Изобретение относится к экструзионно-выдувному устройству для изготовления полых тел согласно преамбуле пункта 1 формулы изобретения. Изобретение также относится к способу изготовления пластиковых контейнеров в процессе экструзионно-выдувного формования.
Ранее традиционные контейнеры, выполненные из белого или цветного листового металла, стекла или же из керамики, все больше вытесняются контейнерами, выполненными из пластика. Главным образом пластиковые контейнеры используются, в частности, для упаковки текучих веществ, например напитков, нефти, чистящих принадлежностей, косметики и так далее. Малый вес и низкая стоимость, несомненно, играют немаловажную роль в этом замещении. Использование перерабатываемых пластиковых материалов и, в целом, более выгодный общий баланс энергии при их производстве также помогают продвигать признание потребителем пластиковых контейнеров, в частности пластиковых бутылок.
Пластиковые контейнеры, в частности пластиковые бутылки, например, выполненные из полиэтилена или полипропилена, изготавливаются экструзионно-выдувным формованием, в частности трубчатым выдувным формованием. В этом случае пластиковая трубка экструдируется из головки экструдера, вводится в приспособления для выдувного формования, раздувается посредством выдувного устройства, например выдувным дорном или выдувной иглой, в результате избыточного давления и отверждается охлаждением. Экструзионно-выдувные устройства, используемые для этой цели, в целом имеют, по меньшей мере, один экструдер для подачи пластичного материала. Выпуск экструдера соединен с головкой экструдера, из выпускного мундштука которой, ширина отверстия которого предпочтительно может регулироваться, выходит трубка, которая экструдируется в один или более слоев. Экструдированная трубка поступает к приспособлению для выдувного формования и раздувается внутри его полости, используя выдувное устройство, например выдувной дорн или выдувную иглу. Во время раздувания, используя выдувной дорн, горлышко бутылки формуется в то же самое время. Выдувная игла используется только для выполнения раздувания пластиковой трубки, вставленной в формующую полость. Пластиковая трубка может иметь один или более слоев и может экструдироваться в виде трубки с видимыми полосками, декоративными полосками или расположенными на периферии, с множеством сегментов, например, различных цветов.
Позиция выдувания и выдувное устройство традиционно расположены сбоку от головки экструдера, и приспособление для выдувного формования, в которое вводится экструдированная трубка, необходимо перемещать в позицию выдувания, где выдувное устройство, например выдувной дорн, затем вводится, обычно сверху, в полость для выдувного формования. Для непрерывной работы традиционно обеспечены две позиции выдувания в известном типе экструзионно-выдувных устройств. Каждая позиция выдувания снабжена приспособлением для выдувного формования. В этом случае позиции выдувания расположены напротив друг друга по обеим сторонам экструдера и имеют столы для выдувного формования с приспособлениями для выдувного формования, которые перемещаются поочередно под головкой экструдера, чтобы принять экструдированную трубку. В этом случае приспособление для выдувного формования открывается для извлечения трубки. После того как приспособление для выдувного формования закрылось, трубка отделяется между экструзионной головкой и приспособлением для выдувного формования. Затем стол для выдувного формования перемещается обратно в позицию выдувания, где выдувное устройство вводится в полость приспособления для выдувного формования, и трубка раздувается в соответствии с полостью для выдувного формования и затем удаляется. С множественными экструзионными головками и множественными приспособлениями для выдувного формования каждая позиция выдувания снабжена соответствующим количеством выдувных устройств, которые совместно вводятся в полости для выдувного формования. В целом экструдер с головкой экструдера и двумя позициями выдувания образуют приблизительно форму буквы T. В этом случае экструдер с головкой экструдера является длинным стержнем буквы T, тогда как столы для выдувного формования выполнены с возможностью поочередного перемещения под головкой экструдера вдоль коротких половинок горизонтальной линии.
