Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для нагрева заготовок, приспособленному, в частности, для индукционного нагрева заготовок при изготовлении бутылок и контейнеров посредством выдувного формования.
Уровень техники
Известны различные устройства для нагрева заготовок, используемых при производстве полых тел из пластиковых материалов методом выдувного формования.
Один из вариантов подобных устройств описывается в документе WO 92/15442. Данное устройство обеспечивает дополнительный нагрев за счет излучения и конвекции посредством специального нагревательного элемента в районе стенки заготовки между участками стенки, растягивающимися при выдувании в разной степени, в частности, между одним участком, который практически не подвергается растяжению и другим участком, растяжение в котором значительно больше.
Однако в известных устройствах данный нагревательный элемент, в свою очередь, нагревается за счет непосредственной электропроводности, что вызывает проблемы перегрева, когда температура элементов всего устройства достигает значительных величин; наличие электрических сопротивлений приводит к его износу с течением времени и, следовательно, повышает расходы на эксплуатацию.
Распределение температур по элементам, определяемое конструкцией подобных устройств, также приводит к высокому рассеиванию энергии для достижения проектной температуры в элементе, нагревающем заготовку. Это также приводит к неточному фокусированию теплового потока по причине того, что данная конструкция является трудно настраиваемой, скорость нагрева заготовки является низкой из-за существенной тепловой инерционности конструкции и ограничений на максимальную температуру, которую можно получить при помощи традиционных сопротивлений.
В связи с этим имеется потребность в новом устройстве для нагрева заготовок, конструкция которого позволит преодолеть вышеупомянутые недостатки.
Раскрытие изобретения
Одной из основных целей настоящего изобретения является разработка устройства для нагрева заготовок, которое позволяет осуществлять точный и строго локальный нагрев заготовок перед этапом выдувания пластиковой бутылки или контейнера при их производстве.
Другой целью является разработка нагревательного устройства с новой компоновкой конструкции, которая обеспечивает лучшие характеристики, по сравнению с вариантом, в котором используются системы кондиционирования горячего воздуха, за счет снижения энергии, требуемой для достижения проектной температуры нагревательного элемента.
И, наконец, еще одной целью является разработка инфракрасного нагревательного устройства с простым и легко заменяемым излучающим элементом.
Таким образом, в настоящем изобретении предлагается достичь вышеописанных целей путем выполнения нагревательного устройства для производства полых тел из пластика, которое в соответствии с п.1 формулы изобретения содержит по меньшей мере одно индукционное средство (2), выполненное с возможностью индуцировать при прохождении через него тока магнитный поток по меньшей мере в одном средстве (4) теплопередачи для передачи путем излучения заданного количества тепла по меньшей мере одной заготовке (10), устанавливаемой в нагревательном устройстве, при этом устройство содержит на указанном по меньшей мере одном средстве теплопередачи средство для концентрации указанного магнитного потока, причем средство для концентрации магнитного потока имеет такую форму, чтобы в нем помещалось указанное по меньшей мере одно индукционное средство, при этом указанное по меньшей мере одно средство теплопередачи образовано кольцом, удерживаемым при помощи крепежной системы, которая жестко соединяет средство для концентрации магнитного потока и индукционное средство.
Предпочтительно это устройство может обеспечивать с заданными допусками назначенное распределение температур, как по толщине, так и по длине нагреваемой заготовки, обычно, выполненной из полиэтилентерефталата. Индуктор не нагревает заготовку непосредственно при помощи магнитного потока, в частности, потому что заготовка выполнена из непроводящего материала, нагреву подвергается кольцо из проводящего материала, имеющее соответствующее сечение, которое за счет излучения нагревает участок заготовки из полиэтилентерефталата.
Предпочтительно может быть установлен концентратор потока для лучшей концентрации полезного магнитного потока в нагревательном элементе. Это дополнительно улучшает распределение температур по элементам предложенного устройства, для того чтобы исключить недостатки, связанные с перегревом, и существенно улучшить характеристики и эффективность всей системы.
В определенных применениях, во всяком случае, можно исключить использование концентратора потока и, таким образом, упростить конструкцию устройства.
