Изобретение относится к многослойной плите, включающей плиту заготовки, которая по своей лицевой стороне покрыта, по меньшей мере, одним пропитанным смолой слоем бумаги.
Известно о возможности покрытия древесно-стружечных плит, таких как стружечная плита, волокнистая плита, к примеру, MDF-плита (волокнистая плита средней плотности), или HDF-плита (волокнистая плита высокой плотности), или OSB-плита (стружечная плита с поверхностью древесной структуры), декоративной бумагой, которая предпочтительно пропитана аминопластовыми смолами. Далее известно о возможности покрытия слоистых материалов (continuous pressure laminate - CPL), образованных посредством наложения друг на друга нескольких слоев бумаги, декоративной бумагой, которая предпочтительно пропитана аминопластовыми смолами. Используемая для этого декоративная бумага имеет, как правило, вес, отнесенный на единицу поверхности, равный от 45 до 140 г/м2. Обычно используемые для пропитки бумажных лент смолы являются продуктами, полученными поликонденсацией из меламина с формальдегидом. Применяются, разумеется, также продукты, полученные поликонденсацией, которые имеют сополиконденсацию мочевины или/и меламина с формальдегидом.
При изготовлении пропитанной смолой бумаги бумага-основа в специальных агрегатах для пропитки пропитывается вышеозначенными смолами. Затем таким образом пропитанная и нарезанная на форматы декоративная бумага с одной стороны или с двух сторон накладывается на плиту заготовки и прессуется в многоэтажных прессах, прессах короткого такта или непрерывно работающих прессах (проходных прессах) в декоративный продукт, который затем, к примеру, в качестве декоративной плиты, рабочей плиты или напольного элемента поступает в продажу.
Для получения желаемой структуры поверхности декоративных продуктов или декоративной бумаги в прессах в большинстве случаев используются хромированные прессовальные листы, которые сформированы с соответствующими структурами поверхности. При этом под «структурой» понимается не только структура рельефа, как то структура древесины или структура камня, а также структура глянца, как то высокий глянец, как то сильный глянец, перламутровый глянец или матовый глянец.
Оптически с большим глянцем поверхность при этом в соответствии с нормами DIN 67530, ISO 2813, ASTM D 523 и BS 3900 Part D5 определена таким образом, что при угле падения 20° по отношению к плоскости поверхности она имеет характеристику более чем в 60 глянцевых единиц. Поверхности, которые при угле падения 60° по отношению к плоскости поверхности имеют характеристику от 10 до 70 глянцевых единиц, обозначаются как поверхности среднего глянца, в то время как поверхности матового глянца при угле падения 60° имеют менее чем 10 глянцевых единиц.
В то время как поверхности оптически матового глянца могут быть получены с помощью всех вышеназванных типов прессов, изготовление поверхностей оптически высокого глянца до сих пор возможно только в многоэтажных прессах с последующим обратным охлаждением.
Использование многоэтажных прессов для изготовления многослойных плит с поверхностью высокого глянца имеет, тем не менее, ввиду наличия необходимой фазы обратного охлаждения недостатки, связанные с большим потреблением энергии и большим сроком изготовления, так как весь цикл прессования занимает от 15 до 25 минут. При способе прессования с коротким тактом цикл прессования занимает в сравнении с этим только от 10 до 30 сек, а при непрерывном способе изготовления цикл прессования длится даже только от 5 до 10 сек.
Поэтому задачей предложенного на рассмотрение изобретения является изготовление многослойной плиты, которая и на агрегатах с коротким тактом и на непрерывно работающих установках может быть изготовлена с высоко глянцевой поверхностью.
Для решения данной задачи изобретение предоставляет многослойную плиту в соответствии с оригинальной версией, у которой на обращенной от плиты заготовки стороне, по меньшей мере, одного слоя бумаги или верхнего слоя бумаги имеется слой смолы, средняя толщина которого составляет, по меньшей мере, 5 мкм.
Посредством слоя смолы в соответствии с изобретением и при использовании способа короткого такта, и при проходном прессовании могут быть изготовлены высокоглянцевые поверхности в соответствии с вышеупомянутым определением, так как средняя толщина слоя, по меньшей мере, в 5 мкм препятствует тому, чтобы волокна бумаги выступали на поверхности декоративной бумаги и, таким образом, ухудшали отражательные свойства поверхности.
При этом слой смолы предпочтительно является, в основном, выполненным проходящим насквозь слоем, толщина которого в любом месте составляет, по меньшей мере, 2 мкм, предпочтительно, по меньшей мере, 3 мкм. Таким образом обеспечивается то обстоятельство, что слой смолы ни в каком месте не будет настолько тонким, чтобы, несмотря на среднюю толщину слоя, по меньшей мере, в 5 мкм, отдельные волокна бумаги еще могли локально выступать на поверхности слоя бумаги.