Также известны экструзионно-выдувные устройства, в которых множество приспособлений для выдувного формования расположены на карусельном столе. Стол расположен приблизительно вертикально и перемещает приспособления для выдувного формования приблизительно по касательной до пластиковой трубки, которая непрерывно экструдируется из головки экструдера. Незадолго до достижения экструдированной трубки выдвинутое приспособление для выдувного формования открывается, чтобы извлечь трубку. При дальнейшем вращении стола приспособление для выдувного формования закрывается вокруг вставленной трубки, которая окончательно срезается при дальнейшем вращении. Расположение приспособлений для выдувного формования и скорость вращения стола выбраны таким образом, что трубка срезается только после того, как следующее приспособление для выдувного формования закрылось вокруг следующего участка трубки. При дальнейшем вращении стола трубка, которая расположена в полости приспособления для выдувного формования, наконец входит в позицию выдувания, где она раздувается в соответствии с полостью для выдувного формования посредством выдувного устройства, вводимого сбоку в формующее приспособление. Наконец раздутое полое тело выпускается из приспособления для выдувного формования в результате открытия. Во время дальнейшего перемещения приспособление для выдувного формования, которое расположено на карусельном столе, снова закрывается и перемещается обратно до головки экструдера, чтобы принять следующую экструдированную трубку.
WO 2004/078457 A1 раскрывает экструзионно-выдувное устройство для изготовления полых тел, в частности пластиковых бутылок, имеющее головку экструдера, которая расположена на раме устройства и имеет, по меньшей мере, один экструзионный мундштук, приспособление для выдувного формования, по меньшей мере, с одной полостью для выдувного формования, по меньшей мере, одно выдувное устройство и, по меньшей мере, одно средство отделения. Приспособление для выдувного формования имеет на его стороне, удаленной от экструзионного мундштука, отверстие, через которое выдувное устройство, которое также расположено на стороне приспособления для выдувного формования, которая удалена от головки экструдера, может вводиться в формующую полость. В результате выбранного расположения экструдированная пластиковая трубка удерживается и постоянно направляется через весь производственный цикл контейнера. В этом случае относительное осевое расстояние между приспособлением для выдувного формования и головкой экструдера изменяется. Традиционно это происходит посредством ограниченно управляемой осевой регулировки высоты головки экструдера относительно приспособления для выдувного формования во время производственного цикла. Трубка с полностью раздутым контейнером отделяется только после того, как приспособление для выдувного формования закрылось вокруг участка трубы, расположенного над ним. Средство отделения, которое также расположено на стороне приспособления для выдувного формования, которая удалена от экструзионного мундштука, обеспечено для отделения.
При осевой регулировке высоты головки экструдера необходимо перемещать большие массы за относительно короткие промежутки времени. Это приводит к сравнительно высокой энергетической потребности. Точная осевая регулировка высоты связана со сравнительно высокими затратами на регулировку. Однако точное расположение и исключение неверной установки пластиковой трубки, повторяемость производственного процесса в виде последовательности использования всего одной полости для выдувного формования и исключение простоев для боковой регулировки приспособления для выдувного формования оправдывают эти издержки. Тем не менее, желательно еще упростить это экструзионно-выдувное устройство, приводя к выдающимся результатам.
Устройство для изготовления полых тел, выполненных из пластика экструзионно-выдувным формованием, известно из WO 02/081180. Устройство имеет экструзионный узел, который имеет экструдер, определяющий продольное направление устройства, и головку экструдера, присоединенную к экструдеру, и установлен на раме устройства. По меньшей мере одна позиция выдувного формования имеет стол для выдувного формования с, по меньшей мере, одним формующим приспособлением, снабженным отверстием, расположенным на стороне формующего устройства, которая удалена от экструзионного мундштука. Формующее приспособление выполнено с возможностью перемещения по поперечному пути, проходящему по существу перпендикулярно продольному направлению, из крайнего положения в бок от головки экструдера в положение под головкой экструдера и обратно. Это позволяет выполнить экструзионный мундштук и отверстие формующего приспособления с вертикальным перекрытием. Экструзионный узел установлен в корпусе для того, чтобы быть выполненным с возможностью вертикального наклона вокруг горизонтальной оси, и поворота вбок вокруг вертикальной оси, и смещения в продольном направлении. Шарнирное крепление образовано в области центра тяжести экструзионного узла, а именно на концевом участке экструдера, который удален от головки экструдера. Узел привода экструдера зафланцован на корпусе коробки передач в качестве противовеса экструдеру.
