Представленные в данном описании технические решения относятся к средствам для изготовления труб преимущественно из стеклотканей, пропитанных композиционными материалами, например отвержденной смолой. Данные трубы предназначены предпочтительно для изготовления из них облегченных конструкций водосточных труб, других полых и легких конструкций, используемых в механике в качестве направляющих для различных пусковых установок, а также для изготовления облегченных прочных труб общего назначения.
Технические решения относятся к технологическим линиям, установкам и оправкам для изготовления труб из указанных композиционных материалов. Они предназначены для их использования в области производства строительных материалов и изделий, а также в конструкциях средств изготовления труб, таких как производственные линии, установки и оправки, которые предназначены для намотки на оправки пропитанных смолой тканых материалов.
Известны способы и устройства для изготовления труб или полых оболочек из навиваемого на оправку материала и пластичного материала (US 3371548, 1962-12-26. US 3231442, 1966-01-25. WO 9107281, 1991-05-30. GB 1102964, 1968-02-14. GB 898085, 1958-12-23. NL 1008349, 01.10.1999).
В патенте US 3231442 представлена установка для изготовления труб, содержащая раму, на которой установлена оправка, соединенная с приводом ее вращения, над оправкой расположен винтовой привод перемещения по нему катушек с навиваемым на оправку материалом.
Известна технологическая линия для изготовления труб из полимерных материалов, содержащая последовательно расположенные и соединенные между собой посты подачи исходящего сырья, разогрева сырья, экструдирования массы, формировния изделия и пост охлаждения или отверджения изделия (EA 201001693 A1, 2011.06.30).
Известные установки, устройства, способы для изготовления труб из композиционных материалов, в частности известно устройство для изготовления секций труб, содержащее оправку, средство подачи на оправку материала (изоляционного мата в виде ленты) для его навивки на оправку и средство нанесения на материал аэрогеля или криогеля (EA 201071351 A1, 2011.06.30).
Известен станок для намотки на оправку труб из композиционно-волокнистых материалов, содержащий станину, смонтированные на станине опоры с установленными на них средствами для спрямления оправки и нитераскладчик, отличающийся тем, что средства для спрямления оправки выполнены в виде силовых цилиндров с патронами захвата, причем один из силовых цилиндров выполнен с двухсторонним штоком, снабженным на конце гайкой. Устройство намотки выполнено в виде каретки, снабженной в зоне намотки люнетом. Одна из опор выполнена в виде шпиндельной бабки (RU 2113999 C1, 27.06.1998).
Известны способ и установка для изготовления труб из композиционных материалов и длинномерных полых изделий, причем в способе пропитывают связующим волокнистый наполнитель, наматывают наполнитель на формообразующее тело, производят отверждение полимерного материала и обеспечивают непрерывный сход готового изделия за счет сообщения формообразующему телу в целом или составляющим его отдельным элементам возвратно-поступательного движения, для чего к наружной поверхности трубы со стороны опоры прилагают крутящий момент и осевое усилие за счет сил трения контактирующих с изделием элементов опоры, совершающих принудительное вращение и поступательное движение, или только прикладывают к наружной поверхности трубы со стороны опоры крутящего момента и осевого усилия за счет сил трения контактирующих с изделием элементов опоры, совершающих принудительное вращение и поступательное движение (RU 2161089 C1, 27.12.2000 со ссылкой на FR 2622506 А1, 05.05.1989). Для реализации данного способа предусмотрена установка, на раме которой установлены оправка (формообразующее тело), укладчик наполнителя, средство для полимеризации изделия, опора, взаимодействующая со сходящей с оправки трубы. Установка содержит ротор с пазами и приводной механизм для вращения ротора соосно с оправкой. В пазах ротора расположены башмаки, имеющие радиальные и осевые направляющие и приводные механизмы для ввода и вывода башмаков из контакта с изделием и для осевого возвратно-поступательного движения башмаков. Данная установка имеет сравнительно сложную конструкцию.
Известен способ изготовления полимерных шлангов, в котором на выходящий из экструдера шланг воздействуют переменным электромагнитным полем (RU 303205 С1, 01.01.1971). Данная установка является близкой к установке для изготовления секций трубы, представленной в данном описании.
Известен способ изготовления стеклопластиковых труб, в котором нагрев осуществляют при помощи прижимных башмаков с рабочей поверхностью, соответствующей внутренней поверхности оправки, при этом данный способ предусматривает установку для реализации способа, которая содержит полую оправку, привод вращения оправки, подвижную каретку с устройством для пропитки материала, наматываемого на оправку, и устройством для подачи наматываемого материала (RU 839722, 23.06.1981).
Известна установка для изготовления трубчатых изделий, содержащая оправку, установленную с возможностью возвратно-поступательного перемещения для схода изделия с установки, а также привод оправки (RU 2091232 С1, 27.09.1997).
Известно устройство для наматывания ленты на оправку, содержащее раму, держатель оправки, вращатель оправки с приводом и каретку, установленную с возможностью перемещения относительно оправки (EA 200801817 A1, 2009.02.27).
Известна установка для изготовления труб из армированного пластика, содержащая раму, на которой установлены оправка и намоточное устройство с бобинами ленточного материала для его намотки на оправку, причем намоточное устройство является кольцевым обмотчиком оправки, имеющим сравнительно сложную конструкцию (RU 378327 C1, 18.04.1973). Данная установка является близким устройством к установке для изготовления секций трубы, представленной в данном описании.
Известна установка для изготовления рукавов, содержащая раму с оправкой, бобины с ленточным материалом, наматываемым на оправку, привод вращения оправки и привод вращения бобин (RU 1080998 C1, 23.03.1984 - аналог установки со ссылками на FR 2256666А1, 1987 и FR 2319482 A1, 05.05.1977).
Известно устройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия (RU 1388310 C1, 19.09.1986, а также RU 1478553 C1, 30.01.1994 и RU 16842 U1, 20.02.2001). В этом устройстве содержится укладчик армирующего материала, узел подачи связующего, полимеризационные камеры и дополнительную опору и в этой связи данное устройство, имеющее несколько постов выполнения разных операций, по существу является технологической линией для производства секций труб. Устройство такой линии принято в качестве близкого технического решения к технологической линии, представленной в данном описании.
Известно устройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего, полимеризационные камеры, дополнительную опору, смонтированную на конце оправки эксцентрично ее оси, причем опора выполнена в виде обоймы, в которой через тела качения расположены сектора с образованием цилиндрической поверхности для сопряжения с нижней поверхностью изделия (RU 994276А, 07.02.1983). Данное устройство является близким устройством к установке для изготовления секций трубы, представленной в данном описании.
Известно устройство для непрерывного изготовления полых изделий, содержащее смонтированный на опорах приводной консольный вал, расположенное на нем формообразующее тело, выполненное в виде секторных планок, несущих на одном конце ролики, установленные с возможностью контакта с профильным каналом копира (RU 1229064 C1, 24.10.1984), при этом ролик выполнен коническим, а профильный канал копира имеет кромки профиля под углом, равным углу конусности ролика, копир выполнен из отдельных профильных элементов, установленных с возможностью регулирования.
Известен способ изготовления стеклопластиковой трубы, заключающийся в том, что на оправку укладывают слои, пропитанные связующим стеклоармирующего материала, отверждают трубу с использованием термокамеры, снимают трубу с оправки, а затем на трубу снова наматывают стеклоармирующий материал (RU 243185 C1, 19.05.1967).
Вышеуказанные известные устройства и формообразующие тела (оправки) отличаются сложностью конструкции, значительным весом, при этом в устройствах, не содержащих дополнительной опоры, малая длина консольной оправки влечет за собой малую скорость схода трубы для обеспечения требуемого времени полимеризации связующего в печах. Наличие опоры с малой площадью контакта с нижней поверхностью трубы не позволяет повышать скорость схода труб с оправок вследствие времени ожидания полимеризации материала трубы.
Известные решения характеризуются недостаточной герметичностью изготовляемых труб, вызванных большими внутренними напряжениями в полимерном материале при ускоренных режимах его отверждения. Вследствие этих напряжений образуются микротрещины в стенках трубы, а при изготовлении труб со стенками, толщина которых превышает более 7 мм, возникают сверхбольшие внутренние напряжения, приводящие к расслоениям материала трубы.
