ОПИСАНИЕ
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для формования прессованием для изготовления конструктивного элемента для кузова автомобиля и, в частности, к способу и устройству для формования прессованием для изготовления конструктивного элемента для кузова автомобиля как формованного прессованием изделия, изготовленного из стального листа.
Уровень техники
Кузов автомобиля в общем состоит из конструктивных элементов, в основном, включающих продольные элементы транспортного средства, которые расположены в продольном направлении этого средства, и поперечные элементы транспортного средства, которые расположены в поперечном направлении этого средства. Конструктивные элементы, такие как продольные элементы транспортного средства и поперечные элементы транспортного средства, каждый из которых соединен с другими элементами при помощи фланца, созданного на обоих концах каждого конструктивного элемента, обеспечивают жесткость, требуемую для кузова автомобиля, и несут нагрузку.
От конструктивного элемента для кузова автомобиля требуются, например, высокая стойкость к деформации, возникающей при приложении нагрузки, действующей в осевом направлении этого элемента, и высокая жесткость при кручении. С целью уменьшить вес кузова автомобиля и повысить безопасность при столкновении, в качестве материала для такого конструктивного элемента в последние годы во все возрастающей степени используют более тонкий стальной лист, имеющий высокую прочность, например, высокую прочность на разрыв при растяжении (стальной лист с высокой прочностью или стальной лист с высокой прочностью на разрыв при растяжении). Однако для тяжелых автомобилей, например, грузовиков, могут быть использованы конструктивные элементы, изготовленные из стальных листов большой толщины.
Например, поперечный элемент пола, который используется как конструктивный элемент для усиления пола кузова автомобиля, имеет поперечное сечение, выполненное, по существу, в форме желобчатого элемента, и соединен с боковыми продольными балками или другими продольными элементами транспортного средства посредством внешних фланцев, созданных на обоих концах поперечного элемента пола. Важно, чтобы такой поперечный элемент пола имел увеличенную прочность соединения с другими элементами и увеличенную жесткость при кручении, чтобы обеспечить жесткость кузова автомобиля и лучшую способность к передаче нагрузки в случае, когда прикладывается ударная нагрузка.
В патентных документах 1-3 рассмотрены способы изготовления конструктивных элементов для кузовов автомобилей, позволяющие устранить дефекты в фиксации формы формованных прессованием изделий, в которых используются высокопрочные материалы, путем разработки новых механизмов вставок, используемых в матрицах. Используя способы изготовления, описанные в этих патентных документах, пытались улучшить фиксируемость формы после формования прессованием путем намеренного создания выгибания материала во время формования, которое зависит от взаимного расположения верха пуансона и только той части плоской подушки, которая расположена напротив плоской части верха пуансона.
Кроме того, в патентном документе 4 рассмотрена матрица формования фланцев, предназначенная для формования фланца на конце панели для кузова автомобиля. Матрица формования фланцев может формовать центральный фланец, являющийся продолжением центральной стенки, и выступающий вбок фланец, являющийся продолжением боковой стенки, используя одну и ту же матрицу на одном этапе. В патентном документе 4 также рассмотрен пример, в котором заготовку сгибают, в то время как часть заготовки, формуемую в центральную стенку, удерживают при помощи подушки.
Документы известного уровня техники
Патентные документы
Патентный документ 1: JP 4438468В
Патентный документ 2: JP 2009-255116A
Патентный документ 3: JP 2012 –051005A
Патентный документ 4: JP H5-23761A
Раскрытие изобретения
Проблемы, решаемые изобретением
Чтобы повысить жесткость кузова автомобиля и способность к передаче нагрузки при приложении ударной нагрузки, предпочтительно, чтобы внешний фланец, создаваемый на конце конструктивного элемента, представлял собой непрерывный фланец, и конструктивный элемент соединяли с другим элементом посредством непрерывного фланца. Другими словами, как будет описано позднее, предпочтительно, чтобы внешний фланец создавался также и на периферийной части ребра конструктивного элемента, в результате чего внешний фланец создается непрерывным образом на ребре и также на по меньшей мере части дна желобчатого элемента и вертикальной стенки на конце конструктивного элемента.
Однако стальной лист с высокой прочностью на разрыв при растяжении, который имеет низкую пластичность по сравнению со стальным листом с низкой прочностью, например, листом из низкоуглеродистой стали, создает проблему в виде образования разрывов во время формования прессованием. В дополнение к этому, для формования прессованием стального листа с высокой прочностью на разрыв при растяжении или стального листа, имеющего большую толщину, требуется большая прессовая нагрузка. Однако не легко увеличить прессовую нагрузку таким образом, чтобы сделать возможным приложение достаточной растягивающей силы к формуемому материалу. Другой проблемой, возникающей при формовании прессованием формуемого материала, образованного из стального листа с высокой прочностью на разрыв при растяжении или стального листа, имеющего большую толщину, является то, что легко возникают складки.
По указанным выше причинам, создание внешнего непрерывного фланца на конце конструктивного элемента с использованием традиционных способов формования прессованием приводит к возникновению трещин из-за растяжения на кромке фланца ребра и складок вблизи от основания фланца ребра во время формования прессованием. Как следствие, трудно получить требуемую форму в виде внешнего непрерывного фланца при использовании способов формования прессованием, известных в данной области техники.
Как описано выше, трудно изготовить конструктивный элемент, имеющий внешний непрерывный фланец из такого формуемого материала, как стальной лист с высокой прочностью на разрыв при растяжении или толстый стальной лист, без возникновения упомянутых выше складок и трещин из-за технических ограничений при формовании прессованием. Как следствие, в настоящее время приходится обеспечивать вырез в том месте, где находится фланец ребра, чтобы компенсировать такую трудность формования прессованием. Такой вырез является причиной ухудшения свойств, например, жесткости при кручении и способности к передаче нагрузки.
С этой точки зрения, известные технологии, рассмотренные в патентных документах 1-4, не рассматривают создание внешнего непрерывного фланца с одновременным препятствованием образованию трещин на кромке фланца ребра или образованию складок у основания фланца ребра во время формования прессованием. Как следствие, по-прежнему трудно, используя известные технологии, рассмотренные в патентных документах 1-4, выполнить формование прессованием конструктивного элемента, который изготовлен из стального листа с высокой прочностью или стального листа с высокой прочностью на разрыв при растяжении и который имеет по существу желобчатое поперечное сечение и внешний непрерывный фланец требуемой формы на конце.
В этой связи, термин «внешний фланец» в том виде, как здесь используется, относится к фланцу, созданному путем изгибания наружу от желобчатого элемента конца формованного прессованием изделия, имеющего по существу желобчатое поперечное сечение. Термин «внешний непрерывный фланец» относится к внешнему фланцу, созданному проходящим непрерывно по ребру, а также по меньшей мере по части дна желобчатого элемента и вертикальной стенки на конце формованного прессованием изделия. Кроме того, термин «фланец ребра» в том виде, как здесь используется, относится к части внешнего непрерывного фланца, созданной на периферии ребра.
Кроме того, фраза «обеспечить вырез во фланце» в том виде, как здесь используется, означает обеспечение выреза, созданного во фланце по всей его ширине, что делает фланец прерывистым. Термин «ширина фланца» используется в том же значении, что и высота фланца. Когда ширина фланца сделана в некоторых его частях небольшой, но эти части фланца по-прежнему остаются, это не означает, что во фланце обеспечен вырез.
Задачей настоящего изобретения является предложить способ и устройство для формования прессованием, предназначенные для изготовления конструктивного элемента для кузова автомобиля, при помощи которых можно уменьшить образование трещин на кромке фланца ребра и образование складок у основания фланца ребра и можно воспрепятствовать увеличению нагрузки со стороны подушки, при формовании прессованием конструктивного элемента, который изготовлен из стального листа с высокой прочностью на разрыв при растяжении или толстого стального листа и который имеет по существу желобчатое поперечное сечение и внешний непрерывный фланец на его конце.
