ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к пропитанной смолой декоративной бумаге и к пропитанной смолой декоративной пластине.
УРОВЕНЬ ТЕХНИКИ
[0002]
Традиционно был предложен способ изготовления пропитанной смолой декоративной пластины, в котором металлическая пластина упирается в многослойный композит из декоративной бумаги, пропитанной термореактивной смолой, и основного элемента, и выполняется формование термопрессованием, в результате чего получается пропитанная смолой декоративная пластина, в которой пропитанная смолой декоративная бумага и основной элемент объединены вместе (см., например, Патентный документ 1). В способе производства пропитанной смолой декоративной пластины, описанном в Патентном документе 1, рельефная форма формируется на металлической пластине, чтобы придать поверхности пропитанной смолой декоративной пластины неровный рисунок для придания ей тактильного ощущения. Кроме того, регулируя степень грубости и тонкости тисненой формы, можно также придать ей глянцево-матовый вид.
Однако, в способе производства пропитанной смолой декоративной пластины, описанной в Патентном документе 1, необходимо подготовить металлическую пластину для каждого неровного рисунка, и поэтому существует вероятность увеличения стоимости. Соответственно, можно получить неравномерный узор, используя слои вспененной смолы. Однако, поскольку вспененная смола, имеющая сродство с пропитывающей смолой, такой как меламиновая смола, легко впитывается в основную бумагу, существует вероятность того, что тактильное ощущение или ощущение глянца и матовости уменьшатся.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003]
Патентный документ 1: JP H09-262956 A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0004]
Настоящее изобретение было сделано с упором на описанные выше проблемы, и имеет своей задачей предложить пропитанную смолой декоративную бумагу и пропитанную смолой декоративную пластину, которые обладают превосходными глянцево-матовыми свойствами и тактильными ощущениями при снижении стоимости.
РЕШЕНИЕ ПРОБЛЕМЫ
[0005]
Пропитанная смолой декоративная бумага в соответствии с одним аспектом настоящего изобретения представляет собой пропитанную смолой декоративную бумагу, полученную путем пропитки декоративной бумаги пропитывающей смолой, включающую в себя: основную бумагу; слой рисунка, предусмотренный на поверхностной стороне основной бумаги; заполняющий слой, предусмотренный на поверхности слоя рисунка; и вспененный полимерный слой, предусмотренный на поверхности заполняющего слоя и сформированный пенообразователем, причем заполняющий слой содержит по меньшей мере одно из эпоксидной смолы, акриловой смолы, уретановой смолы и смолы на основе казеина.
Пропитанная смолой декоративная пластина в соответствии с другим аспектом настоящего изобретения включает в себя: пропитанную смолой декоративную бумагу; и основной элемент, объединенный с пропитанной смолой декоративной бумагой.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0006]
В соответствии с настоящим изобретением возможно вспенить пенообразователь при формовании термопрессованием, чтобы должным образом сформировать неровный рисунок на поверхности пропитанной смолой декоративной бумаги. Поскольку нет необходимости подготавливать металлическую пластину для каждого неровного рисунка, можно обеспечить пропитанную смолой декоративную бумагу и пропитанную смолой декоративную пластину, которые обладают превосходными глянцево-матовыми свойствами и тактильными ощущениями при снижении стоимости. Кроме того, поскольку предусмотрен заполняющий слой, содержащий по меньшей мере одно из эпоксидной смолы, акриловой смолы, уретановой смолы и смолы на основе казеина, возможно предотвратить впитывание вспененной смолы, формирующей вспененный полимерный слой, в слой рисунка или основную бумагу. Следовательно, можно обеспечить пропитанную смолой декоративную бумагу и пропитанную смолой декоративную пластину, которые обладают еще более превосходными глянцево-матовыми свойствами и тактильными ощущениями.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007]
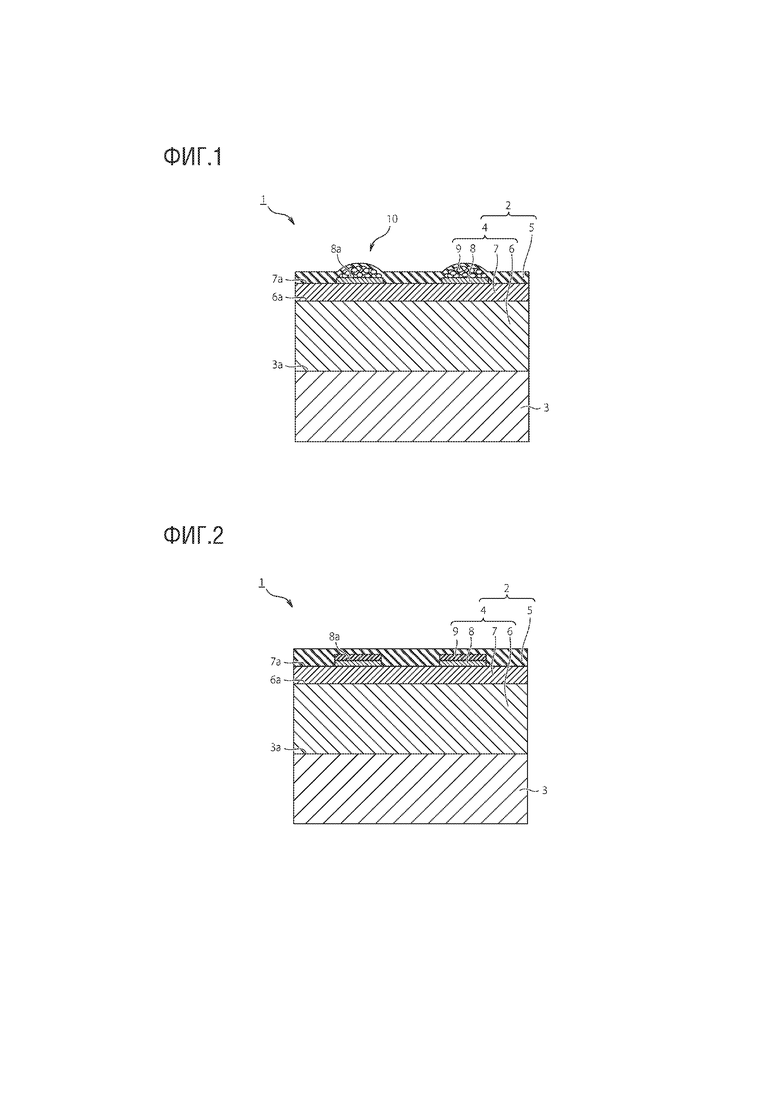
Фиг. 1 представляет собой вид в разрезе, иллюстрирующий пропитанную смолой декоративную пластину после формовки термопрессованием; и
Фиг. 2 представляет собой вид в разрезе, иллюстрирующий пропитанную смолой декоративную пластину перед формовкой термопрессованием.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0008]
Далее декоративная бумага, пропитанная смолой декоративная бумага и пропитанная смолой декоративная пластина в соответствии с одним вариантом осуществления настоящего изобретения будут описаны со ссылкой на чертежи. Настоящее изобретение не ограничивается описанным ниже вариантом осуществления, и может также быть подвергнуто модификациям, таким как изменение дизайна на основе знаний специалиста в данной области техники. Варианты осуществления с такими модификациями также входят в объем настоящего изобретения. Каждый из чертежей в той или иной мере является преувеличенным для облегчения понимания.