Известны также оправки для изготовления труб из композиционных материалов, в частности известна оправка для изготовления трубчатых изделий, содержащая разрезную обечайку с продольными кромками, центральный вал, скрепленный ребрами с обечайкой, и устройство изменения диаметра обечайки, отличающаяся тем, что ребра между обечайкой и центральным валом выполнены продольными, а устройство изменения диаметра обечайки выполнено клиновым и расположено между смежными ребрами продольных кромок обечайки (прототип RU 2290310 C2, 27.12.2006 со ссылками на US 487777 A, 16.01.1976 и GB 1557849 A1, 12.12.1979).
Известна оправка для изготовления труб из композиционных материалов, содержащая трубчатый несущий элемент с конической формообразующей поверхностью, две цапфы, которые выступают за торцы несущего элемента и соединены с ним посредством радиальных ребер, и как минимум один формообразующий элемент, размещенный на формообразующей поверхности несущего элемента или другого формообразующего элемента со стороны их больших диаметров, отличающаяся тем, что формообразующий элемент выполнен в виде цилиндра, который снабжен кольцеобразным выступом на его наружной поверхности, имеющим продольное сечение в форме трапеции, и разрезан на сектора с образованием продольных разрезов в виде угловых пазов и фиксацией каждого сектора посредством крепежных элементов. Боковые поверхности продольных разрезов расположены симметрично относительно плоскости разъема секторов и образуют угол α, превышающий по величине центральный угол β сектора. Каждый сектор снабжен радиально соединенной с ним планкой, которая закреплена на радиальном ребре оправки (RU 2190795 C1,10.10.2002 со ссылкой на GB 1229938 A, 28.04.1971).
Известны оправки, каждая из которых содержит полый корпус, имеющий средства фиксации в заданном положении оправке материала, наматываемого на образующую оправки (GB 898085, 1958-12-23. EP 1921363 A2, 2008-05-14. US 20110284153 A, 2011-11-24. US 20020160138 A1, 2002-11-31).
Близкой оправкой к представленной в данном описании оправке является также оправка, описанная в способе изготовления гибких труб на эластичном дорне, который включает сборку на цилиндрическом дорне многослойной гибкой трубы из резинотехнических материалов, установку соосно с гибкой трубой на ее наружной стенке ограничителя радиальных деформаций, выполненного из тканевого полотнища, сформированного в чехол в виде разъемного цилиндра, опрессовку перед вулканизацией гибкой трубы, расположенной между дорном и ограничителем радиальных деформаций, вулканизацию и съем гибкой трубы, отличающийся тем, что формируют эластичный дорн в виде герметичной камеры, образованной эластичной замкнутой цилиндрической оболочкой из вулканизированного материала с концами, жестко защемленными болтовыми соединениями между концентрично установленными на центральной полой штанге двумя неподвижными цилиндрическими обечайками с диаметрами, равными разности внутреннего диаметра гибкой трубы и двойной толщины эластичной замкнутой цилиндрической оболочки, и двумя подвижными цилиндрическими фланцами, диаметры которых меньше внутреннего диаметра гибкой трубы, а расстояние между фланцами равно длине гибкой трубы, при этом эластичная замкнутая цилиндрическая оболочка размещена соосно на цилиндрических поверхностях обечаек, через штуцер, расположенный на торце одной из обечаек, в герметичную камеру эластичного дорна закачивают воздух до образования эластичной замкнутой цилиндрической оболочкой цилиндрического каркаса эластичного дорна с диаметром, равным внутреннему диаметру гибкой трубы, на сформированном эластичном дорне производят сборку многослойной гибкой трубы, соосно с гибкой трубой на ее наружной стенке устанавливают ограничитель радиальных деформаций и дополнительной закачкой через штуцер в герметичную камеру эластичного дорна воздуха до создания необходимого давления осуществляют опрессовку перед вулканизацией гибкой трубы, расположенной между эластичным дорном и ограничителем радиальных деформаций, вулканизацию спрессованной гибкой трубы производят на эластичном дорне с закачанным в его герметичную камеру воздухом, после вулканизации сбрасывают через штуцер давление воздуха в герметичной камере эластичного дорна до потери им каркасности, освобождают полотнище ограничителя радиальных деформаций с наружной стенки гибкой трубы, снимают гибкую трубу с эластичного дорна (RU 2458276 C1, 10.08.2012 со ссылками на JP 4059345 A, 26.02.1992 и JP 56144947 A, 11.11.1981).
Близкой оправкой к представленной в данном описании оправке является известная оправка и изготовленная посредством оправки секция водосточной трубы, выполненная из слоистого композиционного материала, причем указанная оправка выполнена полой из эластичного материала, или пластика, или металла в виде полого или цельного элемента, при этом выполненная из эластичного материала оправка имеет на одном конце клапан для надувания оправки воздухом и сдувания воздуха (RU 114906 U1, 20.04.2012).
Существенным недостатком известной оправки по патенту RU 114906 является то, что оправка не позволяет после съема с нее секции трубы использовать секцию без выполнения дополнительных технологических операций. После съема такой секции трубы с указанной оправки торцы секции трубы необходимо обрезать, что приводит к нерациональному расходу ткани и смолы, повышению расхода материала и повышению трудоемкости изготовления труб. Также следует отметить, что для освобождения оправки от воздуха через указанный клапан необходим сравнительно большой промежуток времени, что снижает производительность оправки.
Известные технические решения, близкие к представленным в данном описании техническим решениям (технологической линии, установке и оправке для изготовления труб), имеют сравнительно высокие энергопотребляемость и материалоемкость, приведенные к единице изготавливаемой продукции. Также они имеют сравнительно высокую трудоемкость изготовления труб в связи с необходимостью использования ручного труда.
Например, линия по патенту RU 1388310 C1 не имеет средств механической передачи изделия с одного поста на другой пост линии, что существенно повышает трудоемкость изготовления труб, а в установке по патенту RU 994276 A не предусмотрены средства для регулировки процесса поляризации, что приводит к снижению производительности установки при необходимостью обеспечения качества труб. Оправка по патенту RU 114906 U по существу является малоэффективной конструкцией с точки зрения предъявляемых к ней условий - надежности, качества труб, оптимизации таких параметров процесса производства как трудоемкость, материалоемкость и энергоемкость. При этом данная оправка, не обладающая необходимой жесткостью, отрицательно влияет на формирование задаваемых внутреннего и наружного размеров трубы, что отрицательно влияет на качество труб.
Техническим результатом группы изобретений является повышение качества труб и повышение производительности путем упрощения процесса производства. Другим косвенно полученным результатом группы изобретения является уменьшение материалоемкости труб, трудоемкости и энергоемкости их изготовления.
Указанный технический результат получен технологической линией для изготовления труб, содержащей установку для изготовления труб с закрепленной на ней съемной оправкой для навивки на нее стеклоткани, транспортер перемещения съемных оправок в рабочую зону установки и транспортер перемещения съемных оправок из рабочей зоны установки, который расположен под этой установкой, причем линия содержит термотоннель для отверждения на оправках изготовленных труб, термотоннель установлен над транспортером перемещения съемных оправок из рабочей зоны установки для изготовления труб, а за термотоннелем на линии установлен съемник для съема готовых труб с оправок, при этом рамы транспортеров, установки и термотоннеля связаны между собой.
Технический результат получен технологической линией для изготовления труб, содержащей установку для изготовления труб с закрепленной на ней съемной оправкой для навивки на нее стеклоткани, расположенный за указанной установкой по ходу движения оправки термотоннель для отверждения на оправках изготовленных труб, под установкой и термотоннелем установлен стол с рольгангом на нем или без рольганга с плоскостью для опирания на него оправки после ее съема с установки и для перемещения оправки, при этом один конец стола соединен с установкой для изготовления труб, средняя часть стола расположена в камере термотоннеля, а другой конец стола расположен за термотоннелем на выходе оправки из термотоннеля.
