Изобретение относится к нефтепереработке, к катализаторам гидрооблагораживания нефтяных фракций, в частности, к комплексным способам восстановления активности катализаторов гидропроцессов после их дезактивации в целевом процессе и окислительной регенерации, а также повышения активности исходных катализаторов.
Ужесточение требований к качеству товарных нефтепродуктов, получаемых на базе высокосернистых нефтей, предъявляет новые требования к процессам гидрооблагораживания светлых и остаточных нефтяных фракций.
Эффективность данных процессов существенно зависит от активности и стабильности используемых катализаторов. Активность характеризует скорость и глубину протекания каталитических реакций, стабильность - устойчивость активности в течение срока службы катализатора.
Эксплуатация катализаторов гидрогенизационных процессов всегда сопровождается снижением их активности.
Для современных каталитических процессов нефтепереработки и нефтехимии наиболее распространенная причина ухудшения показателей эксплуатации катализаторов - отложение кокса на их поверхности.
Длительность периода, в течение которого потенциал катализатора используется с максимальной эффективностью (первый межрегенерационный цикл), зависит от состава используемой каталитической системы и условий ее эксплуатации (качество перерабатываемого сырья, технологические параметры) и колеблется от 4-6 месяцев при переработке бензиновых и среднедистиллятных фракций вторичного происхождения [Нефтепереработка и нефтехимия, 2003 г., №1, с. 17-20] до 6 лет при гидроочистке прямогонных бензиновых фракций [Нефтепереработка и нефтехимия, 2004 г., №4, с. 47-51].
Частично восстановить активность катализаторов гидрогенизационных процессов можно так называемой окислительной регенерацией, т.е. процессом контролируемого выжига продуктов уплотнения углеводород-содержащих соединений кислородсодержащими смесями при температурах катализа и выше [Масагутов P.M., Морозов Б.Ф., Кутепов Б.И. Регенерация катализаторов в нефтепереработке и нефтехимии, - М: Химия, 1978, с. 3. 103-105].
Активность и стабильность катализаторов после окислительной регенерации зависят не только от условий эксплуатации, но и способа восстановления их активности, включая подготовку катализатора к регенерации, в том числе десорбцию углеводородов с их поверхности; собственно процесса окислительной регенерации, заключающегося в контролируемом выжиге продуктов уплотнения углеводородов, и последующего перевода активных компонентов из оксидной в предсульфидированную форму.
Все гидрогенизационные процессы протекают на катализаторах, содержащих активные металлы в виде сульфидов. Поэтому до начала переработки сырья проводят активацию катализаторов путем их сульфидирования.
Катализаторы гидропроцессов представляют собой оксидные системы NiO(CoO)-MoO3(WO3)-Al2O3, где оксиды Ni(Co),Mo(W)-активные компоненты, Al2O3 - пористый носитель. В процессе гидроочистки серусодержащего нефтяного сырья или перед вводом в процесс оксиды металлов осерняются с образованием сульфидов Ni(Co)Mo(W)S-действующих активных фаз. Активность катализаторов гидроочистки определяется строением действующих сульфидных фаз и их дисперсностью, т.е. размером частиц сульфидов. Эффективность различных способов предварительного осернения катализаторов гидропроцессов связана с дисперсностью предшествующих оксидных фаз, что определяется:
- условиями синтеза катализатора,
- проведением специальной обработки катализатора после окислительной регенерации отработанного катализатора, что сопровождается спеканием активных фаз, с целью повышения дисперсности оксидных фаз,
- способом нанесения на катализатор сульфидирующего агента, являющегося источником серы для перевода оксидов активных металлов катализаторов в их сульфиды.
Известен способ регенерации дезактивированного катализатора гидроочистки нефтепродуктов путем выжига кокса в двухконтурном реакторе регенерации при 500-600°С с последующей пропиткой растворами кислот с термообработкой, включающей сушку и прокалку при температуре 100-200°С и 400-650°С в течение 1-24 часов [RU 2640655, опубл. 11.01.2018, Бюл. №2].
