Изобретение относится к гибочному прессу для сгибания стального листа при изготовлении трубы из стального листа, с помощью которого проходящий вдоль продольной оси стальной лист сгибается, по меньшей мере, в одной боковой зоне, при этом гибочный пресс имеет, по меньшей мере, один состоящий из двух частей гибочный инструмент, который находится в активном соединении, по меньшей мере, с одним создающим усилие элементом, и при этом действующее между обеими частями гибочного инструмента и создаваемое создающим усилие элементом усилие передается, по меньшей мере, через один стяжной болт.
При изготовлении сварных труб, в частности труб большого диаметра, из стального листа на первой стадии формируют трубчатое тело. Затем на второй стадии его сваривают в образующемся месте стыка соприкасающихся друг с другом боковых концов стального листа. В рамках указанной первой стадии процесса происходит загибание или соответственно сгибание боковых краевых зон стального листа. Для этого известен гибочный пресс.
Согласно первому известному варианту выполнения применяют два отдельных пресса для сгибания обеих краевых зон стального листа. Недостатком этого решения является то, что вследствие значительных усилий сгибания происходит относительное поворотное перемещение вокруг продольной оси (качка) между обеими отдельными машинами.
Поэтому согласно альтернативному второму варианту выполнения известно размещение обоих гибочных устройств для обеих сторон стального листа в одной машине, так что можно исключать относительные поворотные перемещения вокруг продольной оси между обоими гибочными устройствами. За счет этого обеспечивается неподвижная рамная конструкция, в которой оба гибочных устройства расположены неподвижно в одной раме. Однако это имеет недостатки при изменении ширины стального листа. А именно для настройки машины на заданную желаемую ширину стального листа необходимо перемещать инструменты в требуемое положение, т.е. в случае узких стальных листов инструменты сдвигаются к середине пресса. Однако там деформация рамной машины является наибольшей, так что при узких стальных листах деформация вследствие усилия инструментов не является пренебрежительно малой.
Делаются попытки устранения указанных недостатков, т.е. обеспечения более устойчивой конструкции машины, в которой нет поворотных перемещений вокруг продольной оси отдельных прессов и которая, тем не менее, не имеет сильных деформаций вследствие развиваемых инструментами усилий.
Поэтому в основу изобретения положена задача создания гибочного пресса указанного вначале вида, который в смысле поставленной цели обеспечивает улучшенное сгибание или загибание стального листа для трубы, при этом происходят лишь небольшие перемещения частей машины и, в частности, лишь небольшая деформация машины во время работы. Должен обеспечиваться улучшенный силовой поток в гибочном прессе при возможности настройки на ширину подлежащего обработке стального листа.
Эта задача решена согласно изобретению тем, что гибочный инструмент вместе с создающим усилие элементом и стяжным болтом расположен поперек продольной оси стального листа, по меньшей мере, на одном проходящем поперек продольной оси несущем элементе с возможностью сдвига и закрепления.
Предпочтительно предусмотрены, по меньшей мере, два гибочных инструмента вместе с создающими усилие элементами и стяжными болтами, которые можно располагать симметрично относительно средней плоскости.
При этом несущий элемент предпочтительно состоит из верхней балки и нижней балки, которые расположены ориентированно относительно друг друга. Для этой цели может иметься, по меньшей мере, один центрирующий элемент, с помощью которого можно верхнюю балку ориентировать относительно нижней балки.
Предпочтительно имеется линейно подвижный сдвигающий элемент, в частности элемент ходовой винт/гайка, с помощью которого можно блок, состоящий из гибочного инструмента, создающего усилие элемента и стяжного болта, сдвигать поперек продольной оси на несущем элементе, т.е. сдвигать в желаемое положение.
В одной модификации предусмотрено, что предпочтительно в одной концевой зоне стяжного болта расположен натяжной элемент, с помощью которого стяжной болт можно стягивать с несущим элементом. При этом натяжной элемент предпочтительно выполнен в виде гидравлической цилиндропоршневой системы.
Особенно предпочтительно предусмотрено, что два блока, состоящие из гибочного инструмента, создающего усилие элемента и стяжного болта, на несущем элементе, состоящем из верхней балки и нижней балки, в затянутом состоянии стяжного болта образуют с несущим элементом замкнутую с силовым замыканием раму. Это предпочтительно предотвращает относительное поворотное перемещение обоих инструментов вокруг продольной оси.