Средства решения проблемы
Чтобы решить указанные проблемы, согласно аспекту настоящего изобретения, предлагается способ изготовления конструктивного элемента для кузова автомобиля, причем конструктивный элемент формуют прессованием формуемого материала, образованного из стального листа, с использованием устройства для формования прессованием, имеющего пуансон, матрицу и подушку, обращенную к пуансону, и конструктивный элемент продолжается в заданном направлении, имеет по существу желобчатое поперечное сечение, пересекающее заданное направление, и включает дно желобчатого элемента, ребро, продолжающееся до дна желобчатого элемента, вертикальную стенку, продолжающуюся до ребра, и внешний непрерывный фланец, образованный непрерывно вдоль по меньшей мере одного конца в заданном направлении, при этом упомянутый один конец включает по меньшей мере часть ребра, часть дна желобчатого элемента и часть вертикальной стенки, и этот способ включает: первый этап, на котором обеспечивают в ходе формования прессованием прижатие формуемого материала подушкой к пуансону, чтобы поднять область, соответствующую формуемому фланцу, на концах по меньшей мере дна желобчатого элемента и ребра в направлении, противоположном направлению прессования, и выполняют формование прессованием с использованием пуансона и матрицы, чтобы сформовать промежуточное изделие, при этом подушка изгибает конец области, формуемой в ребро, в направлении прессования и удерживает по меньшей мере часть упомянутого конца, а отличная от конца зона в области, формуемой в дно желобчатого элемента, остается неудерживаемой; и второй этап, на котором дополнительно прессуют промежуточное изделие, чтобы сформовать конструктивный элемент для кузова автомобиля.
По меньшей мере, часть упомянутого конца области, формуемой в дно желобчатого элемента, может быть неудерживаемой на первом этапе.
Вся область, формуемая в дно желобчатого элемента, и по меньшей мере часть области, соответствующей фланцу, формуемому на конце дна желобчатого элемента, могут оставаться неудерживаемыми на первом этапе, причем упомянутая часть продолжается к области, формуемой в дно желобчатого элемента.
Зона размером по меньшей мере в 1/2 длины периметра поперечного сечения на конце области, формуемой в ребро, может оставаться неудерживаемой на первом этапе, причем упомянутая 1/2 длины начинается от границы между областью, формуемой в ребро, и областью, формуемой в дно желобчатого элемента.
Пуансон, используемый на первом этапе, может иметь кромку, имеющую поверхность для формования ребра, и по меньшей мере часть кромки, соответствующая упомянутому концу в заданном направлении, может иметь радиус кривизны в диапазоне от 2 мм до 45 мм.
Стальной лист может представлять собой стальной лист толщиной 2,3 мм или более, либо стальной лист с высокой прочностью на разрыв при растяжении, имеющий прочность на разрыв при растяжении 440 МПа или более.
Чтобы решить указанные проблемы, согласно другому аспекту настоящего изобретения, предлагается устройство для формования прессованием, предназначенное для изготовления конструктивного элемента для кузова автомобиля, причем конструктивный элемент продолжается в заданном направлении, имеет по существу желобчатое поперечное сечение, пересекающее заданное направление, и включает дно желобчатого элемента, ребро, продолжающееся до дна желобчатого элемента, вертикальную стенку, продолжающуюся до ребра, и внешний непрерывный фланец, образованный непрерывно вдоль по меньшей мере одного конца в заданном направлении, при этом упомянутый один конец включает по меньшей мере часть ребра, часть дна желобчатого элемента и часть вертикальной стенки, и это устройство включает: пуансон, матрицу, и подушку, обращенную к пуансону, причем пуансон и матрица выполняют формование прессованием при одновременном удерживании подушкой и пуансоном формуемого материала, образованного из стального листа. Подушка прижимает формуемый материал для изгибания конца области, формуемой в ребро, в направлении прессования, и удерживает по меньшей мере часть упомянутого конца, в то время как отличная от конца зона в области, формуемой в дно желобчатого элемента, остается неудерживаемой.
Подушка может оставлять по меньшей мере часть упомянутого конца области, формуемой в дно желобчатого элемента, неудерживаемой.
Подушка может оставлять неудерживаемой всю область, формуемую в дно желобчатого элемента, и по меньшей мере часть области, соответствующей фланцу, формуемому на упомянутом конце дна желобчатого элемента, причем упомянутая часть продолжается к области, формуемой в дно желобчатого элемента.
Подушка может оставлять неудерживаемой зону размером по меньшей мере в 1/2 длины периметра поперечного сечения на упомянутом конце области, формуемой в ребро, причем 1/2 длины начинается от границы между областью, формуемой в ребро, и областью, формуемой в дно желобчатого элемента.
Пуансон может иметь кромку, имеющую поверхность для формования ребра, и по меньшей мере часть кромки, соответствующая упомянутому концу в заданном направлении, может иметь радиус кривизны в диапазоне от 2 мм до 45 мм.
Во время формования прессованием на первом этапе, соответствующем настоящему изобретению, конец области, формуемой в ребро, при помощи подушки изгибается и затем удерживается, в то время как отличная от упомянутого конца зона в области, формуемой в дно желобчатого элемента, остается неудерживаемой. Как следствие, увеличивается нагрузка на единицу площади, приложенная к зоне, удерживаемой подушкой, без увеличения нагрузки со стороны подушки. Таким образом, упомянутый конец области, формуемой в ребро, прочно удерживается подушкой, и конец ребра создается за счет выступания наружу материала стального листа в зоне, которая прижимается подушкой. Это приводит к ограничению перемещения материала стального листа в зоне, окружающей упомянутую зону, прижатую подушкой, а также препятствует увеличению нагрузки со стороны подушки, при одновременном получении формованного прессованием изделия, в котором ограничено образование трещин на кромке внешнего непрерывного фланца и образование складок вблизи от основания внешнего непрерывного фланца.
Конструктивный элемент, изготовленный путем формования прессованием, который имеет по существу желобчатое поперечное сечение и внешний непрерывный фланец, созданный на его конце, и изготовлен из стального листа с высокой прочностью на разрыв при растяжении или толстого стального листа, может демонстрировать повышенные жесткость при кручении и способность к передаче нагрузки, благодаря наличию внешнего непрерывного фланца требуемой формы. В дополнение к этому, такой конструктивный элемент можно соединять с другими элементами, используя всю площадь внешнего непрерывного фланца, включая фланцы ребер, что приводит к существенному увеличению прочности и жесткости собранной конструкции, включающей конструктивный элемент. Как следствие, это расширяет возможности применения стальных листов, например, стальных листов, имеющих толщину 2,3 мм или более, либо имеющих прочность на разрыв при растяжении 440 МПа или более, в конструктивных элементах для кузовов автомобилей.
Краткое описание чертежей
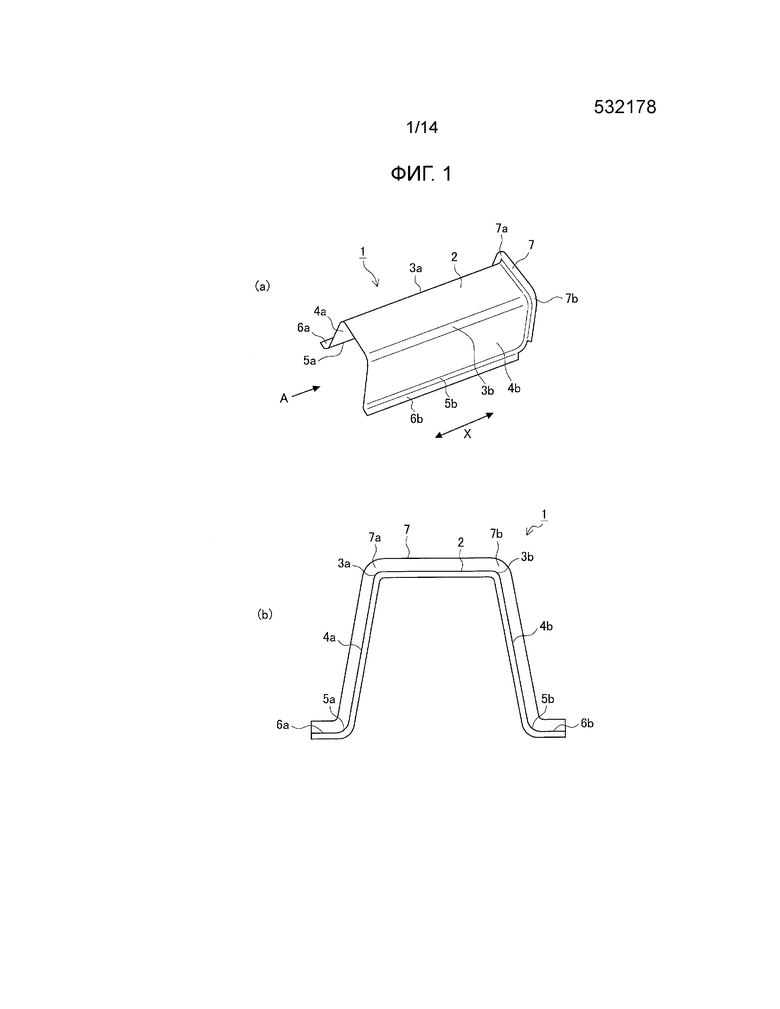
На Фиг.1(а) приведен общий вид, иллюстрирующий пример конструктивного элемента, который должен быть изготовлен с использованием способа и устройства для формования прессованием, предназначенных для изготовления конструктивного элемента для кузова автомобиля, согласно варианту реализации настоящего изобретения, и на Фиг.1(b) приведен вид по стрелке А, показанной на Фиг.1(а).
