием следующего уравнения:



На Фиг.6, 7 и 8 приведены графики геометрического среднего MIT Fold против плотности для образцов с плотностью 90 фунтов на 3000 кв. футов, 100 фунтов на 3000 кв. футов и 118 фунтов на 3000 кв. футов соответственно. Сравнение данных GM Fold, показанных на Фиг.6, 7 и 8, четко показывает, что добавление 1 мас.% расширяемых микросфер оказало благоприятное воздействие на сгибаемость. Это благоприятное воздействие увеличивается с увеличением плотности, чего заявители не ожидали.
Пример 5
Полученные основы бумаги и картона из Примера 4 также испытывались на жесткость по Taber с использованием испытательного способа TAPPI Т 489 om-92. Этот порядок испытаний использовался для измерения жесткости бумаги и картона путем определения изгибающего момента в г/см, необходимого для изгибания свободного конца образца шириной 38 мм, сгибаемого по вертикали на 15 градусов от его центральной линии, с приложением нагрузки на 50 мм от зажима. Жесткость бумаги и картона тесно связана с экономической ценностью основы и количеством волокон в бумаге или картоне. В настоящей заявке мы смогли удалить волокно и заменить его небольшим количеством расширяемых микросфер и все же достичь этого желательного свойства для сохранения экономической ценности бумаги и картона. Повышенная жесткость является важным критерием, если основы используются в производстве бумажных или картонных изделий, как например папки для досье, подвесные папки, суперобложки для рентгеновских снимков и бумага для конвертов. Результаты приведены в таблицах VII, VIII и IX и на Фиг.9, 10 и 11. В таблицах VII, VIII и IX приведены данные по давлению каландрования, процентному содержанию расширяемых микросфер, базовой массе, плотности, жесткости по MD Taber, жесткости по CD Taber и геометрическому среднему значению жесткости по Taber для образцов с плотностью 90 фунтов на 3000 кв. футов, 100 фунтов на 3000 кв. футов и 118 фунтов на 3000 кв. футов соответственно.



На Фиг.9, 10 и 11 приведены графики геометрических средних значений жесткости по Taber против давления каландрования для образцов с плотностью 90 фунтов на 3000 кв. футов, 100 фунтов на 3000 кв. футов и 118 фунтов на 3000 кв. футов соответственно. Сравнение данных жесткости по Taber, показанных на Фиг.9, 10 и 11, четко показывает, что добавление 1 мас.% расширяемых микросфер оказало благоприятное воздействие на жесткость. Это особенно очевидно при низких давлениях каландрования, когда разница в жесткости больше между образцами с расширяемыми микросферами и образцами без расширяемых микросфер, чем при более высоком давлении каландрования. Это благоприятное воздействие увеличивается с уменьшением давления каландрования, чего заявители не ожидали.
Пример 6
Данные, приведенные в Примерах 4 и 5, оценивались для определения воздействия каландрования на жесткость бумажной и картонной основы. Результаты приведены в таблице Х и на Фиг.12.

Таблица Х и Фиг.12 четко показывают, что добавление расширяемых микросфер в бумагу или картон позволяет уменьшить базовую массу бумаги или картона и в то же время сохранить сравнимую жесткость бумаги или картона с большей массой. На Фиг.12 отображен график жесткости по GM Taber против базовой массы бумаги с расширяемыми микросферами и без них и при различных давлениях каландрования. На Фиг.12 четко видно, что при любой указанной базовой массе бумага с 1 мас.% расширяемых микросфер в сочетании с пониженным давлением каландрования обладает значительно более высокой жесткостью, чем бумага с 1 мас.% расширяемых микросфер или без них при нормальных условиях каландрования. Это дает возможность уменьшить базовую массу, сохранив жесткость. Таким образом, путем уменьшения давления каландрования можно достичь даже меньшей базовой массы при сравнимой жесткости. Уменьшение базовой массы бумаги и картона выгодно, поскольку это увеличивает выход (в кв. футах на тонну бумаги или картона). Использование расширяемых микросфер в сочетании с уменьшенным давлением каландрования позволяет еще больше уменьшить базовую массу по сравнению с уровнем техники при использовании расширяемых микросфер в бумаге или картоне. Это явилось неожиданным результатом.