Недостатками данного способа являются завышенная температура термической обработки обработанного растворами кислот регененированного катализатора, что приводит к агломерации активных фаз и, как следствие к снижению активности катализатора, и отсутствие специальной технологии сульфидирования катализатора регенерированного и обработанного кислотами катализатора, что также приводит к снижению его активности.
Известен способ регенерации дезактивированного катализатор и процесс гидроочистки углеводородного сырья, включающий в свой состав молибден, кобальт, никель, серу и носитель, характеризующийся тем, что дезактивированный катализатор прокаливают при условиях, обеспечивающих получение катализатора, имеющего объем пор 0,3-0,8 мг/л, удельную поверхность 150-280 м2/г, средний диаметр пор 6-15 нм и содержащего, мас %: СоО или NiO - 2,5-6,5; MoO3 - 12,0-24,0, SO4 - 0,3-3,0; С - не более 0,2, с последующей пропиткой лимонной кислотой в воде или в смеси воды и органическом растворителе [RU 2484896, опубл. 20.06.2013, Бюл. №17].
Недостатками данного способа являются отсутствие описания технологии регенерации отработанного катализатора, обеспечивающей получение регенерированного катализатора с заданными размерами и объемом пор и удельной поверхностью, что не позволяет корректно воспроизвести данный способ, а также отсутствие специальной технологии сульфидирования катализатора регенерированного и обработанного кислотами катализатора, что также приводит к снижению его активности.
Известен "Способ активации катализатора гидрооблагораживания" (пат. РСТ WO 2005/035691 A1, Albemarle), где описывается способ активации катализатора гидрооблагораживания, включающего оксиды металлов гр. VIB и гр. VIII, прокаленного свежего или отработанного и регенерированного путем обработки водными растворами органических кислот - предпочтительно лимонной или неорганической - фосфорной и органической добавки, характеризуемой точкой кипения в интервале 100÷400°С и растворимостью в воде не менее 5 г/л при комнатной температуре, с последующим старением (выдержкой) во влажном состоянии. В качестве добавок в примерах используются полиэтиленгликоль и глицерин.
Недостатком данного способа являются низкая активность регенерированного катализатора после его обработки раствором-активатором, содержащим 4÷10% мас лимонной кислоты и 10% полиэтиленгликоля, всего 61-97% от исходного свежего и низкий прирост активности свежего катализатора после такой же обработки, всего 76% против 70% исходного.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату является «Способ восстановления активности гидрогенизационных процессов» [RU 2358805, 20.06.2009, Бюл. 17], предусматривающий проведение последовательных операций десорбции углеводородов с поверхности отработанных находящихся в стационарном слое катализаторов в среде водородсодержащего газа при температуре 200-400°С; пассивации поверхности катализаторов за счет их обработки в стационарном слое при температуре 100-120°С кислородсодержащим газом с содержанием кислорода 0,02-0,5% об., выжига продуктов уплотнения углеводородов в потоке кислородсодержащего газа при температуре 400-550°С; перевода катализаторов из оксидной в предсульфидированную форму путем их контактирования с элементной серой в токе воздуха или инертного газа при условии, что выжиг продуктов уплотнения углеводородов и перевод катализаторов из оксидной в предсульфидированную форму осуществляют в подвижном слое катализатора, при этом температура выжига продуктов уплотнения углеводородов регулируется температурой кислородсодержащего газа и объемным соотношением кислородсодержащий газ : катализатор (15-30):1, температура кислородсодержащего газа по мере снижения содержания углерода в катализаторе, направляемом на стадию выжига продуктов уплотнения углеводородов, составляет
при содержании углерода (% мас) соответственно
концентрация кислорода в кислородсодержащем газе при выжиге продуктов уплотнения углеводородов составляет 12-20% об.
Недостатком данного способа является отсутствие стадий диспергирования агломератов активных компонентов, неизбежно образующихся в процессе окислительной регенерации (т.е. реактивация) и применяемой технологии сульфидирования регенерированного катализатора путем контактирования катализатора с элементной серой в потоке воздуха или инертного газа. Подобный способ приводит к созданию крупных агломератов активных компонентов катализатора с элементной серой. Отсутствие мелкодисперсных фаз в составе обработанного по данному способу катализатора снижает его каталитическую активность.