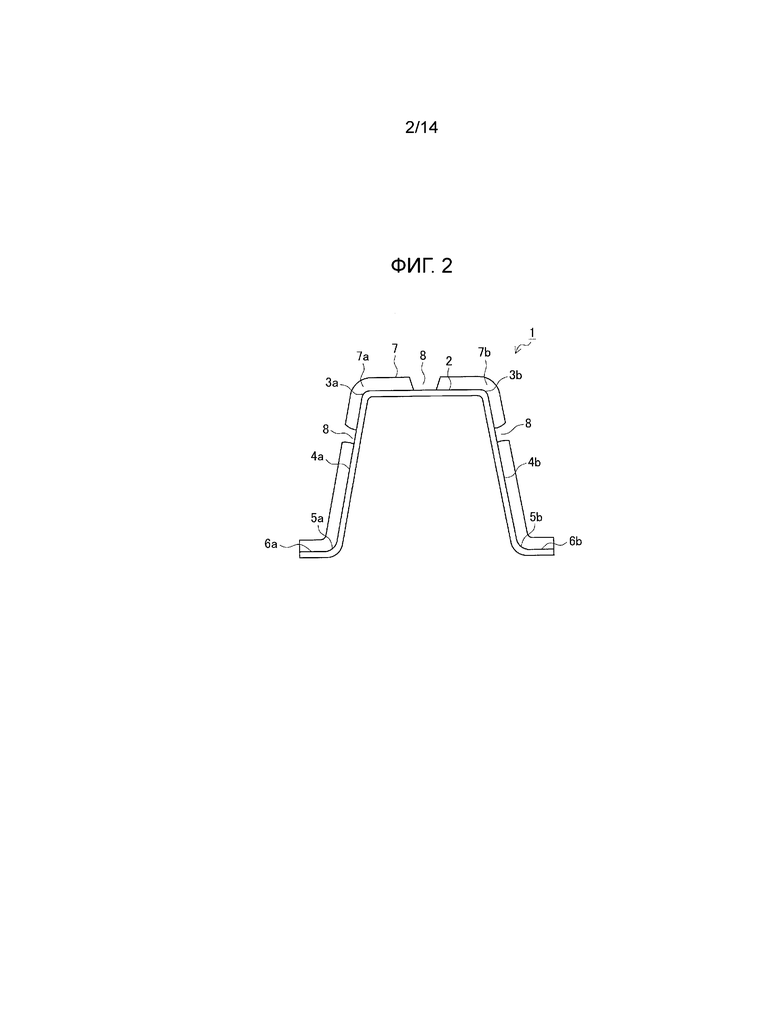
На Фиг.2 приведен пример конструктивного элемента, имеющего вырезы во внешнем фланце, обеспеченные на дне желобчатого элемента и в вертикальной стенке.
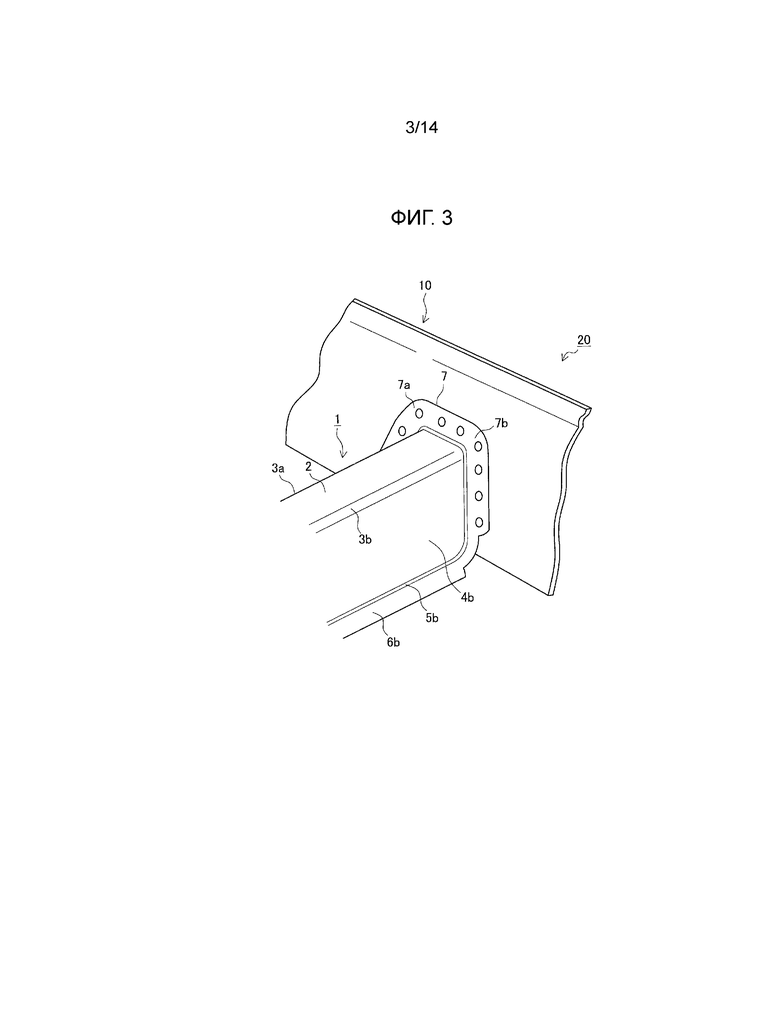
На Фиг.3 приведен схематичный вид, на котором изображена собранная конструкция.
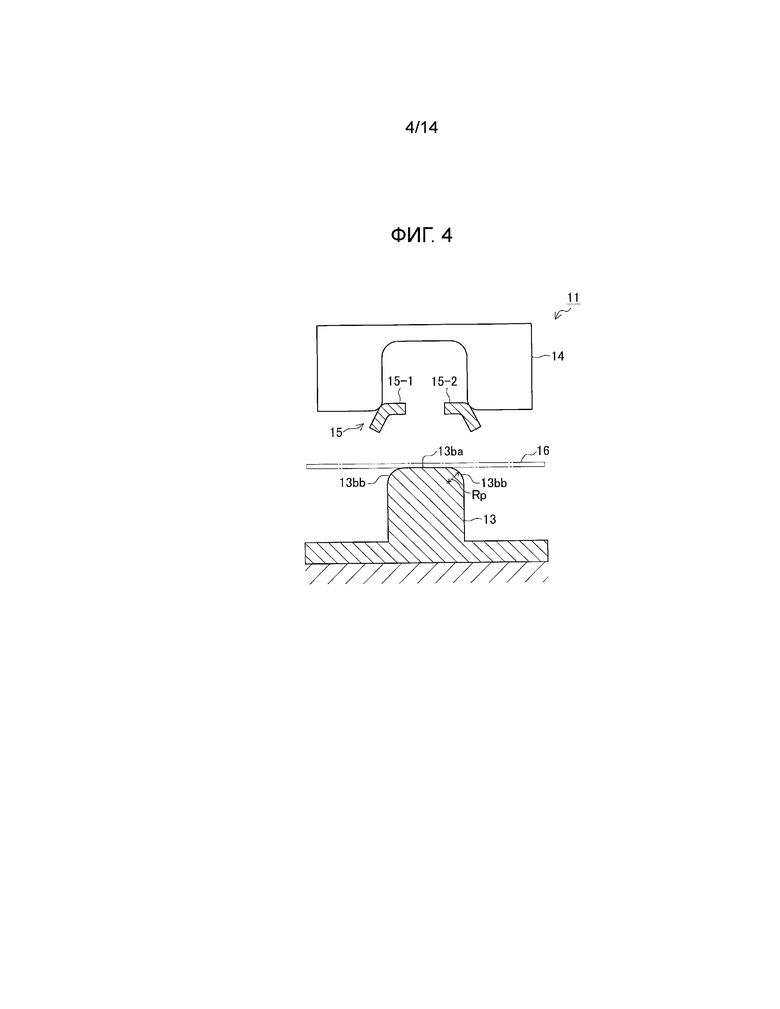
На Фиг.4 приведено сечение, в общих чертах иллюстрирующее конструкцию устройства для формования прессованием, согласно представленному варианту.
