Изобретение относится к резинотехнической промышленности и может быть использовано для производства неформовых изделий, например рукавных.
Известен способ изготовления напорных рукавов (труб), включающий сборку на цилиндрическом металлическом дорне многослойного шланга из резинотканевых материалов, запрессовку (опрессовку) заготовки бинтованием перед вулканизацией, вулканизацию, разбинтовку и съемку напорного рукава (трубы) (Иванова В.Н. Алеушина Л.А. Технология резиновых технических изделий. - Л.: Химия, 1975. - С.94-101).
Недостатками являются: большие трудозатраты на бинтовку и разбинтовку изделия и расход ткани бинтовочных материалов; опрессовка бинтами перед вулканизацией толстостенных изделий не обеспечивает необходимых усилий, что приводит к изготовлению некачественных напорных труб; сложность извлечения дорна из изделия после вулканизации; большая металлоемкость дорна.
Известны напорная плавающая труба с пневматическими поплавками и способ ее изготовления, включающий сборку на цилиндрическом металлическом дорне многослойного шланга из резинотканевых материалов, запрессовку (опрессовку) заготовки перед вулканизацией, вулканизацию и съемку напорной трубы, на наружной стенке шланга по всей его длине рядом друг с другом размещают плоскосложенные резинотканевые заготовки поплавков, имеющие ниппели для пропуска сжатого воздуха и выполненные в форме тора с внутренним диаметром, равным диаметру наружной стенки шланга, во внутренних полостях поплавков и между соседними поплавками помещают прокладки, при этом соосно с шлангом и поплавками с их внешних сторон устанавливают ограничитель радиальных деформаций, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, с возможностью изменения его объема, опрессовку шланга с поплавками перед вулканизацией осуществляют закачиванием через ниппели воздуха в поплавки, расположенные между шлангом и ограничителем радиальных деформаций (Патент РФ №2358178, МПК F16L 11/00, 2009, Бюл. №16).
Недостатками указанного способа являются:
1. Сложность технологии извлечения цилиндрического металлического дорна из изделия после вулканизации, что приводит к снижению надежности и качества напорных труб из-за резкого падения их гидравлической прочности, так как часто имеет место нарушение целостности стенок труб.
2. Невозможность использования технологии опрессовки заготовки перед вулканизацией закачиванием через ниппели воздуха в поплавки, расположенные между шлангом и ограничителем радиальных деформаций, при отсутствии поплавков, то есть при других конструкциях труб, отличных от напорной плавающей.
3. Велика металлоемкость жесткого цилиндрического дорна, особенно при больших диаметрах изготавливаемых напорных труб.
Технической задачей предлагаемого изобретения является упрощение технологии изготовления гибких труб, повышение их надежности и качества, снижение металлоемкости цилиндрического дорна.
Технический результат по упрощению технологии изготовления гибких труб, повышению их надежности и качества, снижению металлоемкости цилиндрического эластичного дорна достигается тем, что в способе изготовления гибких труб на эластичном дорне, включающем сборку на цилиндрическом дорне многослойной гибкой трубы из резинотехнических материалов, установку соосно с гибкой трубой на ее наружной стенке ограничителя радиальных деформаций, выполненного из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, опрессовку перед вулканизацией гибкой трубы, расположенной между дорном и ограничителем радиальных деформаций, вулканизацию и съемку гибкой трубы, формируют эластичный дорн в виде герметичной камеры, образованной эластичной замкнутой цилиндрической оболочкой из вулканизированного материала с концами, жестко защемленными болтовыми соединениями между концентрично установленными на центральной полой штанге двумя неподвижными цилиндрическими обечайками с диаметрами, равными разности внутреннего диаметра гибкой трубы и двойной толщины эластичной замкнутой цилиндрической оболочки, и двумя подвижными цилиндрическими фланцами, диаметры которых меньше внутреннего диаметра гибкой трубы, а расстояние между фланцами равно длине гибкой трубы, при этом эластичная замкнутая цилиндрическая оболочка размещена соосно на цилиндрических поверхностях обечаек, через штуцер, расположенный на торце одной из обечаек, в герметичную камеру эластичного дорна закачивают воздух до образования эластичной замкнутой цилиндрической оболочкой цилиндрического каркаса эластичного дорна диаметром, равным внутреннему диаметру гибкой трубы, на сформированном эластичном дорне производят сборку многослойной гибкой трубы, соосно с гибкой трубой на ее наружной стенке устанавливают ограничитель радиальных деформаций и дополнительной закачкой через штуцер в герметичную камеру эластичного дорна воздуха до создания необходимого давления осуществляют опрессовку перед вулканизацией гибкой трубы, расположенной между эластичным дорном и ограничителем радиальных деформаций, вулканизацию опрессованной гибкой трубы производят на эластичном дорне с закачанным в его герметичную камеру воздухом, после вулканизации сбрасывают через штуцер давление воздуха в герметичной камере эластичного дорна до потери им каркасности, освобождают полотнище ограничителя радиальных деформаций с наружной стенки гибкой трубы, снимают гибкую трубу с эластичного дорна.