Толщина слоя может, к примеру, составлять самое большее 100 мкм, предпочтительно самое большее 50 мкм, еще более предпочтительно самое большее 20 мкм, так как еще большая толщина слоя лишь влечет за собой повышенный расход смолы и не достигается никакого дальнейшего улучшения свойств поверхности, в частности поверхностного глянца.
И у многослойной плиты в соответствии с изобретением, по меньшей мере, один слой бумаги может включать в себя видимый слой бумаги, предпочтительно декоративный слой бумаги.
Использованный при изготовлении многослойной плиты видимый слой бумаги предпочтительно имеет измеренную по Бекку лощеность бумаги-основы, по меньшей мере, 20 сек, предпочтительно, по меньшей мере, 25 сек. Посредством такой высокой лощености можно добиться того, что нанесенное количество смолы значительно меньше оседает в бумагу, чем при не столь гладкой бумаге, вследствие чего слой смолы в соответствии с изобретением может быть достигнут посредством относительно небольшой массы смолы. Видимый слой бумаги может иметь, к примеру, вес на единицу площади в пределах примерно от 45 г/м2 до 140 г/м2.
Далее между плитой заготовки и видимым слоем бумаги может располагаться, по меньшей мере, один подкладочный слой бумаги, который служит в качестве следующего барьера против осадки смолы. В качестве альтернативы или дополнительно на обращенной от плиты заготовки стороне видимого слоя бумаги может быть предусмотрен верхний слой бумаги, который, главным образом, служит для повышения износоустойчивости многослойной плиты. Этот верхний слой бумаги предпочтительно имеет вес на единицу площади в пределах примерно от 10 г/м2 до 80 г/м2. В результате пропитывания смолой верхний слой бумаги становится, по существу, прозрачным, так что он практически не препятствует обозрению видимого слоя бумаги, выполненного предпочтительно в виде декоративного слоя бумаги.
Используемая смола является предпочтительно продуктом, полученным поликонденсацией из меламина или/и мочевины с формальдегидом.
Плита заготовки является предпочтительно древесно-стружечной плитой, к примеру, стружечной плитой или волокнистой плитой, предпочтительно MDF-плитой, или HDF-плитой, или OSB-плитой. В качестве альтернативы плита заготовки может являться полученным посредством наложения друг на друга нескольких слоев бумаги слоистым материалом (CPL-плита).
Другие свойства, признаки и преимущества предложенного на рассмотрение изобретения будут очевидны из последующего детального описания совместно с приложенными чертежами, которые приблизительно более подробно разъясняют вариант осуществления изобретения. Представлено:
фиг.1 - неточное схематичное изображение в разрезе для пояснения основной структуры многослойной плиты в соответствии с изобретением;
фиг.2 - схематичное изображение поперечного сечения поверхностной зоны пропитанного смолой видимого слоя бумаги для обычной многослойной плиты без верхнего бумажного слоя;
фиг.3 - схематичное изображение поперечного сечения поверхностной зоны видимого слоя бумаги для многослойной плиты в соответствии с изобретением без верхнего бумажного слоя.
На фиг.1 схематично показана структура многослойной плиты 100. При этом плита 20 заготовки, которая включает в себя либо древесно-стружечную плиту, к примеру, стружечную плиту или волокнистую плиту, предпочтительно плиту MDF (волокнистая плита средней плотности), или плиту HDF (волокнистая плита высокой плотности), или плиту OSB (стружечная плита с поверхностью древесной структуры), или образованную наложением друг на друга нескольких слоев бумаги плиту из слоистого материала, покрыта пропитанным смолой видимым слоем 10 бумаги.
Дополнительно между плитой 20 заготовки и видимым слоем 10 бумаги может быть расположен подкладочный слой 30 бумаги, который предотвращает осадку смолы из видимого слоя 10 бумаги. Далее для повышения износоустойчивости многослойной плиты 100 на обращенной от плиты 20 заготовки стороне видимого слоя 10 бумаги предусмотрен верхний слой 40 бумаги. Верхний слой 40 бумаги может иметь относительно низкий вес на единицу площади от 10 до 80 г/м2 и поэтому, когда он пропитан смолой, то, в основном, становится прозрачным. Этой основополагающей структуре многослойной плиты 100 в соответствии с изобретением соответствует структура традиционной многослойной плиты.