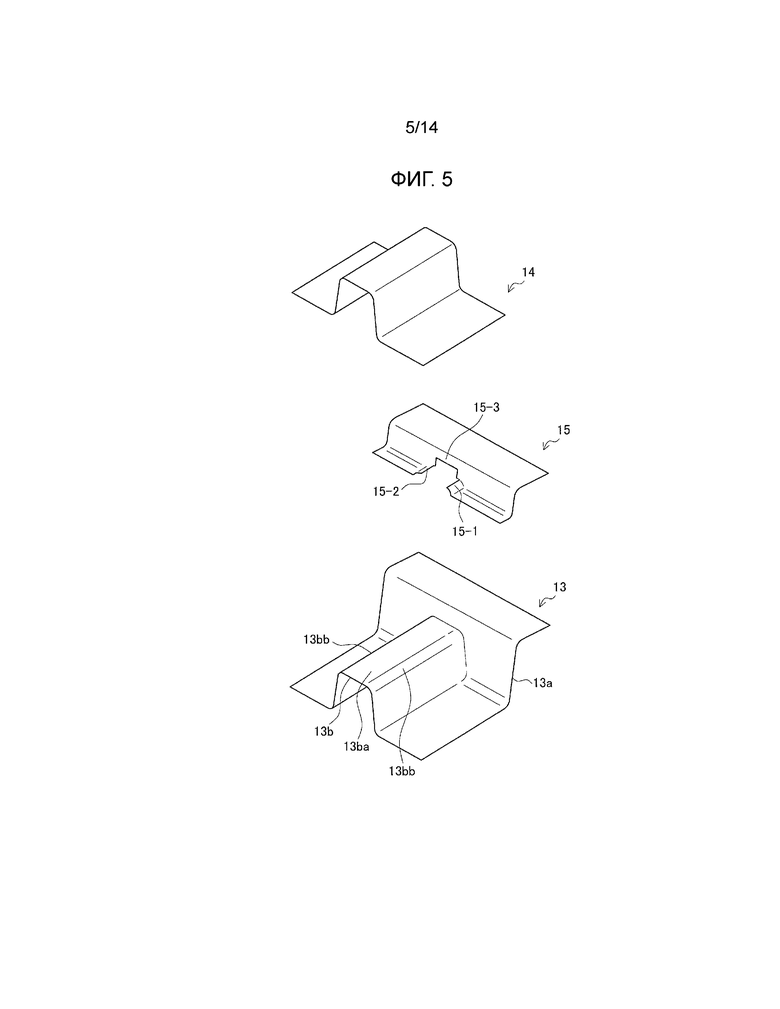
На Фиг.5 приведен общий вид, схематично иллюстрирующий конструкцию устройства для формования прессованием, согласно представленному варианту.
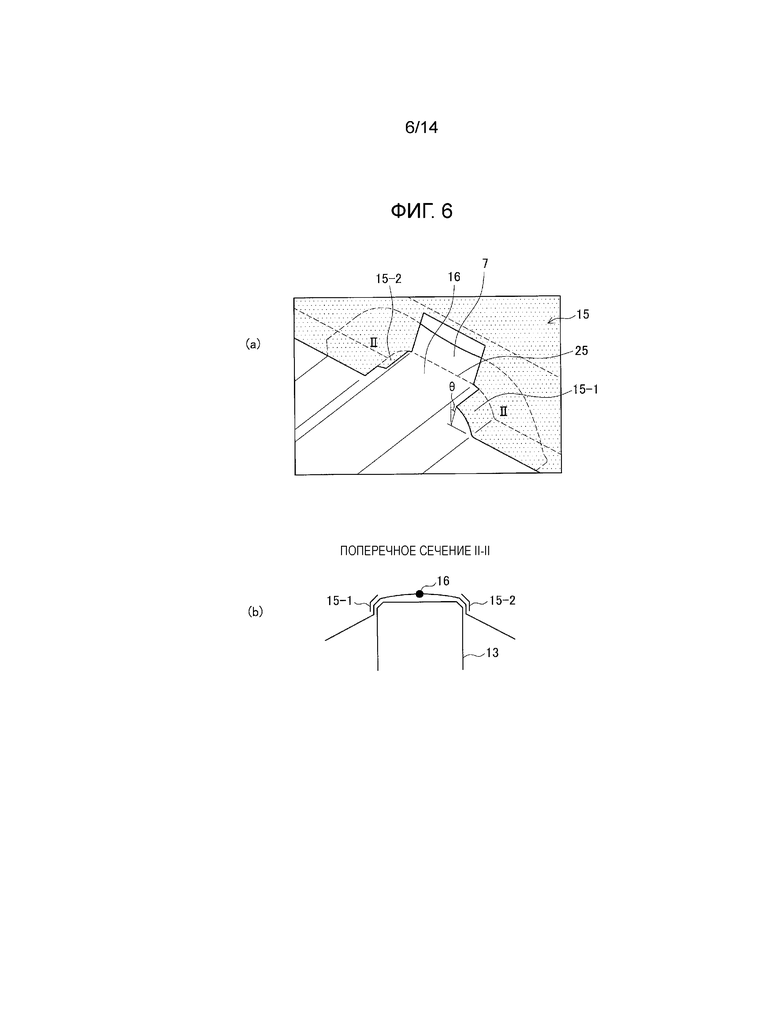
На Фиг.6(а) приведен общий вид, схематично иллюстрирующий состояние формуемого материала, удерживаемого реберной подушкой, и на Фиг.6(b) приведен схематичный вид, иллюстрирующий состояние формуемого материала, удерживаемого реберной подушкой.
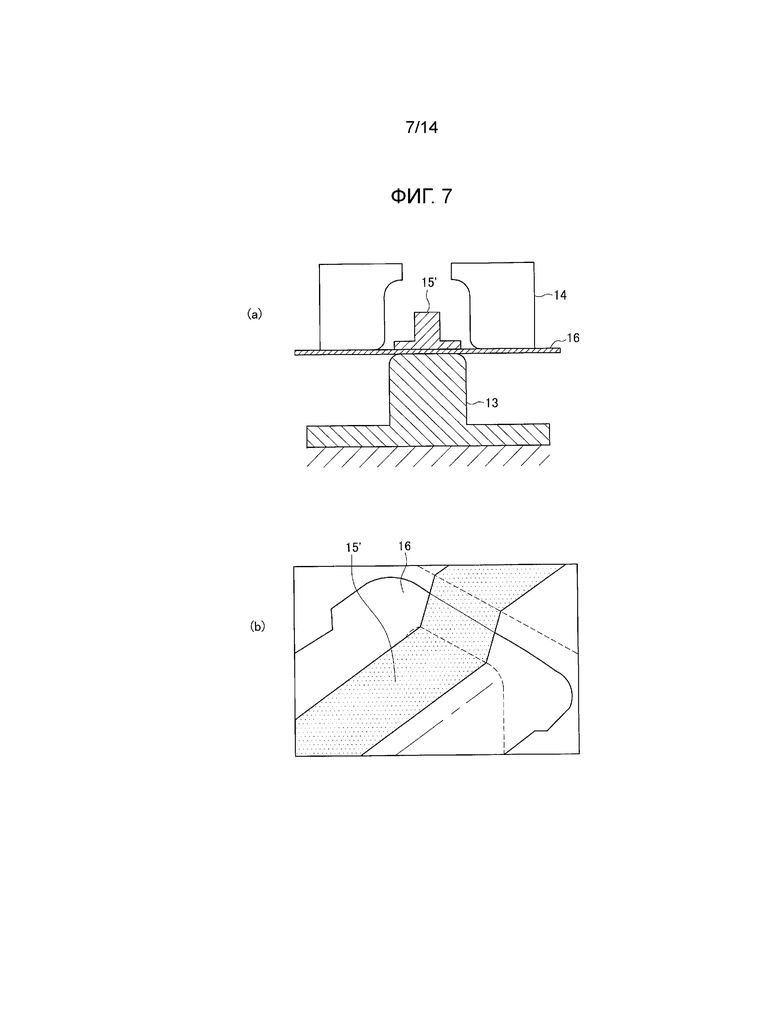
На Фиг.7(а) приведено сечение, схематично иллюстрирующее состояние формуемого материала, удерживаемого подушкой, известной в данной области техники, и на Фиг.7(b) приведено сечение, схематично иллюстрирующее состояние формуемого материала, удерживаемого подушкой, известной в данной области техники.