На фиг.1 представлена опрессовка перед вулканизацией гибкой трубы, собранной на эластичном дорне, продольный разрез гибкой трубы; на фиг.2 - разрез А-А на фиг.1.
Многослойная гибкая труба 1 из резинотехнических материалов собрана на эластичном дорне, сформированном в виде герметичной камеры, образованной эластичной замкнутой цилиндрической оболочкой 2 из вулканизированного материала с концами, жестко защемленными болтовыми соединениями 3 между концентрично установленными на центральной полой штанге 4 двумя неподвижными цилиндрическими обечайками 5 с диаметрами, равными разности внутреннего диаметра гибкой трубы 1 и двойной толщины эластичной замкнутой цилиндрической оболочки 2, и двумя подвижными цилиндрическими фланцами 6, диаметры которых меньше диаметра гибкой трубы 1, а расстояние между фланцами равно длине гибкой трубы 1, при этом эластичная замкнутая цилиндрическая оболочка 2 размещена соосно на цилиндрических поверхностях обечаек 5, через штуцер 7, расположенный на торце одной из обечаек 5, перед сборкой многослойной гибкой трубы 1 в герметичную камеру эластичного дорна закачан воздух до образования эластичной замкнутой цилиндрической оболочкой 2 цилиндрического каркаса эластичного дорна с диаметром, равным внутреннему диаметру гибкой трубы 1.
Соосно с гибкой трубой 1 на ее наружной стенке установлен ограничитель радиальных деформаций 8, выполненный из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра. Опрессовка перед вулканизацией гибкой трубы 1, расположенной между эластичной замкнутой цилиндрической оболочкой 2 и ограничителем радиальных деформаций 8, осуществлена дополнительной закачкой через штуцер 7 в герметичную камеру эластичного дорна воздуха до создания необходимого давления опрессовки. Вулканизация опрессованной гибкой трубы 1 произведена на эластичном дорне с закачанным в его герметичную камеру воздухом. Съемка гибкой трубы 1 после вулканизации выполнена при сброшенном через штуцер 7 давлении воздуха в герметичной камере эластичного дорна до потери им каркасности и освобожденном с наружной стенки гибкой трубы 1 полотнищем ограничителя радиальных деформаций 8 стягиванием гибкой трубы с эластичного дорна.
Способ изготовления гибких труб на эластичном дорне осуществляют следующим образом.
Формируют эластичный дорн. На центральной полой штанге 4 концентрично устанавливают две неподвижные цилиндрические обечайки 5 и два подвижных цилиндрических фланца 6. По торцам обеих обечаек 5 неподвижно размещают болты, а на торце одной из обечаек - штуцер 7.
