Известен станок для нарезания винтов с переменными шагом и диаметром, содержащий два следящих гидравлических устройства с двумя копирами, поперечный и продольный инструментальные суппорты с ходовыми винтами и валами, привод вращения ходового вала продольного суппорта и зубчатые передачи.
Предложенный станок отличается от известного тем, что его следящее гидравлическое устройство применено в качестве привода осевого перемещения ходового винта продольного инструментального суппорта с переменной скоростью, а поперечный инструментальный суппорт с помощью ходовых винта и валика через гитару со сменными зубчатыми колесами связан с приводом вращения ходового винта продольного суппорта.
Кроме того, станок снабжен регулируемыми упорами, взаимодействующими со следящим гидравлическим устройством.
Это позволяет повысить точность обработки винтов, а также обрабатывать винты с различными законами изменения шага на некоторых участках.
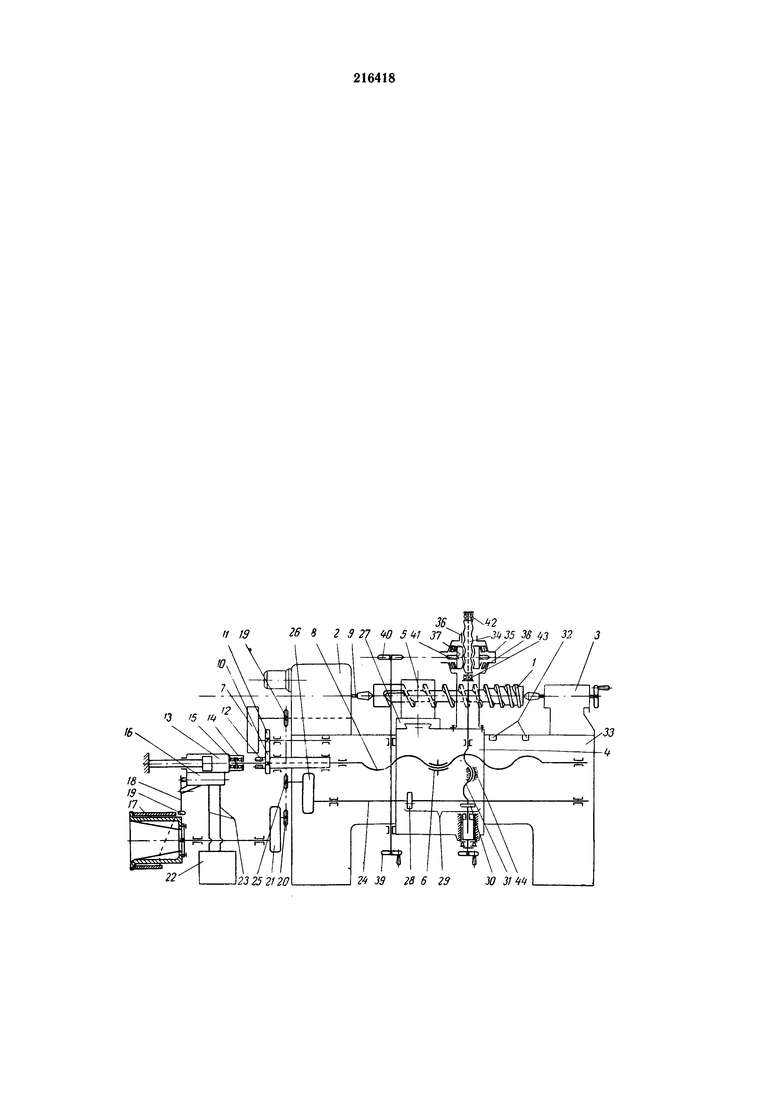
На чертеже представлена кинематическая схема станка.
Обрабатываемый винт 1 устанавливается в центрах передней 2 и задней 3 бабок станка. На продольном суппорте 4 смонтирована инструментальная головка 5.
От коробки скоростей, встроенной в переднюю бабку 2, изделию сообщается равномерное вращение. При сомкнутой маточной гайке 6 суппорт 4 получает продольное перемещение по заданному закону вдоль оси изделия. Это перемещение представляет собой сумму двух составляющих - постоянной и переменной. Постоянная (для данной настройки гитары 7) составляющая продольного перемещения сообщается суппорту 4 вращением ходового винта 8, кинематически связанного со шпинделем 9 изделия через коробку скоростей, гитару 7, зубчатые колеса 10 и 11 и шлицевую втулку 12.