Таким образом, задачей настоящего изобретения является упрощение экструзионно-выдувного устройства, основанного на единственном приспособлении для выдувного формования, причем головка экструдера выполнена с возможностью регулировки в осевом направлении относительно приспособления для выдувного формования таким образом, что затраты на конструкторские работы и затраты, связанные с регулировкой, снижены. Также должно быть возможным снижение затрат энергии для работы устройства. В этом случае должны быть сохранены преимущества экструзионно-выдувного устройства, причем головка экструдера выполнена с возможностью регулировки в осевом направлении относительно приспособления для выдувного формования, и экструдированная пластиковая трубка постоянно направляется во время производственного цикла, и по-прежнему должно быть возможным проведение способа экструзионно-выдувного формования с соответствии с принципом, представленным в WO 2004/078457 A1. Более того, по-прежнему должно быть возможным расположение даже относительно высоких приспособлений для выдувного формования под экструзионным мундштуком головки экструдера.
Решение этих вопросов заключается в экструзионно-выдувном устройстве для изготовления пластиковых контейнеров, демонстрирующем признаки, приведенные в отличительной части пункта 1 формулы изобретения. Связанный способ согласно изобретению демонстрирует признаки, приведенные в отличительной части независимого пункта формулы изобретения на способ. Разработки и/или предпочтительные варианты выполнения изобретения являются предметом зависимого устройства и формулы изобретения на способ соответственно.
Изобретение предлагает экструзионно-выдувное устройство для изготовления пластиковых контейнеров, в частности пластиковых бутылок, имеющее головку экструдера, которая присоединена, по меньшей мере, к одному экструдеру для пластичного материала и имеет, по меньшей мере, один экструзионный мундштук, приспособление для выдувного формования с, по меньшей мере, одной полостью для выдувного формования и, по меньшей мере, одно выдувное устройство, которое расположено на стороне приспособления для выдувного формования, которая удалена от головки экструдера, и может вводиться через отверстие, обеспеченное в нем, в полость для выдувного формования. Во время производственного цикла головка экструдера регулируется в осевом направлении по высоте относительно приспособления для выдувного формования. С этой целью экструдер сочленен с осью шарнира вдоль его продольной протяженности, подобно балансиру.
Для того чтобы позволить обработку даже пластиковых контейнеров, имеющих большие габаритные высоты, без сложности использования экструзионно-выдувного устройства, экструдер и ось его шарнира дополнительно выполнены с возможностью регулировки по высоте. Это позволяет размещение даже высоких приспособлений для выдувного формования под экструзионным мундштуком головки экструдера.
Наклоняемое сочленение экструдера позволяет очень легко регулировать относительное осевое удаление экструзионного мундштука от приспособления для выдувного формования. Регулировка высоты экструзионного мундштука ограничена абсолютным поворотным перемещением экструдера. Головка экструдера, присоединенная к экструдеру, автоматически следует поворотному перемещению и поворачивается вверх или вниз относительно ее начального положения. Это упрощает конструкцию экструзионно-выдувного устройства. Несмотря на простое осуществление регулируемости в осевом направлении головки экструдера, условия, требуемые для осуществления способа экструзионного-выдувного формования в соответствии с принципом, описанным в WO 2004\078457 A1, полностью обеспечены. Расположение приспособлений для выдувного формования между головкой экструдера и выдувным устройством сохраняется. Требующаяся для постоянного направления экструдированной трубки относительная регулировка расстояния между приспособлением для выдувного формования и головкой экструдера достигается посредством наклона экструдера, подобно балансиру.
Целесообразно, экструдер присоединен к поднимающему средству в области головки экструдера. Это поднимающее средство, например цепной привод, позволяет очень легко и энергоэффективно осуществлять поворотное перемещение экструдера.
Во время наклона экструдера экструзионный мундштук описывает с головкой экструдера дугу окружности. Для того чтобы позволить удерживание как можно меньшего горизонтального смещения экструзионного мундштука во время наклона, оказалось преимущественным, если экструзионный мундштук или его отверстие расположено на том же уровне, что и ось шарнира, когда экструдер расположен горизонтально.
Наклоняемость экструдера относительно его горизонтального начального положения выполнена таким образом, что головка экструдера описывает в области экструзионного мундштука максимальный подъем вплоть до +200 мм. Этот подъем является существенным для возможности осуществления способа экструзионно-выдувного формования только с одним приспособлением для выдувного формования и постоянного направления экструдированной трубки в соответствии с принципом, описанным в WO 2004/078457 A1. Максимальное горизонтальное смещение экструзионного мундштука при этом подъеме составляет вплоть до +20% максимального подъема и не ведет к каким-либо проблемам в осевой ориентации экструдированной пластиковой трубки и полости для выдувного формования.