[0009]
Конфигурация
Как проиллюстрировано на Фиг. 1 и 2, пропитанная смолой декоративная пластина 1 в соответствии с одним вариантом осуществления настоящего изобретения является декоративной пластиной, полученной путем применения термопрессования к многослойному композиту из пропитанной смолой декоративной бумаги 2 и основного элемента 3 для объединения пропитанной смолой декоративной бумаги 2 и основного элемента 3 друг с другом. В частности, пропитанная смолой декоративная пластина 1 включает в себя основной элемент 3 и пропитанную смолой декоративную бумагу 2, расположенную на поверхности 3a основного элемента 3. Пропитанная смолой декоративная пластина 1 согласно варианту осуществления настоящего изобретения является пропитанной смолой декоративной пластиной, используемой, например, для внутренней отделки полов, стен, потолков и т.п. зданий, материалов для отделки поверхностей мебели, различных шкафов и т.п., отделки поверхностей обстановки, отделки салона автомобиля и т.п. Фиг. 1 иллюстрирует пропитанную смолой декоративную пластину 1 после термопрессования, а Фиг. 2 иллюстрирует пропитанную смолой декоративную пластину 1 перед термопрессованием.
[0010]
Основной элемент
Вид основного элемента 3 особенно не ограничивается. Можно использовать любой основной элемент в зависимости от назначения пропитанной смолой декоративной пластины 1. Например, могут использоваться древесный основной элемент, такой как шпон, фанера, ламинированная древесина, древесно-стружечная плита, древесноволокнистая плита средней плотности или твердая волокнистая плита, волокнистый основной элемент, такой как бумажный картон, тканый материал, нетканый материал, пропитанная смолой бумага или пропитанная смолой ткань, неорганический основной элемент, такой как гипсовая плита, сланцевая плита, плита из силиката кальция, плита из шлакового гипса, плита из древесноволокнистого цемента, плита из шлакоцемента, автоклавная плита из легкого бетона или плита из армированного стекловолокном бетона, металлический основной элемент, такой как стальная пластина, медная пластина, алюминиевая пластина, дюралюминиевая пластина или пластина из нержавеющей стали, основной элемент из синтетической смолы, такой как пластина из акриловой смолы, пластина из стирольной смолы, пластина из ABS (акрилонитрилбутадиенстирол), пластина из поликарбоната, пластина из алифатического полиамида, пластина из полистирольной смолы, пластина из полипропиленовой смолы, пластина из полиэфирной смолы или армированная стекловолокном пластмассовая пластина и т.п., или композит или многослойный композит двух или более из перечисленных видов и т.п.
[0011]
Пропитанная смолой декоративная бумага
Пропитанная смолой декоративная бумага 2 согласно варианту осуществления настоящего изобретения формируется путем пропитки всей декоративной бумаги 4 пропитывающей смолой 5, а затем сушки декоративной бумаги 4. Декоративная бумага 4 включает в себя основную бумагу 6, слой 7 рисунка, заполняющие слои 8 и вспененные полимерные слои 9. Слой 7 рисунка предусматривается на поверхности 6a основной бумаги 6. Заполняющие слои 8 предусматриваются на поверхности 7a слоя 7 рисунка. Вспененные полимерные слои 9 предусматриваются на поверхностях 8a заполняющих слоев 8.
[0012]
Основная бумага
В качестве основной бумаги 6 можно использовать волокнистый листовой объект, такой как бумага с высокой водопоглощающей способностью, которая позволяет пропитывать ее пропитывающей смолой 5. Например, могут использоваться тонкая бумага, титановая бумага, высококачественная бумага, отбеленная или неотбеленная крафт-бумага и т.п. В частности, учитывая как пригодность для печати, так и пригодность для пропитки смолой, титановая бумага является наиболее подходящей. При использовании текстуры поверхности 3а основного элемента 3 предпочтительно использовать так называемую прозрачную бумагу, обладающую свойством становиться прозрачной за счет пропитки пропитывающей смолой 5. Толщина основной бумаги 6 особенно не ограничивается, но ее плотность предпочтительно находится в диапазоне 20 г/м2 или больше и 200 г/м2 или меньше.
[0013]
Слой рисунка
Слой 7 рисунка представляет собой слой для придания дизайнерских свойств пропитанной смолой декоративной бумаге 2. Слой 7 рисунка формируется с использованием печатной краски и т.п., в которых красящее вещество, такое как краситель или пигмент, растворено или диспергировано в растворителе-разбавителе вместе с соответствующей связующей смолой. Тип печатной краски особенно не ограничивается и может представлять собой краску на масляной основе или краску на водной основе. В частности, в качестве печатной краски можно использовать обычную печатную краску, не обладающую водоотталкивающими свойствами.
В частности, с учетом пригодности для пропитки пропиточной смолой 5 наиболее подходящей является краска на водной основе. Краска на водной основе имеет хорошее сродство с водным раствором пропитывающей смолы по сравнению с краской на масляной основе. Следовательно, когда используется краска на водной основе, декоративная бумага 4 может быть быстро и однородно пропитана пропитывающей смолой 5 в процессе пропитки при изготовлении пропитанной смолой декоративной пластины 1, и, кроме того, может проявляться прочность в превосходном слое 7 рисунка за счет его интеграции с пропитывающей смолой 5. Вид краски на водной основе особенно не ограничивается, но предпочтительно, чтобы она содержала связующую смолу, состоящую главным образом из казеина и эмульсионной смолы.
[0014]
Такая связующая смола имеет свойство становиться нерастворимой в воде в процессе сушки после печати. Следовательно, когда используется такая связующая смола, слой 7 рисунка трудно повторно растворить в водном растворе пропитывающей смолы 5 в процессе пропитки смолой при изготовлении пропитанной смолой декоративной пластины 1, так что можно удержать рисунок и, кроме того, можно предотвратить загрязнение пропитывающей смолы 5.
В качестве эмульсионной смолы можно использовать, например, эмульсионную смолу на акриловой основе, эмульсионную смолу на основе винилацетата, эмульсионную смолу на основе стирола, эмульсионную смолу на основе уретана и т.п. В связующей смоле, например, водорастворимая смола, такая как поливиниловый спирт или полиакриламид, растворимый в воде полимер, такой как полисахарид или производное целлюлозы и т.п. может использоваться в дополнение к казеину и эмульсионной смоле для улучшения стабильности краски.