Технический результат получен установкой для изготовления труб, содержащей раму, на которой установлены оправка с приводом ее вращения, барабан с бухтой тканого материала, которая в виде полосы накручена на бухте, емкость для смолы с проемом в нижней части для выхода смолы из емкости, расположенный в проеме емкости и закрепленный на ней валик для нанесения смолы на полосу тканого материала, при этом барабан, емкость и валик соединены между собой в узел подачи полосы тканого материала на оправку и ее пропитки смолой, барабан установлен на раме установки с возможностью его свободного вращения относительно рамы, при этом барабан и емкость связаны с приводом их перемещения вдоль рамы параллельно оправке, а валик расположен над полосой тканого материала.
Технический результат получен оправкой для изготовления труб, выполненной из упругого эластичного материала и имеющей в рабочем положении преимущественно цилиндрическую форму, на концах оправки герметично закреплены съемные фланцы, имеющие на торцах оси вращения оправки, а на периферии - реборды со скошенными поверхностями, на одном фланце расположены клапан подачи воздуха под давлением в полость оправки и средство соединения фланца с приводом вращения оправки, причем каждый конец оправки закреплен между кольцами, расположенными во фланце оправки и, по меньшей мере, на внешней поверхности одного конца оправки выполнено коническое утолщение, увеличивающееся к концу оправки, причем утолщение выполнено как одно целое с оправкой или в виде съемного конического кольца, надеваемого с натягом на конец оправки, при этом кольцо выполнено из упругого материала.
Технический результат получен оправкой для изготовления труб, выполненной из упругого эластичного материала и имеющей в рабочем положении преимущественно цилиндрическую форму, на концах оправки герметично закреплены съемные фланцы, имеющие на торцах оси вращения оправки, а на периферии - реборды со скошенными поверхностями, на одном фланце расположены клапан подачи воздуха под давлением в полость оправки и средство соединения фланца с приводом вращения оправки, причем каждый конец оправки закреплен между кольцами, расположенными во фланце оправки и, по меньшей мере, на внешней поверхности одного конца оправки выполнено прямоугольное утолщение, образующее ступенчатую форму конца оправки, причем утолщение выполнено как одно целое с оправкой или в виде съемного прямоугольного кольца, надеваемого с натягом на конец оправки, при этом кольцо выполнено из упругого материала.