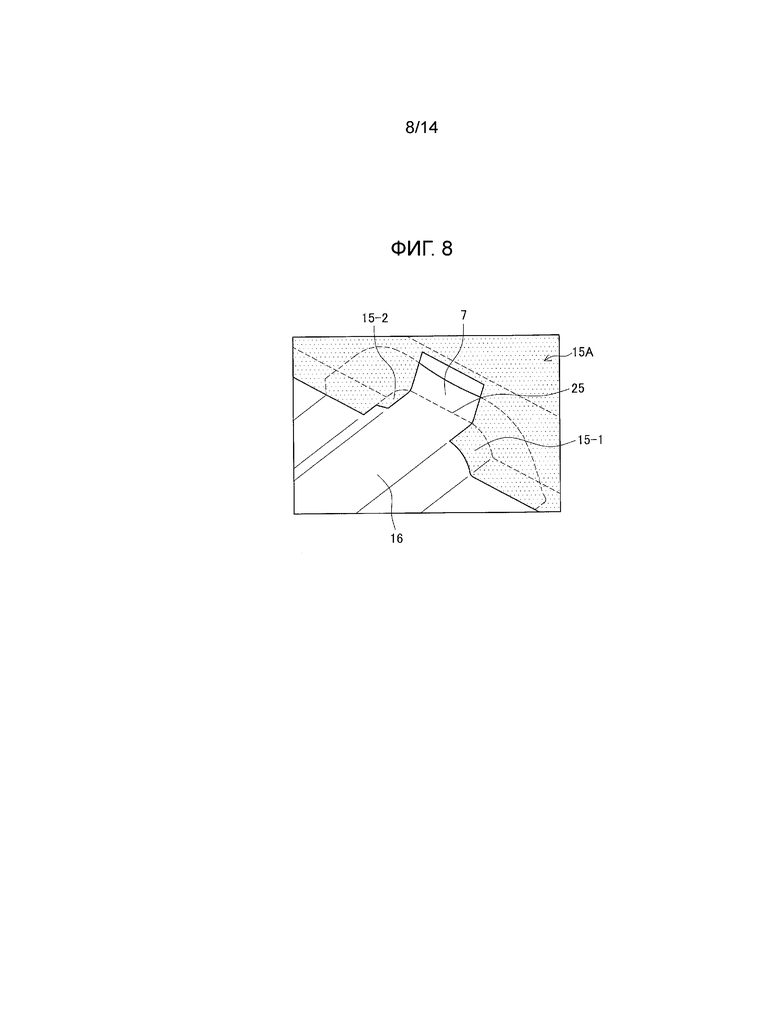
На Фиг.8 приведен общий вид, иллюстрирующий состояние, когда удерживается вся область, формуемая в ребро, которая находится вблизи от внешнего фланца.
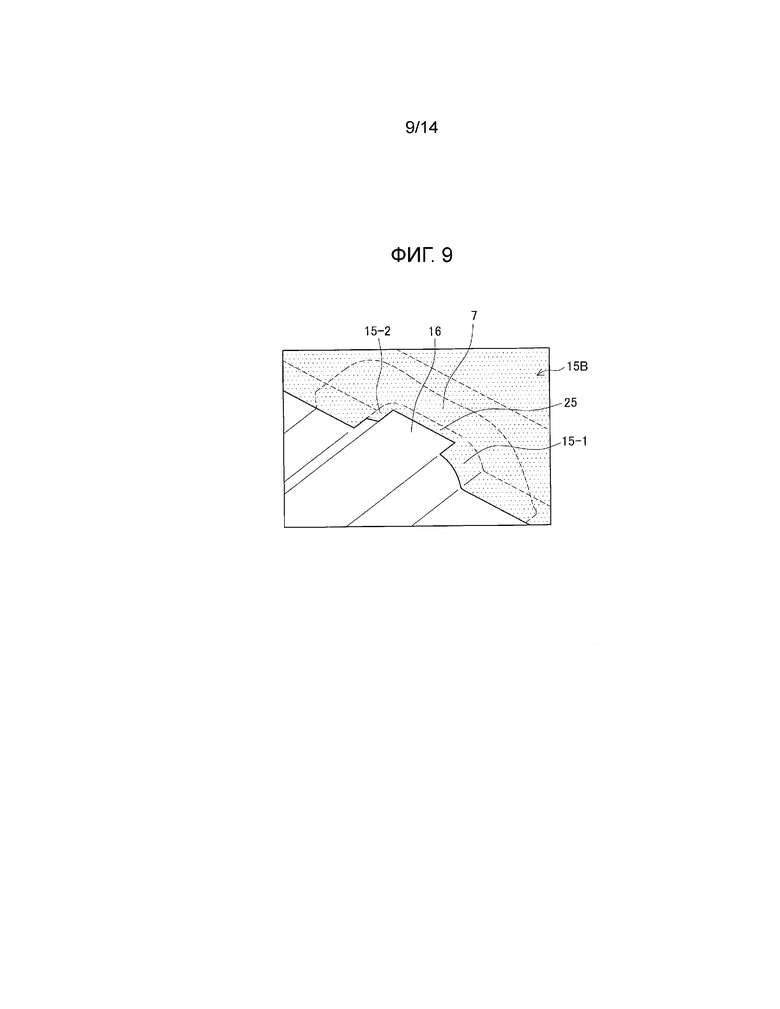
На Фиг.9 приведен общий вид, иллюстрирующий состояние, когда удерживается криволинейная поверхность, поднимающаяся от дна желобчатого элемента к внешнему фланцу.
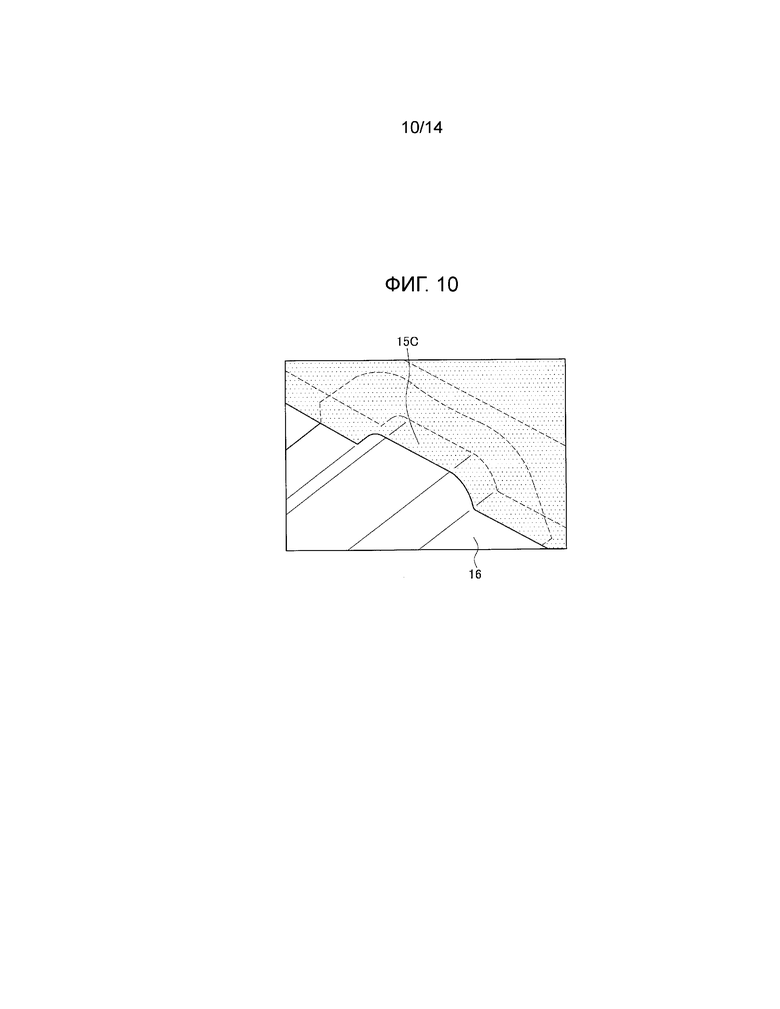
На Фиг.10 приведен общий вид, иллюстрирующий состояние, когда удерживается все дно желобчатого элемента, находящееся вблизи от внешнего фланца.