[0015]
Способ формирования слоя 7 рисунка особенно не ограничивается. Можно использовать произвольный способ печати, такой как, например, способ глубокой печати, способ офсетной печати, способ трафаретной печати, способ флексографской печати, способ высокой печати или способ струйной печати. Между слоем 7 рисунка и основной бумагой 6 может быть предусмотрен слой твердой краски, предназначенный для основного окрашивания. При наличии твердого красочного слоя также можно использовать любой способ нанесения покрытия, такой как, например, способ нанесения покрытия валиком, способ глубокой печати, способ нанесения покрытия стержнем, способ нанесения покрытия ракелем, способ нанесения покрытия воздушным шабером, способ нанесения покрытия распылением, способ нанесения покрытия с помощью буртика, и способ нанесения покрытия методом штампования в качестве способа формирования слоя твердой краски, отличающегося от различных описанных выше способов печати.
Тип изображения, формируемого слоем 7 рисунка, особенно не ограничивается. Можно использовать произвольное изображение в зависимости от назначения пропитанной смолой декоративной пластины 1. Например, могут использоваться рисунок текстуры дерева, рисунок текстуры камня, рисунок текстуры ткани, абстрактный рисунок, геометрическая фигура, символ, знак, однотонный рисунок и т.п., или комбинация двух или более их видов.
[0016]
Заполняющий слой
Заполняющие слои 8 являются слоями покрытия, частично формируемыми на слое 7 рисунка для предотвращения проникновения вспененной смолы в основную бумагу 6. В качестве смолы, образующей заполняющие слои 8, можно использовать, например, отверждаемую смолу, такую как термореактивная смола, имеющая уретановую связь, например двухкомпонентную отверждаемую уретановую смолу или смолу, отверждаемую ионизирующим излучением. В качестве отверждаемой смолы можно использовать, например, термореактивную смолу, такую как смола на основе эпоксидной смолы, смола на основе акрила, смола на основе уретана, смола на основе казеина, смола на основе меламина, смола на основе мочевины, смола на основе фенола, смола на основе ненасыщенного полиэфира, смола на основе диаллилфталата, смола на основе бензогуанамина, смола на основе аминоалкида или смола на основе силикона, смолу, отверждаемую ионизирующим излучением, такую как смола на основе (мет)акрилата или смола на основе ненасыщенного сложного полиэфира и т.п.
[0017]
Способ печати заполняющих слоев 8 особенно не ограничивается, как и слой 7 рисунка. Можно использовать произвольный способ печати, такой как, например, способ глубокой печати, способ офсетной печати, способ трафаретной печати, способ флексографской печати, способ высокой печати или способ струйной печати.
В качестве положений формирования заполняющих слоев 8 могут быть использованы положения, совмещенные с точки зрения дизайна с рисунком (рисунком изображения), образованным слоем 7 рисунка. Например, заполняющие слои 8 формируются в частях, где матовая или глянцевая текстура должна быть выражена в рисунке, образуемом слоем 7 рисунка. Это позволяет дополнительно улучшить дизайнерские свойства пропитанной смолой декоративной пластины 1. Смола для формирования заполняющих слоев 8 может быть бесцветной или окрашенной.
[0018]
Толщина пленки заполняющего слоя 8 удовлетворительно составляет 0,5 мкм или больше и 15 мкм или меньше и, в частности, более предпочтительно 1 мкм или больше и 10 мкм или меньше. Когда толщина пленки составляет менее 0,5 мкм, вспененная смола (термопластичная смола) может впитываться в основную бумагу 6. Когда толщина пленки составляет более 15 мкм, дизайнерские свойства ухудшаются.
Удовлетворительно, чтобы заполняющий слой 8 располагался в пределах 100% или более от площади поверхности (площади покрытия) вспененного полимерного слоя 9, и, в частности, более предпочтительно, чтобы он занимал 150% или меньше от площади поверхности вспененного полимерного слоя 9. Когда площадь поверхности вспененного полимерного слоя 9 составляет менее 100%, вспененная смола, формирующая вспененный полимерный слой 9, может впитываться в слой рисунка или основную бумагу. Когда площадь поверхности вспененного полимерного слоя 9 превышает 150%, дизайнерские свойства ухудшаются. В том случае, когда расположение вспененного полимерного слоя 9 совмещено с изображением, формируемым слоем 7 рисунка, это можно перефразировать следующим образом. Удовлетворительно, чтобы заполняющий слой 8 располагался в диапазоне 100% или более от площади изображения, формируемого слоем 7 рисунка, и более предпочтительно, чтобы он занимал 150% или меньше от площади изображения, формируемого слоем 7 рисунка.
[0019]
Вспененный полимерный слой
Вспененные полимерные слои 9 представляют собой слои для придания глянцево-матового вида и тактильного ощущения за счет неровного рисунка 10 на поверхности пропитанной смолой декоративной бумаги 2. Вид пенообразователя особенно не ограничивается, и можно использовать любой пенообразователь. Например, можно использовать пиролитический химический пенообразователь, такой как азо-пенообразователь, такой как азодикарбонамид или азобисформамид, или пенообразователь на основе гидразида, такой как оксибензолсульфонилгидразид или паратолуолсульфонилгидразид, микрокапсульный пенообразователь и т.п.
В частности, микрокапсульный пенообразователь является наиболее подходящим. Микрокапсульный пенообразователь имеет капсулу и инкапсулированное в ней летучее вещество. Пенообразователь микрокапсулы переходит во вспененное состояние, когда летучее вещество улетучивается и расширяет капсулу. В качестве материала капсулы можно использовать, например, сополимер винилиденхлорида и акрилонитрила и т.п. В качестве материала летучего вещества можно использовать, например, алифатический углеводород и т.п.
[0020]
Для пенообразователя предпочтительно, чтобы средний диаметр частиц перед вспениванием в 2/3 раза или более и в 50 раз или менее превышал толщину слоя 7 рисунка. Когда средний диаметр частиц меньше, чем в 2/3 раза превышает толщину слоя 7 рисунка, существует вероятность того, что ощущение глянцевой матовости и тактильное ощущение могут ухудшиться. С другой стороны, когда средний диаметр частиц больше чем в 50 раз превышает толщину слоя 7 рисунка, существует вероятность того, что вспененные полимерные слои 9 после вспенивания могут отпасть от декоративной бумаги 4 и т.п., так что стойкость к царапанию уменьшится. Здесь средний диаметр частиц представляет собой средний диаметр частиц при микроскопическом наблюдении. Средний диаметр частиц при микроскопическом наблюдении может быть получен, например, путем наблюдения пенообразователя под микроскопом, измерения диаметра 100 частиц наблюдаемого под микроскопом пенообразователя с помощью программного обеспечения для обработки изображений и т.п., а затем усреднения результатов измерения. В качестве диаметра частиц пенообразователя можно принять среднее значение диаметра по большой оси и диаметра по малой оси частицы пенообразователя.