Пример 7
Полученные основы бумаги и картона из Примеров 4, 5 и 6 также испытывались на гладкость по Taber с использованием испытательных способов TAPPI Т 538 om-88 (Гладкость бумаги и картона (метод Шеффилда)) и Т 555 om-99 (Шероховатость бумаги и картона (метод Parker Print испытания поверхности). Результаты приведены в таблицах XI, XII, XIII и на Фиг.13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23 и 24. В таблицах XI, XII и XIII приведены данные по плотности, гладкости по Шеффилду оборотной стороны, шероховатости поверхности по методу Parker Print, гладкости верхней стороны по Шеффилду и шероховатости поверхности верхней стороны по методу Parker Print для образцов с плотностью 90 фунтов на 3000 кв. футов, 100 фунтов на 3000 кв. футов и 118 фунтов на 3000 кв. футов соответственно. Шероховатость поверхности бумаги для печати и картона играет существенную роль в определении пригодности бумаги для печатания. Гладкость также влияет на другие свойства, такие как коэффициент трения, глянец и поглощение покрытием. При испытании по Шеффилду измеряется поток воздуха между основой и поверхностью стекла. Гладкость поверхности относится к величине потока воздуха, измеряемого между двумя концентрическими кольцеобразными площадками, вдавливаемыми в образец прессом. Метод Parker Print используется для проверки шероховатости поверхности бумаги и картона в условиях, моделирующих процессы высокой печати, офсетной печати и глубокой печати. Среднее значение шероховатости, выраженное в мкм, может в некоторых случаях лучше коррелироваться с пригодностью бумаги для печати, чем другие сравнительные методы, такие как метод Шеффилда.
90-0-20-6
90-0-20-10
90-0-20-13
90-0-20-16
90-0-20-20
90-1.0-20-0
90-1.0-20-6
90-1.0-20-10
90-1.0-20-13
90-1.0-20-16
90-1.0-20-20
9,89
10,60
11,19
11,70
11,59
8,16
9,02
9,78
10,27
10,74
11,65
369
246
223
160
123
402
353
239
164
145
107
11,18
9,04
7,88
7,25
6,08
11,83
10,35
8,18
6,73
6,39
5,58
380
316
277
237
164
396
361
282
227
195
156
12,03
10,71
9,91
9,37
8,07
11,43
10,95
9,38
8,19
7,74
6,85
100-0-20-6
100-0-20-10
100-0-20-13
100-0-20-16
100-0-20-20
100-1.0-20-0
100-1.0-20-6
100-1.0-20-10
100-1.0-20-13
100-1.0-20-16
100-1.0-20-20
9,91
10,67
11,20
11,42
12,40
8,41
8,99
9,94
10,48
10,46
11,01
371
281
213
162
142
405
353
240
171
135
122
11,26
9,32
8
7,25
6,27
11,65
10,25
7,88
6,73
6,08
5,72
409
345
273
245
220
394
373
284
230
195
175
12,13
10,88
10,27
9,22
8,65
11,64
10,63
9,24
8,52
7,92
6,98
90-0-20-6
90-0-20-10
90-0-20-13
90-0-20-16
90-0-20-20
90-1.0-20-0
90-1.0-20-6
90-1.0-20-10
90-1.0-20-13
90-1.0-20-16
90-1.0-20-20
10,10
10,69
11,03
11,84
11,60
8,62
9,04
9,74
10,17
10,50
11,17
367
286
243
181
141
403
350
268
192
149
138
11,8
9,1
8,08
7,6
6,98
11,95
10,39
8,66
7,43
6,75
6,05
379
334
315
253
193
392
359
305
248
206
198
12,28
11,15
10,31
9,52
8,84
11,45
11,13
9,54
8,79
8,15
7,53
Результаты четко показывают, что при любой данной плотности бумага или картон с расширяемыми микросферами обладает большей гладкостью, чем бумага или картон без расширяемых микросфер. Это было продемонстрировано в ходе испытаний по методу Шеффилда и испытаний поверхности по методу Parker Print. Повышенная гладкость бумаги, содержащей микросферы, при любой данной плотности была неожиданным результатом и улучшит сорта бумаги и картона для печати.
