Изобретение относится к нефтепереработке, в частности к способам гидрооблагораживания нефтяных фракций.
Ужесточение требований к качеству товарных нефтепродуктов, получаемых на базе высокосернистых нефтей, предъявляет новые требования к процессам гидрооблагораживания светлых и остаточных нефтяных фракций.
Эффективность данных процессов существенно зависит от активности и стабильности используемых катализаторов. Активность характеризует скорость и глубину протекания каталитических реакций, стабильность - устойчивость активности в течение срока службы катализатора.
Эксплуатация катализаторов гидрогенизационных процессов всегда сопровождается снижением их активности.
Для современных каталитических процессов нефтепереработки и нефтехимии наиболее распространенная причина ухудшения показателей эксплуатации катализаторов - отложение кокса на их поверхности.
Длительность периода, в течение которого потенциал катализатора используется с максимальной эффективностью (первый межрегенерационный цикл), зависит от состава используемой каталитической системы и условий ее эксплуатации (качество перерабатываемого сырья, технологические параметры) и колеблется от 4-6 месяцев при переработке бензиновых и среднедистиллятных фракций вторичного происхождения [Нефтепереработка и нефтехимия. 2003 г., № 1, с.17-20] до 6 лет при гидроочистке прямогонных бензиновых фракций [Нефтепереработка и нефтехимия. 2004 г., № 4, с.47-51].
Частично восстановить активность катализаторов гидрогенизационных процессов можно так называемой окислительной регенерацией, т.е. процессом контролируемого выжига продуктов уплотнения углеводородсодержащих соединений кислородсодержащими смесями при температурах катализа и выше [Масагутов P.M., Морозов Б.Ф., Кутепов Б.И. Регенерация катализаторов в нефтепереработке и нефтехимии. - М.: Химия, 1978, с.3, 103-105].
Активность и стабильность катализаторов после окислительной регенерации зависят не только от условий эксплуатации, но и способа восстановления их активности, включая подготовку катализатора к регенерации, в том числе десорбцию углеводородов с их поверхности; собственно процесса окислительной регенерации, заключающегося в контролируемом выжиге продуктов уплотнения углеводородов, и последующего перевода активных компонентов из оксидной в предсульфидированную форму.
Все гидрогенизационные процессы протекают на катализаторах, содержащих активные металлы в виде сульфидов. Поэтому до начала переработки сырья проводят активацию катализаторов путем их сульфидирования.
Например, катализатор в оксидной форме, загруженный в реактор, вначале контактируют при повышенной температуре с водородсодержащим газом, смешанным с сульфидирующим агентом, таким как сероводород, или легко разлагающиеся сероорганические соединения, или сырье, или их смеси [Oil@Gas Journal, Dec.20, 1982, pp. 69-74].
Во всех случаях проведение процесса сульфидирования катализатора в условиях промышленной установки целевого процесса гидрооблагораживания сложно технологически и связано с дополнительными затратами времени, энергоресурсов, реагентов.
Наиболее эффективным способом нанесения серы на катализатор является способ сульфидирования вне реактора гидрообработки углеводородного сырья. Для этого используют серосодержащие соединения и/или элементную серу.
Например, для нанесения серы на катализатор предлагается использовать сероорганические соединения с температурой кипения выше 100°С [европатент № 0460300 A1, оп. 11.12.91, Б.И. № 50]. Примером таких соединений может служить 2,2-тиодиэтанол, тиодигликолевая кислота, 3.3-тиолдипропанол, 1.6-дигидрокси-2.5-дитиагексан, 3.6-дитиогептановая кислота. Серосодержащие соединения растворяют в воде или органическом растворителе, катализатор обрабатывают полученным раствором с последующей сушкой для удаления растворителя. Недостатком данного способа является дороговизна и дефицитность индивидуальных соединений серы, а так же необходимость удаления растворителя с катализатора, что всегда приводит к снижению прочности катализатора.
Известен способ нанесения на катализатор элементной серы путем контактирования катализатора с расплавленной серой при температурах 100-150°С до тех пор, пока жидкая сера не впитается в поры частиц катализатора. Катализатор охлаждается так, что сера отверждается в порах частиц, процесс нагрева и охлаждения катализатора с серой ведется в токе азота [патент США № 4.177.136 от 04.12.79]. Полученный продукт используется в качестве верхнего слоя каталитического пакета. Недостатком этого способа является его сложность, отсутствие регулирования количества наносимой серы, в том числе необходимость использования расплавленной серы, и ограничение проведения процесса только в среде инертного газа. Все это усложняет технологию и значительно удорожает стоимость конечного продукта.