Кроме того, может быть предусмотрено, что несколько блоков, состоящих из двух гибочных инструментов, двух создающих усилие элементов, двух стяжных болтов и одного несущего элемента, состоящего из верхней балки и нижней балки, расположены друг за другом в направлении продольной оси. В этом случае несколько блоков могут быть соединены друг с другом с помощью, по меньшей мере, одного проходящего в направлении продольной оси поперечного несущего элемента.
Наконец, в одном предпочтительном варианте выполнения предусмотрено, что, по меньшей мере, один стяжной болт, один несущий элемент и один поперечный несущий элемент можно стягивать друг с другом с помощью натяжного элемента.
Таким образом, можно предпочтительно предотвращать относительное поворотное перемещение вокруг продольной оси между отдельными прессами, поскольку концепция машины при использовании по назначению основана на замкнутой раме. Поскольку стяжной болт для передачи усилий инструмента всегда находится в непосредственной близости от места, в котором действуют обрабатывающие усилия (изгибающие усилия), то деформации машины можно удерживать небольшими по сравнению с известными решениями; а именно инструмент, т.е. место, в котором создается усилие, находится всегда вблизи стяжного болта.
Таким образом, для предотвращения поворотных перемещений или соответственно колебаний вокруг продольной оси используется рамная конструкция, при этом при изменении размера (т.е. при изменении ширины подлежащего изгибанию стального листа) стяжные болты сдвигаются с помощью цилиндропоршневого блока инструмента, за счет чего стяжные болты всегда расположены непосредственно у места приложения усилия.
Натяжение или, по другому, затягивание стяжных болтов предпочтительно осуществляется с помощью гидравлически приводимых натяжных гаек. При этом может быть предусмотрено, что давление в натяжной гайке постоянно присутствует, или же, что за счет контрения или прокладки промежуточных стальных листов затянутое состояние при снятии давления с гайки остается сохраненным. Для сдвига стяжных болтов с создающими усилие элементами поперек продольной оси стального листа стяжные болты ослабляют.
Когда натяжные гайки стяжных болтов постоянно нагружаются гидравлической жидкостью, то существует возможность измерения давления жидкости и тем самым контроля затягивания стяжных болтов.
Предложенная концепция имеет на основе рамной конструкции то преимущество, что стяжные болты всегда находятся вблизи инструментов (т.е. у места ввода усилия). Это означает короткий силовой поток. Деформация рамы оказывает лишь очень небольшое влияние на сгибание стального листа.
В зависимости от ширины подлежащего сгибанию стального листа стяжные болты сначала ослабляют, а затем сдвигают в новое положение поперек продольной оси стального листа для оптимального сгибания стального листа.
Ниже приводится подробное описание изобретения на основе примера выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - гибочный пресс с подлежащим сгибанию стальным листом, на виде спереди;
фиг.2 - гибочный пресс, на виде сверху; и
фиг.3 - фрагмент Z на фиг.1.
На фигурах показан гибочный пресс 1, с помощью которого подлежащий формированию в трубчатое тело, плоский стальной лист 2 (смотри фиг.1) необходимо загибать в его боковых зонах 3. При этом стальной лист 2, который показан лишь на фиг.1, имеет продольную ось L, которая на фиг.1 проходит перпендикулярно плоскости чертежа.
Для загибания боковой зоны 3 стального листа 2 гибочный пресс 1 имеет два гибочных инструмента 4 (соответственно несколько следующих друг за другом в направлении продольной оси L гибочных инструментов 4). Каждый гибочный инструмент имеет две взаимодействующие друг с другом части 4а и 4b. Для загибания стального листа 2 обе части 4а и 4b гибочного инструмента 4 сжимаются друг с другом при находящемся между ними стальном листе 2. Необходимое для этого усилие инструмента создается создающим усилие элементом 5, который обычно выполнен в виде цилиндропоршневого элемента. Передача усилия создающего усилие элемента 5 происходит через стяжной болт 6, который проходит вертикально через гибочный пресс.
Блок, состоящий из гибочного инструмента 4, создающего усилие элемента 5 и стяжного болта 6, установлен с возможностью сдвига в направлении Q поперек продольной оси L на несущем элементе 7, который состоит из верхней балки 7а и нижней балки 7b. При этом балки 7а, 7b являются по существу несущими элементами с относительно небольшой толщиной (в направлении продольной оси L), но с относительно большой (в вертикальном направлении) высотой, так что могут воспринимать большие изгибающие моменты с малой деформацией. Точное позиционирование верхней балки 7а относительно нижней балки 7b осуществляется с помощью центрирующих элементов 9.
