Изобретение относится к подъемно-транспортным механизмам и может быть использовано для обеспечения смазки перемещающихся узлов конвейера в автоматическом режиме.
Цель изобретения - повыщение надежности работы.
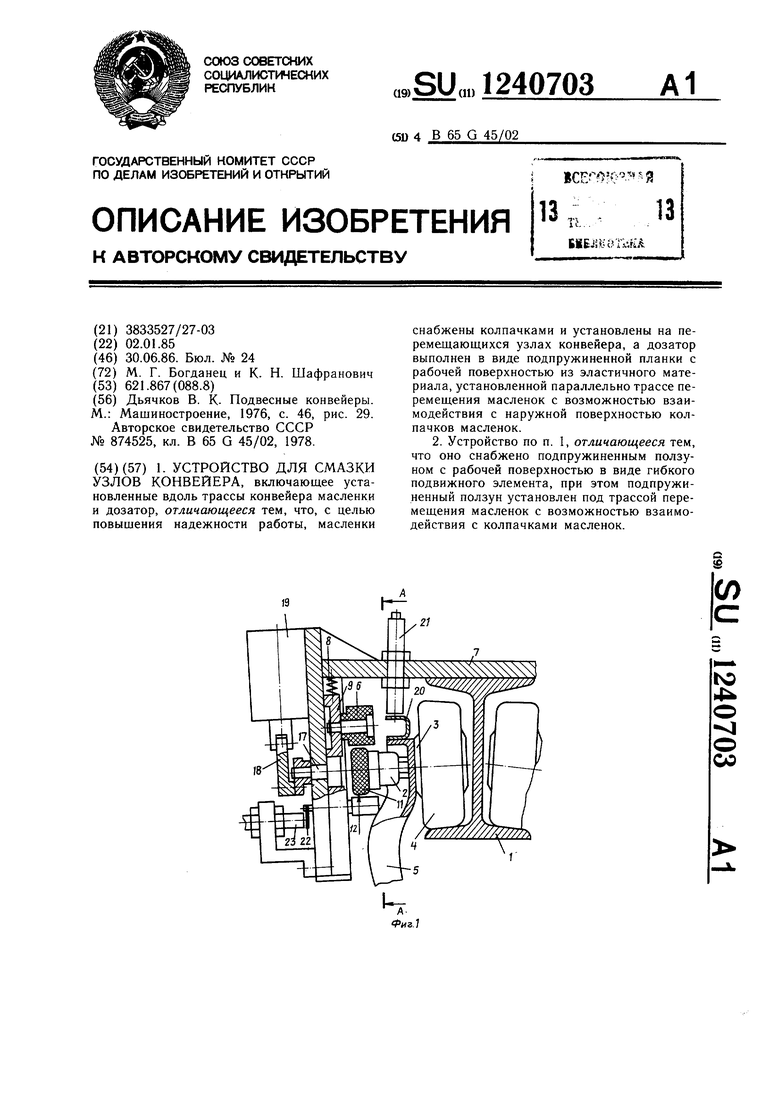
На фиг.1 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг.1.
Устройство для смазки перемещающихся по монорельсовой трассе 1 узлов конвейера с масленками 2, установленными в под- щипниковых узлах 3, принадлежащих, например, каткам 4 кареток 5 подвесного конвейера, снабжено дозатором 6. Дозатор 6 выполнен в виде установленной на кронщтей- не 7 подпружиненной пружиной 8 планки 9 с рабочей поверхностью 10 из эластичного материала, например резины. Каждая масленка 2 снабжена колпачком 11 с рифленой наружной поверхностью 12.
Вместимость колпачковых масленок 2 устанавливается из расчета обеспечения смазки подщипниковых узлов в течение всего межремонтного периода эксплуатации конвейера.
5 Устройство работает следующим образом.
Для осуществления очередного сеанса
смазки подщипниковых узлов работающего
конвейера подают питание на датчик 21.