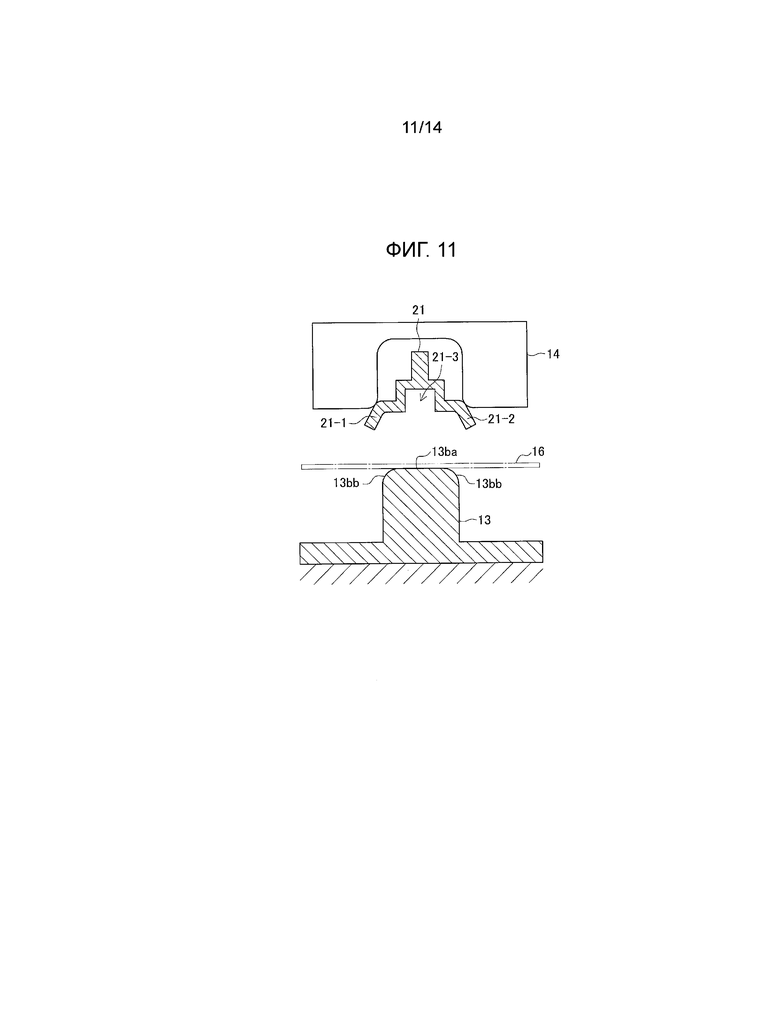
На Фиг.11 приведено сечение, иллюстрирующее другой пример конструкции реберной подушки.
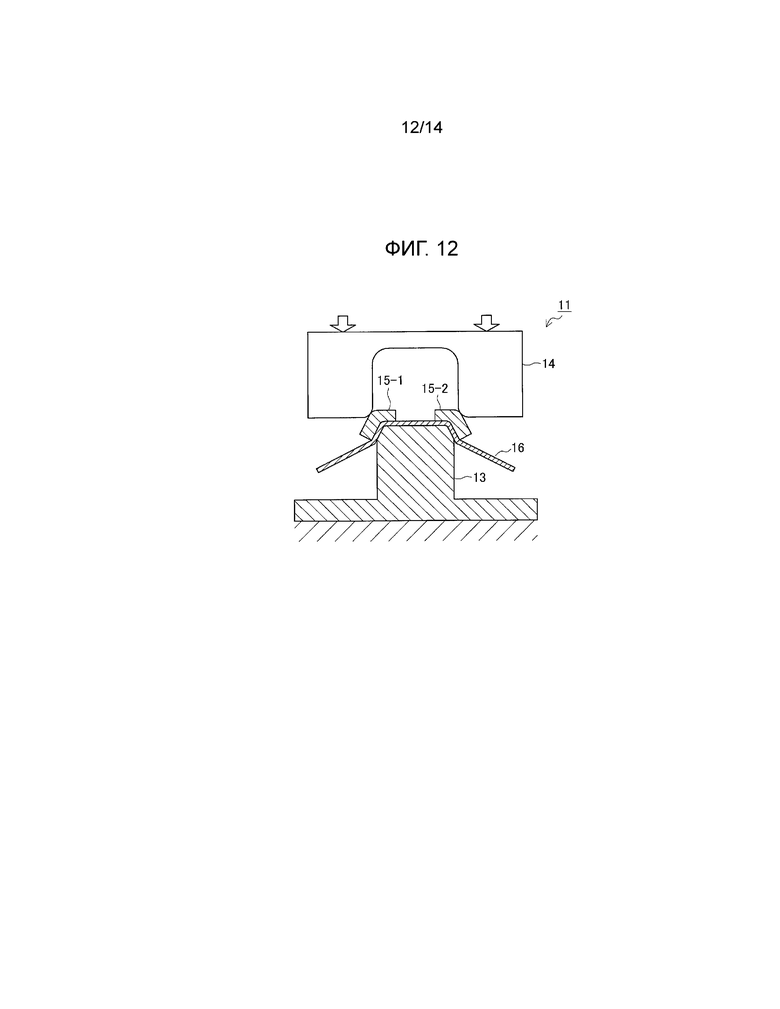
На Фиг.12 приведен схематичный вид, иллюстрирующий этап, на котором реберная подушка удерживает формуемый материал.
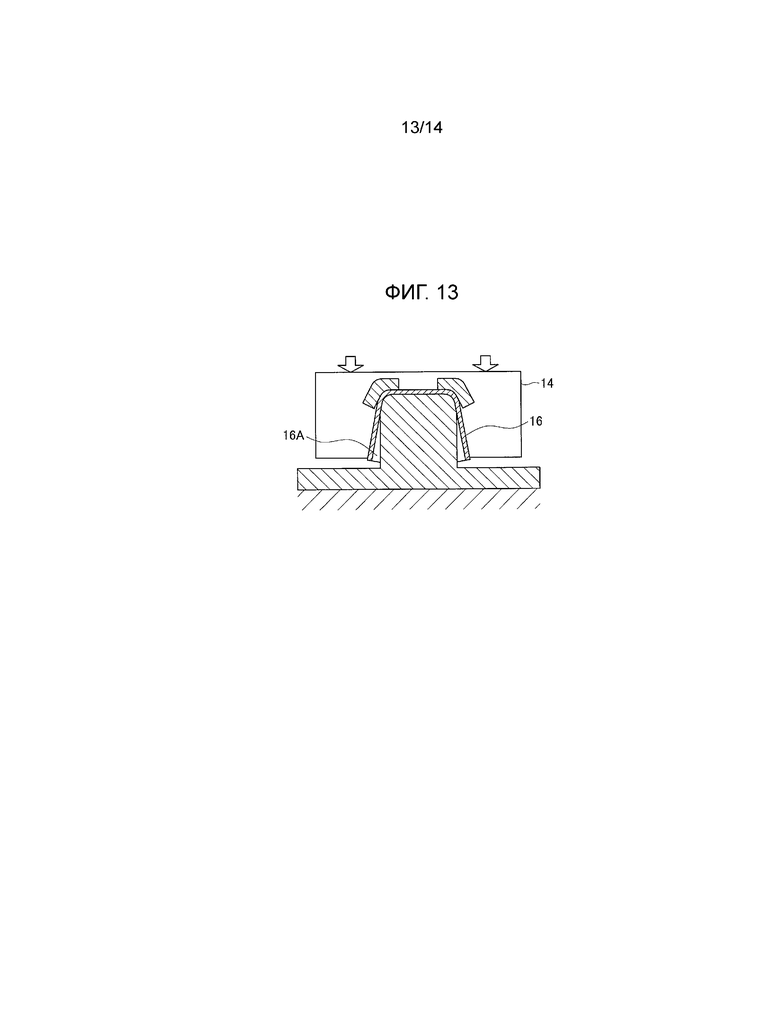
На Фиг.13 приведен схематичный вид, иллюстрирующий этап, на котором матрица прессует формуемый материал.