Зависимые пункты формулы изобретения описывают предпочтительные варианты осуществления изобретения.
Краткое описание чертежей
Прочие характеристики и преимущества изобретения станут более понятны в свете подробного описания предпочтительного, хотя и не исключительного, варианта осуществления показанного устройства для нагрева заготовок, не ограничивающий вариант которого проиллюстрирован при помощи прилагаемых чертежей.
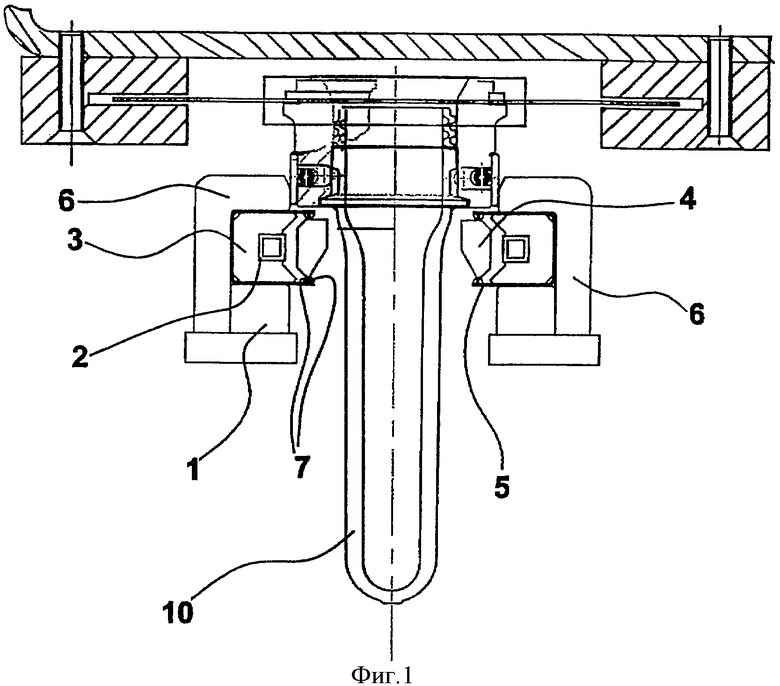
Фиг.1 - сечение первого варианта осуществления нагревательного устройства, соответствующего настоящему изобретению;
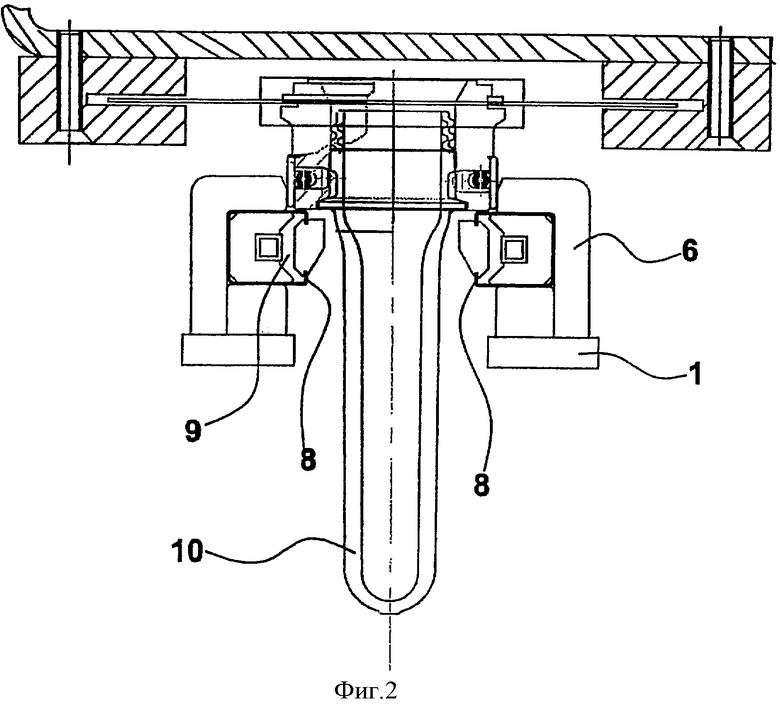
фиг.2 - сечение нагревательного устройства, показанного на фиг.1, с изменениями, относящимися к одному из компонентов;
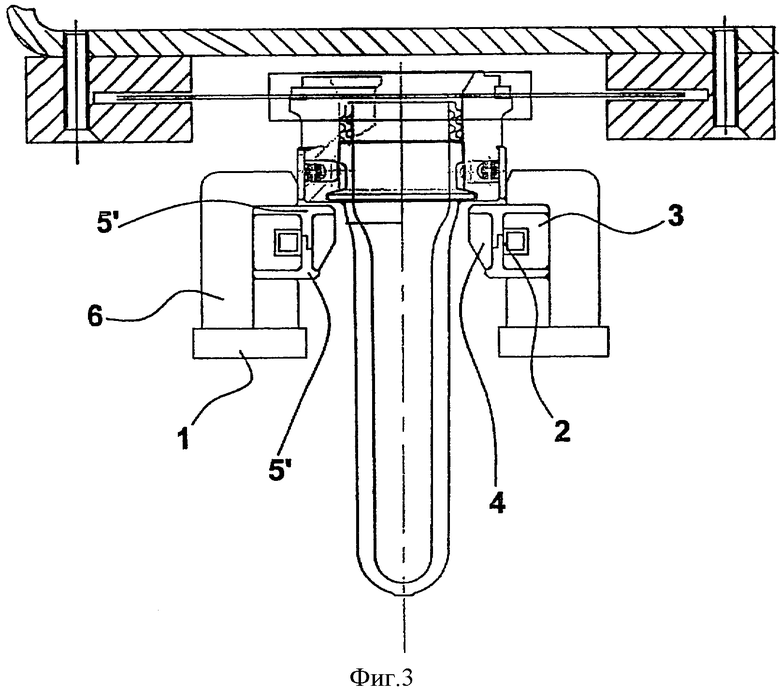