Ось шарнира обеспечена вдоль продольной протяженности экструдера таким образом, что центр тяжести системы экструдер/головка экструдера остается, при обеспечении максимального отклонения, всегда на участке экструдера, который продолжается от головки экструдера до конца экструдера, который удален от головки экструдера. Располагающийся на головке экструдера центр тяжести всегда расположен за осью шарнира. Это обеспечивает то, что сила веса направлена вверх. В случае отказа поднимающего средства, например цепного привода, действующего в области головки экструдера, головка экструдера всегда поднята и не может ударить приспособление для выдувного формования или привести к смыканию. Подъем экструдера значительно облегчается таким расположением оси шарнира и требует меньших затрат энергии. Между тем меньше энергии требуется для опускания, поскольку этому все же способствует естественная гравитация.
Для того чтобы дополнительно упростить конструкцию, головка экструдера жестко присоединена к экструдеру. В результате любая регулировка в осевом направлении перемещения экструдера передается непосредственно экструдеру [головке экструдера]. Можно обойтись без дорогостоящих шарнирных соединений.
Для того чтобы позволить дополнительную регулируемость по высоте, помимо наклона подобно балансиру, головка экструдера может, в дополнительном варианте выполнения экструзионно-выдувного устройства, быть также расположена регулируемой по высоте в осевом направлении. Это препятствует чрезмерным поворотным перемещениям, и экструзионный мундштук не смещается чрезмерно далеко от горизонтали.
Выдувное устройство является выдувным дорном или выдувной иглой. Использование выдувного дорна имеет преимущество в том, что горлышко раздутой пластиковой бутылки также выполняется и калибруется в то же самое время, используя выдувной дорн. При использовании выдувной иглы раздувается только пластиковая трубка, вставленная в формующую плоскость. Выдувные иглы, например, также используются во множестве связанных формующих полостей, распложенных друг над другом, и в этом случае, например, вводятся в область горловины бутылки для раздувания. Экструзионно-выдувные устройства также могут оснащаться комбинацией выдувных дорнов и выдувных игл.
Требуемая осевая регулировка по высоте головки экструдера или экструзионного мундштука относительно приспособления для выдувного формования может осуществляться с относительно низкими затратами на энергию и регулировку в том смысле, что во время цикла изготовления пластиковой бутылки экструдер, который присоединен к головке экструдера, наклоняется вокруг оси шарнира подобно балансиру.
Для того чтобы удерживать как можно меньшее горизонтальное смещение экструзионного мундштука во время наклона, экструдер наклоняется из его горизонтального начального положения, в котором ось его шарнира расположена на том же уровне, что и экструзионный мундштук головки экструдера. В то же время соблюдается обеспечение того, что наклон ведет к максимальному подъему головки экструдера на его экструзионном мундштуке вплоть до +200 мм.
Для изготовления пластиковых контейнеров большой габаритной высоты устанавливается более высокое начальное положение для наклона экструдера. Это состоит в том, что экструдер поднимается вдоль оси его шарнира. Эти простые меры позволяют даже расположение приспособлений для выдувного формования, имеющих относительно большие габаритные высоты, под головкой экструдера, и предотвращение чрезмерно больших поворотных перемещений, которые могут привести к недопустимому горизонтальному смещению отверстия экструзионного мундштука.
Дополнительна мера для удерживания как можно меньшего горизонтального смещения экструзионного мундштука состоит в том, что помимо регулировки по высоте в результате наклона экструдера высота головки экструдера регулируется в раме.
Дополнительный вариант выполнения изобретения также может предусматривать смещение оси шарнира в продольном направлении во время наклона экструдера совместно с экструдером, чтобы компенсировать чрезмерно большие горизонтальные смещения отверстия экструзионного мундштука.