Наиболее технологичным способом перевода катализаторов из оксидной в предсульфидированную форму является способ получения катализаторов в предсульфидированной форме путем смешения гранул катализатора, содержащего носитель и один или более каталитически активных металлов в оксидной форме, с элементной серой, взятой в количестве не более 50 мас.% от массы катализатора при температуре ниже температуры плавления серы, нагревания смеси катализатора с серой при температуре выше температуры плавления серы, при условии, что элементную серу применяют в виде частиц с размером не более размера частиц катализатора, нагревание смеси катализатора с серой осуществляют в токе воздуха или инертного газа при непрерывном перемешивании [патент РФ № 2229934].
В зависимости от состава используемой при окислительной регенерации кислородсодержащей смеси различают паровоздушную и газовоздушную регенерацию.
Например, известен способ регенерации, заключающийся в пропускании через отработанный адсорбент при температуре 121-399°С потока газа, представляющего собой смесь инертного газа с оксидами углерода, водородом и водяным паром [заявка № 97112457/04, дата публикации 1998.08.10.]. Описанный выше способ относится к паровоздушной регенерации.
Наиболее существенным недостатком паровоздушного способа регенерации применительно к катализаторам гидрогенизационных процессов является опасность обводнения катализатора в начальный период проведения регенерации, когда катализатор недостаточно прогрет. При дальнейшем повышении температуры происходит мгновенное испарение воды, что сопровождается разрушением гранул катализатора.
Применение водяного пара приводит так же к частичному вымыванию соединений активных металлов, что при дальнейшей эксплуатации сказывается на активности катализатора.
Снизить потери активности и прочности удается при проведении газовоздушной регенерации.
Газовоздушная регенерация проводится в потоке смеси инертного газа, обычно азота, с кислородом, взятым в концентрации 0,5-20 об.% [Технология катализаторов. /Под редакцией И.П.Мухленова. - Л.: Химия, 1974, с.69].
Газовоздушная регенерация может проводиться:
- или в реакторе технологической установки,
- или вне реактора технологической установки на специализированной установке регенерации.
Максимальное восстановление активности с минимальными потерями прочности катализаторов может достигаться при проведении окислительной регенерации вне реактора технологической установки на специализированной установке во вращающейся печи непрямого нагрева при температуре 450-550°С и давлении 0,4-1,0 ати [Масагутов P.M., Морозов Б.Ф., Кутепов Б.И. Регенерация катализаторов в нефтепереработке и нефтехимии. - М.: Химия, 1978, с.108-110] при условии ведения процесса при технологических параметрах (температура и количество подаваемого в печь кислородсодержащего газа, концентрация в нем кислорода), соответствующих физико-химическим характеристикам катализатора (природа носителя, состав активных компонентов, содержание кокса).
При проведении окислительной регенерации на специализированной установке необходимо учесть, что все катализаторы гидрогенизационных процессов в ходе эксплуатации приобретают пирофорные свойства. Неконтролируемое возгорание катализатора приводит к безвозвратной потере его активности и снижению прочности, что делает его дальнейшую эксплуатацию неэффективной.
Необходимо предусмотреть меры предосторожности при выгрузке отработанного катализатора для предотвращения его воспламенения при контакте с воздухом. С этой целью рекомендуется проведение пассивации катализатора. Суть операции пассивации заключается в блокировании в мягких условиях содержащихся на поверхности отработанного катализатора легковоспламеняющихся на воздухе соединений активных компонентов в форме тонкодисперсных сульфидов и металлов тонкой оксидной пленкой, после чего катализатор практически теряет пирофорные свойства.
Известен способ окислительной регенерации катализаторов путем выжига продуктов уплотнения углеводородов в среде кислородсодержащего газа при давлении 0,45-3,5 атм [патент РФ № 2053843]. Данный способ относится к газовоздушной регенерации, но не предусматривает стадии пассивации катализаторов, и следовательно может быть осуществлен только в реакторе технологической установки.
Проведение окислительной регенерации катализаторов в реакторе технологической установки всегда сопровождается значительным перепадом температур по объему реактора, что приводит к разрушению части катализатора, находящейся в зоне высоких температур и неполному выжигу продуктов уплотнения углеводородов на части катализатора, находящейся в зоне низких температур.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату является способ восстановления активности катализаторов гидрогенизационных процессов путем выжига продуктов уплотнения углеродсодержащих соединений в среде кислородсодержащего газа с предварительными десорбцией углеводородов с поверхности катализаторов в среде водородсодержащего газа при постепенном подъеме температуры от 200-220°С до 380-400°С и пассивацией соединений их активных компонентов, путем обработки при температуре 100-120°С и давлении 4-10 ати смесью инертного газа с кислородсодержащим компонентом, осуществляемых в реакторе технологической установки, и выжига продуктов их уплотнения на специализированной установке во вращающейся печи непрямого нагрева при температуре 450-550°С и давлении 0,4-1,0 ати [патент РФ № 2282501].