Неподвижные крепления обечаек 5 на центральной полой штанге 4, а также штуцера 7 и болтов на торцах обечаек 5 обеспечивают или сваркой или посадкой с натягом сопрягаемых поверхностей. Подвижности фланцев 6 по центральной полой штанге 4 достигают посадками с зазором. Соосно с обечайками 5 на их цилиндрических поверхностях размещают эластичную замкнутую цилиндрическую оболочку 2 из вулканизированного материала с длиной, большей расстояния между обечайками 5, диаметры которых равны разности внутреннего диаметра гибкой трубы 1 и двойной толщины эластичной замкнутой цилиндрической оболочки 2. Концы эластичной замкнутой цилиндрической оболочки 2 загибают по торцам обечаек 5 и жестко защемляют фланцами 6 затяжкой болтов гайками, образующих болтовые соединения 3, тем самым создают камеру эластичного дорна, герметичность которой обеспечивают числом и силой затяжки болтовых соединений 3. Материалами эластичной замкнутой цилиндрической оболочки 2 могут быть, например, резина или тканевый каркас с двусторонними резиновыми обкладками, подвергнутые вулканизации. В созданную герметичную камеру эластичного дорна через штуцер 7 закачивают воздух до образования эластичной замкнутой цилиндрической оболочкой 2 цилиндрического каркаса (без провисания) эластичного дорна с диаметром, равным внутреннему диаметру гибкой трубы. Диаметры фланцев должны быть меньше внутреннего диаметра гибкой трубы, а расстояние между фланцами равно длине гибкой трубы. В эластичном дорне, основной объем которого образует эластичная замкнутая цилиндрическая оболочка 2, доля металлических частей - центральной полой штанги 4, обечаек 5, фланцев 6, болтовых соединений 3 и штуцера 7 незначительна. На сформированном цилиндрическом каркасе эластичного дорна собирают из резинотехнических материалов многослойную гибкую трубу 1, состоящую из силовых элементов (ткань, металлокорд), герметизирующего внутреннего покрытия (износостойкая резина) и наружного защитного слоя, стойкого к гидроабразивному износу. Собранную гибкую трубу тщательно прокатывают роликами для обеспечения плотного прилегания ее составных слоев. Соосно с трубой 1 на ее наружной стенке устанавливают ограничитель радиальных деформаций 8, выполненный из тканевого полотнища, которое обматывают вокруг собранной многослойной гибкой трубы и таким образом формируют цилиндрический чехол ограничителя радиальных деформаций 8 в виде разъемного цилиндра, в котором внутренний диаметр чехла равен внешнему диаметру собранной на эластичном дорне гибкой трубы, после чего фиксируют концы полотнища, например, при помощи ремней или шнуровкой.
Через штуцер 7 в герметичную камеру сформированного эластичного дорна дополнительно закачивают воздух и осуществляют опрессовку перед вулканизацией гибкой трубы 1, расположенной между эластичной замкнутой цилиндрической оболочкой 2 эластичного дорна и ограничителем радиальных деформаций 8. Контролируя давление воздуха в герметичной камере эластичного дорна, например, с помощью манометра (не показан) можно создавать сколь угодно необходимые усилия опрессовки гибких труб любых конструкций (напорных, всасывающих, напорно-всасывающих, различных патрубков и т.д.). При этом внешние и внутренние диаметры собранных гибких труб не изменяются, так как ограничитель радиальных деформаций выполнен из высокопрочной ткани и практически нерастяжим.
Гибкую трубу, опрессованную между эластичной замкнутой цилиндрической оболочкой 2 и ограничителем радиальных деформаций 8, на эластичном дорне с закачанным в его герметичную камеру воздухом помещают в вулканизатор и производят горячую вулканизацию, при этом не происходит залипание гибкой трубы 1 на эластичной замкнутой цилиндрической оболочке 2, потому что последняя выполнена из вулканизированного материала.
После вулканизации гибкую трубу извлекают из вулканизатора. Через штуцер 7 сбрасывают давление воздуха в герметичной камере эластичного дорна до потери им каркасности. Так как не произошло вулканизирования гибкой трубы 1 с эластичной замкнутой цилиндрической оболочкой 2, то она свободно провисает. После этого освобождают полотнище ограничителя радиальных деформаций 8. В гибкой трубе 1 неосвобожденными остаются только ее концы, расположенные на эластичной замкнутой цилиндрической оболочке 2 над цилиндрическими поверхностями обечаек 5. Так как диаметры фланцев 6 меньше внутреннего диаметра гибкой трубы 1, а обечайки 5 узкие, то гибкую трубу 1 легко стягивают с эластичного дорна, при этом не происходит нарушение целостности стенок гибкой трубы, что не приводит к снижению их надежности и качества. Возможность изготовления гибких труб различных конструкций на эластичном дорне упрощает технологию извлечения дорна из гибких труб.