Пример 8
Основы бумаги и картона из Примера 4 использовались для определения влияния базовой массы на сгибаемость по GM Fold. Значения средней базовой массы и GM Fold вычислялись по шести образцам, каландрованным при различном давлении. Полученные данные приведены в таблице XIV и в форме графика на Фиг.25.
Эти данные четко показывают, что бумага и картон с расширяемыми микросферами обладают повышенной сгибаемостью по GM Fold при любой данной базовой массе. Эти данные показывают, что различия в значениях GM Fold между бумагой и картоном с расширяемыми микросферами и бумагой и картоном без микросфер увеличиваются с увеличением базовой массы. Это явилось неожиданным результатом и показывает, что для достижения наибольшей разницы в сгибаемости по GM Fold базовая масса должна составлять 100 фунтов на 3000 кв. футов и больше.
После настоящего описания различных аспектов изобретения и предпочтительных вариантов его осуществления специалисту в данной области техники будет понятно, что в объеме прилагаемой формулы изобретения могут существовать многочисленные модификации, изменения и замены.
Бумажный материал и способ его изготовления предназначены для производства бумажных изделий, таких как папки для досье, и могут быть использованы в целлюлозно-бумажной промышленности. Бумажный материал содержит волокна целлюлозы и расширенные микросферы в количестве приблизительно от 0,1 до 0,4 мас.% и от 5,1 до 6,0 мас.% от полной сухой массы полотна, причем бумажное полотно имеет плотность, равную или больше приблизительно 6,0 фунтов на 3000 кв. футов на мил. Способ изготовления данного материала включает подготовку композиции для изготовления бумаги, содержащей волокна целлюлозы и расширенные микросферы в вышеуказанном количестве. Формование волокнистого полотна из этой композиции, сушку полотна и каландрование полотна до вышеуказанной толщины. Техническим результатом является в предотвращении нанесения на кожу порезов, улучшение сгибаемости и жесткости бумажного материала. 3 н. и 26 з.п. ф-лы, 25 ил., 14 табл.
1. Бумажный материал для использования в производстве бумажных изделий, таких, как папки для досье, содержащий бумажное полотно, содержащее волокна целлюлозы и расширенные микросферы в количестве приблизительно от 0,1 до 0,4% и от 5,1 до 6,0 % от полной сухой массы полотна, причем бумажное полотно имеет плотность, равную или больше приблизительно 6,0 фунтов на 3000 кв. футов на мил.
2. Бумажный материал по п.1, в котором бумажное полотно имеет плотность от приблизительно 6,0 до приблизительно 13,0 фунтов на 3000 кв. футов на мил.
3. Бумажный материал по п.1, в котором бумажное полотно имеет толщину приблизительно от 13,0 до 25,0 милов.
4. Бумажный материал по п.1, в котором расширенные микросферы в бумажном полотне содержат синтетические полимерные микросферы в количестве от 0,25 до 5,0 % от полной массы сухого полотна.
5. Бумажный материал по п.4, в котором расширенные микросферы в бумажном полотне содержат синтетические полимерные микросферы в количестве от 0,5 до 3,0 % от полной массы сухого полотна.
6. Бумажный материал по п.1, в котором бумажное полотно имеет базовую массу приблизительно от 20 до 300 фунтов на 3000 кв. футов.
7. Бумажный материал по п.6, в котором бумажное полотно имеет базовую массу приблизительно от 20 до 200 фунтов на 3000 кв. футов.
8. Бумажный материал по п.7, в котором бумажное полотно имеет базовую массу приблизительно от 28 до 180 фунтов на 3000 кв. футов.
9. Бумажный материал по п.1, в котором расширенные микросферы в бумажном полотне содержат микросферы, изготовленные из полимерного материала, выбираемого из группы, включающей метилметакрилат, ортохлоростирол, полиортохлоростирол, поливинилбензилхлорид, акрилонитрил, винилиденхлорид, пара-терт-бутилстирол, виниацетат, бутилакрилат, стирол, метакриловую кислоту, винилбензилхлорид и сочетания двух или больше веществ из вышеупомянутых.