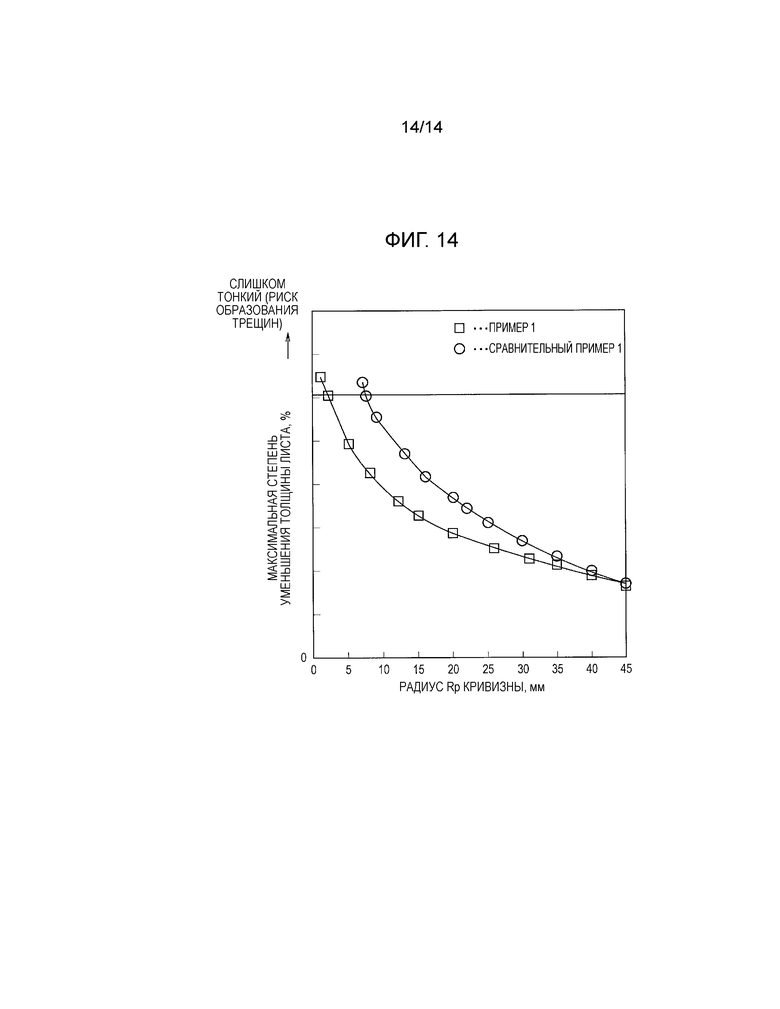
На Фиг.14 приведена характеристическая диаграмма, иллюстрирующая взаимосвязь между радиусом кривизны кромки пуансона и максимальной степенью снижения толщины листа во фланце ребра.
Подробное описание предпочтительных вариантов осуществления
Далее со ссылкой на приложенные чертежи будет подробно описан предпочтительный вариант реализации настоящего изобретения. В этом описании и на приложенных чертежах конструктивные элементы, которые имеют, по существу, одни и те же функцию и конструкцию, указаны одними и теми же ссылочными номерами, и повторное рассмотрение этих конструктивных элементов опущено.
Конструктивный элемент для кузова автомобиля
Способ и устройство для формования прессованием, предназначенные для изготовления конструктивного элемента для кузова автомобиля, которые соответствуют варианту реализации настоящего изобретения, предлагаются для изготовления конструктивного элемента, имеющего внешний непрерывный фланец требуемой формы. Соответственно, сначала будет рассмотрен конструктивный элемент, изготовленный согласно представленному варианту.
На Фиг.1 приведен пример конструктивного элемента 1, который должен быть изготовлен с использованием способа и устройства для формования прессованием, предназначенных для изготовления конструктивного элемента для кузова автомобиля, которые соответствуют представленному варианту. На Фиг.1(а) приведен общий вид, и на Фиг.1(b) приведен вид по стрелке А, показанной на Фиг.1(а), оба из которых иллюстрируют конструктивный элемент 1. Конструктивный элемент 1 выполнен проходящим в заданном направлении, обозначенном стрелкой Х на Фиг.1(а) (которое, по существу, перпендикулярно плоскости чертежа Фиг.1(b), другими словами, в осевом направлении). Конструктивный элемент 1 представляет собой формованное прессованием изделие, изготовленное из стального листа с высокой прочностью на разрыв при растяжении, имеющего толщину 2,3 мм или более и прочность на разрыв при растяжении 440 МПа или более, измеренную путем испытания на разрыв при растяжении в соответствии со стандартом JIS Z 2241 (Japan Industrial Standard – Японский промышленный стандарт). Конструктивный элемент 1, изображенный на Фиг.1(а), имеет заданное направление, которое является продольным направлением конструктивного элемента 1. Однако заданное направление не ограничивается продольным направлением конструктивного элемента 1.
Конструктивный элемент 1 используется, например, в качестве поперечного элемента пола, боковой продольной балки, переднего бокового элемента, ребра жесткости туннеля пола, или в качестве части этих элементов. Когда конструктивный элемент 1 используется в качестве усилительного элемента для поперечного элемента пола, боковой продольной балки, переднего бокового элемента, туннеля пола или других элементов, в качестве формуемого материала используется стальной лист с высокой прочностью, имеющий прочность на разрыв при растяжении предпочтительно 590 МПа или более и более предпочтительно 780 МПа или более.
Как изображено на Фиг.1, конструктивный элемент 1 имеет поперечное сечение, по существу, в форме шляпы и включает дно 2 желобчатого элемента, ребра 3а, 3b, являющиеся продолжением дна 2 желобчатого элемента, вертикальные стенки 4а, 4b, являющиеся продолжением ребер 3а, 3b, криволинейные секции 5а, 5b, являющиеся продолжением вертикальных стенок 4а, 4b, и фланцы 6а, 6b, являющиеся продолжением криволинейных секций 5а, 5b. Поперечное сечение, по существу, в форме шляпы является разновидностью поперечного сечения, по существу, в форме желобчатого элемента. Два ребра 3а, 3b созданы проходящими непрерывно на обоих концах дна 2 желобчатого элемента, являющихся концами в направлении по ширине. Две вертикальных стенки 4а, 4b созданы как продолжение двух ребер 3а, 3b, соответственно. Две криволинейных секции 5а, 5b созданы как продолжение двух вертикальных стенок 4а, 4b, соответственно. Два фланца 6а, 6b созданы как продолжение двух криволинейных секций 5а, 5b, соответственно. Криволинейные секции 5а, 5b, являющиеся продолжением вертикальных стенок 4а, 4b, и фланцы 6а, 6b, являющиеся продолжением криволинейных секций 5а, 5b, могут быть исключены в конструктивном элементе 1, изготавливаемом с использованием способа и устройства для формования прессованием, предназначенных для изготовления конструктивного элемента для кузова автомобиля, которые соответствуют представленному варианту.
На периферии продольного конца конструктивного элемента 1 вдоль дна 2 желобчатого элемента, ребер 3а, 3b и вертикальных стенок 4а, 4b создан внешний непрерывный фланец 7. Конструктивный элемент 1 представляет собой формованное прессованием изделие, имеющее фланцы 7а, 7b ребер и не имеющее вырезов в областях, соответствующих периферии ребер 3а, 3b, что отличает его от формованных прессованием изделий, известных в данной области техники. Так как конструктивный элемент 1 включает внешний непрерывный фланец 7, его можно соединять с другими элементами также и на фланцах 7а, 7b ребер, используя точечную сварку или тому подобное. Как следствие, это увеличивает жесткость при кручении, когда нагрузка прикладывается к конструктивному элементу 1 в направлении осевого поворота. Внешний непрерывный фланец 7, включенный в состав конструктивного элемента 1, уменьшает концентрацию напряжений на концах ребер 3а, 3b, когда к конструктивному элементу 1 прикладывается осевая нагрузка. Это повышает способность конструктивного элемента 1 к передаче нагрузки.