Целью настоящей работы является разработка комплексного способа восстановления и повышения активности катализаторов гидропроцессов с технологически приемлемыми условиями основных операций и возможностью их регулирования.
Поставленная цель достигается комплексным способом восстановления активности катализаторов гидропроцессов путем последовательных операций десорбции углеводородов с поверхности отработанных находящихся в стационарном слое катализаторов в среде водородсодержащего газа при температуре 200-400°С; пассивации поверхности катализаторов за счет их обработки в стационарном слое при температуре 100-120°С кислородсодержащим газом с содержанием кислорода 0,02-0,5%об, выжига продуктов уплотнения углеводородов в потоке кислородсодержащего газа в подвижном слое катализатора при температуре 270-480°С, обработке прошедших стадию выжига катализаторов пропиточным раствором с последующей сушкой и предсульфидирования просушенного материала, причем пропиточный раствор представляет собой смесь водного раствора комплексных соединений цитратов Со и Мо или Ni и Мо с диэтиловым эфиром и ПЭГ-1500 с кинематической вязкостью 3 -10 сСт, показателем рН 1,3 - 2,5 с увеличением содержания активных компонентов в катализаторе на 1-3%мас Мо и 1-4%мас Со или 1 - 4%мас Ni; пропиточный раствор готовят путем последовательного выполнения следующих операций: растворения нитрата Со или нитрата Ni и парамолибдата аммония в 1М растворе лимонной или щавелевой кислоты при температуре 40-60°С, введении в полученный раствор диэтилового эфира в концентрации 2-5%мас, введении в полученную смесь ПЭГ-1500 до достижения кинематической вязкости 3-10сСт; обработка прошедших стадию выжига катализаторов пропиточным раствором осуществляется путем пропитки катализаторов по влагоемкости при температуре 30 - 90°С с последующей сушкой получаемого продукта при температуре 180 - 200°С;обработанный пропиточным раствором катализатор после термической обработки пропитывается по влагоемкости полисульфидом с алкильными радикалами и температурой разложения 140 -150°С, вносимом в количестве, обеспечивающим содержание серы на поверхности катализатора 5-10%мас от содержания оксидов активных металлов в катализаторе.
Отличительным признаком предлагаемого технического решения является то, что пропиточный раствор представляет собой смесь водного раствора комплексных соединений цитратов Со и Мо или Ni и Мо с диэтиловым эфиром и ПЭГ-1500 с кинематической вязкостью 3-10сСт, показателем рН 1,3-2,5 с увеличением содержания активных компонентов в катализаторе на 1-3%мас Мо и 1-4%мас Со или 1-4%мас Ni; пропиточный раствор готовят путем последовательного выполнения следующих операций: растворения нитрата Со или нитрата Ni и парамолибдата аммония в 1М растворе лимонной или щавелевой кислоты при температуре 40-60°С, введении в полученный раствор диэтилового эфира в концентрации 2-5%мас, введении в полученную смесь ПЭГ-1500 до достижения кинематической вязкости 3 - 10 сСт; обработка прошедших стадию выжига катализаторов пропиточным раствором осуществляется путем пропитки катализаторов по влагоемкости при температуре 30 - 90°С с последующей сушкой получаемого продукта при температуре 180 - 200°С;бработанный пропиточным раствором катализатор после термической обработки пропитывается по влагоемкости полисульфидом с алкильными радикалами и температурой разложения 140 - 150°С, вносимом в количестве, обеспечивающим содержание серы на поверхности катализатора 5 -10%мас от содержания оксидов активных металлов в катализаторе. Состав пропиточного раствора, включая концентрацию активных металлов, его кислотность и вязкость, достигаемую введением поверхностно-активных веществ в указанных количествах (диэтилового эфира и ПЭГ 1500) обеспечивает формирование и равномерное распределение по поверхности катализатора активных металлических центров.