[0021]
Для пенообразователя предпочтительно, чтобы средний диаметр частиц после вспенивания составлял 15 мкм или более и 250 мкм или менее. Когда средний диаметр частиц составляет менее 15 мкм, существует вероятность того, что ощущение глянцевой матовости и тактильное ощущение могут ухудшиться. С другой стороны, когда средний диаметр частиц превышает 250 мкм, существует вероятность того, что вспененные полимерные слои 9 после вспенивания могут отпасть от декоративной бумаги 4 и т.п., так что стойкость к царапанию уменьшится. Средний диаметр частиц после вспенивания более предпочтительно составляет 30 мкм или больше и 200 мкм или меньше. Здесь средний диаметр частиц пенообразователя после вспенивания представляет собой средний диаметр частиц при микроскопическом наблюдении, аналогичный среднему диаметру частиц пенообразователя до вспенивания. В качестве диаметра частиц пенообразователя после вспенивания, используемого для получения среднего диаметра частиц, можно принять среднее значение диаметра по большой оси и диаметра по малой оси пустоты, образованной в результате вспенивания пенообразователя.
Температура начала вспенивания пенообразователя предпочтительно составляет 100°C или больше и 220°C или меньше. Когда температура начала вспенивания составляет меньше 100°C, время начала вспенивания является ранним, и, следовательно, время, в течение которого вспененные полимерные слои 9 после вспенивания нагреваются и прессуются, продлевается, так что вспененные полимерные слои 9 после вспенивания разрушаются, приводя к возможности ухудшения ощущения грубой матовости и тактильного ощущения. С другой стороны, когда температура начала вспенивания превышает 220°C, вспененные полимерные слои 9 не вспениваются в достаточной степени при термопрессовании, осуществляемом путем прилегания металлической пластины (зеркальной пластины) при изготовлении пропитанной смолой декоративной пластины 1, так что существует вероятность ухудшения ощущения грубой матовости и тактильного ощущения. Температура начала вспенивания более предпочтительно составляет 120°C или больше и 200°C или меньше.
[0022]
Вид неровного рисунка 10, формируемого вспененным полимерным слоем 9 после вспенивания, особенно не ограничивается, и может совпадать или не совпадать по дизайну с рисунком, формируемым слоем 7 рисунка. В частности, при рассмотрении вопроса о получении пропитанной смолой декоративной пластины 1 с превосходными дизайнерскими свойствами наиболее подходящей является пластина, совмещенная с точки зрения дизайна с рисунком, формируемым слоем 7 рисунка. Когда рисунок, сформированный слоем 7 рисунка, и неровный рисунок 10 совпадают по дизайну, положение вспененного полимерного слоя 9 совмещается с рисунком, формируемым слоем 7 рисунка. В частности, вспененный полимерный слой 9 располагается на той части, где матовая текстура должна быть выражена на рисунке, образуемом слоем 7 рисунка. Например, вспененный полимерный слой 9 располагается на поверхности слоя 7 рисунка, чтобы покрыть часть темного цвета, яркость которой относительно ниже, чем яркость других частей изображения, образуемого слоем 7 рисунка. Отношение площади, покрытой вспененным полимерным слоем 9, к площади участка темного цвета предпочтительно составляет 70% или более. В частности, наиболее подходящим является 90% или более. Когда рисунок слоя 7 рисунка представляет собой рисунок текстуры древесины, вспененные полимерные слои 9 располагаются в форме рисунка сосудов, совпадающего по дизайну с рисунком текстуры древесины слоя 7 рисунка. Цвет вспененного полимерного слоя 9 особенно не ограничивается. Вспененный полимерный слой 9 может быть бесцветным или окрашенным.
[0023]
Когда вспененный полимерный слой 9 располагается в слое 7 рисунка, вспененный полимерный слой 9 располагается таким образом, чтобы смешиваться с частью темного цвета, где яркость относительно ниже, чем в других частях изображения, образуемого слоем 7 рисунка. Отношение объема вспененного полимерного слоя 9 к общему значению объемов части темного цвета и вспененного полимерного слоя 9 предпочтительно составляет 70% или больше. В частности, наиболее подходящим является 90% или более.
[0024]
Способ расположения вспененных полимерных слоев 9 особенно не ограничивается. Можно использовать, например, способ печати печатной краской, полученной путем диспергирования вспененных полимерных слоев 9 в растворителе-разбавителе вместе с соответствующей связующей смолой, на слое 7 рисунка. В качестве связующей смолы можно использовать, например, отверждаемую смолу, такую как термореактивная смола, имеющая уретановую связь, такую как двухкомпонентная отверждаемая уретановая смола, или смолу, отверждаемую ионизирующим излучением, или смолу, состоящую в основном из казеина и эмульсионной смолы. В качестве термореактивной смолы можно использовать, например, смолу на основе меламина, смолу на основе эпоксидной смолы, смолу на основе мочевины, смолу на основе фенола, смолу на основе ненасыщенного полиэфира, смолу на основе диаллилфталата, смолу на основе бензогуанамина, смолу на основе уретана, смолу на основе аминоалкида, смолу на основе силикона и т.п. В качестве смолы, отверждаемой ионизирующим излучением, можно использовать, например, смолу на основе (мет)акрилата, смолу на основе ненасыщенного сложного полиэфира и т.п.
[0025]
Способ печати печатной краской из вспененных полимерных слоев 9 особенно не ограничивается, как и слой 7 рисунка. Можно использовать произвольный способ печати, такой как, например, способ глубокой печати, способ офсетной печати, способ трафаретной печати, способ флексографской печати, способ высокой печати или способ струйной печати.
Вспененные полимерные слои 9 содержат цветную краску. В качестве носителя цветной краски можно использовать один тип или смесь двух или более типов хлорированного полиолефина, такого как хлорированный полиэтилен или хлорированный полипропилен, полиэстера, полиуретана, состоящего из изоцианата и многоатомного спирта, полиакрила, поливинилацетата, поливинилхлорида, сополимера винилацетата и винилхлорида, смолы на основе целлюлозы, смолы на основе полиамида и т.п., с добавлением к ним пигмента, растворителя, различных вспомогательных веществ и т.п. для образования краски.
[0026]
Способ производства пропитанной смолой декоративной пластины
Далее будет описан способ производства пропитанной смолой декоративной пластины 1 согласно варианту осуществления настоящего изобретения.
Сначала на поверхность 6a основной бумаги 6 наносится слой 7 рисунка, заполняющие слои 8 наносятся на поверхность 7a слоя 7 рисунка, и вспененные полимерные слои 9 наносятся на поверхности 8a заполняющих слоев 8, формируя тем самым декоративную бумагу 4. Затем декоративная бумага 4 погружается в жидкость для пропитки на водной основе, в которой пропитывающая смола 5 растворена или диспергирована в воде, для пропитки декоративной бумаги 4 пропитывающей смолой 5.