Целью предлагаемого изобретения является разработка технического решения, позволяющего проводить в промышленных условиях максимально возможное восстановление активности катализаторов гидрогенизационных процессов с минимальными потерями катализатора за счет разрушения.
Поставленная цель достигается способом восстановления активности катализаторов гидрогенизационных процессов путем последовательных операций десорбции углеводородов с поверхности отработанных находящихся в стационарном слое катализаторов в среде водородсодержащего газа при температуре 200-400°С; пассивации поверхности катализаторов за счет их обработки в стационарном слое при температуре 100-120°С кислородсодержащим газом с содержанием кислорода 0,02-0,5 об.%; выжига продуктов уплотнения углеводородов в потоке кислородсодержащего газа при температуре 400-550°С; перевода катализаторов из оксидной в предсульфидированную форму путем их контактирования с элементной серой в токе воздуха или инертного газа, при условии, что выжиг продуктов уплотнения углеводородов и перевод катализаторов из оксидной в предсульфидированную форму осуществляют в подвижном слое катализатора, при этом температура выжига продуктов уплотнения углеводородов регулируется температурой кислородсодержащего газа и объемным соотношением кислородсодержащий газ: катализатор (15-30):1; температура кислородсодержащего газа по мере снижения содержания углерода в катализаторе, направляемом на стадию выжига продуктов уплотнения углеводородов, составляет
при содержании углерода (мас.%) соответственно
концентрация кислорода в кислородсодержащем газе при выжиге продуктов уплотнения углеводородов составляет 12-20 об.%.
Отличительным признаком предлагаемого технического решения является то, что выжиг продуктов уплотнения углеводородов и перевод катализаторов из оксидной в предсульфидированную форму осуществляют в подвижном слое катализатора, при этом температура выжига продуктов уплотнения углеводородов регулируется температурой кислородсодержащего газа и объемным соотношением кислородсодержащий газ: катализатор (15-30):1; температура кислородсодержащего газа по мере снижения содержания углерода в катализаторе, направляемом на стадию выжига продуктов уплотнения углеводородов, составляет
при содержании углерода (мас.%) соответственно
концентрация кислорода в кислородсодержащем газе при выжиге продуктов уплотнения углеводородов составляет 12-20об.%.
Заданные в формуле предлагаемого изобретения последовательность и условия выполнения операций:
- десорбции углеводородов с поверхности катализаторов,
- пассивации поверхности катализаторов,
позволяют при сравнительно низких температурах блокировать соединения активных компонентов поверхности катализатора оксидной пленкой, предотвращающей возгорание катализатора при контакте с атмосферным воздухом при выгрузке катализатора из реактора технологической установки и доставке его на специализированную установку окислительной регенерации.
Заданные в формуле предлагаемого изобретения условия проведения выжига продуктов уплотнения углеводородов с поверхности обеспечивают высокую интенсивность процесса и исключают возможность перегрева катализатора выше максимально допустимой температуры, которая определяется термостойкостью катализатора.
Для алюмокобальтмолибленовых катализаторов существенное ухудшение прочностных характеристик и снижение содержания активных компонентов наблюдается при нагреве выше температуры 550°С, для алюмоникельмолибденовых - 520°С, для цеолитсодержащих катализаторов - 500°С.
Приведенная в формуле предлагаемого изобретения зависимость температуры кислородсодержащего газа от содержания углерода в регенерируемом катализаторе обеспечивает оптимальную температуру окислительной регенерации.
Процесс выжига продуктов уплотнения углеводородов с поверхности катализаторов сопровождается следующими реакциями:
(1) С+O2=CO2+395,4 кДж/моль
(2) С+1/2 О2=СО+110,4 кДж/моль
(3) СО+1/2 O2=CO2+285,0 кДж/моль
(4) S+O2=SO2+298 кДж/моль
(5) 2Н2+O2=2Н2O+136 кДж/моль
(6) 2MoS+5O2=2МоО3+2SO2
(7) 2NiS+3O2=2NiO+2SO2
(8) 2CoS+3O2=2CoO+2SO2
Реакции 1-8 начинаются при температуре не менее 270°С. В результате этих реакций происходит значительное выделение тепла, которое суммируется с теплом кислородсодержащего газа. Это может привести к резкому повышению температуры в слое катализатора в реакционной зоне. Во избежание перегрева катализатора температуру кислородсодержащего газа необходимо регулировать в зависимости от содержания углерода в катализаторе в соответствии с формулой предлагаемого изобретения.
Глубина осуществления реакций 1-8 и требуемый отвод из реакционной зоны выделяемого при этом тепла обеспечивается заданным в формуле предлагаемого изобретения объемным соотношением кислородсодержащий газ: катализатор. Превышение указанного расхода кислородсодержащего газа приведет к выносу катализатора вместе с дымовыми газами. Заниженный расход не обеспечит подачу в реакционную зону достаточного количества кислорода.