В результате этого при прохождении лепест10 ка 20 в зоне датчика 21 автоматически включается привод 19, который поворачивает кулачок 16. При повороте кулачка 16 до совпадения его продольной оси с горизонтальными кромками планки 9 и ползуна 13, контактирующими с поверх 5 ностью кулачка, планка и ползун сближаются на расстояние, обеспечивающее контакт планки 9 и гибкого элемента 15 с поверхностью колпачков 11. В результате такого контакта планка 9 сообПо второму варианту выполнения устрой- jo каждому колпачку 11 перемещающих- ства для смазки кронщтейн 7 снабжен до- ся масленок крутящий момент для поворота
колпачков на необходимый угол, обусловленный длиной планки 9.
полнительным подпружиненным ползуном 13 с роликами 14, которые охватываются рабочей поверхностью 15 в виде гибкого подвижного элемента, взаимодействующего с колпачками 11 масленок 2.
Для дистанционного включения и выключения устройства на кронштейне 7 между планкой 9 дозатора б и ползуном 13 установлен поворотный кулачок 16 овальной формы.
Ось 17 кулачка 16 через кривощип 18 кинематически связана приводом 19, выполненным, например, в виде электромагнита.
Один из подщипниковых узлов 3 оснащен лепестком 20, предназначенным для взаимодействия с датчиком 21, который сблокирован (не показано) с приводом 19. Контроль за поворотом колпачков 11 масленок 2 осуществляется при помощи флажка 22, установленного на оси одного из роликов 14 и взаимодействующего с датчиком 23 контроля поворота колпачков 11.
А-А
После прохождения всех колпачковых 25 масленок через зону контакта с планкой 9 лепесток 20, совершив полный цикл, вторично взаимодействует с датчиком 21. Датчик 21 дает сигнал на привод 19 для поворота кулачка 16 в исходное положение.
В результате такого поворота кулачок 16 разводит подпружиненные планку 9 и ползун 13 на расстояние, обеспечивающее свободное прохождение масленок 2 в зазоре между планкой 9 и гибким элементом 15.
При работе устройства флажок 22, установленный на оси одного из роликов 14, сигнализирует о повороте колпачков 11 каждой масленки 2 в процессе подачи смазки. В случае неритмичного поступления такого сигнала устройство может быть отключено для установления возможной неисправности (заклинивания колпачка и т. п.).
Вместимость колпачковых масленок 2 устанавливается из расчета обеспечения смазки подщипниковых узлов в течение всего межремонтного периода эксплуатации конвейера.
Устройство работает следующим образом.
Для осуществления очередного сеанса
смазки подщипниковых узлов работающего
конвейера подают питание на датчик 21.
В результате этого при прохождении лепестка 20 в зоне датчика 21 автоматически включается привод 19, который поворачивает кулачок 16. При повороте кулачка 16 до совпадения его продольной оси с горизонтальными кромками планки 9 и ползуна 13, контактирующими с поверхностью кулачка, планка и ползун сближаются на расстояние, обеспечивающее контакт планки 9 и гибкого элемента 15 с поверхностью колпачков 11. В результате такого контакта планка 9 сообПосле прохождения всех колпачковых масленок через зону контакта с планкой 9 лепесток 20, совершив полный цикл, вторично взаимодействует с датчиком 21. Датчик 21 дает сигнал на привод 19 для поворота кулачка 16 в исходное положение.
В результате такого поворота кулачок 16 разводит подпружиненные планку 9 и ползун 13 на расстояние, обеспечивающее свободное прохождение масленок 2 в зазоре между планкой 9 и гибким элементом 15.
При работе устройства флажок 22, установленный на оси одного из роликов 14, сигнализирует о повороте колпачков 11 каждой масленки 2 в процессе подачи смазки. В случае неритмичного поступления такого сигнала устройство может быть отключено для установления возможной неисправности (заклинивания колпачка и т. п.).