[0027]
В качестве пропитывающей смолы 5 можно использовать термореактивную смолу, используемую при изготовлении известной пропитанной смолой декоративной пластины. Например, можно использовать меламиновую смолу, эпоксидную смолу, диаллилфталатную смолу, бензогуанаминовую смолу, уретановую смолу, алкидную смолу, ненасыщенную полиэфирную смолу, фенольную смолу, карбамидную смолу и т.п. Пропитка пропитывающей смолой 5 может быть выполнена с той стороны декоративной бумаги 4, на которой сформирован слой 7 рисунка, или с противоположной стороны. Кроме того, пропитка может быть выполнена для каждой поверхности, т.е. дважды по отдельности, или одновременно для обеих поверхностей. Коэффициент пропитки пропитывающей смолой 5 (отношение массы пропитывающей смолы к массе декоративной бумаги 4 после пропитки) предпочтительно составляет 20% или больше и 80% или меньше. В частности, наиболее подходящими являются 40% или больше и 70% или меньше. Для получения пропитанной смолой декоративной пластины 1 с превосходными физическими свойствами важно равномерно пропитать всю основную бумагу 6 пропитывающей смолой 5.
[0028]
Затем декоративная бумага 4, пропитанная пропитывающей смолой 5, сушится, чтобы получить пропитанную смолой декоративную бумагу 2. Затем пропитанная смолой декоративная бумага 2 помещается на основной элемент 3 (Фиг. 2), металлическая пластина (зеркальная пластина) прижимается к той поверхности пропитанной смолой декоративной бумаги 2, на которой формируются вспененные полимерные слои 9, а затем формование термопрессованием применяется к многослойному композиту из пропитанной смолой декоративной бумаги 2 и основного элемента 3, чтобы объединить пропитанную смолой декоративную бумагу 2 и основной элемент 3 друг с другом, получая тем самым пропитанную смолой декоративную пластину 1. В это время пенообразователь вспенивается под действием тепла при термопрессовании, так что места, в которых располагаются вспененные полимерные слои 9, вспучиваются, образуя неровные узоры 10 (Фиг. 1). Затем ощущение грубой матовости и тактильное ощущение проявляются на пропитанной смолой декоративной пластине 1 за счет сформированных неровных рисунков 10. Здесь было дано описание случая, когда вспенивание осуществляется после пропитки, но это не является ограничением. Бывают также случаи, когда пропитка и вспенивание выполняются одновременно.
[0029]
Между основным элементом 3 и пропитанной смолой декоративной бумагой 2 может быть проложен клей и т.п., но это не является обязательным. Кроме того, бумажная сердцевина может быть вставлена по мере необходимости как в способе, используемом для известной декоративной пластины из меламиновой смолы. В качестве сердцевины можно использовать, например, подходящую основную бумагу, такую как титановая бумага, отбеленная или неотбеленная крафт-бумага, или нетканый материал из стекловолокна, пропитанную термореактивной смолой в неотвержденном состоянии. В качестве термореактивной смолы можно использовать любую термореактивную смолу в соответствии с физическими свойствами и т.п., требуемыми для целевой пропитанной смолой декоративной пластины 1. Например, можно использовать меламиновую смолу, эпоксидную смолу, диаллилфталатную смолу, бензогуанаминовую смолу, уретановую смолу, алкидную смолу, ненасыщенную полиэфирную смолу, фенольную смолу, карбамидную смолу и т.п. В качестве примера основной бумаги можно привести пропитанную фенольной смолой крафт-бумагу, которая обычно широко используется в качестве основной бумаги для декоративной пластины из меламиновой смолы.
[0030]
В качестве способа термопрессования для связывания пропитанной смолой декоративной бумаги 2 с основным элементом 3 можно использовать, например, способ прикладывания к металлической пластине, а затем выполнения непрерывного ламинирования цилиндрическим или плоским прессом и т.п. В частности, предпочтительным является метод непрерывного ламинирования с использованием бесконечной металлической ленты. В соответствии со способом непрерывного ламинирования пропитанная смолой декоративная пластина 1 высокого качества, которая плотно отверждена и интегрирована без коробления, волнистости и т.п. поверхности и с хорошей межслойной адгезией, может производиться непрерывно с высокой скоростью.
Когда используется способ непрерывного ламинирования, форма поверхности пропитанной смолой декоративной пластины 1 задается формой поверхности металлической пластины или металлической бесконечной ленты, используемой в способе непрерывного ламинирования, или тисненого листа, производимого из отверждаемой смолы и т.п. Следовательно, пропитанная смолой декоративная пластина 1 с превосходной глянцевитостью или гладкостью поверхности может быть получена путем использования пластины с гладко отполированной поверхностью, такой как зеркальная поверхность, в качестве металлической пластины, металлической бесконечной ленты или тисненого листа, производимого из отверждаемой смолы и т.п.
[0031]
Естественно, используя металлическую пластину, металлическую бесконечную ленту или тисненый лист, изготовленный из отверждаемой смолы и т.п. в желаемом произвольном матовом состоянии или текстурном состоянии по мере необходимости, также можно получить пропитанную смолой декоративную пластину 1 в произвольном состоянии отделки поверхности в соответствии с использованием целевой пропитанной смолой декоративной пластины 1.
Пропитанная смолой декоративная пластина 1 настоящего изобретения не ограничивается подробно описанным выше вариантом осуществления, и может быть реализована путем добавления различных модификаций без отклонения от сути настоящего изобретения.
[0032]
Как было описано выше, пропитанная смолой декоративная бумага 2 согласно варианту осуществления настоящего изобретения формируется путем пропитки декоративной бумаги 4 пропитывающей смолой 5, и декоративная бумага 4 включает в себя основную бумагу 6, слой 7 рисунка, заполняющие слои 8 и вспененные полимерные слои 9. Слой 7 рисунка предусматривается на поверхности 6a основной бумаги 6. Заполняющие слои 8 содержат по меньшей мере одно из эпоксидной смолы, акриловой смолы, уретановой смолы и смолы на основе казеина, и предусматриваются на поверхности 7a слоя 7 рисунка. Вспененные полимерные слои 9 предусматриваются на поверхностях 8a заполняющих слоев 8. Следовательно, возможно вспенить пенообразователь при формовании термопрессованием, чтобы должным образом сформировать неровные рисунки на поверхности пропитанной смолой декоративной бумаги. Поскольку нет необходимости подготавливать металлическую пластину для каждого неровного рисунка 10, можно обеспечить пропитанную смолой декоративную бумагу 2 и пропитанную смолой декоративную пластину 1, которые обладают превосходными глянцево-матовыми свойствами и тактильными ощущениями при снижении стоимости. Кроме того, можно предотвратить впитывание вспененной смолы, образующей вспененные полимерные слои 9, в слой 7 рисунка или в основную бумагу 6. Следовательно, можно обеспечить пропитанную смолой декоративную бумагу 2 и пропитанную смолой декоративную пластину 1, которые обладают еще более превосходными глянцево-матовыми свойствами и тактильными ощущениями.