Технический результат получен оправкой для изготовления труб, выполненной из упругого эластичного материала и имеющей в рабочем положении преимущественно цилиндрическую форму, на концах оправки герметично закреплены съемные фланцы, имеющие на торцах оси вращения оправки, а на периферии - реборды со скошенными поверхностями, на одном фланце расположены клапан подачи воздуха под давлением в полость оправки и средство соединения фланца с приводом вращения оправки, причем каждый конец оправки закреплен между кольцами, расположенными во фланце оправки, при этом оправка содержит жесткий, выполненный из легкого материала сердечник, запрессованный во внутреннем кольце крепления оправки во фланце так, что между наружной поверхностью сердечника и внутренней поверхностью оправки образована воздушная полость, сообщенная с воздушным клапаном, а на внешней поверхности, по меньшей мере, одного конца оправки выполнено утолщение, выполненное как одно целое с оправкой, или в виде съемного кольца, надеваемого с натягом на конец оправки, при этом кольцо выполнено из упругого материала.
На фиг.1 показана технологическая линия для изготовления труб, на примере изготовления прямой секции водосточной трубы (первый вариант линии, вид сверху);
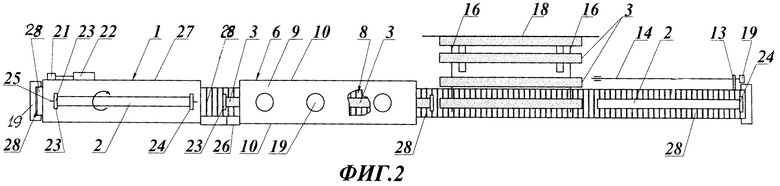
на фиг.2 показана технологическая линия (второй вариант линии, вид сверху);
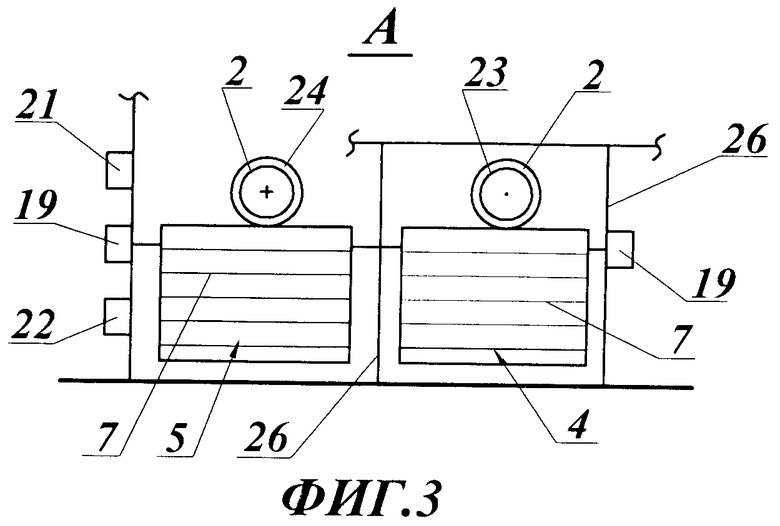
на фиг.3 - вид А на фиг.1;
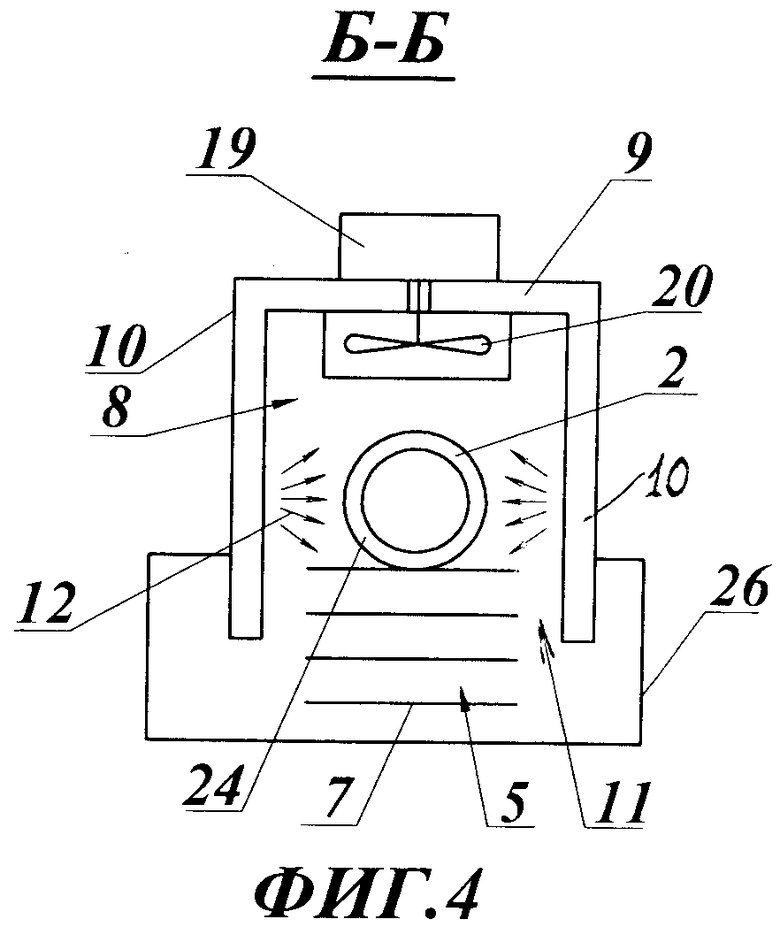
на фиг.4 - сечение Б-Б на фиг.1 в увеличенном виде;
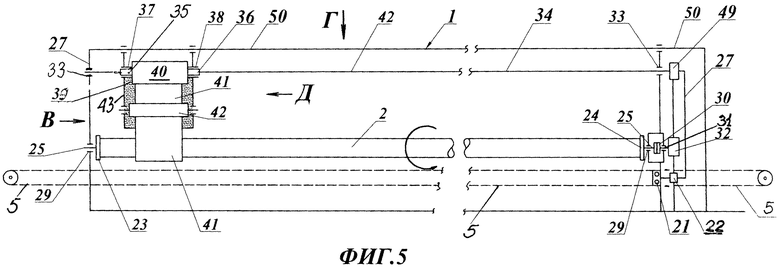
на фиг.5 - установка для изготовления секции трубы (вид спереди);
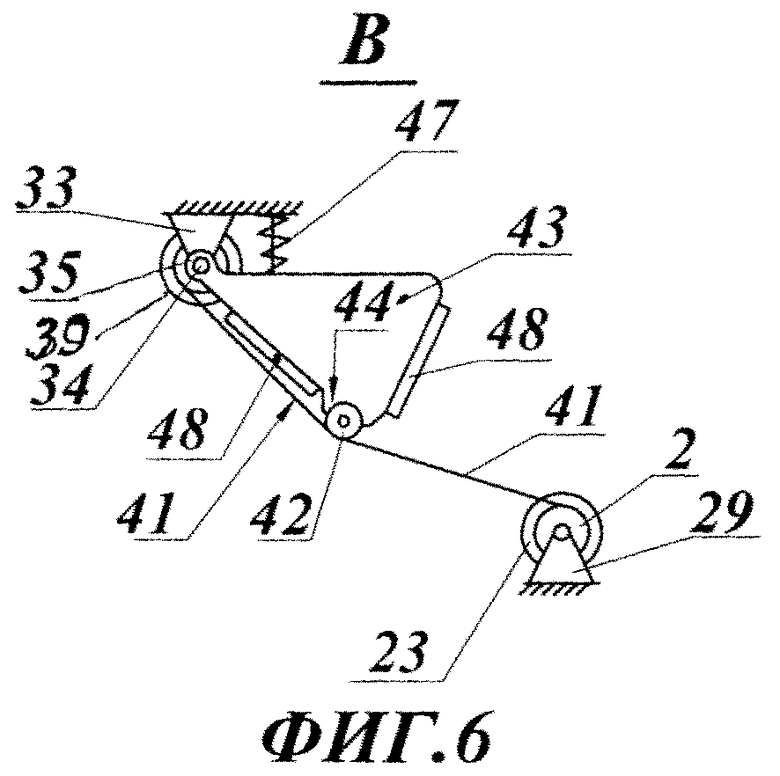
на фиг.6 - вид B на фиг.5;
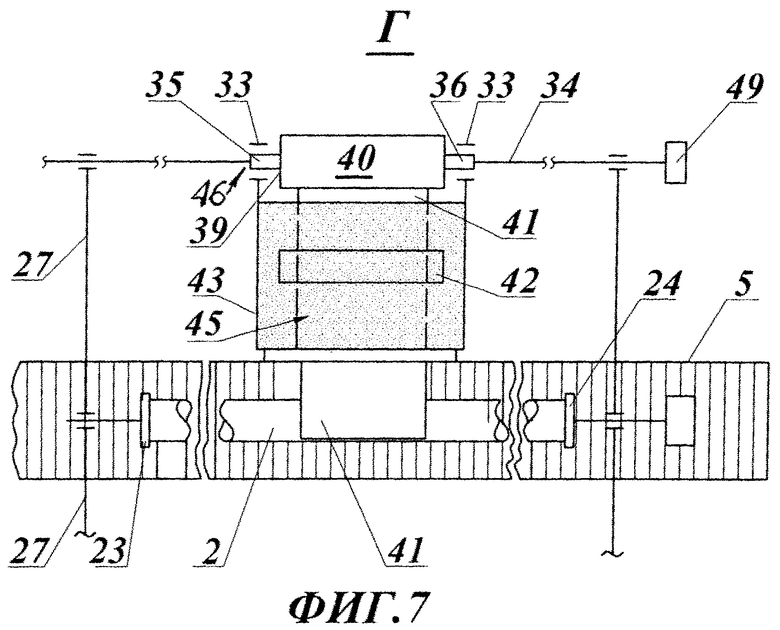
на фиг.7 - вид Г на фиг.5 (вид на установку сверху);
на фиг.8 - вид Д на фиг.5 (емкость установки не показана);
на фиг.9 - оправка для изготовления труб, на примере изготовления секции водосточной трубы (первый вариант оправки с коническим утолщением на ее конце);
на фиг.10 - оправка для изготовления труб (второй вариант оправки со съемным коническим кольцом);
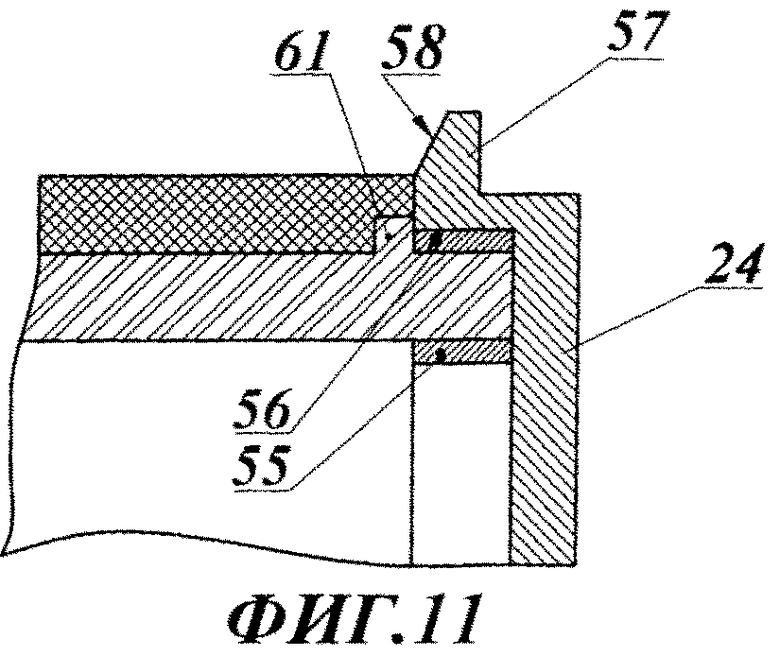
на фиг.11 - оправка для изготовления труб (третий вариант оправки с прямоугольным утолщением на ее конце);
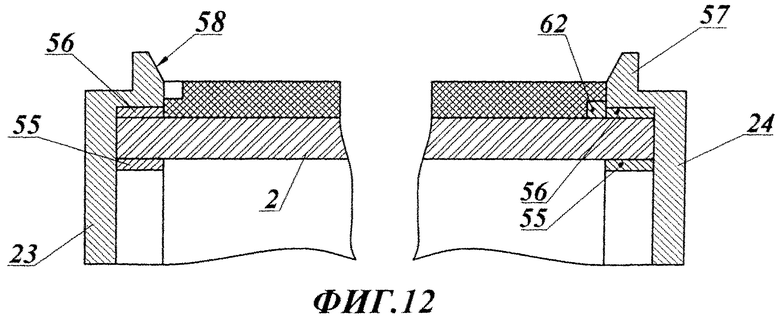
на фиг.12 - оправка для изготовления труб (модификация третьего варианта, оправка со съемным прямоугольным кольцом);
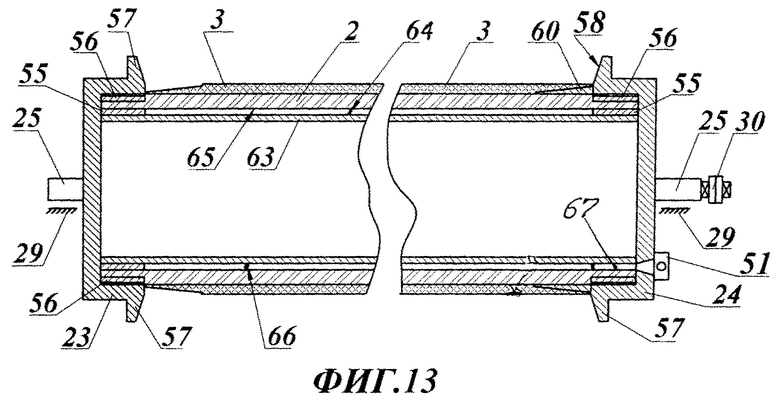
на фиг.13 - оправка для изготовления труб (четвертый вариант оправки с расположенным в ее полости сердечником);
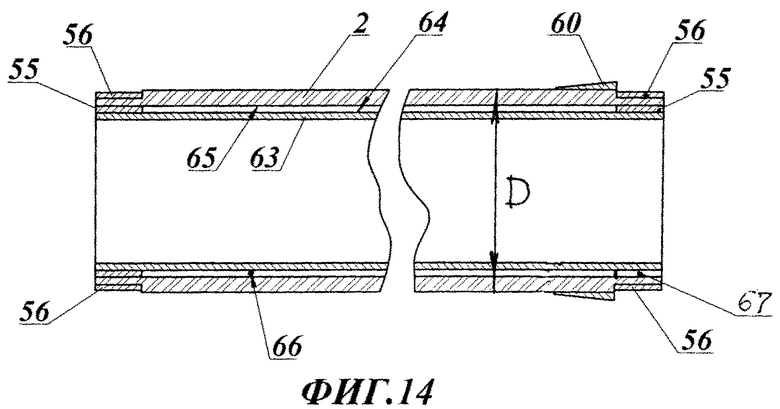
на фиг.14 - оправка для изготовления трубы в нерабочем положении (изготовленная труба и фланцы с оправки сняты).