фиг.3 - сечение второго варианта осуществления устройства, соответствующего изобретению;
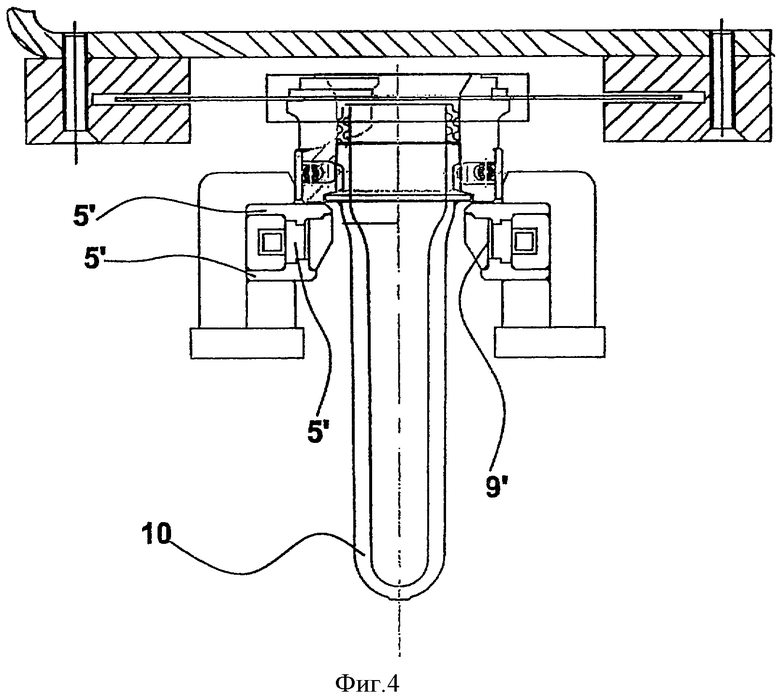
фиг.4 - сечение устройства, показанного на фиг.3, с изменениями, относящимися к одному из компонентов;
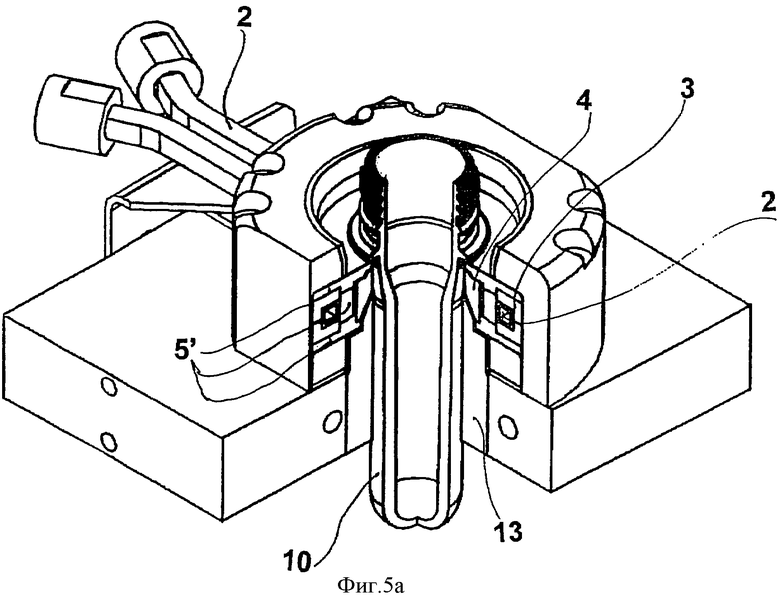
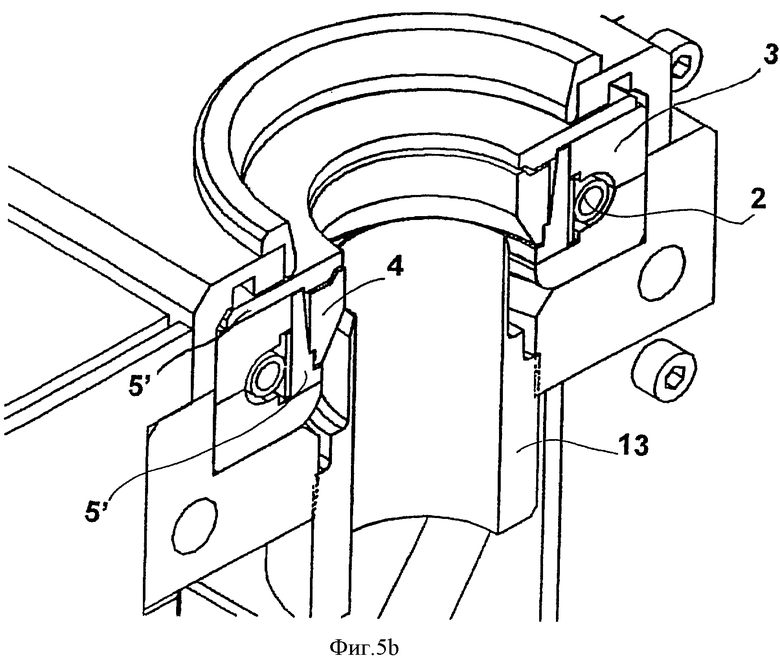
фиг.5 - вид в аксонометрии сечения устройства, соответствующего изобретению;
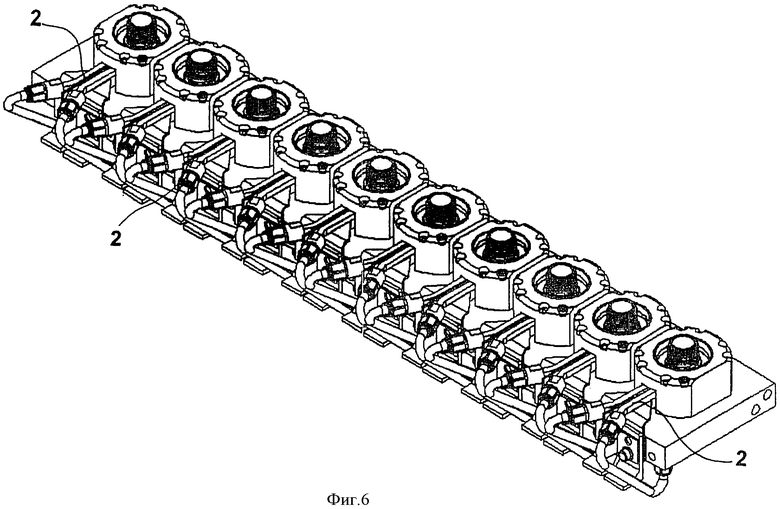
фиг.6 - вид в аксонометрии нескольких устройств, соответствующих изобретению, расположенных в один ряд;
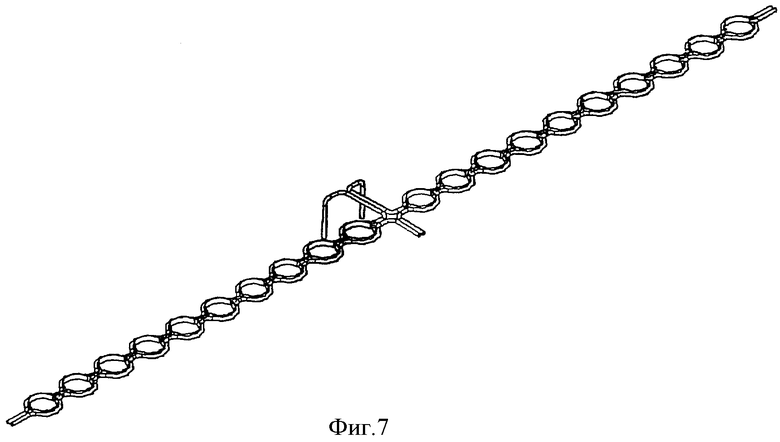
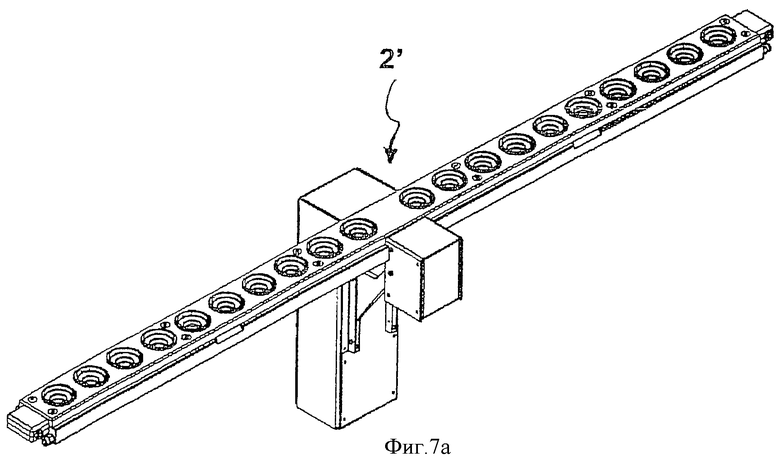
фиг.7 и 7а - другой вариант осуществления индукторов 2' с другим расположением соединения индукторов с силовой цепью;
Подробное описание изобретения
На фиг.1-4 показаны различные варианты осуществления устройства для нагрева заготовок, включающего в себя:
- индуктор 2,
- устанавливаемый в некоторых случаях концентратор 3 потока, выполненный из магнитного диэлектрического материала,
- нагревательное кольцо 4,
- по меньшей мере, одна опора 5 указанного кольца.
Данное устройство также включает в себя опорное основание 1, обычно стальное, и, по меньшей мере, одну наружную центрирующую опору 6 устройства, предпочтительно выполненную из алюминия. Указанное основание 1 и указанная, по меньшей мере, одна центрирующая опора 6 соединяются посредством крепежного средства 11, типа винтов, болтов или им подобных элементов.
Индуктор 2, предпочтительно выполненный из меди, проходит через внешнюю центрирующую опору 6 и имеет внутри устройства, предпочтительно, но не обязательно, круговую форму. Прохождение электрического тока через индуктор вызывает появление магнитного поля, поток которого предпочтительно передается, в том числе и посредством концентратора 3 потока, на нагревательное кольцо 4, выполненное, например, из сплавов обладающих высоким электрическим сопротивлением и высокой теплостойкостью, таких как, например, сплавы Ni-Cr-Fe, таким образом, чтобы данное кольцо нагрелось до заданной температуры, предпочтительно, превышающей 800°С. Данная температура кольца 4 позволяет передавать тепло путем излучения заготовке 10, в течение заданного времени, позволяющего осуществить соответствующий предварительный нагрев заготовок, используемых для изготовления пластиковых бутылок и контейнеров методом выдувного формования. Крышка устройства имеет отверстие соответствующих размеров для помещения заготовки 10 внутрь, в зону, окруженную нагревательным кольцом 4.