[0033]
Кроме того, толщина заполняющего слоя 8 устанавливается равной 0,5 мкм или больше и 15 мкм или меньше. Следовательно, можно подавить ухудшение дизайнерских свойств и таким образом обеспечить пропитанную смолой декоративную бумагу 2 и пропитанную смолой декоративную пластину 1, которые обладают превосходными глянцево-матовыми свойствами и тактильными ощущениями.
Кроме того, толщина заполняющего слоя 8 устанавливается равной 1 мкм или больше и 10 мкм или меньше. Следовательно, можно подавить ухудшение дизайнерских свойств и таким образом обеспечить пропитанную смолой декоративную бумагу 2 и пропитанную смолой декоративную пластину 1, которые обладают превосходными глянцево-матовыми свойствами и тактильными ощущениями.
Кроме того, заполняющий слой 8 обеспечивается на 100% или больше от площади поверхности вспененного полимерного слоя 9. Следовательно, можно обеспечить пропитанную смолой декоративную бумагу 2 и пропитанную смолой декоративную пластину 1, которые обладают превосходными глянцево-матовыми свойствами и тактильными ощущениями.
Кроме того, заполняющий слой 8 обеспечивается на 150% или меньше от площади поверхности вспененного полимерного слоя 9. Следовательно, можно обеспечить пропитанную смолой декоративную бумагу 2 и пропитанную смолой декоративную пластину 1, которые эффективно подавляют ухудшение дизайнерских свойств.
[0034]
Кроме того, вспененные полимерные слои 9 содержат цветную краску. Следовательно, можно обеспечить пропитанную смолой декоративную бумагу 2 и пропитанную смолой декоративную пластину 1, которые препятствуют выцветанию вспененных полимерных слоев 9 для улучшения дизайнерских свойств.
Кроме того, декоративная бумага 4 согласно варианту осуществления настоящего изобретения может образовывать пропитанную смолой декоративную пластину 1, в которой изображение формируется слоем 7 рисунка и неровным рисунком 10 на поверхности пропитанной смолой декоративной пластины 1, совмещенными друг с другом с точки зрения дизайна, потому что изображение, формируемое слоем 7 рисунка, и расположение вспененного полимерного слоя 9 совпадают друг с другом.
Кроме того, пропитанная смолой декоративная пластина 1 согласно варианту осуществления настоящего изобретения включает в себя пропитанную смолой декоративную бумагу 2 и основной элемент 3, интегрированный с пропитанной смолой декоративной бумагой 2. Следовательно, можно обеспечить пропитанную смолой декоративную пластину 1, обладающую превосходными глянцево-матовыми свойствами и тактильными ощущениями при снижении стоимости.
Пример 1
[0035]
Далее будут описаны Примеры и Сравнительный пример пропитанной смолой декоративной пластины 1 в соответствии с настоящим изобретением. Настоящее изобретение не ограничивается этими Примерами.
Пример 1
Сначала титановая бумага для декоративной бумаги с высокой водопоглощающей способностью была подготовлена в качестве основной бумаги 6. Затем рисунок текстуры дерева был напечатан на поверхности 6a основной бумаги 6 с помощью водной краски, содержащей казеин в качестве главного компонента, чтобы сформировать слой 7 рисунка с толщиной 10 мкм. В качестве способа печати использовался способ глубокой печати. Затем рисунок сосудов, совпадающий по дизайну с рисунком текстуры дерева слоя 7 рисунка, был напечатан на поверхности 7a слоя 7 рисунка с помощью содержащей водную краску и пенообразователь эпоксидной смолы в качестве главного компонента, чтобы обеспечить заполняющие слои 8 в рисунке сосудов. В качестве способа печати использовался метод глубокой печати, а в качестве заполняющих слоев использовалась эпоксидная смола 8. Толщина заполняющего слоя 8 была установлена равной 3 мкм, и заполняющий слой 8 наносился на 100% площади поверхности вспененного полимерного слоя 9, то есть площади изображения, формируемого слоем 7 рисунка. Несмотря на наличие множества вспененных полимерных слоев 9, каждый из заполняющих слоев 8 обеспечивался в диапазоне 100% площади поверхности соответствующего вспененного полимерного слоя 9.
[0036]
Затем вспененные полимерные слои 9 были напечатаны на поверхностях 8a заполняющих слоев 8, чтобы сформировать декоративную бумагу 4. В качестве способа печати использовался способ прямой глубокой печати. В качестве вспененного полимерного слоя 8 использовался слой со средним диаметром частиц перед вспениванием 100 мкм (в 10 раз больше толщины слоя 7 рисунка), средним диаметром частиц после вспенивания 120 мкм, и температурой начала вспенивания 180°C. Затем декоративная бумага 4 была пропитана пропитывающей смолой 5 и высушена в сушильном шкафу, чтобы сформировать пропитанную смолой декоративную бумагу 2. В качестве пропитывающей смолы 5 использовалась жидкая меламиновая смола на водной основе. Затем пропитанная смолой декоративная бумага 2 была помещена на основной элемент 3. В качестве основного элемента 3 использовался основной элемент из древесно-стружечной плиты. Затем к той поверхности пропитанной смолой декоративной бумаги 2, на которой были сформированы вспененные полимерные слои 9, применялось горячее прессование при температуре приблизительно 160°C для формования термопрессованием многослойного композита из пропитанной смолой декоративной бумаги 2 и основного элемента 3, объединяя тем самым пропитанную смолой декоративную бумагу 2 и основной элемент 3 друг с другом для формирования пропитанной смолой декоративной пластины 1 Примера 1. В качестве пластины при горячем прессовании использовалась плоская пластина. В пропитанной смолой декоративной пластине 1 область слоя 7 рисунка без вспененного полимерного слоя 9 была глянцевой, а область слоя 7 рисунка со вспененным полимерным слоем 9 была матовой.
[0037]
Пример 2
В Примере 2 в качестве заполняющих слоев 8 использовалась смола на основе казеина. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
Пример 3
В Примере 3 в качестве заполняющих слоев 8 использовалась акриловая смола. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
Пример 4
В Примере 4 в качестве заполняющих слоев 8 использовалась уретановая смола. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
[0038]
Пример 5
В Примере 5 толщина заполняющего слоя 8 была установлена равной 0,5 мкм. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
Пример 6
В Примере 6 толщина заполняющего слоя 8 была установлена равной 1 мкм. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
Пример 7
В Примере 7 толщина заполняющего слоя 8 была установлена равной 5 мкм. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
[0039]
Пример 8
В Примере 8 толщина заполняющего слоя 8 была установлена равной 7 мкм. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
Пример 9
В Примере 9 толщина заполняющего слоя 8 была установлена равной 10 мкм. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
Пример 10
В Примере 10 толщина заполняющего слоя 8 была установлена равной 15 мкм. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
[0040]
Пример 11
В Примере 11 диапазон заполняющего слоя 8 был увеличен на 10%, и таким образом был установлен равным 110% от площади поверхности вспененного полимерного слоя 9, то есть площади изображения, формируемого слоем 7 рисунка. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
Пример 12
В Примере 12 диапазон заполняющего слоя 8 был увеличен на 30%, и таким образом был установлен равным 130% от площади поверхности вспененного полимерного слоя 9, то есть площади изображения, формируемого слоем 7 рисунка. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
Пример 13
В Примере 13 диапазон заполняющего слоя 8 был увеличен на 50%, и таким образом был установлен равным 150% от площади поверхности вспененного полимерного слоя 9, то есть площади изображения, формируемого слоем 7 рисунка. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
[0041]
Пример 14
В Примере 14 цветная краска была добавлена во вспененные полимерные слои 9. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
Сравнительный пример 1
В Сравнительном примере 1 заполняющие слои 8 были опущены. За исключением этого пропитанная смолой декоративная пластина 1 была произведена с использованием тех же самых материалов и процедур, что и в Примере 1.