Технологическая линия (далее - линия) для изготовления труб или секций труб (фиг.1) предназначена для изготовления труб из тканых материалов, пропитанных смолой, в частности для изготовления преимущественно секций водосточных труб, выполненных из пропитанной смолой стеклоткани. Линия содержит установку 1 для изготовления труб, на установке закреплена съемная оправка 2, имеющая предпочтительно круглую в поперечном сечении форму. Оправка служит для навивки на нее пропитанной смолой стеклоткани и в этой связи она выполнена со средствами ее соединения с приводом вращения. Оправка может иметь в поперечном сечении любую другую известную форму, например овальную или квадратную. Линия содержит множество оправок 2, свободных от изготовленных на ней труб 3 (трубы 3 обозначены на фиг.1 точечной штриховкой). В составе технологической линии каждая оправка 2 выполняет несколько функций. Она служит в качестве средства для формирования на ней стенки трубы 3, средством перемещения изготовленных на оправке труб 3 в зону их отверждения, а также средством для удержания формы навитой на оправку трубы в процессе ее отверждения. Каждая труба 3 получена путем навивки на оправку пропитанной смолой стеклоткани. Навивка стеклоткани производится на оправке 2, когда она расположена в установке 1 в рабочем положении.
Линия содержит транспортер 4 для перемещения свободных от труб оправок 2 в рабочую зону установки 1. Продольная ось транспортера 4 расположена параллельно продольной оси установки 1. Линия содержит второй транспортер 5 перемещения оправок вместе с изготовленными на них трубами 3 от установки 1 в термотоннель 6, который предназначен для сушки труб и отверждения их композиционного материала, из которого трубы выполнены. Сушка труб 3 производится на оправках 2, которые вместе с изготовленными на них трубами 3 вводятся в термотоннель 6. Каждый указанный транспортер имеет множество пластин 7, закрепленных на приводных бесконечных цепях, при этом пластины расположены поперек каждой продольной оси транспортера. Продольные оси транспортеров 4 и 5 расположены параллельно друг другу. Термотоннель 6 расположен над транспортером 5 (фиг.4), а закрепленная в установке 1 оправка 2 расположена над транспортером 5. Каждый транспортер линии имеет привод (не показан). Транспортер 5 расположен в камере 8 термотоннеля, свободно перемещается в камере 8 и выходит из нее. Для этого термотоннель в поперечном сечении Б-Б имеет открытую снизу П-образную форму, которая образована верхней стенкой 9 и боковыми стенками 10. С нижней стороны термотоннель имеет открытый проем 11, через который в процессе монтажа линии транспортер 5 входит в камеру 8 и располагается в ней в рабочем положении. В боковых стенках 10 термотоннеля выполнено множество отверстий, обращенных в сторону камеры 8, при этом эти отверстия служат для подачи нагретого воздуха 12 в камеру 8 термотоннеля.
Линия содержит расположенный на ее правой части съемник 13 (фиг.1), подвижно расположенный на направляющей 14. Съемник предназначен для съема изготовленной трубы 3 с оправки 2. Съемник расположен за термотоннелем 6 по ходу движения труб 3 в конце линии.
Линия содержит первый кантователь 15, второй кантователь 16 и третий кантователь 17. Первый кантователь 15 предназначен для передачи оправок 2 с транспортера 4 на установку 1, третий кантователь 17 предназначен для передачи оправок 2 с транспортера 5 на транспортер 4. Второй кантователь 16 предназначен для передачи изготовленных труб 3 с транспортера 4 в зону 18 складирования готовой продукции. Кантователи показаны условно прямыми линиями, изображающими направляющие кантователей. Каждый кантователь имеет привод его перемещения (не показан).
На фиг.1 условно показан привод 19 вращения крыльчатки 20 (фиг.4) для нагнетания нагретого воздуха 12 в камеру 8 термотоннеля, приводы 19 (фиг.1) транспортеров 4 и 5, а также привод 19 перемещения съемника 13. Каждый привод 19 представляет собой электродвигатель, конструктивно связанный с соответствующими валами.
Нагрев воздуха производится электронагревателями (не показаны), расположенными в стенках 10 термотоннеля. В частности, для нагрева воздуха, подаваемого в термотоннель 6, электрические нагреватели располагаются между внутренней и наружной обшивками каждой стенки 10 термотоннеля.
Линия имеет средства ее управления, в частности, закрепленные на раме установки 1 пульт 21 (фиг.5) и блок 22 управления приводами линии. Через блок 22 управления пульт 21 соединен со всеми упомянутыми приводами линии. Каждая оправка 2 в рабочем положении установлена на опорах рамы установки. Для этого оправка имеет закрепленные на ее концах фланцы 23 и 24 (фиг.1) и выполненные на торцах этих фланцев оси 25 (фиг.5) для вращения оправки. Оси 25 установлены в опорах установки 1, когда оправка находится в рабочем положении. Рамы транспортеров 4 и 5, рама съемника 13, а также рама термотоннеля 6 соединены между собой быстроразборными соединениями (не показаны), при этом упомянутые рамы в их взаимосвязи представляют собой единую раму 26 технологической линии (фиг.3), связанную с рамой 27 установки 1 (фиг.7) для изготовления труб. Все указанные рамы установлены на полу цеха.
Технологическая линия для изготовления труб (второй вариант) содержит установку 1 (фиг.2) для изготовления труб с закрепленной на ней съемной оправкой 2 для навивки на нее стеклоткани, расположенный за указанной установкой по ходу движения оправки термотоннель 6, который служит для отверждения на оправках изготовленных труб. Под установкой 1 и термотоннелем 6 установлен стол 28 с рольгангом или без рольганга. Стол выполнен с плоскостью для опирания на него оправки 2 после ее съема с установки 1. Стол служит для ручного перемещения оправки в камеру термотоннеля и для повышения удобства съема с оправки трубы 3 вручную. Съем трубы 3 с оправки 2 производится на правой части стола, расположенной за пределами термотоннеля. Эта часть стола выходит из термотоннеля и располагается параллельно зоне 18 складирования готовой продукции. Указанная часть стола располагается по всей длине зоны съема трубы с оправки. Эта зона находится на расстоянии от термотоннеля, которое ограничено пределами действия съемника 13 трубы 3 с оправки 2.
Один конец или часть стола 28 соединена с установкой 1 для изготовления труб, средняя часть стола расположена в камере 8 термотоннеля и соединена с рамой термотоннеля, а другой, правый, конец или правая часть стола 28, которая расположена за термотоннелем, соединена с ним в месте выхода оправки из термотоннеля. Второй вариант линии имеет упрощенную конструкцию, выполненную с расчетом применения ручного труда в большей мере по сравнению с первым вариантом линии. Второй вариант линии используют для производства более низкой производительности в сравнении с первым вариантом линии.