После проведения выжига углеродистых отложений активные компоненты катализатора находятся в оксидной форме.
Перемешивание катализатора, находящегося в оксидной форме, с элементной серой в условиях формулы предлагаемого изобретения позволяет нанести на поверхность катализатора количество серы, достаточное для перевода активных компонентов катализатора из оксидов в сульфиды без чрезмерного перегрева катализатора и использования токсичных жидких сероорганических соединений.
Применение ранее описанных выше технических решений для восстановления активности катализаторов гидрогенизационных процессов в принятом нами сочетании и условиях проведения каждой операции не известно.
Таким образом предлагаемое изобретение отвечает требованиям «новизна» и «существенное отличие».
Предлагаемый способ восстановления активности катализаторов гидрогенизационных процессов осуществляют следующим образом.
После прекращения подачи сырья в реактор установки гидрооблагораживания с неподвижным слоем катализатора проводят десорбцию углеводородов с поверхности катализаторов, для чего на загруженный в реактор катализатор подают водородсодержащий газ с содержанием водорода 60-80 об.% при температуре в реакторе 200-220°С. Постепенно со скоростью 25-30°С/час повышают температуру в реакторе до 380-400°С. Определяют концентрацию углеводородов в водородсодержащем газе. Выдерживают катализатор в указанных условиях до достижения концентрации углеводородов в водородсодержащем газе не более 0,5мас.%, после чего снижают температуру в реакторе до 100-120°С со скоростью 20-25°С/час.
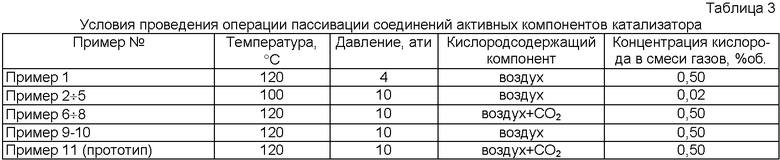
При температуре в реакторе 100-120°С переходят к выполнению операции пассивации. Для этого заменяют водородсодержащий газ на инертный, например на азот, и устанавливают давление в реакторе 4-10 ати. После полного вытеснения водорода из реактора в состав инертного газа вводят кислородсодержащий компонент, с расходом 400-600 нм3/м3 катализатора в количестве, обеспечивающим концентрацию кислорода в смеси газов 0,02-0,50 об.%. В качестве кислородсодержащего компонента используют кислород и/или двуокись углерода, и/или воздух.
После выравнивания концентрации кислорода на входе в реактор и на выходе из реактора температуру в реакторе снижают до 40-60°С, проводят выгрузку катализатора и перевозят выгруженный катализатор на специализированную установку окислительной регенерации, в состав который входят блок окислительной регенерации (принципиальная схема приведена на фиг.1) и блок предсульфидирования (принципиальная схема приведена на фиг.2).
От поступившего на установку катализатора отбирают представительную пробу, которую анализируют на содержание углерода. В зависимости от содержания углерода в поступившем на переработку катализаторе устанавливают режим эксплуатации блока окислительной регенерации и начинают проведение операции по выжигу углеродсодержащих соединений.
Для чего пассивированный катализатор подают в загрузочный бункер Б-11, откуда он равномерно стекает на поверхность сита С-11. Регулирование подачи катализатора из бункера Б-11 на сито С-11 осуществляется шибером, установленном в нижней части бункера Б-11. Вибрационное сито С-11 позволяет осуществлять отделение инертных шаров и катализаторной пыли от нерегенерированного катализатора.
Отсеянный нерегенерированный катализатор с вибрационного сита С-11 через транспортер-подьемник Т-11 подают в приемный бункер Б-21.
Из бункера Б-21 катализатор с помощью вибрационного питателя В-11 поступает в реактор регенерации Р-11, где при температуре 400-550°С происходит выжиг углеродистых отложений с поверхности катализатора (окислительная регенерация). Указанная температура обеспечивается температурой подаваемого в реактор кислородсодержащего газа, поступающего из печи подогрева П-11 с температурой 270-550°С в зависимости от содержания углерода на катализаторе, и концентрацией в нем кислорода (12-20 об.%), а также объемным соотношением кислородсодержащий газ: катализатор (15-30):1.
На выходе из реактора окислительной регенерации Р-11 катализатор попадает в приемный бункер Б-31, где происходит выделение дымовых газов и частичное охлаждение катализатора. Из бункера Б-31 катализатор через шибер стекает на вибрационный питатель В-21 и попадает на транспортер-подьемник Т-21, который обеспечивает его подачу на поверхность сита С-21, где происходит отделение регенерированного катализатора от образовавшихся при регенерации пыли и крошки.
Если регенерации подвергается смесь катализаторов с различным диаметром гранул, то катализатор, просеянный на сите С-21, направляют на сито С-31, в котором устанавливают соответствующие решетки, позволяющие осуществить разделение разных по размеру частиц катализатора.