[0042]
Оценка характеристик
Оценка характеристик, описанная ниже, была выполнена для пропитанных смолой декоративных пластин 1 Примеров 1-14 и Сравнительного примера 1.
Тест крестообразного надреза
В тесте крестообразного надреза крестообразный надрез делался в пропитанной смолой декоративной пластине 1 с помощью резака, а затем выполнялась оценка на предмет отслаивания. Случай, в котором не было никакого значительного отслаивания во время крестообразного надреза, оценивался как «O», а случай, в котором имелось значительное отслаивание во время крестообразного надреза, оценивался как «×».
Тест загрязнения
В тесте загрязнения пропитанная смолой декоративная пластина 1 была покрыта черным карандашом и красными чернилами, а затем протерта спиртом через 1 час, и была оценена степень нестертого черного карандаша и красных чернил. Случай, в котором степень нестертого остатка составляла менее 30%, оценивался как «O», случай, в котором степень нестертого остатка составляла 30% или больше и меньше чем 70%, оценивался как «Δ», и случай, в котором степень нестертого остатка составляла 70% или больше, оценивался как «×».
[0043]
Оценка тактильного ощущения
При оценке тактильного ощущения оценки выставлялись 10 экспертами в результате сенсорного теста. Случай, когда число экспертов, которые оценили тактильность как «хорошую», составляло 7-10, оценивался как «O», случай, когда это число экспертов составляло 1-6, оценивался как «Δ», и случай, когда это число экспертов составляло 0, оценивался как «×».
Оценка дизайна
При оценке дизайна оценки выставлялись 10 экспертами в результате сенсорного теста. Случай, когда число экспертов, которые поставили «хорошую» оценку, составляло 7-10, оценивался как «O», случай, когда это число экспертов составляло 1-6, оценивался как «Δ», и случай, когда это число экспертов составляло 0, оценивался как «×».
[0044]
Долгосрочный экологический тест
В долгосрочном экологическом тесте пропитанная смолой декоративная пластина 1 оставлялась в окружающей среде с температурой 40°C и влажностью 90% на 2 месяца, а затем 10 экспертов выполняли сенсорную оценку изменений в дизайне. Случай, когда число экспертов, которые поставили «хорошую» оценку, составляло 7-10, оценивался как «O», случай, когда это число экспертов составляло 1-6, оценивался как «Δ», и случай, когда это число экспертов составляло 0, оценивался как «×».
Всесторонняя оценка
Всесторонняя оценка была выполнена на основе описанных выше пяти элементов, то есть теста крестообразного надреза, теста загрязнения, оценки тактильного ощущения, оценки дизайна и долгосрочного экологического теста. Особенно превосходные случаи оценивались как «  », превосходные - как «
», превосходные - как «  », случаи, почти не имеющие проблем, - как «Δ», и случаи с проблемами - как «×».
», случаи, почти не имеющие проблем, - как «Δ», и случаи с проблемами - как «×».
[0045]
Результаты оценки
Эти результаты оценки показаны в Таблице 1.
[0046]
Таблица 1

[0047]
Как проиллюстрировано в Таблице 1, в тесте крестообразного надреза отслаивание не наблюдалось ни в одном из Примеров 1-14 и Сравнительном примере 1, и, следовательно, не было проблем с адгезией. Однако по сравнению со Сравнительным примером 1, в котором заполняющие слои 8 были опущены, оценка тактильного ощущения и оценка дизайна были улучшены в Примерах 1-14, в которых были предусмотрены заполняющие слои 8. В частности, как показали результаты оценки Примеров 1-4, пропитанные смолой декоративные пластины 1, в которых в качестве заполняющих слов 8 использовались, соответственно, эпоксидная смола, акриловая смола, уретановая смола и смола на основе казеина, были превосходными или почти не имели проблем в отношении оценки тактильного ощущения и оценки дизайна. Кроме того, как показали результаты оценки Примеров 5-10, наблюдалась тенденция к снижению дизайнерских свойств по мере увеличения толщины заполняющего слоя 8. Кроме того, как показали результаты оценки Примеров 11-13, наблюдалась тенденция к снижению дизайнерских свойств по мере увеличения площади покрытия заполняющего слоя 8. С другой стороны, когда заполняющий слой 8 является слишком тонким (менее 0,5 мкм), вспененная смола впитывается, так что тактильное ощущение и ощущение матового блеска ухудшаются, а также ухудшаются дизайнерские свойства. Кроме того, как показали результаты оценки Примера 14, степень свободы для выражения дизайна была улучшена, и дизайнерские свойства были улучшены за счет добавления цветной краски во вспененные полимерные слои 9. При всесторонней оценке пропитанные смолой декоративные пластины 1 Примеров 1, 6, 7 и 14 были особенно превосходными. Хотя эпоксидная смола использовалась в качестве заполняющих слоев 8 в Примерах 5-14, даже когда вместо нее используется смола на основе казеина, акриловая смола, уретановая смола и т.п., нет никаких значительных различий в основных физических свойствах, так что получаются примерно одинаковые результаты.