Предпочтительно индуктор 2 может охлаждаться при помощи проточной воды или другой охлаждающей текучей среды, циркулирующей внутри него.
В варианте осуществления изобретения, показанном на фиг.1, кольцо 4, имеющее в сечении форму многоугольника, удерживается при помощи крепежной системы простой конструкции, которая жестко соединяет концентратор 3 потока и индуктор 2 и имеет опору 5 кольца, снабженную отдельно изолированными металлическими лапками 7. Данное решение позволяет обеспечить хорошую тепловую изоляцию между нагревательным кольцом 4 и остальными элементами устройства, особенно с точки зрения явлений теплопроводности и конвекции.
На фиг.2 концы 8 опоры 5 еще более простого варианта осуществления крепежной системы захватываются пазами, выполненными в кольце 4. В устройствах, показанных на фиг.1 и 2 концентратор 3 имеет такую форму, чтобы индуктор 2 мог помещаться внутрь устройства. Между индукторно-концентраторным узлом и кольцом 4 имеется зазор 9.
Один из предпочтительных вариантов осуществления изобретения, показанный на фиг.3, определяет прочную конструкцию устройства, соответствующего изобретению, и обеспечивает лучшую защиту других излучающих элементов нагревательного кольца 4. Опора 5 кольца в данном варианте осуществления изобретения в действительности имеет большую толщину и образована одной или несколькими пластинами 5', формы которых, дополняют друг друга, состоящих из жаропрочного материала с низкой теплопроводностью, типа оксидов, керамики или армированного волокнами жаропрочного цемента, способного выдерживать рабочие температуры нагревательного кольца. Температура кольца сильно зависит от его теплопроводности, которая в связи с этим предпочтительно не должна превышать 1 Вт/мК.
В этом случае индукторно-концентраторный узел и кольцо соединяются друг с другом при помощи указанных жаропрочных пластин, что при этом позволяет избежать их непосредственного контакта.
В одном из предпочтительных вариантов, показанных на фиг.4, в варианте осуществления изобретения, приведенном на фиг.3, имеется зазор 9' между кольцом 4 и жаропрочными пластинами 5'. Наличие этого зазора 9' обеспечивает для элементов устройства дополнительную защиту от перегрева и, следовательно, снижает рассеяние энергии.
Для фокусировки излучения предпочтительно использование регулируемого экрана 13, установленного между телом помещенной в устройство заготовки 10 и внутренними элементами самого устройства чтобы, таким образом, дополнительно улучшить фокусирование нагрева на заданном участке заготовки, например, на горлышке.
Для улучшения характеристик нагревательного устройства, соответствующего изобретению, определенные варианты его осуществления подвергались испытаниям, при этом в каждом испытании использовались элементы из разного материала.
В результате этих испытаний для устройства, соответствующего настоящему изобретению, был выбран концентратор 3 потока из магнитного диэлектрического материала.
На практике данный материал позволяет получить заданную температуру кольца 4 с использованием фидера, обеспечивающего ток, величина которого составляет менее 40% от того, который потребовался бы при использовании концентратора 3 из другого материала, например, из феррита со стеклянной связкой. Несмотря на то, что феррит со стеклянной связкой является дешевым материалом, его использование в данном устройстве привело бы к большему энергопотреблению и более высокой стоимости того же фидера.
Испытания, проведенные для двух устройств с концентратором 3 из магнитного диэлектрика и из феррита со стеклянной связкой соответственно, с использованием частотного генератора, обеспечивающего частоту 10 кГц, позволили получить следующие результаты, которые мы приводим в качестве примера, относящегося к полной активной и рассеиваемой мощности, КПД и величине тока, необходимым для нагрева кольца 4 до температуры 900°С в установившемся непереходном состоянии:
Следует отметить, что концентратор потока из магнитного диэлектрического материала существенно повышает КПД устройства, позволяет использовать фидер меньших размеров и охлаждающую систему меньшей мощности, поскольку суммарная рассеиваемая мощность меньше.