Регенерация катализатора всегда сопровождается частичной потере активных металлов катализатора NiO(СоО)-МоО3. Для восполнения этой потери в состав пропиточного раствора вводят водорастворимые соли кобальта(никеля) и молибдена. Для восстановления активности катализатора очень большое значение имеет восстановление дисперсности и доступности для перерабатываемого сырья активных металлов на поверхности катализатора,
При обработке регенерированных катализаторов гидроочистки, состоящих из оксидов NiO(СоО)-МоО3-Al2O3 хелатным соединением, в том числе кислотами, например раствором лимонной кислоты, происходит растворение присутствующих в них оксидов NiO(CoO), MoO3, Al2O3, присутствующих в катализаторе как в виде индивидуальных соединений, так и в виде их взаимных соединений типа CoMoO4(NiMoO4), Мо(Al2O4)3, CoAl2O4. Вводимые в состав пропиточного раствора диэтиловый эфир и ПЭГ с молекулярным весом 1500 обеспечивают мелкодисперсное распределение как находящихся на поверхности регенерированного катализаторов соединений кобальта(никеля)-молибдена, так и довносимых при реактивации компонентов. Совместное применение в составе пропиточного раствора диэтилового эфира в указанных количеством и ПЭГ с заданной молекулярной массой, обеспечивающей требуемую вязкости пропиточного раствора обеспечивают высокую проникающую способность комплексов, образованных органическими кислотами с оксидами активных металлов, что обеспечивает хорошее диспергирование активных фаз катализатора по его поверхности и, как следствие высокую активность катализатора в процессе.
Заданные в формуле предлагаемого изобретения условия и температурные режимы пропитки и сушки обеспечивают максимально равномерное распределение активных фаз катализатора при пропитке и подготовке его к сульфидированию.
Использование при сульфидировании полисульфида с заданными химическими и физическими свойствами обеспечивает своевременное разложение вносимого в катализатор полисульфида в процессе сульфидирования катализатора с образованием сероводорода и алкильных радикалов, которые в отличии от закольцованных радикалов не приведут к закоксовыванию катализатора в момент его пуска. Заданное количество полисульфида определяется стехиометрическим количеством серы, которая может вступить в реакции с содержащимися на катализаторе соединениями активных металлов при переводе их в активную сульфидную форму.
Применение ранее описанных выше технических решений для восстановления активности катализаторов гидропроцессов не известно.
Таким образом предполагаемое изобретение отвечает требованиям «новизна» и «существенное отличие».
Описываемый способ заключается в следующем.
Берется навеска регенерированного катализатора гидроочистки, определяется ее влагоемкость, содержание в ней активных металлов, углерода и серы.
Готовится пропиточный раствор путем последовательного выполнения следующих операций: растворения нитрата Co(Ni) и парамолибдата аммония в 1М растворе лимонной или щавелевой кислоты при температуре 40-60°С, введении в полученный раствор диэтилового эфира в концентрации 2-5% мас, введении в полученную смесь ПЭГ-1500 до достижения кинематической вязкости 3-10 сСт.
Полученным раствором пропитывают взятую навеску катализатора по влагопоглощению.
Пропитанный указанным выше способом катализатор при температуре 30-90°С в течении 4-6 часов, затем продолжают сушку полученного катализатора при температуре 180-200°С еще в течении 2-4 часов.
Определяют влагоемкость полученного после термической обработки катализатора. Берут необходимое для его пропитки количество полисульфида с алкильными радикалами и температурой разложения 140-150°С, в количестве обеспечивающим содержание серы на поверхности катализатора 5-10% мас от содержания оксидов активных металлов в катализаторе. Полисульфиду с указанными показателями, выпускаемому в промышленных масштабах, соответствует только ди-трет-бутил полисульфид формулы C8H18S4, этот полисульфид имеет алкильные радикалы, температура его разложения 144°С.
Обработанный описанным выше способом катализатор загружают в реактор, реактор опрессовывают, подают водород и сырье.