На фиг.2 изображен традиционный, пропитанный смолой видимый слой 10 бумаги, которым покрывается плита 20 заготовки при представленной на фиг.1 структуре (без верхнего слоя 40 бумаги) и который содержит смесь бумажных волокон 12 и окружающей бумажные волокна 12 пропитывающей смолы 14. При этом можно различить, что некоторые бумажные волокна 12 доходят до видимой поверхности 16 слоя 10 бумаги, так что эти выступающие бумажные волокна 12 могут образовывать поверхностные шероховатости на видимой поверхности 16 слоя бумаги, которые рассеивают падающий свет и, таким образом, ухудшают глянцевые свойства видимой поверхности 16.
Представленный на фиг.3 видимый слой 10 бумаги в соответствии с изобретением имеет, в отличие от этого, выступающий над бумажными волокнами 12 слой 18 смолы, который в идеальном варианте имеет равномерную толщину d, по меньшей мере, 5 мкм. Посредством данного выступающего над бумажными волокнами 12 слоя 18 смолы предотвращается то, чтобы отдельные бумажные волокна 12 выступают до видимой поверхности 16 пропитанного смолой слоя 10 бумаги, так что при таком пропитанном смолой слое 10 бумаги можно получить гадкую, хорошо отражающую и, таким образом, высоко глянцевую видимую поверхностиь 16.
Для получения такого рода выступающего слоя 18 смолы либо может быть нанесено достаточно смолы, в зависимости от веса на единицу поверхности используемой бумаги и рабочих параметров используемого пресса, либо нанесенная смола, по возможности, мало оседает на бумагу 10 или даже далее - в находящуюся ниже плиту 20 заготовки, так как либо за счет повышения лощености бумаги-основы бумажные волокна 12 вблизи видимой поверхности 16 уплотняются, либо между плитой 20 заготовки и декоративным слоем 10 бумаги используется, по меньшей мере, один подкладной слой 30 бумаги, который препятствует тому, что смола оседает в плиту 20 заготовки.
Далее приводится несколько примеров повышения глянцевых свойств декоративных поверхностей 16 бумаги для многослойной плиты 100 в соответствии с изобретением.
Пример 1. Повышение лощености бумаги-основы.
У декоративной бумаги с белым декором лощеность бумаги-основы, измеренная по Бекку, была повышена с 17 сек до 28 сек. Обработанная таким образом декоративная бумага и декоративная бумага, у которой не производилось дополнительного выравнивания, пропитывались тем же самым раствором смолы, причем, соответственно, в перерасчете на квадратный метр наносилось одинаковое количество меламиновой смолы. Так как за счет повышения лощености поверхности бумаги смола явно меньше осаждается на бумагу, при последующем, с коротким циклом, прессовании с высокой степенью глянца обоих различным образом пропитанных декоративных листов бумаги происходит значительное улучшение степени глянца декоративной бумаги с повышенной до 28 сек лощеностью бумаги-основы, причем при угле падения в 20° к поверхности бумаги декоративная бумага, у которой не производилось дополнительного выравнивания, имеет характеристику в 28 единиц глянца (GE), а декоративная бумага, у которой производилось дополнительное выравнивание, имеет характеристику в 79 GE.
Пример 2. Повышение количества смолы.
У бумаги с белым декором количество нанесенной смолы по сравнению с количеством в соответствии со стандартом в перерасчете на вес бумаги-основы было повышено на 30%. Таким образом, при последующем прессовании на непрерывно работающем прессе в распоряжении имеется большее количество смолы, и, таким образом, сверху волокон бумаги образуется выступающий слой смолы.
Декоративная бумага с нанесением смолы в соответствии со стандартом достигла при этом характеристики в 28 GE при измерении степени глянца под углом падения в 20°, а декоративная бумага, у которой, в противоположность этому, было нанесено на 30% больше смолы, имеет характеристику в 62 GE.
Пример 3. Различное количество смолы.
Различные декоративные бумаги (с белым декором, декором слоновой кости и древесным декором) пропитывались в соответствии с той же самой рецептурой смолы, но различным количеством смолы. При этом бумага с декором слоновой кости пропитывалась в соответствии со стандартом, бумага с древесным декором пропитывалась таким образом, чтобы местами уже распознавалась выступающая чистая пропитывающая смола, а бумага с белым декором пропитывалась таким образом, чтобы перед прессованием сплошь имелся в наличии выступающий слой пропитывающей смолы со средней толщиной слоя, по меньшей мере, 5 мкм. Данные пропитанные декоративные бумаги прессовались в прессе с коротким циклом и в непрерывно работающем прессе, соответственно, под листы с высокой степенью глянца или ленты с высокой степенью глянца. Данные измерения степени глянца выглядят следующим образом:
Как показано в вышеозначенных примерах поверхности 16 с высокой степенью глянца у декоративной бумаги 10 для покрытия плит 20 заготовки могут быть получены либо посредством того, что перед пропитыванием лощеность бумаги-основы, предназначенной для пропитки бумаги, повышается, либо посредством того, что нанесенное количество смолы повышается в сравнении со стандартными параметрами. Обе эти меры способствуют образованию выступающего слоя 18 смолы поверх бумажных волокон 12 видимого слоя бумаги.