Блок, состоящий из гибочного инструмента 4, создающего усилие элемента 5 и стяжного болта 6, можно с помощью натяжного элемента 11 стягивать с несущим элементом 7. При этом натяжной элемент 11 выполнен в виде гидравлической системы быстрого стягивания. Натяжные элементы 11, как показано в увеличенном представлении на фиг. 3, выполнены в виде систем с цилиндром 13, в котором расположен поршень 14. С его помощью можно прикладывать гидравлическое затягивающее усилие к стяжному болту 6.
Блоки, состоящие из гибочного инструмента 4, создающего усилие элемента 5 и стяжного болта 6, могут быть расположены симметрично относительно средней плоскости 8 для обеспечения возможности сгибания одновременно обеих боковых зон 3 стального листа.
Как показано на фиг.2, на нескольких следующих друг за другом в направлении продольной оси L несущих элементах 7 может быть расположено несколько указанных блоков. Соединение отдельных блоков осуществляется с помощью поперечных несущих элементов 12, которые проходят в направлении продольной оси L.
Для настройки гибочного пресса 1 на заданную ширину стального листа сначала ослабляют натяжные элементы 11, так что размыкается соединение с силовым замыканием между стяжным болтом 6, несущим элементом 7 и поперечным несущим элементом 12. Затем с помощью элементов 10 ходовой винт/гайка, которые действуют в качестве линейных сдвигающих элементов, блоки, состоящие из гибочного инструмента 4, создающего усилие элемента 5 и стяжного болта 6, сдвигают (плавно) в направлении Q симметрично относительно средней плоскости 8, пока они не займут желаемое положение. После этого снова приводят в действие натяжные элементы 11 и тем самым снова создают соединение с силовым замыканием между конструктивными частями. Образуется устойчивая рамная конструкция, которая может воспринимать рабочие усилия инструментов с малой деформацией.
Перечень позиций
1 Гибочный пресс
2 Стальной лист
3 Боковая зона
4 Гибочный инструмент
4а,4b Части гибочного инструмента
5 Создающий усилие элемент
6 Стяжной болт
7 Несущий элемент
7а Верхняя балка несущего элемента
7b Нижняя балка несущего элемента
8 Средняя плоскость
9 Центрирующий элемент
10 Сдвигающий элемент (элемент ходовой винт/гайка)
11 Натяжной элемент
12 Поперечный несущий элемент
13 Цилиндр
14 Поршень
L Продольная ось
Q Поперечное направление
Изобретение относится к обработке металлов давлением, в частности к оборудованию для сгибания стального листа при изготовлении трубы. Гибочный пресс содержит, по меньшей мере, один состоящий из двух частей гибочный инструмент, находящийся в активном соединении, по меньшей мере, с одним создающим усилие элементом, и, по меньшей мере, один стяжной болт, служащий для передачи усилия, действующего между частями гибочного инструмента и создаваемого создающим усилие элементом. Гибочный инструмент вместе с создающим усилие элементом и стяжным болтом расположен поперек продольной оси стального листа, по меньшей мере, на одном проходящем поперек продольной оси несущем элементе с возможностью его сдвига и закрепления. Повышается качество сгибаемых труб и надежность пресса. 10 з.п. ф-лы, 3 ил.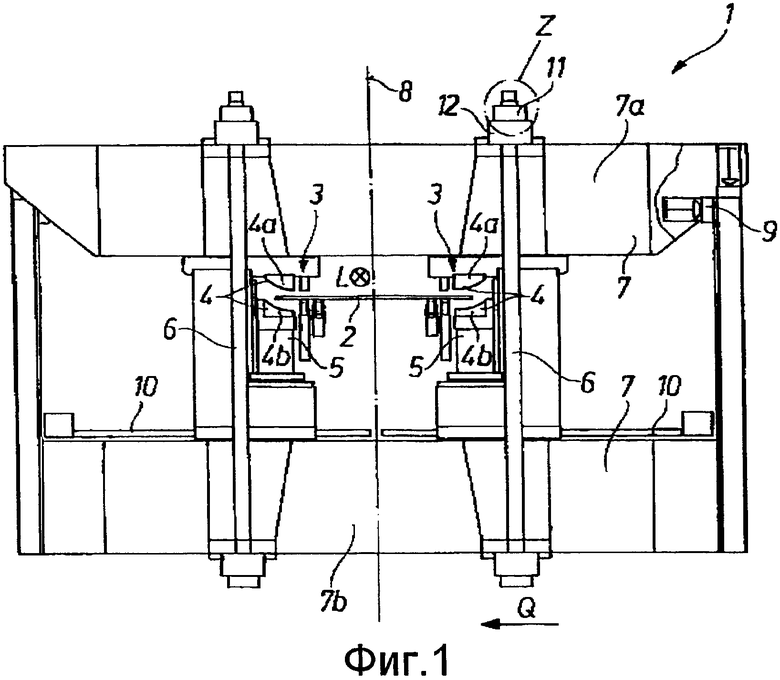