Активность катализатора оценивается по содержанию серы в продукте, наработанном на испытуемом образце катализатора при переработке прямогонной дизельной фракции с пределами выкипания 180-360°С с содержанием серы 1,2% мас при следующих технологических параметрах:
- давление - 40 атм,
- объемная скорость подачи сырья - 1,0 ч-1,
- соотношение водород : сырье - 400 нм3/м3.
- температура в реакторе - 340°С.
Ниже приведены примеры реализации предлагаемого технического решения, которыми оно иллюстрируется, но не исчерпывается.
Реализация всех примеров осуществлялась с использованием алюмо-кобальтмолибденового катализатора, регенерированного в среде кислородсодержащего газа с содержанием СоО - 3,2% мас, MoO3 - 14,2% мас, серы - 0,5% мас, углерода - 0,8% мас с водопоглощением 42%.
Пример 1.
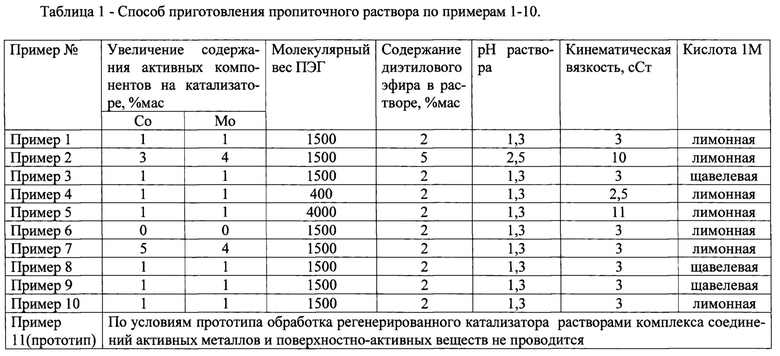
Берут 100 мл указанного выше катализатора. Готовят пропиточный раствор. Для этого в 35 мл 1М раствора лимонной кислоты растворяют азотнокислый кобальт и парамолибдат аммония в количестве, необходимом для увеличения содержания оксидов кобальта и молибдена на готовом катализаторе по 1% каждого. Тщательно перемешивают. К полученному раствору добавляют 0,84 г диэтилового эфира и ПЭГ 1500 в количестве, обеспечивающем вязкость раствора 3 сСт и значение показателя рН=1,3. Полученным раствором пропитывают пробу катализатора. Далее пробу сушат при температуре 30°С в течение 4 часов, затем еще 2 часа при температуре 180°С. Полученный катализатор пропитывают ди-трет-бутил полисульфидом в количестве, обеспечивающим содержание серы на катализаторе 10% мас от содержания активных металлов.
Полученный катализатор загружаем их в реактор гидроочистки дизельных фракций. Реактор опрессовываем, подаем водород расходом 40 нл/л, устанавливаем давление 40 атм, поднимаем температуру в реакторе до 120°С, при указанных условиях выдерживаем 1 час, после чего поднимаем температуру в реакторе до 340°С со скоростью 20°С в час). При достижении указанной температуры делаем выдержку в течение 1 часа, устанавливаем давление 40 атм, соотношение водород/сырье 400 нм3/м3 и в реактор подаем сырье расходом 100 мл в час (объемная скорость 1,0 ч-1). В качестве сырья используем прямогонную дизельную фракцию с содержанием серы 1,2% мас.
Наработку продукта при указанных условиях проводим в течение 4х часов. В полученном продукте определяем содержание серы. Получаем 9 ppm.
Таким образом на катализаторе, восстановленном по примеру 1, получен продукт с содержанием серы 9 ppm.
Испытания катализатора по примерам 2-11 проводят аналогично катализатору по примеру 1.