Многослойная плита включает в себя плиту заготовки, которая по своей лицевой стороне покрыта, по меньшей мере, одним пропитанным смолой слоем бумаги. При этом на обращенной от плиты заготовки стороне, по меньшей мере, одного слоя бумаги или верхнего слоя бумаги имеется слой смолы, среднее значение толщины которого составляет, по меньшей мере, 5 мкм. Использованный при изготовлении многослойной плиты видимый слой бумаги имеет измеренную по Бекку лощеность бумаги-основы, по меньшей мере, 20 сек. Изобретение повышает глянцевые свойства декоративных поверхностей бумаги для многослойной плиты. 10 з.п. ф-лы, 3 ил., 1 табл.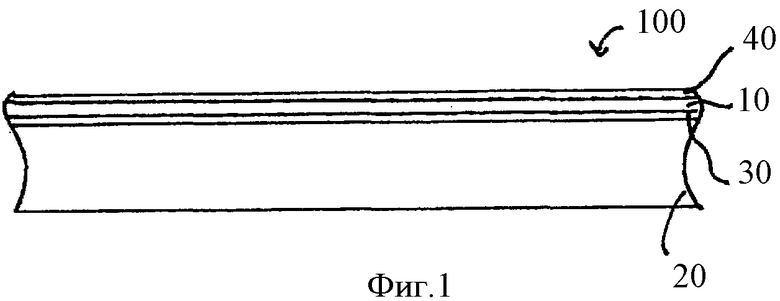
1. Многослойная плита (100), включая плиту (20) заготовки, которая по своей лицевой стороне покрыта, по меньшей мере, одним пропитанным смолой слоем бумаги (10), причем на обращенной от плиты (20) заготовки стороне, по меньшей мере, одного слоя (10) бумаги или верхнего слоя (10) бумаги имеется слой (18) смолы, среднее значение толщины (d) которого составляет, по меньшей мере, 5 мкм, отличающаяся тем, что использованный при изготовлении многослойной плиты видимый слой (10) бумаги имеет измеренную по Бекку лощеность бумаги-основы, по меньшей мере, 20 с, предпочтительно, по меньшей мере, 25 с.
2. Многослойная плита (100) по п.1, отличающаяся тем, что слой (18) смолы является, в основном, выполненным проходящим насквозь слоем, толщина (d) которого в любом месте составляет, по меньшей мере, 2 мкм, предпочтительно, по меньшей мере, 3 мкм.
3. Многослойная плита (100) по п.2, отличающаяся тем, что толщина (d) слоя составляет самое большее 100 мкм, предпочтительно самое большее 50 мкм, еще более предпочтительно самое большее 20 мкм.
4. Многослойная плита (100) по п.1, отличающаяся тем, что, по меньшей мере, один слой (10) бумаги включает в себя видимый слой (10) бумаги, предпочтительно декоративный слой (10) бумаги.
5. Многослойная плита (100) по п.4, отличающаяся тем, что между плитой (20) заготовки и видимым слоем (10) бумаги расположен, по меньшей мере, один подкладочный слой (30) бумаги.
6. Многослойная плита (100) по п.4, отличающаяся тем, что на обращенной от плиты (20) заготовки стороне видимого слоя (10) бумаги предусмотрен верхний слой (40) бумаги.
7. Многослойная плита (100) по п.6, отличающаяся тем, что верхний слой (40) бумаги имеет вес на единицу площади в пределах примерно от 10 до 80 г/м2.
8. Многослойная плита (100) по п.4, отличающаяся тем, что видимый слой (10) бумаги имеет вес на единицу площади в пределах примерно от 45 до 140 г/м2.
9. Многослойная плита (100) по п.1, отличающаяся тем, что смола является полимером, полученным поликонденсацией, из меламина или/и мочевины с формальдегидом.
10. Многослойная плита (100) по п.1, отличающаяся тем, что плита (20) заготовки является древесно-стружечной плитой, к примеру стружечной плитой или волокнистой плитой, предпочтительно MDF-плитой, или HDF-плитой, или OSB-плитой.
11. Многослойная плита (100) по п.1, отличающаяся тем, что плита (20) заготовки является образованной посредством наложения друг на друга нескольких слоев бумаги плитой слоистого материала.
| WO 00/41883 А, 20.07.2000 | |||
| US 4552792 А, 12.11.1985 | |||
| WO 00/61385 А, 19.10.2000 | |||
| US 5702806 А, 30.12.1997 | |||
| ДЕКОРАТИВНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ДРЕВЕСИНЫ | 1994 |
|
RU2049674C1 |