Дополнительные преимущества и признаки изобретения будут выявлены из следующего описания со ссылкой на схематичные чертежи примера варианта выполнения, на которых:
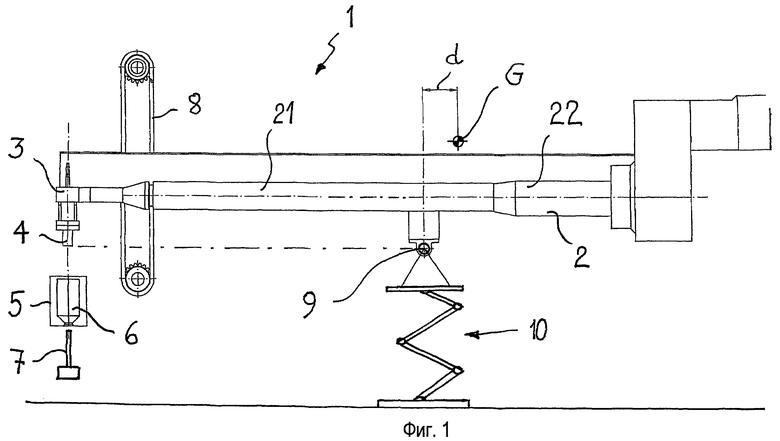
Фиг.1 - изображение принципа экструзионно-выдувного устройства согласно изобретению;
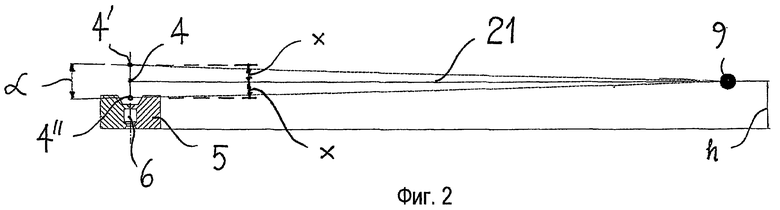
Фиг.2 - структурная схема наклона головки экструдера при малых размерах контейнера; и
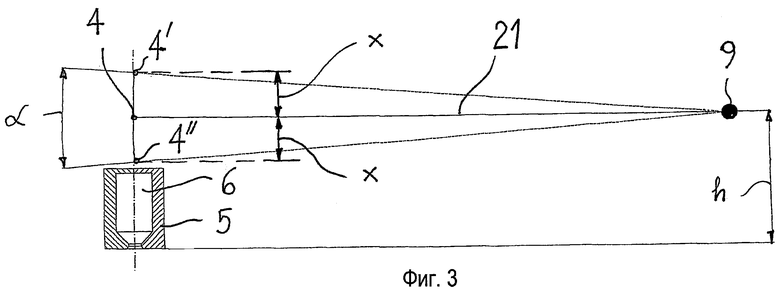
Фиг.3 - структурная схема наклона головки экструдера при приспособлении для выдувного формования с большими габаритными высотами.
Фиг.1 схематично изображает компоненты, существенные для понимания изобретения экструзионно-выдувного устройства, обеспеченного в целом ссылочной позицией 1. Экструзионно-выдувное устройство содержит экструдер 2, присоединенный на одном, переднем конце к головке 3 экструдера. Головка 3 экструдера имеет один или более экструзионных мундштуков 4. Приспособление 5 для выдувного формования, имеющее, по меньшей мере, одну полость 6 для выдувного формования, расположено под головкой 3 экструдера. Традиционно имеется одно и то же количество экструзионных мундштуков 4 и полостей 6 для выдувного формования. Показанная полость 6 для выдувного формования [так] открывается на стороне приспособления 5 для выдувного формования, которая удалена от экструзионного мундштука 4. Выдувное устройство 7, например выдувной дорн, которое ориентировано к отверстию полости 6 для выдувного формования и расположено на стороне приспособления 5 для выдувного формования, которая удалена от экструзионного мундштука 4, связано с каждой полостью 6 для выдувного формования. Выдувное устройство 7 может вводиться в полость 6 для выдувного формования через отверстие, чтобы раздуть вставленную экструдированную трубку в соответствии с формующей полостью 6, чтобы образовать пластиковый контейнер, например, чтобы образовать пластиковую бутылку.
Экструзионный мундштук 4, полость 6 для выдувного формования в приспособлении 5 для выдувного формования и выдувное устройство 7 по существу выровнены соосно друг с другом. Во время цикла изготовления пластикового контейнера относительное расстояние между экструзионным мундштуком 4 и приспособление 5 для выдувного формования изменяется. Пластиковый контейнер в этом случае изготавливается согласно принципу, который описан в WO 2004/078457 A1, и в этом отношении объявленный неотъемлемой частью настоящей заявки на патент. Пластиковая трубка, которая экструдируется из экструзионного мундштука 4 в один или более слоев, постоянно направляется в соответствии с принципом, описанным здесь. Пластиковая трубка в этом случае направляется посредством экструзионного мундштука 4 и приспособления 5 для выдувного формования или, когда части формы открыты, посредством экструзионного мундштука 4 и выдувного устройства 7, которое расположено в полностью раздутом пластиковом контейнере. Полностью раздутый пластиковый контейнер отделяется от экструдированной пластиковой трубки только после того, как части формы приспособления 5 для выдувного формования закрылись вокруг нового участка пластиковой трубки, экструдированной из экструзионного мундштука 4. В этом случае отделение происходит на стороне приспособления 5 для выдувного формования, которая удалена от экструзионного мундштука 4, с помощью отделяющего устройства, которое обеспечено там и не показано подробнее на Фиг.1.