После съемки гибкой трубы 1 в герметичную камеру эластичного дорна через штуцер 7 подают сжатый воздух до образования эластичной замкнутой цилиндрической оболочкой 2 цилиндрического каркаса эластичного дорна, контролируя давление воздуха манометром. Повторяют технологический цикл.
Подачу сжатого воздуха в герметичную камеру для образования цилиндрического каркаса эластичного дорна, дополнительную подачу воздуха в герметичную камеру эластичного дорна для опрессовки гибкой трубы 1, расположенной между эластичной замкнутой цилиндрической оболочкой 2 и ограничителем радиальных деформаций 8, сбрасывание давления воздуха из герметичной камеры осуществляют через штуцер 7, например, при помощи трехпозиционного крана, установленного на воздуховоде от средства подачи сжатого воздуха, например компрессора (не показаны). Первая позиция крана связывает средство подачи сжатого воздуха с герметичной камерой эластичного дорна. Второе положение крана перекрывает подачу воздуха в камеру. Третья позиция связывает герметичную камеру эластичного дорна с атмосферой.
Оригинальностью предложенного способа изготовления гибких труб на эластичном дорне является то, что сборку многослойной гибкой трубы 1 производят на эластичном дорне, сформированном в виде герметичной камеры, образованной эластичной замкнутой цилиндрической оболочкой 2 из вулканизированного материала с концами, жестко защемленными болтовыми соединениями 3 между концентрично установленными на центральной полой штанге 4 двумя неподвижными цилиндрическими обечайками 5 с диаметрами, равными разности внутреннего диаметра гибкой трубы 1 и двойной толщины эластичной замкнутой цилиндрической оболочки 2, и двумя подвижными цилиндрическими фланцами 6, диаметры которых меньше внутреннего диаметра гибкой трубы 1, а расстояние между фланцами 6 равно длине гибкой трубы, при этом эластичная замкнутая цилиндрическая оболочка 2 размещена соосно на цилиндрических поверхностях обечаек 5, через штуцер 7, расположенный на торце одной из обечаек 5, перед сборкой многослойной гибкой трубы 1 в герметичную камеру эластичного дорна закачивают воздух до образования эластичной цилиндрической оболочкой 2 цилиндрического каркаса эластичного дорна с диаметром, равным внутреннему диаметру гибкой трубы 1, опрессовку перед вулканизацией гибкой трубы 1, расположенной между эластичной замкнутой цилиндрической оболочкой 2 и ограничителем радиальных деформаций 8, установленным соосно с гибкой трубой 1 на ее наружной стенке и выполненным из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, осуществляют дополнительной закачкой через штуцер 7 в герметичную камеру эластичного дорна воздуха до создания необходимого давления опрессовки, вулканизацию опрессованной гибкой трубы производят на эластичном дорне с закачанным в его герметичную камеру воздухом, для съемки гибкой трубы 1 после вулканизации сбрасывают через штуцер 7 давление воздуха в герметичной камере эластичного дорна до потери им каркасности, освобождают полотнище ограничителя радиальных деформаций 8 с наружной стенки гибкой трубы 1, стягивают гибкую трубу с эластичного дорна, что позволяет:
1. Упростить технологию извлечения эластичного дорна из гибкой трубы после вулканизации за счет сбрасывания через штуцер давления воздуха в герметичной камере эластичного дорна до потери им каркасности.
2. Повысить надежность и качество гибких труб, так как при съемке их с эластичного дорна после вулканизации не происходит нарушение целостности внутренних стенок гибких труб и падение их гидравлической прочности.
3. Достигнуть возможности опрессовки перед вулканизацией собранных на эластичном цилиндрическом дорне гибких труб любой конструкции - напорных, всасывающих, напорно-всасывающих, различных патрубков, расположенных между эластичным дорном и ограничителем радиальных деформаций, дополнительным закачиванием воздуха через штуцер в герметичную камеру эластичного дорна.