Установка для изготовления труб представлена одним из примеров ее реализации, предназначенным для изготовления секций водосточных труб. Данная установка может быть использована для изготовления труб иного назначения. Установка содержит упомянутую раму 27 (фиг.4) с опорами 29, в которых оправка 2 установлена с возможностью ее вращения и быстрого съема с рамы 27. Правая ось 25 средством 30 соединения связана с валом 31 привода 32 вращения оправки 2. Средство 30 соединения представляет собой муфту, выполненную из двух быстроразъемных полумуфт. Одна полумуфта зафиксирована своим граненым концом в углублении правой оси 25 (фиг.9), а другая полумуфта аналогичным образом соединена с граненым гнездом вала 31 (фиг.5) привода 32 вращения оправки.
Над оправкой 2 расположен установленный в опорах 33 винт 34 (фиг.5), на котором расположены гайки 35 и 36, запрессованные в осях 37 и 38, причем эти оси жестко соединены с барабаном 39. На барабане с возможностью вращения установлена бухта 40 тканого материала. Материал выполнен в виде полосы 41, выполненной из стеклоткани. На раме 27 установки закреплена направляющая для перемещения по ней устройства для намотки полосы 41 на оправку 2. Один конец полосы 41 закреплен на бухте 40, другой конец полосы 41 закреплен на оправке 2. Барабан 39 установлен в осях 37 и 38 с возможностью вращения вокруг своей продольной оси.
Между барабаном 39 и оправкой 2 расположен валик 42, установленный посредством оси на емкости 43 с возможностью его свободного вращения относительно емкости. Валик и его ось расположены в нижнем проеме 44 емкости 43, в которой расположена смола 45, на фиг.7 обозначенная точечной штриховкой. Емкость 43 установлена с возможностью ее поворота вокруг опор 33. По существу гайки 35 и 36 в соединении с опорами 33 представляют собой шарниры 46, вокруг которых емкость 43 поворачивается в поперечной вертикальной плоскости. Емкость 43 (фиг.5) соединена с рамой 27 с возможностью ее указанного поворота и подпружинена относительно рамы пружиной 47 (фиг.6). На стенках емкости закреплены электроподогреватели 48 смолы.
Винт 34 соединен с приводом 49 вращения винта (фиг.7), электрически соединенным с блоком 22 управления установкой и линией (фиг.5). Блок 22 соединен с пультом 21 управления, закрепленным на раме 27 установки вблизи места оператора. Корпус емкости 43 опирается на направляющую 50 посредством втулок, выполненных заодно с корпусом емкости 43. Втулки расположены на направляющей 50 с возможностью их скольжения вдоль нее.
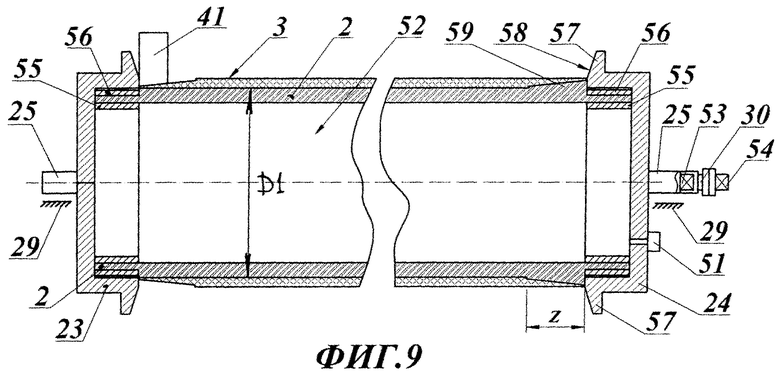
Оправка для изготовления труб (первый вариант, фиг.9) выполнена в виде полого, предпочтительно цилиндрического корпуса, изготовленного из упругого материала, например из резины, устойчивой к химическим реагентам и тепловым воздействиям, или она выполнена из иного композиционного материала, обладающего указанными свойствами и упругостью. Оправка выполнена из расчета увеличения ее наружного размера путем растяжения стенки оправки и увеличения ее объема при закачке в полость оправки воздуха. Оправка условно показана вышеупомянутой позицией 2, поскольку она является по существу узлом устройства, включающего в себя несколько конструктивных элементов, которые во взаимосвязи между собой представляют оправку. На концах оправки 2 герметично установлены упомянутые съемные первый и второй фланцы 23 и 24. Во фланце 24 закреплен клапан 51 для ввода в полость 52 оправки воздуха под давлением. Фланцы 23 и 24 жестко соединены с осями 25, при этом оси 25 установлены в опорах 29 рамы 27 установки с возможностью их съема с рамы. Клапан 51 и полость 52 оправки сообщены между собой через отверстие, выполненное в торцовой стенке фланца 24. Клапан 51 выполнен одностороннего действия, он пропускает воздух в сторону полости 52 оправки.
В торце правой оси 25 выполнено граненое углубление, в котором установлен граненый хвостовик 53 одной полумуфты. Граненый хвостовик 54 другой полумуфты служит для его соединения с граненым гнездом, выполненным в валу 31 (фиг.5) привода 32 вращения оправки 2.
Для надежного и герметичного соединения каждый конец упругой оправки 2 (фиг.9) прочно защемлен между внутренним кольцом 55 и наружным кольцом 56, при этом каждый конец оправки соединен с кольцами таким образом, что сопротивление конца оправки его сдвигу относительно колец больше силы, действующей на оправку от действия сжатого воздуха в полости 52 оправки.
На наружных поверхностях колец 56 выполнена наружная резьба, а на внутренних поверхностях фланцев 23 и 24 выполнена ответная внутренняя резьба, посредством которой фланцы герметично навинчены на кольца 56. Каждый фланец имеет реборду 57 со скошенной в наружную сторону от поперечной оси симметрии поверхностью 58. Эта поверхность выполнена для беспрепятственного захода на оправку полосы 41 стеклоткани (фиг.9). В рабочем положении оправки, когда фланцы навинчены на кольца 56, упругие торцы оправки сжимаются фланцами 23 и 24 и полость 52 оправки 2 герметизируется.
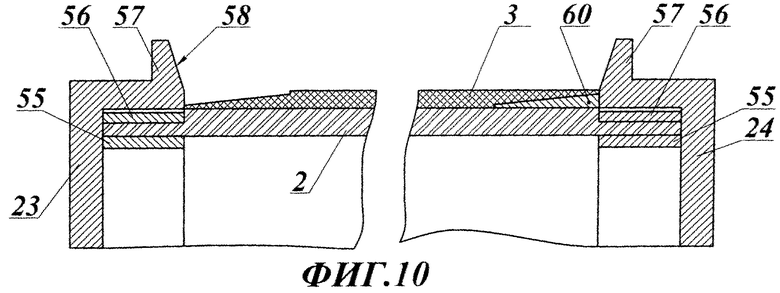
На внешней поверхности одного конца оправки выполнено коническое утолщение 59 (фиг.9), увеличивающееся к концу оправки, причем в одном варианте оправки утолщение выполнено как одно целое с оправкой, а в другом варианте оправки утолщение выполнено в виде съемного конического кольца 60 (фиг.10), надетого с натягом на конец оправки, при этом кольцо выполнено из упругого материала.
Оправка для изготовления труб в третьем варианте исполнения имеет признаки предыдущих вариантов, за исключением признаков, характеризующих форму конца оправки. В третьем варианте оправки на внешней поверхности, по меньшей мере, одного конца оправки выполнено прямоугольное утолщение 61 (фиг.11), образующее ступенчатую форму конца оправки, причем в одном исполнении оправки утолщение выполнено как одно целое с оправкой, а в другом исполнении оправки утолщение выполнено в виде съемного прямоугольного кольца 62 (фиг.12), надетого с натягом на конец оправки, при этом кольцо выполнено из упругого материала.
Оправка в четвертом ее варианте может иметь все признаки каждого из вышеописанных вариантов оправки и, дополнительно к совокупности их признаков, в четвертом варианте оправка содержит жесткий, выполненный из легкого материала сердечник 63 (фиг.13), запрессованный во внутреннем кольце 55 крепления оправки во фланце так, что между наружной поверхностью 64 сердечника и внутренней поверхностью 65 оправки образована воздушная полость 66, сообщенная с воздушным клапаном 51. На внешней поверхности, по меньшей мере, одного конца оправки 2 может быть выполнено любое из известных утолщений, например утолщение 60 (аналогичное утолщению второго варианта оправки). Также как и в первом варианте оправки, утолщение выполнено или как одно целое с оправкой, или в виде съемного упругого кольца, надетого с натягом на конец оправки.