[0048]
Хотя приведенное выше описание было сделано со ссылкой на ограниченное число вариантов осуществления, область охвата не ограничивается этим, и модификации вариантов осуществления, основанные на вышеприведенном раскрытии, будут очевидны для специалиста в данной области техники.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0049]
1 - пропитанная смолой декоративная пластина
2 - пропитанная смолой декоративная бумага
3 - основной элемент
3a - поверхность
4 - декоративная бумага
5 - пропиточная смола
6 - основная бумага
6a - поверхность
7 - слой рисунка
7a - поверхность
8 - заполняющий слой
8a - поверхность
9 - вспененный полимерный слой
10 - неровный рисунок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОПИТАННЫЙ СМОЛОЙ ДЕКОРАТИВНЫЙ БУМАЖНЫЙ ЛИСТ И ПРОПИТАННАЯ СМОЛОЙ ДЕКОРАТИВНАЯ ПАНЕЛЬ | 2020 |
|
RU2790127C1 |
| ИЗГОТОВЛЕНИЕ ДЕКОРАТИВНОГО ЛАМИНАТА СТРУЙНОЙ ПЕЧАТЬЮ | 2015 |
|
RU2675142C2 |
| ДЕКОРАТИВНЫЙ МАТЕРИАЛ | 2004 |
|
RU2328378C2 |
| Декоративный пеноматериал | 1989 |
|
SU1754467A1 |
| СПОСОБЫ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ЛАМИНИРОВАННЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ СТРУЙНОЙ ПЕЧАТИ | 2018 |
|
RU2753963C1 |
| БУМАГА-ОСНОВА ДЛЯ ДЕКОРАТИВНОГО МАТЕРИАЛА ДЛЯ ПОКРЫТИЙ | 2014 |
|
RU2623260C2 |
| ИЗНОСОСТОЙКАЯ ДЕКОРАТИВНАЯ ПЛЕНКА, В ЧАСТНОСТИ, ЗАЩИТНЫЙ СЛОЙ С ОСОБЫМ ОПТИЧЕСКИМ ЭФФЕКТОМ | 2008 |
|
RU2408465C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОДЛОЖКИ ДЛЯ ПЕЧАТИ, А ТАКЖЕ ДЕКОРАТИВНОЙ ПАНЕЛИ С ПРЯМОЙ ПЕЧАТЬЮ | 2013 |
|
RU2618070C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ ОТХОДЫ МАТЕРИАЛА, ПРОПИТАННОГО ПОЛИМЕРНОЙ СМОЛОЙ | 2006 |
|
RU2421482C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛАМИНАТА | 2008 |
|
RU2459708C2 |
Изобретение относится к области декоративных облицовочных материалов и касается пропитанной смолой декоративной бумаги и пропитанной смолой декоративной пластины. Декоративную бумагу 2 формируют путем пропитки декоративной бумаги 4 пропитывающей смолой 5. Декоративная бумага 4 включает в себя: основную бумагу 6; слой 7 рисунка, предусмотренный на поверхности 6a основной бумаги 6; заполняющий слой 8, предусмотренный на поверхности 7a слоя 7 рисунка; и вспененный полимерный слой 9, предусмотренный на поверхности 8a заполняющего слоя 8. Заполняющий слой 8 содержит по меньшей мере одно из эпоксидной смолы, акриловой смолы, уретановой смолы и смолы на основе казеина. Декоративная пластина 1 включает в себя основной элемент 3 и пропитанную смолой декоративную бумагу 2, расположенную на поверхности 3a основного элемента 3. Изобретение обеспечивает получение пропитанной смолой декоративной бумаги и пропитанной смолой декоративной пластины, которые обладают превосходными глянцево-матовыми свойствами и тактильными ощущениями при снижении стоимости. 2 н. и 5 з.п. ф-лы, 2 ил.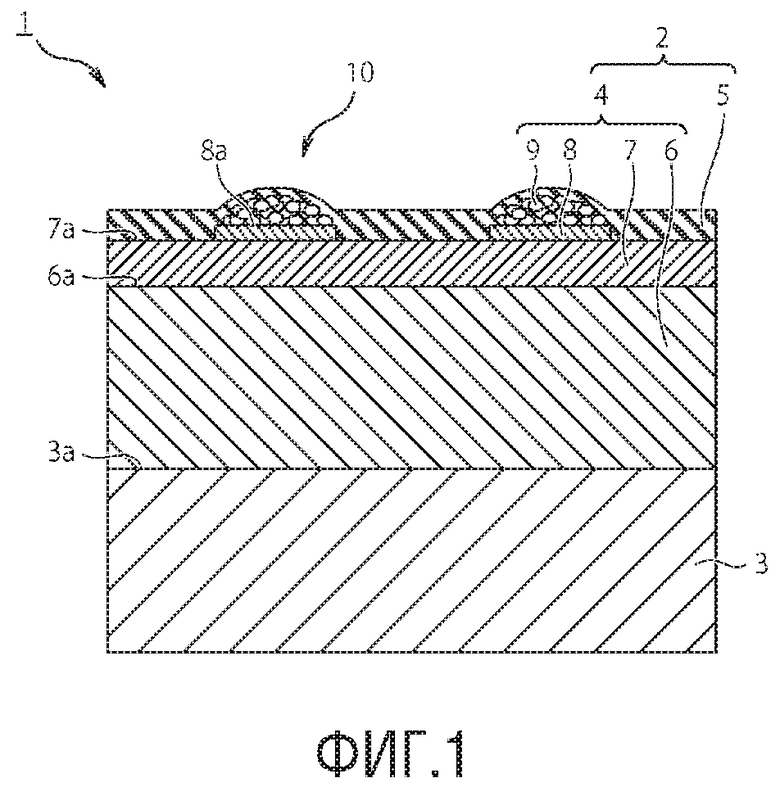
1. Пропитанная смолой декоративная бумага, формируемая путем пропитки декоративной бумаги пропитывающей смолой, содержащая:
основную бумагу;
слой рисунка, предусмотренный на поверхностной стороне основной бумаги;
заполняющий слой, предусмотренный на поверхности слоя рисунка; и
вспененный полимерный слой, предусмотренный на поверхности заполняющего слоя, формируемый пенообразователем,
в которой заполняющий слой содержит по меньшей мере одно из эпоксидной смолы, акриловой смолы, уретановой смолы и смолы на основе казеина, и имеет толщину 0,5 мкм или больше и 15 мкм или меньше.
2. Пропитанная смолой декоративная бумага по п. 1, в которой заполняющий слой имеет толщину 1 мкм или больше и 10 мкм или меньше.
3. Пропитанная смолой декоративная бумага по любому одному из пп. 1, 2, в которой заполняющий слой занимает 100% или больше площади поверхности вспененного полимерного слоя.
4. Пропитанная смолой декоративная бумага по п. 3, в которой заполняющий слой занимает 150% или меньше площади поверхности вспененного полимерного слоя.
5. Пропитанная смолой декоративная бумага по любому одному из пп. 1-4, в которой вспененный полимерный слой содержит цветную краску.
6. Пропитанная смолой декоративная бумага по любому одному из пп. 1-5, в которой рисунок, сформированный слоем рисунка, и расположение вспененного полимерного слоя совмещены друг с другом.
7. Пропитанная смолой декоративная пластина, содержащая:
пропитанную смолой декоративную бумагу по любому одному из пп. 1-6; и
основной элемент, интегрированный с пропитанной смолой декоративной бумагой.
| JP H1191060 A, 06.04.1999 | |||
| JPH 11138735 A, 25.05.1999 | |||
| WO 2019230373 A1, 05.12.2019 | |||
| JPS 57191082 А, 24.11.1982 | |||
| СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНЫХ СТРУКТУРНЫХ ПОВЕРХНОСТЕЙ, В ЧАСТНОСТИ НА ДРЕВЕСНЫХ ПЛИТАХ | 2015 |
|
RU2684741C2 |