4. Снизить металлоемкость цилиндрического эластичного дорна, так как в общем его объеме доля металлических частей - центральной полой штанги, обечаек, фланцев, болтовых соединений и штуцера незначительна.
Таким образом, предложенный способ позволяет достичь технического результата по упрощению технологии изготовления гибких труб, повышению их надежности и качества, снижению металлоемкости цилиндрического эластичного дорна.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАПОРНАЯ ПЛАВАЮЩАЯ ТРУБА С ПНЕВМАТИЧЕСКИМИ ПОПЛАВКАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358178C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОРНЫХ РЕЗИНОТКАНЕВЫХ РУКАВОВ | 2008 |
|
RU2376141C1 |
| ЭЛАСТИЧНЫЙ ТРУБОПРОВОД С ВРАЩАЮЩИМИСЯ ФЛАНЦАМИ | 2011 |
|
RU2459130C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С УПРАВЛЯЕМОЙ ЖЕСТКОСТЬЮ | 2013 |
|
RU2535196C2 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С УПРАВЛЯЕМОЙ ЖЕСТКОСТЬЮ | 2015 |
|
RU2621939C2 |
| Устройство для изготовления полых многослойных резиновых изделий | 1980 |
|
SU910452A1 |
| ЗАЩИТНАЯ ГИБКАЯ СЕКЦИОННАЯ ДАМБА | 2011 |
|
RU2478750C2 |
| ЗАЩИТНОЕ ГИДРОТЕХНИЧЕСКОЕ СООРУЖЕНИЕ | 2007 |
|
RU2374385C2 |

Изобретение относится к резинотехнической промышленности и может быть использовано для производства неформовых изделий, например рукавных. Формируют эластичный дорн в виде герметичной камеры, образованной эластичной замкнутой цилиндрической оболочкой из вулканизированного материала с концами. Концы жестко защемлены болтовыми соединениями между концентрично установленными на центральной полой штанге двумя неподвижными цилиндрическими обечайками и двумя подвижными цилиндрическими фланцами. Расстояние между фланцами равно длине гибкой трубы, расположенной между эластичным дорном и ограничителем радиальных деформаций. Ограничитель выполнен из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра. Эластичная оболочка размещена соосно на цилиндрических поверхностях обечаек. Через штуцер, расположенный на торце одной из обечаек, в герметичную камеру дорна закачивают воздух до образования эластичной оболочкой цилиндрического каркаса дорна с диаметром, равным внутреннему диаметру гибкой трубы. На сформированном дорне производят сборку многослойной гибкой трубы из резинотехнических материалов. Соосно с гибкой трубой на ее наружной стенке устанавливают ограничитель радиальных деформаций. Дополнительной закачкой через штуцер в герметичную камеру воздуха, до создания необходимого давления, осуществляют опрессовку перед вулканизацией гибкой трубы. Вулканизацию опрессованной трубы производят на эластичном дорне. После вулканизации сбрасывают через штуцер давление воздуха в камере дорна до потери им каркасности. Освобождают полотнище ограничителя с наружной стенки трубы и снимают ее с эластичного дорна. Техническим результатом заявленного изобретения является упрощение технологии изготовления гибких труб, повышение их надежности и качества, снижение металлоемкости цилиндрического дорна. 2 ил.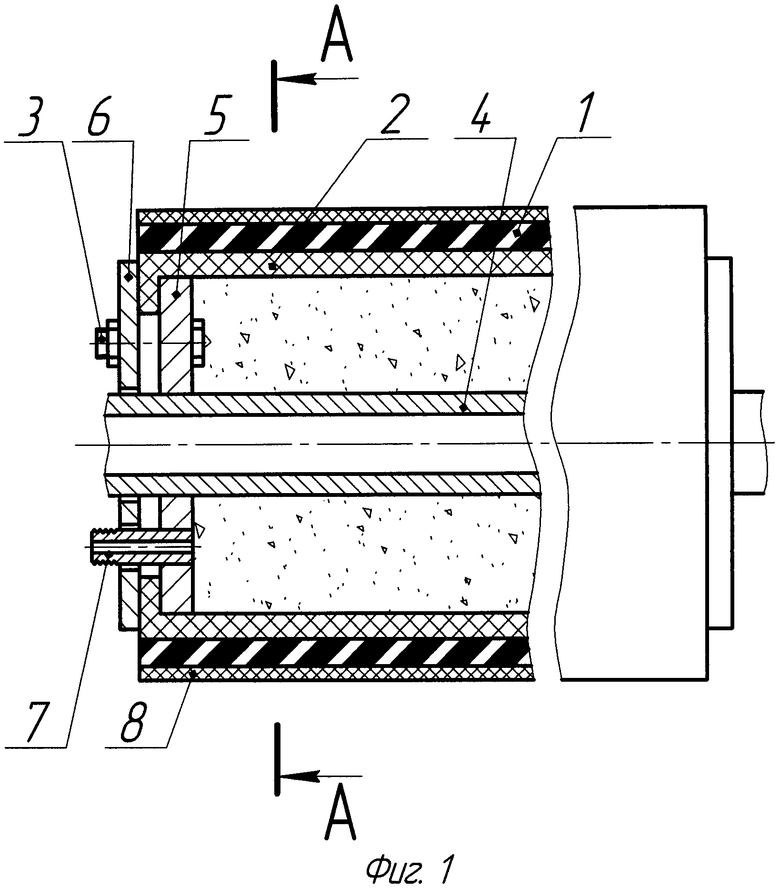