Толщина стенки оправки 2 всех ее вариантов и ее материал выбраны из условия увеличения диаметра оправки за счет ее раздувания и увеличения диаметра на несколько миллиметров при подаче в полость 52 оправки 2 (фиг.9) воздуха под давлением, что соответствует положению оправки, когда ее наружный диаметр равен значению D1 (рабочее положение оправки). Когда фланец 23 снят с оправки (фиг.2) воздух выпущен из полости 52 оправки, то наружный диаметр оправки в ее нерабочем положении равен значению D, например такому значению, которое показано на фиг.4. Это значение D всегда меньше значения D1.
Все варианты оправки имеют клапан 51 для надувания оправки воздухом. Фланец 23 кроме своих прямых функций выполняет функцию герметичной стенки, установленной на торце оправки. При съеме фланца 23 с оправки, находящийся в полости 52 или в полости 66 воздух под давлением выпускается из этой полости.
Выполненная с сердечником 63 оправка (фиг.13) имеет такое внутреннее кольцо 55, расположенное со стороны клапана 51, в котором имеется воздушный канал 67 (фиг.13,14), сообщающий источник сжатого воздуха (не показан) с воздушной полостью 66 оправки.
Оправка 2 в ее исходном положении покрыта тонким антиадгезионным слоем материала, исключающим соединение оправки 2 с трубой 3 в процессе ее изготовления и сушки. Например, наружная поверхность оправки в ее исходном нерабочем положении покрыта термоустойчивым, нефтесодержащим материалом, парафином или мовилем, или слоем порошка, выполненным из материала, исключающего прилипание стеклоткани и смолы к поверхности оправки во время изготовления на ней трубы и во время ее сушки.
Линия (варианты), установка и оправка (варианты) работают следующим образом. Располагают на транспортере 4 (фиг.1) оправки 2 и перемещают их транспортером к установке 1. При остановленном транспортере 4 навинчивают на крайнюю левую оправку фланец 23. Перемещают кантователем 15 оправку 2 в установку 1 (фиг.4). Устанавливают оси 25 оправки в опорах 29 установки. Вводят в гнезда оси 25 и вала 31 граненые хвостовики 53 и 54 полумуфт (фиг.9). Затем полумуфты соединяют между собой и таким образом соединяют оправку 2 с приводом 32 ее вращения (фиг.1). Соединяют с оправкой конец полосы 41 тканой материи, соединяют шланг подачи сжатого воздуха с воздушным клапаном 51 (фиг.9, 13) и подают воздух в полость 52 оправки или в полость 66 (фиг.13). При этом диаметр упругой оправки увеличивается до значения D1, датчик положения оправки указывает на ее рабочее положение, соответствующее заданному диаметру D1 (фиг.9).
Через блок 22 управления (фиг.5) пультом 21 управления включают в работу установку для изготовления труб. При этом включаются в работу привод 32 вращения оправки и привод 49 вращения винта 34. При вращении оправки 2 натянутая полоса 41 ткани сматывается с бухты 40 и барабана 39, при этом полоса 41 огибает пропитанный смолой ролик 42, пропитывается смолой от прокатывающегося по ней ролика 42 и наматывается в пропитанном состоянии на оправку 2. Одновременно с этим, от вращения винта 35 перемещаются вдоль направляющей 50 по винту две гайки 37 и 38, емкость 43 с налитой в ней смолой, барабан 39 с установленной на нем бухтой 40 тканого материала и полоса 41 тканого материала.
Перед набеганием тканой полосы 41 на оправку 2, тканую полосу пропитывают смолой указанным образом непрерывно и вращают оправку в заданном направлении, в результате тканая полоса по спирали накручивается на оправку, склеивается со смежными полосами тканой материи, образуя при этом замкнутую по периметру стенку секции трубы, образованную полосами 41 тканой материи, уложенными по заданной схеме. При намотке полосы 41 на оправку 2 вблизи фланцев 23 и 24 число витков уменьшают и формируют стенку секции трубы таким образом, чтобы на концах трубы или на ее одном конце образовалась скошенная поверхность концевой части z секции трубы (фиг.9). При намотке полосы 41 на оправку формируются в готовом виде торцы трубы, которые не требуют последующей обработки путем отрезания концов трубы после ее съема с оправки. После намотки на оправку 2 заданного числа витков вращение оправки прекращают, полосу 41 отрезают, конец полосы приклеивают к стенке трубы, наружную поверхность трубы 3 обсыпают специальным порошком, исключающим приклеивание к поверхности трубы 3 при прикосновении к ней, далее оправку с установки снимают вместе с фланцами 23 и 24 в обратном порядке.
Процесс навивки полосы 41 на оправку осуществляется непрерывно при изготовлении одной секции трубы. Полосу 41 ткани укладывают внахлест на смежную полосу на оправке по спиральной схеме. В крайнем правом положении срабатывает блок 22 управления приводом вращения оправки и приводом вращения винта 35, приводы реверсируются и навивка полосы 41 на слой намотанной на оправку 2 ткани осуществляется в обратном направлении. При этом верхний слой полос 41 на оправке 2 укладывается на нижнем слое полос 41 по спирали в обратном направлении. В результате верхний слой, образованный полосами 41 тканой материи, располагается на нижнем аналогичном слое по перекрестной схеме для повышения прочности стенки трубы и уменьшения ее материалоемкости. На концах трубы полоса 4 укладывается на оправку под углом приблизительно равным углу 90° по отношению к продольной оси оправки, что соответствует наибольшей прочности стенки трубы на ее концах, в наиболее слабых местах на изгиб и разрыв кромок.
В процессе намотки полосы 41 на оправку сначала формируют концевые части z (фиг.9) трубы 3, которые выполнены со скошенными поверхностями. Для этого число витков полос 41 на концевых частях z трубы уменьшают в соответствии с заданной формой концевых частей трубы 3. После навивки полос 41 пропитанной смолой ткани на оправку, ее с установки 1 снимают указанным выше образом, далее оправку с навитой на ней трубой 3 опускают на транспортер 5 (фиг.1) и перемещают ее транспортером в термотоннель 6. В термотоннеле производят сушку трубы 3 на оправке 2 струями нагретого воздуха 12 (фиг.4) в камере 8 термотоннеля. После окончания сушки трубы 3 на оправке, оправку перемещают транспортером 5 за пределы термотоннеля, отвинчивают фланец 23 (фиг.1), снимают его с оправки 2 и выпускают из полости 52 оправки воздух (фиг.14). Сжатый воздух выходит из полости 52 оправки 2, оправка сдувается до исходного диаметра D (фиг.14) и внутренняя поверхность трубы 3 отходит от наружной поверхности оправки. Съемником 13 (фиг.1) снимают трубу 3 с оправки 2, для чего захватывают съемником 13 фланец 24, включают через блок управления привод 19 вращения винта 14 и вытягивают оправку 2 из трубы 3. Далее изготовленную трубу 3 кантователем 16 перемещают на склад готовой продукции 18. Транспортером 4 перемещают оправки 2 от склада 18 готовой продукции в сторону установки 1, затем кантователем 15 перемещают оправку с транспортера 4 в установку 1 для изготовления следующей трубы и соединяют оправку с установкой вышеописанным образом.
Второй вариант линии (фиг.2) работает аналогично первому варианту, за исключением того, что во втором варианте стол 28 используется в качестве средства, облегчающего ручную передачу оправки 2 с изготовленной на ней трубой 3 из зоны установки 1 в термотоннель 6, а из термотоннеля оправку с трубой на ней перемещают по столу 28 на правый конец стола, который расположен за термотоннелем. На конце стола производят съем трубы с оправки съемником 13. Съем трубы с оправки производят на плоскости стола или на рольганге стола после сушки трубы в термотоннеле 6 и после отвинчивания фланца 23 с оправки 2. Съем трубы с оправки производят путем фиксации оправки на столе специальным приспособлением с последующим перемещения трубы в сторону ее съема.