Контроль за проведением процесса выжига углеродистых отложений ведут по содержанию в регенерированном катализаторе углерода (остаточное содержание не более 0,8 мас.%) и серы (остаточное содержание не более 0,4 мас.%). Пробы отбираются с сита С-21 или С-31 через каждый час.
Катализатор, полученный после выполнения операции выжига углеродистых отложений, направляют на блок предсульфидирования, где проводят операцию перевода катализаторов из оксидной в предсульфидированную форму.
Для этого катализатор с сита С-31 (или С-21) блока регенерации (см. фиг.1) подают в загрузочный бункер Б-12 блока предсульфидирования (см. фиг.2), откуда через шибер самотеком поступает на транспортер-подъемник Т-12. На этот же транспортер через дозатор Д-12 подают твердую элементную серу, измельченную до размера не более среднего размера частиц катализатора, в расчетном количестве. Для катализаторов гидроочистки, имеющих диаметр экструдатов 2-5 мм и длину 3-7 мм, размер частиц серы не превышает 5 мм.
С транспортера Т-12 смесь катализатора с порошком элементной серы поступает в приемный бункер Б-22, откуда вибрационным питателем В-12 подается в реактор предсульфидирования Р-12, где ее нагревают до температуры 120-160°С в течение 60 минут при непрерывном перемешивании. Нагрев смеси серы с катализатором происходит потоком нагретого в печи подогрева П-12 до температуры 140-200°С воздуха или инертного газа при расходе последних 2,0-4,5 нм3/м3 катализатора.
На выходе из реактора предсульфидирования Р-12 катализатор попадает в приемный бункер Б-32, где происходит частичное охлаждение катализатора. Из бункера Б-32 катализатор через шибер стекает на вибрационный питатель В-22, попадает на транспортер-подьемник Т-22 и выводится с установки.
Полученный катализатор направляют на установку гидрогенизационных процессов.
Предлагаемый способ восстановления активности катализаторов гидрогенизационных процессов иллюстрируется, но не исчерпывается примерами, приведенными ниже.
Сведения о катализаторах, используемых при иллюстрации предлагаемого способа восстановления активности катализаторов гидрогенизационных процессов, приведены в табл.1. В этой же таблице приведены характеристики катализаторов после их пассивации. Физико-химические свойства свежих катализаторов характеризуются содержанием в них соединений активных компонентов и коллективной прочностью на раздавливание.
Условия проведения стадий десорбции углеводородов с поверхности катализаторов, пассивации соединений активных компонентов катализаторов, выжига продуктов уплотнения углеводородов и получения катализаторов в предсульфидированной форме приведены в табл.2, 3, 4, 5 соответственно.
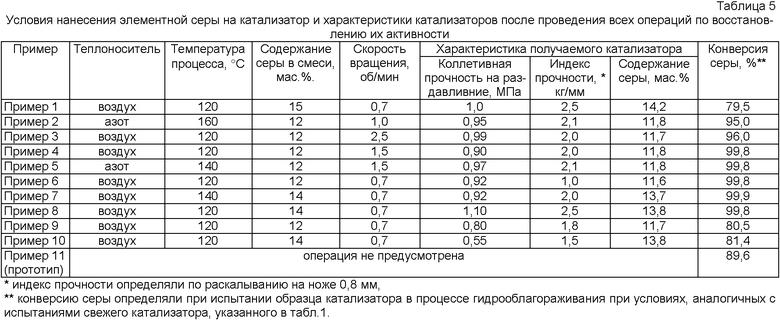
В табл.4 приведены также физико-химические характеристики катализаторов, полученных после выполнения операции выжига продуктов уплотнения углерода, в табл.5 - физико-химические и эксплуатационные характеристики катализаторов после выполнения операции перевода их из оксидной в предсульфидированную форму.
Физико-химические свойства катализаторов после пассивации характеризуются содержанием углерода и серы, после выжига продуктов уплотнения - содержанием углерода, оксидов активных металлов и прочностью, предсульфидированных - прочностью и содержанием серы.
Данные по содержанию серы и углерода на пасивированных катализаторах используются для выбора режима проведения операции выжига углеродистых отложений с поверхности катализатора.
Данные по содержанию углерода на катализаторе после выжига отложений свидетельствуют о полноте удаления с поверхности катализатора продуктов уплотнения углеводородов, т.е. об эффективности проведения стадии выжига продуктов уплотнения углеводородов. Последняя характеризуется так же наличием или отсутствием изменений содержания оксидов активных металлов и коллективной прочности на раздавливание.
Важным показателем предлагаемого способа является минимизация потерь катализатора за счет разрушения из-за снижения механической прочности на стадии выжига продуктов уплотнения углеводородов. Эти показатели приведены в табл.4.