Способ изготовления гибких труб на эластичном дорне, включающий сборку на цилиндрическом дорне многослойной гибкой трубы из резинотехнических материалов, установку соосно с гибкой трубой на ее наружной стенке ограничителя радиальных деформаций, выполненного из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, опрессовку перед вулканизацией гибкой трубы, расположенной между дорном и ограничителем радиальных деформаций, вулканизацию и съемку гибкой трубы, отличающийся тем, что формируют эластичный дорн в виде герметичной камеры, образованной эластичной замкнутой цилиндрической оболочкой из вулканизированного материала с концами, жестко защемленными болтовыми соединениями между концентрично установленными на центральной полой штанге двумя неподвижными цилиндрическими обечайками с диаметрами, равными разности внутреннего диаметра гибкой трубы и двойной толщины эластичной замкнутой цилиндрической оболочки, и двумя подвижными цилиндрическими фланцами, диаметры которых меньше внутреннего диаметра гибкой трубы, а расстояние между фланцами равно длине гибкой трубы, при этом эластичная замкнутая цилиндрическая оболочка размещена соосно на цилиндрических поверхностях обечаек, через штуцер, расположенный на торце одной из обечаек, в герметичную камеру эластичного дорна закачивают воздух до образования эластичной замкнутой цилиндрической оболочкой цилиндрического каркаса эластичного дорна с диаметром, равным внутреннему диаметру гибкой трубы, на сформированном эластичном дорне производят сборку многослойной гибкой трубы, соосно с гибкой трубой на ее наружной стенке устанавливают ограничитель радиальных деформаций и дополнительной закачкой через штуцер в герметичную камеру эластичного дорна воздуха до создания необходимого давления осуществляют опрессовку перед вулканизацией гибкой трубы, расположенной между эластичным дорном и ограничителем радиальных деформаций, вулканизацию спрессованной гибкой трубы производят на эластичном дорне с закачанным в его герметичную камеру воздухом, после вулканизации сбрасывают через штуцер давление воздуха в герметичной камере эластичного дорна до потери им каркасности, освобождают полотнище ограничителя радиальных деформаций с наружной стенки гибкой трубы, снимают гибкую трубу с эластичного дорна.
| НАПОРНАЯ ПЛАВАЮЩАЯ ТРУБА С ПНЕВМАТИЧЕСКИМИ ПОПЛАВКАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2358178C1 |
| Устройство для изготовления эластичных оболочек | 1978 |
|
SU672057A1 |
| Устройство для формования и вулка-НизАции КОльцЕВыХ РЕзиНОВыХ издЕлий | 1979 |
|
SU844363A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2000 |
|
RU2196677C2 |
| JP 4059345 A, 26.02.1992 | |||
| JP 56144947 A, 11.11.1981. | |||