ВНИИПИ Заказ 3448/17 Тираж 833 Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4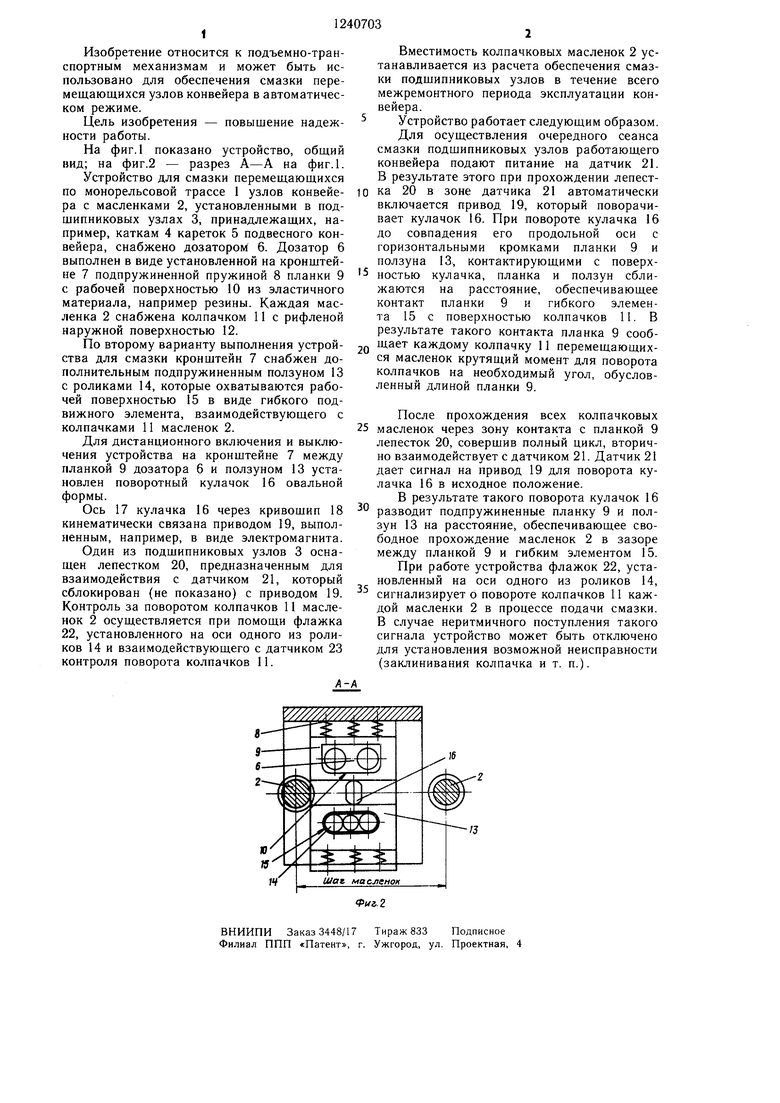
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смазки цепи | 1987 |
|
SU1493844A1 |
| Приспособление для автоматической смазки вагонеток | 1931 |
|
SU27400A1 |
| Шаговый конвейер-накопитель | 1985 |
|
SU1313774A1 |
| Система смазки элементов конвейера | 1989 |
|
SU1766790A1 |
| Устройство для укладки изделий в решетки | 1985 |
|
SU1399069A1 |
| ШПРИЦ ДЛЯ ПОДАЧИ КОНСИСТЕНТНОЙ СМАЗКИ | 2001 |
|
RU2218517C2 |
| Автоматический станок для выборки сферических масленок в часовых и технических камнях | 1958 |
|
SU115506A1 |
| МНОГОПОЗИЦИОННЫЙ СБОРОЧНЫЙ АВТОМАТ | 1971 |
|
SU435913A1 |
| Устройство для непрерывной намотки нити | 1983 |
|
SU1137046A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| Дьячков В | |||
| К | |||
| Подвесные конвейеры | |||
| М.: Машиностроение, 1976, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для смазки перемещающихся элементов | 1978 |
|
SU874525A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