10. Бумажный материал по п.1, в котором волокна в бумажном полотне содержат приблизительно от 30 до 100% от сухой массы хвойных волокон, приблизительно от 70 до 0% от сухой массы лиственных волокон и приблизительно от 0 до 50% от сухой массы потребительских отходов.
11. Бумажный материал по п.1, в котором микросферы имеют расширенный диаметр приблизительно до 60 мкм.
12. Бумажный материал по п.1, в котором полотно каландровалось в каландре, имеющем одну или несколько зон контакта, причем давление в любой зоне контакта не превышает приблизительно 350 фунтов на погонный дюйм.
13. Бумажный материал по п.12, в котором упомянутое давление равно или меньше приблизительно 280 фунтов на погонный дюйм.
14. Бумажный материал по п.13, в котором упомянутое давление равно или меньше приблизительно 250 фунтов на погонный дюйм.
15. Бумажный материал по п.14, в котором упомянутое давление равно или меньше приблизительно 100 фунтов на погонный дюйм.
16. Бумажный материал по п.15, в котором упомянутое давление равно или меньше приблизительно 50 фунтов на погонный дюйм.
17. Бумажный материал по п.3, в котором данный бумажный материал имеет коэффициент порезов меньше приблизительно 40, определяемый путем анализа согласно испытанию коэффициента порезов 30.
18. Бумажный материал по п.1, в котором данный бумажный материал имеет значение сгибаемости по GM Fold, равное или больше приблизительно 200.
19. Бумажный материал по п.18, в котором данный бумажный материал имеет значение сгибаемости по GM Fold, равное или больше приблизительно 350.
20. Бумажный материал по п.19, в котором значение сгибаемости по GM Fold равно или больше приблизительно 450.
21. Бумажный материал по п.1, в котором упомянутый бумажный материал имеет более высокое значение сгибаемости по GM Fold, чем аналогичный бумажный материал, за тем исключением, что последний не содержит расширенных микросфер и имеет плотность не меньше 6,0 фунтов на 3000 кв. футов на мил.
22. Бумажный материал по п.1, в котором упомянутый бумажный материал имеет значение сгибаемости по GM Fold, в сущности аналогичное имеющемуся у второго бумажного материала, который, в сущности, аналогичен упомянутому бумажному материалу, за тем исключением, что он не содержит расширенных микросфер и имеет базовую массу, которая на 5% больше базовой массы упомянутого бумажного материала.
23. Способ изготовления бумажного материала, имеющего пониженную тенденцию наносить порезы на человеческую кожу, включающий подготовку композиции для изготовления бумаги, содержащей волокна целлюлозы и расширенные или расширяемые микросферы в количестве приблизительно от 0,1 до 0,4% и от 5,1 до 6,0% от сухой массы материала, формование волоконистого полотна из композиции для изготовления бумаги, сушку полотна и каландрование полотна до толщины приблизительно от 9,0 до 10,9 милов и плотности приблизительно от 6,0 до 6,9 и от 12,1 до 12,9 фунтов на 3000 кв. футов на мил.
24. Промышленное изделие, выполненное из основы по п.1.
25. Изделие по п.24, в котором оно содержит в сущности плоскую первую часть и в сущности плоскую вторую часть, причем упомянутые первая и вторая части соединены по линии сгиба и способны изгибаться по упомянутой линии.
26. Изделие по п.24, отличающееся тем, что каждое изделие является папкой для досье.
27. Бумажный материал по п.1, отличающийся тем, что бумажное полотно имеет базовую массу, равную или больше приблизительно 90 фунтов на 3000 кв. футов.
28. Бумажный материал по п.27, отличающийся тем, что бумажное полотно имеет базовую массу, равную или больше приблизительно от 90 до 300 фунтов на 3000 кв. футов.
29. Бумажный материал по п.28, отличающийся тем, что бумажное полотно имеет базовую массу, равную или больше приблизительно от 100 до 300 фунтов на 3000 кв. футов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| US 3556934 A, 19.01.1971 | |||
| US 6379497 B1, 30.04.2002 | |||
| GB 2307487 A, 28.05.1997 | |||
| US 5125996 A, 30.06.1992 | |||
| RU 93056736 A, 27.03.1996. | |||