Содержание серы в составе предсульфидированного катализатора определяется составом катализатора и колеблется в пределах 9-15 мас.%.
Предсульфидированный катализатор должен обладать прочностью на раскалывание, позволяющей производить загрузку каталитической системы с использованием специальных устройств, и выдерживать нагрузки, возникающие в процессе эксплуатации и регенерации. Последние определяются показателем коллективной прочности на раздавливание. Для катализаторов гидрогенизационных процессов прочность на раскалывание должна составлять не менее 1,8 кг/мм, на раздавливание - не менее 0,8 МПа.
В качестве эксплуатационного показателя использована конверсия серы, достигаемая при использовании этих катализаторов в процессах гидроочистки нефтяного сырья. Этот показатель дает представление о восстановлении активности катализатора.
Пример 1.
Восстановление активности катализатора PK-442Ni. Катализатор находился в эксплуатации на установке глубокого гидрооблагораживания вакуумного газойля с содержанием серы 2,0-2,5 мас.%.
Основные физико-химические и эксплуатационные характеристики свежего катализатора PK-442Ni приведены в табл.1.
После прекращения подачи сырья на катализатор PK-442NI установили концентрацию водорода в водородсодержащем газе 60 об.%, температуру в реакторе 220°С. Постепенно, со скоростью 25°С/час, повысили температуру в реакторе до 400°С. Концентрация углеводородов в водородсодержащем газе составила 4,2 мас.%. Катализатор выдержали в указанных условиях до достижения концентрации углеводородов в водородсодержащем газе 0,5 мас.%, после чего снизили температуру в реакторе до 120°С со скоростью 20°С/час. При температуре в реакторе 120°С заменили водородсодержащий газ на азот. Установили давление в реакторе 4 ати и приступили к проведению операции пассивации.
После полного вытеснения водорода из реактора к азоту, подаваемому в реактор, добавили воздух в количестве, обеспечивающем концентрацию кислорода в смеси газов 0,50 об.%. После выравнивания концентрации кислорода на входе в реактор и на выходе из реактора температуру в реакторе снизили до 40°С и приступили к выгрузке катализатора.
После выгрузки провели анализ катализатора на содержание в нем серы и углерода. Данные приведены в табл.1.
Выжиг продуктов уплотнения углеводородов с поверхности катализатора проводили на блоке окислительной регенерации специализированной установки (схема приведена на фиг.1), реактор Р-11 которой представляет собой вращающийся со скоростью 0,7-1,0 об/мин горизонтальную цилиндрическую емкость с внутренними продольными перегородками.
Выжиг проводили при давлении 1,0 ати и температуре 550°С, обеспечиваемой путем подачи в реактор регенерации технологического воздуха с температурой 270°С, концентрацией кислорода 20 об.% при соотношении кислородсодержащего газа к катализатору 15:1.
Потери после отсева регенерированного катализатора от образовавшихся в процессе эксплуатации и регенерации пыли и крошки составили 3,5%.
Физико-химические характеристики регенерированного катализатора приведены в табл.4.
Перевод катализатора из оксидной в предсульфидированную форму проводили на блоке предсульфидирования специализированной установки регенерации (см. фиг.2). Содержание серы в смеси, подаваемой в реактор Р-12, составляло 15 мас.%. Температуру в реакторе Р-12 поддерживали на уровне 120°С путем подачи в реактор воздуха, нагретого в печи П-12 до температуры 160°С. Время пребывания катализатора в зоне нагрева составляло 60 мин, скорость вращения реактора - 0,7 об/мин.
Сравнение характеристик свежего, после пассивации, после выжига отложений и предсульфидированного катализатора PK-442Ni показывает, что изменений в химическом составе катализатора практически не произошло, продукты уплотнения углеводородов удалены практически полностью. Прочностные характеристики и активность катализатора снизились незначительно, потери катализатора за счет разрушения минимальны.
Пример 2.
Восстановление активности катализатора РК-231Со. Катализатор находился в эксплуатации на установке гидрооблагораживания смесевых среднедистиллятных фракций с содержанием серы 1,6-2,0 мас.%, содержанием непредельных углеводородов 10-15 мас.%.
Основные физико-химические и эксплуатационные характеристики свежего катализатора РК-231Со приведены в табл.1.
После прекращения подачи сырья на катализатор РК-231Со установили концентрацию водорода в водородсодержащем газе 80 об.%, и температуру в реакторе 200°С. Постепенно, со скоростью 30°С/час, повысили температуру в реакторе до 380°С. Концентрация углеводородов в водородсодержащем газе составила 3,5 мас.%. Катализатор выдержали в указанных условиях до достижения концентрации углеводородов в водородсодержащем газе 0,4 мас.%, после чего снизили температуру в реакторе до 100°С со скоростью 25°С/час. При температуре в реакторе 100°С заменили водородсодержащий газ на азот. Установили давление в реакторе 10 ати и приступили к проведению операции пассивации.