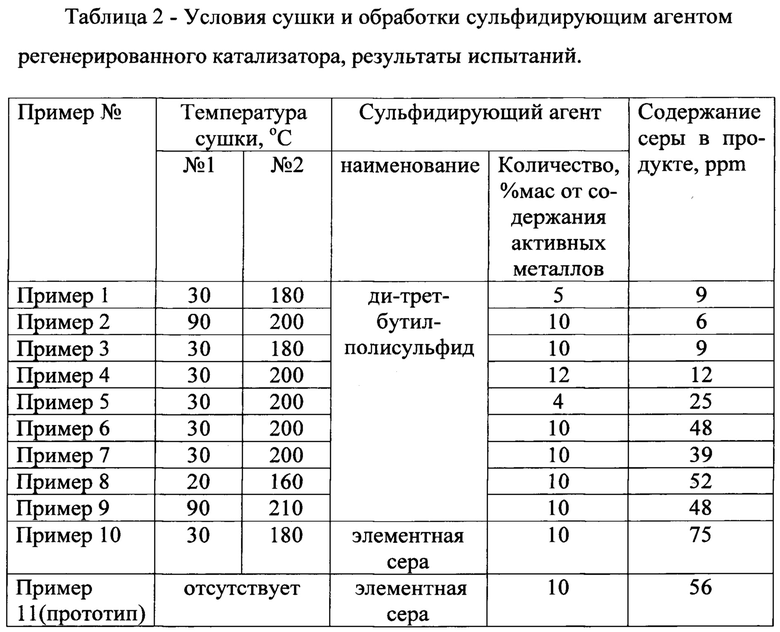
Условия восстановления активности катализаторов по примерам 1-11 приведены в табл. 1 и 2. Результаты испытания катализаторов по примерам 1-11 приведены в табл. 2.
Видно, что при проведении восстановления катализатора в соответствии с формулой предполагаемого изобретения (примеры 1-3) получаемые катализаторы обеспечивают при прочих равных условиях получение продукта с содержанием серы не более 10 ppm при температуре 340°С.
Проведение восстановления активности катализатора с отклонением технологических параметров от заданных в формуле предполагаемого изобретения (примеры 4-10) приводит к значительному снижению активности катализатора.
При проведении восстановления активности катализатора в соответствии с техническим решением, изложенным в прототипе (пример 11), активность катализатора также была ниже, чем при восстановлении катализатора в соответствии с формулой предполагаемого изобретения.
Из приведенных выше данных видно, что при реализация предлагаемого комплексного способа восстановления активности катализаторов гидропроцессов достигается максимальная активность катализатора в реакциях превращения сероорганических соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ реактивации дезактивированного катализатора гидроочистки | 2020 |
|
RU2757365C1 |
| РЕГЕНЕРИРОВАННЫЙ КАТАЛИЗАТОР ГИДРООЧИСТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ, СПОСОБ РЕГЕНЕРАЦИИ ДЕЗАКТИВИРОВАННОГО КАТАЛИЗАТОРА И ПРОЦЕСС ГИДРООЧИСТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2012 |
|
RU2484896C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ АКТИВНОСТИ КАТАЛИЗАТОРОВ ГИДРОГЕНИЗАЦИОННЫХ ПРОЦЕССОВ | 2008 |
|
RU2358805C1 |
| Способ восстановления активности цеолитсодержащего катализатора | 2019 |
|
RU2714677C1 |
| Способ реактивации катализатора гидроочистки дизельного топлива | 2020 |
|
RU2758845C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИТИЧЕСКИХ СИСТЕМ ГИДРОГЕНИЗАЦИОННЫХ ПРОЦЕССОВ | 2006 |
|
RU2290996C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ АКТИВНОСТИ КАТАЛИЗАТОРА ГИДРООЧИСТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2016 |
|
RU2640655C1 |
| СПОСОБ АКТИВАЦИИ КАТАЛИЗАТОРА ГИДРООЧИСТКИ | 2004 |
|
RU2351634C2 |
| РЕАКТИВИРОВАННЫЕ КАТАЛИЗАТОРЫ ГИДРООЧИСТКИ ДЛЯ ПРИМЕНЕНИЯ В СНИЖЕНИИ ВЫБРОСОВ СЕРЫ | 2020 |
|
RU2814491C2 |
| Способ пропитки носителя катализатора гидроочистки | 2022 |
|
RU2794669C1 |
Изобретение относится к области катализа. Описан комплексный способ восстановления активности катализаторов гидропроцессов путем последовательных операций десорбции углеводородов с поверхности отработанных находящихся в стационарном слое катализаторов в среде водородсодержащего газа при температуре 200-400°С; пассивации поверхности катализаторов за счет их обработки в стационарном слое при температуре 100-120°С кислородсодержащим газом с содержанием кислорода 0,02-0,5% об., выжига продуктов уплотнения углеводородов в потоке кислородсодержащего газа в подвижном слое катализатора при температуре 270-480°С, обработке прошедших стадию выжига катализаторов пропиточным раствором с последующей сушкой и предсульфидированием просушенного материала, причем пропиточный раствор представляет собой смесь водного раствора комплексных соединений цитратов Co и Mo или Ni и Mo с диэтиловым эфиром и ПЭГ-1500 с кинематической вязкостью 3-10 сСт, показателем рН 1,3-2,5 с увеличением содержания активных компонентов в катализаторе на 1-3% мас. Мо и 1-4% мас. Co или 1-4% мас. Ni. Технический результат - повышение активности катализатора. 3 з.п. ф-лы, 2 табл., 11 пр.