Для того чтобы осуществить осевое относительное перемещение между экструзионным мундштуком 4 и приспособлением 5 для выдувного формования, экструдер 2 наклоняется вдоль его продольной протяженности вокруг оси 9 шарнира подобно балансиру. Поворотное перемещение передается головке экструдера экструзионным мундштуком 4. В результате расстояние между экструзионным мундштуком 4 и приспособлением 5 для выдувного формования, расположенным под ним, изменяется. Для начала поворотного перемещения экструдер 2 присоединен к поднимающему средству 8 в области головки 3 экструдера. Например, поднимающее средство 8 является цепным приводом. Как обозначено на Фиг.1 штрихпунктирной линией, ось 9 шарнира и экструзионный мундштук 4 или его отверстие расположены на одном уровне, когда экструдер 2 ориентирован горизонтально. Начиная с этого начального положения, экструдер может подниматься или опускаться на заданный уровень.
Ось 9 шарнира расположена вдоль продольной протяженности экструдера 2 таким образом, что общий центр G тяжести системы экструдер 2/головка 3 экструдера расположен в заднем участке 22 экструдера 2, который продолжается от оси 9 шарнира до конца экструдера 2, который удален от головки 3 экструдера. Второй, передний участок экструдера обозначен ссылочной позицией 21. Расстояние d от общего центра G тяжести до оси 9 шарнира в этом случае выбирается таким образом, что, даже при максимальном положительном или отрицательном отклонении экструдера 2 относительно его начального горизонтального положения, общий центр G тяжести остается в заднем участке 22 экструдера. Эта мера гарантирует, что сила веса на экструзионный мундштук 4 всегда направлена от приспособления 5 для выдувного формования, а именно вверх. Это надежно предотвращает наклон экструдера вниз в соответствии с ориентацией силы тяжести и удар экструзионным мундштуком 4 верхней стороны приспособления 5 для выдувного формования в случае выхода из строя поднимающего средства 8.
В примере варианта выполнения, показанного схематично на Фиг.1, экструзионно-выдувного устройства 1, помимо наклоняемости, экструдер 2, наряду с прочной офланцовкой на головке 3 экструдера, расположен также с возможностью регулировки по высоте. Для этой цели экструдер 2 расположен на подъемной платформе 10, например, в области соединения с осью 9 шарнира. Это позволяет адаптировать начальное горизонтальное положение экструдера 2 к приспособлениям 5 для выдувного формования различных высот. Это требуется, например, когда подлежат производству пластиковые контейнеры, имеющие большие габаритные высоты. Чрезмерно большие углы наклона головки 3 экструдера или экструзионного мундштука 4 исключаются во время наклона в результате регулируемости по высоте экструдера 2 вместе с его наклоном вокруг оси 9 шарнира. Иначе это приведет к слишком далеко смещенному по вертикали положению отверстия экструзионного мундштука 4. Это также предотвращает неправильную установку экструдированной трубки при изготовлении пластиковых контейнеров, имеющих большие габаритные высоты.
Фиг.2 и 3 схематично показывают условия во время наклона экструдера при двух приспособлениях 5 для выдувного формования, имеющих большие отличающиеся габаритные высоты, для формующих полостей 6 отличающейся высоты, для пластиковых контейнеров отличающейся величины. В каждом случае 21 обозначает передний участок экструдера, который продолжается от оси 9 шарнира вплоть до отверстия экструзионного мундштука, который обозначен на Фиг. 2 и 3 в каждом случае ссылочной позицией 4. При этом сплошные линии в каждом случае обозначают начальное горизонтальное положение, в котором отверстие экструзионного мундштука 4 расположено на том же уровне, что и ось 9 шарнира. Пунктирные линии обозначают крайние положения экструдера при наклоне из горизонтального положения в положительное (верх) или отрицательное (низ) положение. Максимальное отклонение отверстия экструзионного мундштука вверх или вниз обозначено в каждом случае ссылочными позициями 4' и 4'' соответственно. Происходящий при этом подъем в положительном или отрицательном направлении обозначен в каждом случае x и составляет до ±200 мм. Отверстие экструзионного мундштука 4 перемещается по дуге окружности в его верхнее или нижнее крайние положения 4' и 4". Максимальный угол наклона, измеренный между двумя крайними положениями 4', 4” отверстия экструзионного мундштука 4, обозначен α и состоит из двух углов наклона равной величины ±α/2 от центрального начального положения вниз и вверх соответственно.