Из анализа величины напряжения на концах фидера и сдвига фаз между напряжением и током и, соответственно, рассматриваемых реактивных мощностей, видно, что при использовании концентратора 3 или сердечника, выполненного из магнитного диэлектрического материала, поглощается значительно меньшая реактивная мощность, чем при использовании феррита со стеклянной связкой.
При помощи частотного анализа также было установлено, что концентратор 3 из магнитного диэлектрического материала обеспечивает более высокий КПД, даже при переменной частоте.
Термографический анализ показал, что температуры различных элементов, возникающие при работе устройства в непереходном режиме, являются вполне допустимыми для используемых материалов.
Предпочтительно при изготовлении бутылок или контейнеров из заготовок на специализированном заводе использование пластинчатого или многополостного модуля предполагается на этапе технологического процесса, предшествующем этапу применения пневмоформовочной машины, в которую можно помещать расположенную в виде массива или ряда серию нагревательных устройств, соответствующих настоящему изобретению, в которые могут помещаться нагреваемые заготовки.
Один из вариантов многополостного модуля с линейным расположением устройств, соответствующих изобретению, показан на фиг.6.
Для последовательной подачи мощности к двадцати устройствам одинакового типа, например, может использоваться генератор мощностью всего 20 кВт, т.е. к каждой полости будет подаваться мощность 1 кВт.
Устройство согласно настоящему изобретению, для нагревания заготовок, используемых при производстве бутылок для стандартных напитков, потребляет примерно 0.8 кВт на одну полость, что обеспечивает экономию примерно в 20% по сравнению с потребляемой мощностью известных устройств, обеспечивающих нагрев при помощи струи горячего воздуха. Удельная мощность нагрева получается даже выше чем мощность, обеспечиваемая существующими устройствами, и достигает, по меньшей мере, 15 Вт/см3.
Другими преимуществами устройства данного изобретения по сравнению с устройствами, в которых используется обдув струей горячего воздуха, заключаются в следующем:
- более высокая точность нагрева в области заготовки, что зависит только от геометрии устройства и не зависит от потока горячего воздуха, и, следовательно, большая стабильность процесса нагрева;
- управление процессом осуществляется только по температуре;
- наличие источника нагрева по всему периметру делает ненужным даже частичное вращение заготовки.
С точки зрения механики устройство данного изобретения имеет высокую надежность, благодаря наличию малого количества механических элементов, а обладает высокой стабильностью, при использовании конструкций, описанных в различных вариантах, не наблюдается никакого температурного расширения элементов. Данное устройство также является менее сложным, поскольку для точного нагрева не требуется совершенно никакого вращения заготовки.
Кроме того, полное отсутствие электрических сопротивлений существенно снижает эксплуатационные расходы на поддержание правильного функционирования устройства.
И, наконец, при помощи подобного устройства можно производить нагрев заготовок различных форм, таких как заготовки овальной формы с различным распределением толщины и даже при низких отношениях осевого удлинения, что имеет место для контейнеров с длинными горловинами.
Конкретные варианты осуществления изобретения, описанные здесь, не ограничивают объем данной заявки, которая охватывает все варианты изобретения, определяемые в пунктах формулы изобретения.
Устройство может использовано для нагрева заготовок перед этапом выдувного формования при производстве пластиковой бутылки или контейнера. Устройство содержит по меньшей мере одно индукционное средство, выполненное с возможностью индуцировать при прохождении через него тока магнитный поток по меньшей мере в одном средстве теплопередачи для передачи путем излучения заданного количества тепла по меньшей мере одной заготовке. Заготовка установлена в нагревательном устройстве. При этом устройство содержит на указанном по меньшей мере одном средстве теплопередачи средство для концентрации указанного магнитного потока. Причем средство для концентрации магнитного потока имеет такую форму, чтобы в нем помещалось указанное по меньшей мере одно индукционное средство. При этом указанное по меньшей мере одно средство теплопередачи образовано кольцом, удерживаемым при помощи крепежной системы, которая жестко соединяет средство для концентрации магнитного потока и индукционное средство. Изобретение обеспечивает наиболее точный и строго локальный нагрев заготовок. 15 з.п. ф-лы, 9 ил., 1 табл.