1. Комплексный способ восстановления активности катализаторов гидропроцессов путем последовательных операций: десорбции углеводородов с поверхности отработанных находящихся в стационарном слое катализаторов в среде водородсодержащего газа при температуре 200-400°С; пассивации поверхности катализаторов за счет их обработки в стационарном слое при температуре 100-120°С кислородсодержащим газом с содержанием кислорода 0,02-0,5% об., выжига продуктов уплотнения углеводородов в потоке кислородсодержащего газа в подвижном слое катализатора при температуре 270-480°С, обработки прошедших стадию выжига катализаторов пропиточным раствором с последующей сушкой и предсульфидированием просушенного материала, причем пропиточный раствор представляет собой смесь водного раствора комплексных соединений цитратов Co и Mo или Ni и Mo с диэтиловым эфиром и ПЭГ-1500 с кинематической вязкостью 3-10 сСт, показателем рН 1,3-2,5 с увеличением содержания активных компонентов в катализаторе на 1-3% мас. Мо и 1-4% мас. Co или 1-4% мас. Ni.
2. Способ по п. 1, отличающийся тем, что пропиточный раствор готовят путем последовательного выполнения следующих операций: растворения нитрата Co или нитрата Ni и парамолибдата аммония в 1М растворе лимонной или щавелевой кислоты при температуре 40-60°С, введения в полученный раствор диэтилового эфира в концентрации 2-5% мас., введения в полученную смесь ПЭГ-1500 до достижения кинематической вязкости 3-10 сСт.
3. Способ по п. 1, отличающийся тем, что обработка прошедших стадию выжига катализаторов пропиточным раствором осуществляется путем пропитки катализаторов по влагоемкости при температуре 30-90°С с последующей сушкой получаемого продукта при температуре 180-200°С.
4. Способ по п. 1, отличающийся тем, что обработанный пропиточным раствором катализатор после термической обработки пропитывается по влагоемкости полисульфидом с алкильными радикалами и температурой разложения 140-150°С, вносимом в количестве, обеспечивающем содержание серы на поверхности катализатора 5-10% мас. от содержания оксидов активных металлов в катализаторе.
| СПОСОБ ВОССТАНОВЛЕНИЯ АКТИВНОСТИ КАТАЛИЗАТОРОВ ГИДРОГЕНИЗАЦИОННЫХ ПРОЦЕССОВ | 2008 |
|
RU2358805C1 |
| СПОСОБ РЕГЕНЕРАЦИИ КАТАЛИЗАТОРОВ ДЛЯ ОБРАБОТКИ УГЛЕВОДОРОДОВ | 2009 |
|
RU2500476C2 |
| СПОСОБ АКТИВАЦИИ КАТАЛИЗАТОРА ГИДРООЧИСТКИ | 2004 |
|
RU2351634C2 |
| Клиновой сенситометр | 1932 |
|
SU34302A1 |
| JP 2010115645 A, 27.05.2010 | |||
| FR 2936962 A1, 16.04.2010. | |||