Из Фиг.2 видно, что, имея относительно большое расстояние от оси 9 шарнира и относительно низкий подъем, отверстие экструзионного мундштука 4 фактически едва заметно смещается в горизонтальном направлении во время наклона в его два крайних положения 4' и 4”. Фиг.3, с другой стороны, показывает, что больший подъем ведет к заметному горизонтальному смещению крайних положений 4' и 4” отверстия экструзионного мундштука 4 относительного начального положения. При максимальном подъеме смещение составляет до 10% от максимального подъема. Смещения такого порядка величины допустимы и не ведут к каким-либо проблемам во время захвата экструдированной трубки формующими приспособлениями. На Фиг.2, в области оси 9 шарнира, ее регулируемость по высоте также обозначена ссылочной позицией h. Регилируемость h высоты оси 9 шарнира экструдера позволяет сделать допуск для требований к приспособлениям 5 для выдувного формования, имеющим большие габаритные высоты, без необходимости осуществления чрезмерно больших поворотных перемещения, который могут привести к недопустимым горизонтальным смещениям отверстия экструзионного мундштука 4.
Для изготовления особенно высоких пластиковых сосудов также может быть обеспечена регулировка по высоте головки экструдера относительно ее начального положения, наряду с изменением положения в результате наклона. Дополнительный вариант выполнения изобретения также может, более того, обеспечить смещение оси шарнира, во время наклона экструдера, совместно с экструдером, в продольном направлении, чтобы компенсировать чрезмерно большие горизонтальные смещения отверстия экструзионного мундштука.
Структурные схемы показывают головку экструдера только с одним экструзионным мундштуком и приспособление для выдувного формования только с одной полостью для выдувного формования. Понятно, что описанное устройство и описанный способ также могут быть применены в экструзионно-выдувных устройствах с множественными мундштуками и множественными приспособлениями для выдувного формования или устройствах с одним и/или множественными приспособлениями для выдувного формования. Количество выдувных устройств в этом случае адаптируется к количеству полостей для выдувного формования. Устройство согласно изобретению может являться экструзионно-выдувным устройством для непрерывной или прерывающейся экструзии пластиковой трубки. Аналогично, способ согласно изобретению может осуществляться в случае экструзии пластиковой трубки непрерывно или прерывисто.
Изобретение относится к экструзионно-выдувному устройство для изготовления полых тел, а также к способу изготовления пластиковых контейнеров. Экструзионно-выдувное устройство содержит головку экструдера, которая присоединена к, по меньшей мере, одному экструдеру и имеет, по меньшей мере, один экструзионный мундштук с приспособлением для выдувного формования с, по меньшей мере, одной полостью для выдувного формования и с, по меньшей мере, одним выдувным устройством. Выдувное устройство расположено на стороне приспособления для выдувного формования и может вводиться через отверстие, обеспеченное в нем, в полость для выдувного формования. Головка экструдера выполнена с возможностью регулировки по высоте в осевом направлении относительно приспособления для выдувного формования. Экструдер сочленен с осью шарнира и установлен с возможностью наклона вокруг оси шарнира вдоль его продольной протяженности подобно балансиру. Экструдер и ось его шарнира расположены с возможностью регулирования по высоте. Техническим результатом изобретения является возможность использования устройства для производства различного ассортимента пластиковых контейнеров. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Экструзионно-выдувное устройство для изготовления пластиковых контейнеров, в частности пластиковых бутылок, с головкой (3) экструдера, которая присоединена к, по меньшей мере, одному экструдеру (2) для пластичного материала и имеет, по меньшей мере, один экструзионный мундштук (4), с приспособлением (5) для выдувного формования с, по меньшей мере, одной полостью (6) для выдувного формования и с, по меньшей мере, одним выдувным устройством (7), которое расположено на стороне приспособления (5) для выдувного формования, которая удалена от головки (3) экструдера и может вводиться через отверстие, обеспеченное в нем, в полость (6) для выдувного формования, причем головка экструдера выполнена с возможностью регулировки по высоте в осевом направлении относительно приспособления (5) для выдувного формования, отличающееся тем, что экструдер (2) сочленен с осью (9) шарнира и установлен так, чтобы быть выполненным с возможностью наклона вокруг этой оси (9) шарнира вдоль его продольной протяженности подобно балансиру и тем, что экструдер (2) и ось (9) его шарнира расположены так, чтобы регулироваться по высоте.