1. Устройство для нагрева заготовок, предназначенных для изготовления пластиковых изделий, содержащее по меньшей мере одно индукционное средство, выполненное с возможностью индуцировать при прохождении через него тока магнитный поток по меньшей мере в одном средстве теплопередачи для передачи путем излучения заданного количества тепла по меньшей мере одной заготовке, устанавливаемой в нагревательном устройстве, при этом устройство содержит на указанном по меньшей мере одном средстве теплопередачи средство для концентрации указанного магнитного потока, причем средство для концентрации магнитного потока имеет такую форму, чтобы в нем помещалось указанное по меньшей мере одно индукционное средство, при этом указанное по меньшей мере одно средство теплопередачи образовано кольцом, удерживаемым при помощи крепежной системы, которая жестко соединяет средство для концентрации магнитного потока и индукционное средство.
2. Устройство по п.1, характеризующееся тем, что указанная крепежная система содержит опорное средство для опоры указанного кольца.
3. Устройство по п.2, характеризующееся тем, что указанное опорное средство содержит металлические лапки.
4. Устройство по п.2, характеризующееся тем, что указанное опорное средство содержит концы, расположенные в соответствующих пазах, выполненных в кольце.
5. Устройство по п.2, характеризующееся тем, что указанное опорное средство содержит, по меньшей мере, одну пластину из жаропрочного материала с низкой теплопроводностью.
6. Устройство по п.5, характеризующееся тем, что две или более пластин выполнены взаимодополняющей формы.
7. Устройство по п.2, характеризующееся тем, что между кольцом и средством концентрации магнитного потока образован зазор.
8. Устройство по п.5, характеризующееся тем, что между кольцом и указанной по меньшей мере одной пластиной образован зазор.
9. Устройство по п.3, характеризующееся тем, что содержит основание и центрирующие устройство опоры, соединенные друг с другом при помощи крепежного средства.
10. Устройство по п.9, характеризующееся тем, что содержит регулируемый экран, установленный между телом по меньшей мере одной заготовки, устанавливаемой в указанное устройство, и внутренними элементами устройства таким образом, чтобы дополнительно улучшить фокусирование тепла на заготовку.
11. Устройство по п.4, характеризующееся тем, что содержит основание и центрирующие устройство опоры, соединенные друг с другом при помощи крепежного средства.
12. Устройство по п.11, характеризующееся тем, что содержит регулируемый экран, установленный между телом по меньшей мере одной заготовки, устанавливаемой в указанное устройство, и внутренними элементами устройства таким образом, чтобы дополнительно улучшить фокусирование тепла на заготовку.
13. Устройство по п.5, характеризующееся тем, что содержит основание и центрирующие устройство опоры, соединенные друг с другом при помощи крепежного средства.
14. Устройство по п.13, характеризующееся тем, что содержит регулируемый экран, установленный между телом по меньшей мере одной заготовки, устанавливаемой в указанное устройство, и внутренними элементами устройства таким образом, чтобы дополнительно улучшить фокусирование тепла на заготовку.
15. Устройство по п.7, характеризующееся тем, что содержит основание и центрирующие устройство опоры, соединенные друг с другом при помощи крепежного средства.
16. Устройство по п.15, характеризующееся тем, что содержит регулируемый экран, установленный между телом по меньшей мере одной заготовки, устанавливаемой в указанное устройство, и внутренними элементами устройства таким образом, чтобы дополнительно улучшить фокусирование тепла на заготовку.
| Способ контроля качества изделий | 1978 |
|
SU849067A1 |
| US 6844533 B1, 18.01.2005 | |||
| US 5180893 A, 19.01.1993 | |||
| US 4315725 A, 16.02.1982 | |||
| Камера для термической обработки нитей типа эластик | 1959 |
|
SU129265A1 |