1. Гибочный пресс (1) для сгибания стального листа (2) при изготовлении трубы из стального листа (2), с помощью которого проходящий вдоль продольной оси (L) стальной лист (2) сгибается, по меньшей мере, в одной боковой зоне (3), при этом гибочный пресс (1) имеет, по меньшей мере, один состоящий из двух частей гибочный инструмент (4а, 4b), который находится в активном соединении, по меньшей мере, с одним создающим усилие элементом (5), и при этом действующее между обеими частями (4а, 4b) гибочного инструмента и создаваемое создающим усилие элементом (5) усилие передается, по меньшей мере, через один стяжной болт (6), отличающийся тем, что гибочный инструмент (4а, 4b) вместе с создающим усилие элементом (5) и стяжным болтом (6) расположены поперек продольной оси (L) стального листа (2), по меньшей мере, на одном проходящем поперек продольной оси (L) несущем элементе (7) с возможностью сдвига и закрепления.
2. Пресс по п.1, отличающийся тем, что предусмотрены, по меньшей мере, два гибочных инструмента (4а, 4b) вместе с создающими усилие элементами (5) и стяжными болтами (6), которые могут располагаться симметрично относительно средней плоскости (8).
3. Пресс по п.1 или 2, отличающийся тем, что несущий элемент (7) состоит из верхней балки (7а) и нижней балки (7b), которые расположены ориентированно относительно друг друга.
4. Пресс по п.3, отличающийся тем, что имеется, по меньшей мере, один центрирующий элемент (9), с помощью которого верхняя балку (7а) выполнена с возможностью ориентирования относительно нижней балки (7b).
5. Пресс по п.1, отличающийся тем, что имеется линейно подвижный сдвигающий элемент (10), в частности элемент ходовой винт/гайка, с помощью которого блок, состоящий из гибочного инструмента (4а, 4b), создающего усилие элемента (5) и стяжного болта (5), выполнен с возможностью сдвигания поперек продольной оси (L) на несущем элементе (7).
6. Пресс по п.1, отличающийся тем, что предпочтительно в одной концевой зоне стяжного болта (6) расположен натяжной элемент (11), посредством которого стяжной болт (6) выполнен с возможностью стягивания с несущим элементом (7).
7. Пресс по п.6, отличающийся тем, что натяжной элемент (11) выполнен в виде гидравлической цилиндропоршневой системы.
8. Пресс по п.1, отличающийся тем, что два блока, состоящие из гибочного инструмента (4а, 4b), создающего усилие элемента (5) и стяжного болта (6), на несущем элементе (7), состоящем из верхней балки (7а) и нижней балки (7b), в затянутом состоянии стяжного болта (6) образуют с несущим элементом (7) замкнутую с силовым замыканием раму.
9. Пресс по п.1, отличающийся тем, что несколько блоков, состоящих из двух гибочных инструментов (4а, 4b), двух создающих усилие элементов (5), двух стяжных болтов (6) и одного несущего элемента (7), состоящего из верхней балки (7а) и нижней балки (7b), расположены друг за другом в направлении продольной оси (L).
10. Пресс по п.9, отличающийся тем, что несколько блоков соединены друг с другом с помощью, по меньшей мере, одного проходящего в направлении продольной оси (L) поперечного несущего элемента (12).
11. Пресс по п.6, отличающийся тем, что, по меньшей мере, один стяжной болт (6), один несущий элемент (7) и один поперечный несущий элемент (12) выполнены с возможностью стягивания друг с другом с помощью натяжного элемента (11).
| Листогибочный пресс | 1989 |
|
SU1639828A1 |
| Листогибочный пресс | 1977 |
|
SU733776A1 |
| ЛИСТОГИБОЧНЫЙ ПРЕСС | 2004 |
|
RU2269391C1 |
| DE 60116154 A1, 28.09.2006 | |||
| Устройство для смазки узлов конвейера | 1985 |
|
SU1240703A1 |