После полного вытеснения водорода из реактора к азоту, подаваемому в реактор, добавили воздух в количестве, обеспечивающим концентрацию кислорода в смеси газов 0,02 об.%. Установили расход газовой смеси 600 нм3/м3 катализатора. После выравнивания концентрации кислорода на входе в реактор и на выходе из реактора температуру в реакторе снизили до 40°С и приступили к выгрузке катализатора.
После выгрузки провели анализ катализатора на содержание в нем серы и углерода. Данные приведены в табл.1.
Выжиг продуктов уплотнения углеводородов с поверхности катализатора проводили на блоке окислительной регенерации специализированной установки (схема приведена на фиг.1), реактор Р-11 которой представляет собой стационарную горизонтальную цилиндрическую емкость, оборудованную внутри движущейся лентой, для перемещения катализатора.
Выжиг проводили при давлении 0,4 ати и температуре 450°С, обеспечиваемой путем подачи в реактор регенерации технологического воздуха с температурой 380°С, концентрацией кислорода 12 об.% при соотношении кислородсодержащего газа к катализатору 30:1.
Потери после отсева катализатора от образовавшихся в процессе эксплуатации и регенерации пыли и крошки составили 3,0%.
Физико-химические характеристики катализатора после выжига продуктов уплотнения приведены в табл.4.
Перевод катализатора из оксидной в предсульфидированную форму проводили на блоке предсульфидирования специализированной установки (см. фиг.2). Содержание серы в смеси, подаваемой в реактор Р-12, составляло 12 мас.%. Температуру в реакторе Р-12 поддерживали на уровне 160°С путем подачи в реактор воздуха, нагретого в печи П-12 до температуры 200°С. Время пребывания катализатора в зоне нагрева составляло 60 мин, скорость вращения реактора - 1,0 об/мин.
Сравнение характеристик свежего, после пассивации, после выжига отложений и предсульфидированного катализатора РК-231Со показывает, что изменений в химическом составе катализатора практически не произошло, продукты уплотнения углеводородов удалены практически полностью. Прочностные характеристики и активность катализатора снизились незначительно, потери катализатора за счет разрушения минимальны.
Реализация предлагаемого способа регенерации каталитических систем гидрогенизационных процессов по примерам 3-11 проводилась в последовательности, аналогичной примерам 1-2, выжиг продуктов уплотнения углеводородов осуществляли в реакторе, конструкция которого описана в примере 1. При реализации предлагаемого изобретения по примеру 11 (прототип) операцию предсульфидирования не проводили. Перевод оксидов металлов в сульфиды проводили непосредственно в реакторе гидроочистки путем подачи в реактор диметилдисульфидов при температуре 180-340°С.
Сведения об используемых при выполнении примеров 3-11 катализаторах, технологические параметры каждой операции и получаемые результаты приведены в табл.1-5.
Видно, что при проведении операции выжига продуктов уплотнения углеводородов с поверхности катализаторов в соответствии с формулой предлагаемого изобретения (примеры 1-8) их физико-химические и эксплуатационные характеристики изменяются незначительно. Потери катализаторов в виде крошки и пыли минимальны.
Проведение этой операции с отклонением технологических параметров от заданных в формуле предлагаемого изобретения (примеры 9 и 10) приводит к значительному снижению активности катализатора, неполному выжигу углеродсодержащих соединений, ухудшению его прочностных свойств и большим потерям.
Техническим решением, изложенным в прототипе (пример 11), не предусмотрены контроль за характеристиками подаваемого в реактор выжига кислородсодержащего газа, его количеством, а также перевод катализаторов из оксидной в предсульфидированную форму вне реактора технологической установки.
Отсутствие контроля за количеством и характеристиками подаваемого в реактор выжига кислородсодержащего газа приводит к резким колебаниям температуры в реакторе выжига (регенерации) и неконтролируемому подъему температуры выше допустимых значений. В результате прочность катализатора и содержание в нем активных компонентов значительно снижается (по сравнению со свежим). Потери катализатора при перегрузке в виде пыли и крошки значительны. Активность катализатора значительно снизилась. Конверсия серы на катализаторе после регенерации составила всего 89,6% по сравнению с 95,5 у свежего.
Из приведенных выше данных видно, что реализация предлагаемого способа восстановлении активности катализаторов гидрогенизационных процессов протекает с минимальными потерями их активности и прочности.



| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКСНЫЙ СПОСОБ ВОССТАНОВЛЕНИЯ АКТИВНОСТИ КАТАЛИЗАТОРОВ ГИДРОПРОЦЕССОВ | 2020 |
|
RU2748975C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИТИЧЕСКИХ СИСТЕМ ГИДРОГЕНИЗАЦИОННЫХ ПРОЦЕССОВ | 2006 |
|
RU2290996C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2772593C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИТИЧЕСКОЙ СИСТЕМЫ ГИДРООБЛАГОРАЖИВАНИЯ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2003 |
|
RU2229934C1 |
| СПОСОБ АКТИВАЦИИ КАТАЛИТИЧЕСКОЙ СИСТЕМЫ ГИДРООБЛАГОРАЖИВАНИЯ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2005 |
|
RU2282501C1 |
| СПОСОБ РЕГЕНЕРАЦИИ ПАЛЛАДИЕВОГО КАТАЛИЗАТОРА | 2007 |
|
RU2331475C1 |
| СПОСОБ ОКИСЛИТЕЛЬНОЙ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРОВ ГИДРООЧИСТКИ НЕФТЯНОГО СЫРЬЯ | 2016 |
|
RU2638159C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИЗЕЛЬНОГО ТОПЛИВА | 2006 |
|
RU2316579C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРОВ РИФОРМИНГА НА ОКСИДЕ АЛЮМИНИЯ ИЛИ НА СУЛЬФИРОВАННОМ ОКСИДЕ АЛЮМИНИЯ | 1999 |
|
RU2157728C1 |
| СПОСОБ ГИДРООЧИСТКИ ДИЗЕЛЬНЫХ ФРАКЦИЙ | 2014 |
|
RU2596830C2 |
Изобретение относится к нефтепереработке, в частности к способам гидрооблагораживания нефтяных фракций. Описан способ восстановления активности катализаторов гидрогенизационных процессов путем последовательных операций десорбции углеводородов с поверхности отработанных находящихся в стационарном слое катализаторов в среде водородсодержащего газа при температуре 200-400°С; пассивации поверхности катализаторов за счет их обработки в стационарном слое при температуре 100-120°С кислородсодержащим газом с содержанием кислорода 0,02-0,5об.%, выжига продуктов уплотнения углеводородов в потоке кислородсодержащего газа при температуре 400-550°С; перевода катализаторов из оксидной в предсульфидированную форму путем их контактирования с элементной серой в токе воздуха или инертного газа при условии, что выжиг продуктов уплотнения углеводородов и перевод катализаторов из оксидной в предсульфидированную форму осуществляют в подвижном слое катализатора, при этом температура выжига продуктов уплотнения углеводородов регулируется температурой кислородсодержащего газа и объемным соотношением кислородсодержащий газ: катализатор (15-30):1. Технический эффект - восстановление активности катализаторов гидрогенизационных процессов с минимальными потерями катализатора за счет разрушения. 2 з.п. ф-лы, 2 ил., 5 табл.
1. Способ восстановления активности катализаторов гидрогенизационных процессов путем последовательных операций десорбции углеводородов с поверхности отработанных, находящихся в стационарном слое катализаторов в среде водородсодержащего газа при температуре 200-400°С; пассивации поверхности катализаторов за счет их обработки в стационарном слое при температуре 100-120°С кислородсодержащим газом с содержанием кислорода 0,02-0,5 об.% выжига продуктов уплотнения углеводородов в потоке кислородсодержащего газа при температуре 400-550°С; перевода катализаторов из оксидной в предсульфидированную форму путем их контактирования с элементной серой в токе воздуха или инертного газа, отличающийся тем, что выжиг продуктов уплотнения углеводородов и перевод катализаторов из оксидной в предсульфидированную форму осуществляют в подвижном слое катализатора, при этом температура выжига продуктов уплотнения углеводородов регулируется температурой кислородсодержащего газа и объемным соотношением кислородсодержащий газ: катализатор, равном (15-30): 1.
2. Способ по п.1, отличающийся тем, что температура кислородсодержащего газа по мере снижения содержания углерода в катализаторе, направляемом на стадию выжига продуктов уплотнения углеводородов, составляет при содержании углерода (мас.%) соответственно:
270-380°С выше 10
380-420°С 10-4
420-480°С 4-2
480-550°С менее 2.
3. Способ по п.1, отличающийся тем, что концентрация кислорода в кислородсодержащем газе при выжиге продуктов уплотнения углеводородов составляет 12-20 об.%.
| СПОСОБ АКТИВАЦИИ КАТАЛИТИЧЕСКОЙ СИСТЕМЫ ГИДРООБЛАГОРАЖИВАНИЯ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2005 |
|
RU2282501C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИТИЧЕСКИХ СИСТЕМ ГИДРОГЕНИЗАЦИОННЫХ ПРОЦЕССОВ | 2006 |
|
RU2290996C1 |
| SU 1067660 A1, 27.12.1996 | |||
| WO 2005035691 A1, 21.04.2005 | |||
| US 2002013223 A1, 31.01.2002. | |||