Переменная составляющая продольного перемещения сообщается суппорту 4 подвижным гидроцилиндром 13 через поводок 14, соединенный упорными подшипниками 15 с левым хвостовиком винта 8, проходящим через втулку 12. Движением гидроцилиндра 13 управляет закрепленный на нем следящий золотник 16, в свою очередь управляемый барабанным копиром 17 через рычаг 18 с роликом 19. Копир 17 кинематически связан со шпинделем 9 изделия через коробку скоростей передней бабки 2, зубчатые колеса 19, 20 и гитару 21 и за время прохода инструментальной головки 5 по всей длине обрабатываемой детали делает один оборот.
Гитара 7 ходового винта 8 настраивается на средний шаг нарезаемого винта, что позволяет рационально использовать профиль копира 17. Последний испытывает нагрузку только от следящего золотника 16 и может быть изготовлен из листового материала.
Гидростанция 22 через трубопровод 23 питает следящее устройство рабочей жидкостью под необходимым давлением. Для достижения переменной высоты винта изделия имеется ходовой вал 24, получающий вращение от шпинделя 9 через коробку скоростей бабки 2, колеса 19, 25 и гитару 26, с помощью которой настраивается подача поперечного суппорта 27 на один оборот изделия. Вращение ходового вала 24 передается зубчатому колесу 28, расположенному в суппорте 4, и при помощи кинематической цепи 29 (показана условно) и колеса 30 горизонтальному винту 31 поперечной подачи (на схеме он условно повернут в вертикальное положение).
Введение в кинематическую цепь 29 муфты, управляемой от передвижных упоров 32, установленных на станине 33, позволяет получить переменную высоту витков не только на всей длине нарезаемого винта, но и на любом его участке.
На цилиндрическом хвостовике поперечного винта 31 расположен полый винт 34, застопоренный от проворота относительно корпуса 35 скользящей шпонкой 36. Гайка 37 винта 31 может вращаться в подшипниках 38. Вместе с маховичком 39 и кинематической парой 40, 41 все эти детали образуют механизм ручного перемещения поперечного суппорта 27. При вращении маховичка 39 полый винт 34 движется поступательно и через упорные подшипники 42 и 43 винт 31 с гайкой 44 перемещает суппорт 27 (на схеме оси суппорта 27 и винта 34 условно не совпадают). Это ручное перемещение может производиться одновременно с механическим и независимо от него.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к токарно-винторезному станку для обработки винтов с переменным шагом | 1976 |
|
SU663488A1 |
| Ю ГЕКА 1 | 1972 |
|
SU356047A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Станок для вибрационного накатывания | 1976 |
|
SU653097A1 |
| Токарный станок для нарезания винтов с переменным шагом | 1978 |
|
SU732096A2 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2253545C1 |
| ЗУБОШЛИФОВАЛЬНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2001 |
|
RU2223847C2 |
| Токарный станок для нарезания винтов с переменным шагом | 1979 |
|
SU891223A2 |
| Устройство для обработки винтовых поверхностей переменного шага | 1984 |
|
SU1278132A1 |
1. Станок для нарезания винтов с переменными шагом и диаметром, содержащий следящее гидравлическое устройство с копиром, поперечный и продольный инструментальные суппорты с ходовыми винтами и валами, привод вращения ходового вала продольного суппорта и зубчатые передачи, отличающийся тем, что, с целью повышения точности обработки винтов, следящее гидравлическое устройство применено в качестве привода осевого перемещения ходового винта продольного инструментального суппорта с переменной скоростью, а поперечный инструментальный суппорт с помощью ходовых винта и валика через гитару со сменными зубчатыми колесами связан с приводом вращения ходового винта продольного суппорта.
2. Станок по п. 1, отличающийся тем, что, с целью обеспечения возможности обработки винтов с различными законами изменения шага на некоторых участках, он снабжен регулируемыми упорами, взаимодействующими со следящим гидравлическим устройством.