2. Устройство по п.1, отличающееся тем, что экструдер (2) присоединен к поднимающему средству (8), например цепному приводу.
3. Устройство по п.1, отличающееся тем, что экструзионный мундштук (4) расположен на том же уровне, что и ось (9) шарнира, когда экструдер (2) ориентирован горизонтально.
4. Устройство по п.3, отличающееся тем, что экструдер (2) выполнен с возможностью наклона относительно его горизонтального начального положения таким образом, что головка (3) экструдера описывает в области экструзионного мундштука (4) максимальный подъем (х) вплоть до +200 мм.
5. Устройство по любому из пп.1-4, отличающееся тем, что ось (9) шарнира расположена вдоль продольной протяженности экструдера (2) таким образом, что общий центр (G) тяжести системы экструдер/головка экструдера расположен, при обеспечении максимального смещения, в заднем участке (22) экструдера, который продолжается от оси (9) шарнира до конца экструдера (2), который удален от головки (3) экструдера.
6. Устройство по любому из пп.1-4, отличающееся тем, что головка (3) экструдера жестко соединена с экструдером (2).
7. Устройство по любому из пп.1-4, отличающееся тем, что, помимо наклона подобно балансиру, головка (3) экструдера выполнена с возможностью смещения по высоте в осевом направлении.
8. Устройство по любому из пп.1-4, отличающееся тем, что ось (9) шарнира выполнена с возможностью смещения в осевом направлении.
9. Устройство по любому из пп.1-4, отличающееся тем, что выдувное устройство (7) является выдувным дорном или выдувной иглой.
10. Способ изготовления пластиковых бутылок с помощью экструзионно-выдувного устройства (1) по одному из предшествующих пунктов, отличающийся тем, что во время цикла изготовления пластиковой бутылки экструдер (2), соединенный с головкой (3) экструдера, наклоняется вокруг оси (9) шарнира подобно балансиру и тем, что для изготовления пластиковых контейнеров, имеющих большую габаритную высоту, новое начальное положение для наклона экструдера (2) устанавливается тем, что экструдер (2), вместе с его осью (9) шарнира, поднимается.
11. Способ по п.10, отличающийся тем, что экструдер (2) наклоняется из его горизонтального начального положения, в котором экструзионный мундштук (4) головки (3) экструдера расположен на том же уровне, что и ось (9) шарнира, и тем, что наклон ведет к максимальному подъему (х) головки экструдера на его экструзионном мундштуке (4) вплоть до +200 мм.
12. Способ по п.10, отличающийся тем, что экструдер (2) наклоняется таким образом, что общий центр (G) тяжести системы экструдер/головка экструдера, при обеспечении максимального смещения, не выходит за пределы положения оси (9) шарнира в направлении головки (3) экструдера, но остается на заднем участке (22) экструдера, который продолжается от оси (9) шарнира до конца экструдера (2), который удален от головки (3) экструдера.
13. Способ по любому из пп.10-12, отличающийся тем, что помимо наклона экструдера (2) головка (3) экструдера регулируется по высоте в осевом направлении.
14. Способ по любому из пп.10-12, отличающийся тем, что во время наклона экструдера (2) его ось (9) шарнира смещается в продольном направлении экструдера (2).
| WO 2004078457 A1, 16.09.2004 | |||
| DE 29807426 U1, 06.08.1998 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ЭКСТРУЗИОННО-РАЗДУВНЫМ ФОРМОВАНИЕМ | 2002 |
|
RU2283764C2 |
| US 5639415 A, 17.06.1997 | |||
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Устройство для контроля биения шкивов | 1984 |
|
SU1223024A1 |