В случае использования второго и третьего вариантов оправки (фиг.10-13) процесс изготовления трубы ведется по вышеописанному циклу. С той лишь разницей, что во втором варианте оправки (фиг.11, 12) в процессе изготовления на ней трубы 3 формируется ступенчатый конец трубы прямоугольным утолщением 61 оправки (фиг.11) или прямоугольным съемным кольцом 62 (фиг.12).
В третьем варианте оправки (фиг.13) объем закачиваемого сжатого воздуха через воздушный клапан 51 в полость 66 оправки существенно уменьшается, поскольку он подается в значительно уменьшенную полость (в сравнении с полостью 52 первого варианта оправки). При этом время закачки сжатого воздуха в оправку третьего варианта уменьшается, а производительность линии повышается.
Технический эффект представленных в данном описании конструкций получен использованием технологической линии, имеющей сравнительно простую конструкцию, использованием установки в линии, существенно снижающей трудоемкость изготовления труб, оправками, обеспечившими возможность изготовления оптимальных секций труб с точки зрения их прочности и материалоемкости, использованием термотоннеля, который обеспечивает уменьшение времени ожидании сушки труб. Все это в совокупности позволило повысить производительность изготовления труб, уменьшить расход материала, сократить трудоемкость и энергоемкость процесса изготовления труб.

Группа изобретений относится к технологическим линиям для изготовления труб, установке для изготовления труб, оправкам для изготовления труб. Линия содержит установку для изготовления труб с закрепленной на ней съемной оправкой для навивки на нее стеклоткани, транспортер перемещения съемных оправок в рабочую зону установки и транспортер перемещения съемных оправок из рабочей зоны установки, который расположен под этой установкой. Линия содержит термотоннель для отверждения на оправках изготовленных труб. Термотоннель установлен над транспортером перемещения съемных оправок из рабочей зоны установки для изготовления труб. За термотоннелем на линии установлен съемник для съема готовых труб с оправок. Рамы транспортеров, установки и термотоннеля связаны между собой. Техническим результатом изобретения является снижение материалоемкости, энергоемкости и трудоемкости изготовления труб. 6 н.п. ф-лы, 14 ил.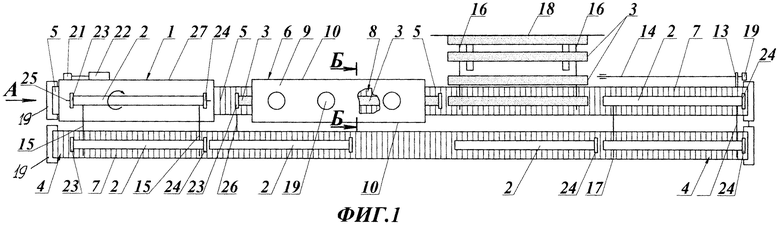
1. Технологическая линия для изготовления труб, характеризующаяся тем, что она содержит установку для изготовления труб с закрепленной на ней съемной оправкой для навивки на нее стеклоткани, транспортер перемещения съемных оправок в рабочую зону установки и транспортер перемещения съемных оправок из рабочей зоны установки, который расположен под этой установкой, причем линия содержит термотоннель для отверждения на оправках изготовленных труб, термотоннель установлен над транспортером перемещения съемных оправок из рабочей зоны установки для изготовления труб, а за термотоннелем на линии установлен съемник для съема готовых труб с оправок, при этом рамы транспортеров, установки и термотоннеля связаны между собой.
2. Технологическая линия для изготовления труб, характеризующаяся тем, что она содержит установку для изготовления труб с закрепленной на ней съемной оправкой для навивки на нее стеклоткани, расположенный за указанной установкой по ходу движения оправки термотоннель для отверждения на оправках изготовленных труб, под установкой и термотоннелем установлен стол с рольгангом на нем или без рольганга с плоскостью для опирания на него оправки после ее съема с установки и для перемещения оправки, при этом один конец стола соединен с установкой для изготовления труб, средняя часть стола расположена в камере термотоннеля, а другой конец стола расположен за термотоннелем на выходе оправки из термотоннеля.
3. Установка для изготовления труб, характеризующаяся тем, что она содержит раму, на которой установлены оправка с приводом ее вращения, барабан с бухтой тканого материала, которая в виде полосы накручена на бухте, емкость для смолы с проемом в нижней части для выхода смолы из емкости, расположенный в проеме емкости и закрепленный на ней валик для нанесения смолы на полосу тканого материала, при этом барабан, емкость и валик соединены между собой в узел подачи полосы тканого материала на оправку и ее пропитки смолой, барабан установлен на раме установки с возможностью его свободного вращения относительно рамы, при этом барабан и емкость связаны с приводом их перемещения вдоль рамы параллельно оправке, а валик расположен над полосой тканого материала.
4. Оправка для изготовления труб, характеризующаяся тем, что она выполнена из упругого эластичного материала и имеет в рабочем положении преимущественно цилиндрическую форму, на концах оправки герметично закреплены съемные фланцы, имеющие на торцах оси вращения оправки, а на периферии - реборды со скошенными поверхностями, на одном фланце расположены клапан подачи воздуха под давлением в полость оправки и средство соединения фланца с приводом вращения оправки, причем каждый конец оправки закреплен между кольцами, расположенными во фланце оправки и, по меньшей мере, на внешней поверхности одного конца оправки выполнено коническое утолщение, увеличивающееся к концу оправки, причем утолщение выполнено как одно целое с оправкой или в виде съемного конического кольца, надеваемого с натягом на конец оправки, при этом кольцо выполнено из упругого материала.
5. Оправка для изготовления труб, характеризующаяся тем, что она выполнена из упругого эластичного материала и имеет в рабочем положении преимущественно цилиндрическую форму, на концах оправки герметично закреплены съемные фланцы, имеющие на торцах оси вращения оправки, а на периферии - реборды со скошенными поверхностями, на одном фланце расположены клапан подачи воздуха под давлением в полость оправки и средство соединения фланца с приводом вращения оправки, причем каждый конец оправки закреплен между кольцами, расположенными во фланце оправки и, по меньшей мере, на внешней поверхности одного конца оправки выполнено прямоугольное утолщение, образующее ступенчатую форму конца оправки, причем утолщение выполнено как одно целое с оправкой или в виде съемного прямоугольного кольца, надеваемого с натягом на конец оправки, при этом кольцо выполнено из упругого материала.
6. Оправка для изготовления труб, характеризующаяся тем, что она выполнена из упругого эластичного материала и имеет в рабочем положении преимущественно цилиндрическую форму, на концах оправки герметично закреплены съемные фланцы, имеющие на торцах оси вращения оправки, а на периферии - реборды со скошенными поверхностями, на одном фланце расположены клапан подачи воздуха под давлением в полость оправки и средство соединения фланца с приводом вращения оправки, причем каждый конец оправки закреплен между кольцами, расположенными во фланце оправки, при этом оправка содержит жесткий, выполненный из легкого материала сердечник, запрессованный во внутреннем кольце крепления оправки во фланце так, что между наружной поверхностью сердечника и внутренней поверхностью оправки образована воздушная полость, сообщенная с воздушным клапаном, а на внешней поверхности, по меньшей мере, одного конца оправки выполнено утолщение, выполненное как одно целое с оправкой, или в виде съемного кольца, надеваемого с натягом на конец оправки, при этом кольцо выполнено из упругого материала.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ АРМИРОВАННЫХ ПЛАСТИКОВ | 0 |
|
SU378327A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1985 |
|
SU1478553A3 |
| Устройство для транспортировки различных грузов | 1930 |
|
SU46223A1 |
| Способ вскрытия шпуровых отверстий в отражательных печах, отстойных горнах и других металлургических агрегатах | 1951 |
|
SU95290A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБ НА ЭЛАСТИЧНОМ ДОРНЕ | 2009 |
|
RU2458276C2 |
| Трубный элеватор | 1953 |
|
SU100451A1 |
| CN 102802900 A, 28.11.2012 | |||