В том виде, как здесь используется, термин «конец, проходящий в заданном направлении (продольном направлении или осевом направлении)» подразумевает, что этот конец включает криволинейную поднимающуюся поверхность между внешним непрерывным фланцем 7 и дном 2 желобчатого элемента, ребрами 3а, 3b и вертикальными стенками 4а, 4b и т.д., а также включает зону в пределах ширины фланца, проходящую вдоль упомянутого заданного направления от границы с внешним непрерывным фланцем 7.
Ширина внешнего непрерывного фланца 7 предпочтительно составляет 2 мм или более в зоне, которая не предназначена для соединения с другим элементом. Для зоны, которая предназначена для соединения с другим элементом с использованием точечной сварки, лазерной сварки и т.д., ширина внешнего непрерывного фланца 7 составляет предпочтительно 10 мм или более и более предпочтительно 15 мм или более. Согласно способу изготовления конструктивного элемента для кузова автомобиля по представленному варианту, конструктивный элемент 1 требуемой формы, имеющий внешний непрерывный фланец 7, может быть получен, даже если ширина фланца сделана большей. Ширину внешнего непрерывного фланца 7 можно подходящим образом регулировать путем изменения формы развернутой в плоскость заготовки (формуемого материала) 16, что будет описано позднее.
Конструктивный элемент 1 на Фиг.1 представляет собой формованное прессованием изделие, имеющее поперечное сечение, по существу, в форме шляпы. Однако форма поперечного сечения конструктивного элемента 1 не ограничивается формой, подобной шляпе. Способ и устройство для формования прессованием, предназначенные для изготовления конструктивного элемента для кузова автомобиля, которые соответствуют представленному варианту, применимы для изготовления формованного прессованием изделия, которое имеет по меньшей мере дно 2 желобчатого элемента, ребра 3а, 3b и вертикальные стенки 4а, 4b, а также имеет внешний непрерывный фланец 7 на упомянутом конце, проходящем в заданном направлении. Внешний непрерывный фланец 7 конструктивного элемента 1 на Фиг.1 создан проходящим непрерывно по всей периферии упомянутого конца, проходящего в продольном направлении. Однако он может быть прерывистым в областях, соответствующих периферии дна 2 желобчатого элемента или вертикальных стенок 4а, 4b. Например, как показано на Фиг.2, в части фланца, проходящей по периферии дна 2 желобчатого элемента и вертикальных стенок 4а, 4b, могут быть обеспечены вырезы 8.
Формуемый материал конструктивного элемента 1 не ограничивается стальным листом, имеющим толщину 2,3 мм или более, либо прочность на разрыв при растяжении 400 МПа или более. Стальной лист может иметь толщину менее 2,3 мм или прочность на разрыв при растяжении менее 440 МПа. Однако способ и устройство для формования прессованием, предназначенные для изготовления конструктивного элемента для кузова автомобиля, которые соответствуют представленному варианту, особенно эффективны, когда формуемый материал представляет собой стальной лист, имеющий толщину 2,3 мм или более, либо стальной лист, имеющий прочность на разрыв при растяжении 440 МПа или более, которые трудно формовать в желаемую форму, используя способы формования прессованием, известные в данной области техники. Хотя верхние границы толщины листа и прочности на разрыв при растяжении не указаны, типичные верхние границы толщины листа и прочности на разрыв при растяжении составляют приблизительно 15 мм и приблизительно 1310 МПА.
Конструктивный элемент 1 может быть соединен с другим элементом посредством внешнего непрерывного фланца 7, созданного на конце конструктивного элемента 1, после чего конструктивный элемент 1 можно использовать как собранную конструкцию. На Фиг.3 изображен пример собранной конструкции 20. Собранная конструкция 20 создана из конструктивного элемента 1, который приварен точечной сваркой к другому элементу 10 из стального листа посредством внешнего непрерывного фланца 7, созданного на конце конструктивного элемента 1. В собранной конструкции 20 ширина внешнего непрерывного фланца 7 конструктивного элемента 1 составляет 10 мм или более. Собранная конструкция 20 сварена точечной сваркой во множестве сварных точек, которые отстоят друг от друга на равное расстояние, по всему внешнему непрерывному фланцу 7. Как следствие, собранная конструкция 20 имеет повышенную прочность в месте соединения и обеспечивает превосходную жесткость при кручении и превосходную способность к передаче нагрузки в осевом направлении конструктивного элемента 1.
В этой связи, хотя конструктивный элемент 1, изображенный на Фиг.1, имеет внешний непрерывный фланец 7 на одном конце, проходящем в продольном направлении, он может иметь внешние непрерывные фланцы 7 на обоих концах, проходящих в продольном направлении.
Способ и устройство для формования прессованием для изготовления конструктивного элемента для кузова автомобиля
Далее описаны способ и устройство для формования прессованием, предназначенные для изготовления конструктивного элемента для кузова автомобиля, которые соответствуют представленному варианту. Как описано ранее, способ и устройство для формования прессованием, предназначенные для изготовления конструктивного элемента для кузова автомобиля, которые соответствуют представленному варианту, представляют собой способ и устройство, используемые для изготовления конструктивного элемента 1, имеющего внешний непрерывный фланец 7, созданный по меньшей мере на одном конце, проходящем в заданном направлении, как изображено на Фиг.1. Ниже в общих чертах будет описан способ изготовления конструктивного элемента для кузова автомобиля, а затем будут подробно описаны способ и устройство для формования прессованием, предназначенные для изготовления конструктивного элемента для кузова автомобиля.
Способ изготовления в общих чертах
Теперь в общих чертах будет описан способ изготовления конструктивного элемента для кузова автомобиля, соответствующий представленному варианту. Способ изготовления формованного прессованием изделия, соответствующий представленному варианту, включает первый этап, на котором используется первое устройство для формования прессованием, и второй этап, на котором используется второе устройство для формования прессованием.
Первый этап выполняют, используя первое устройство для формования прессованием. Первое устройство для формования прессованием соответствует устройству для формования прессованием согласно представленному варианту, которое будет описано позднее. На первом этапе в ходе формования прессованием подушка прижимает формуемый материал к пуансону, в результате чего область, соответствующая фланцу, который будет создан по меньшей мере на концах дна желобчатого элемента и ребер, поднимается в направлении, противоположном направлению прессования. В дополнение к этому, подушка изгибает конец области, формуемой в ребро, в направлении прессования, и по меньшей мере часть этого конца удерживается. Отличная от конца зона на конце области, формуемой в дно желобчатого элемента, сделана неудерживаемой. В состоянии, когда формуемый материал удерживается подушкой, пуансон и матрица выполняют формование прессованием с созданием промежуточного изделия.
Второй этап выполняют, используя второе устройство для формования прессованием, которое отличается от первого устройства для формования прессованием. На первом этапе подушка удерживает по меньшей мере конец ребра, в результате чего область ниже подушки в направлении прессования остается неотформованной. Соответственно, конструктивный элемент формуют прессованием промежуточного изделия с использованием второго устройства для формования прессованием на втором этапе.
Второе устройство для формования прессованием по типу может относиться к машине, способной формовать прессованием то, что осталось не отформованным при помощи первого устройства для формования прессованием. В частности, второе устройство для формования прессованием по типу может относиться к машине, способной формовать прессованием область, которая не была отформована прессованием подушкой и матрицей, из областей, формуемых в дно желобчатого элемента, ребра и вертикальные стенки. Кроме того, второе устройство для формования прессованием по типу может относиться к машине, которая формует прессованием область внешнего непрерывного фланца, которая не была отформована первым устройством для формования прессованием. В качестве такого второго устройства для формования прессованием может быть использовано известное устройство для формования прессованием, имеющее матрицу и пуансон.
Устройство для формования прессованием
Теперь будет описано устройство для формования прессованием, соответствующее представленному варианту. Как описано ранее, устройство для формования прессованием, соответствующее представленному варианту, представляет собой первое устройство для формования прессованием, используемое на первом этапе для создания промежуточного изделия. На Фиг.4 и Фиг.5 схематично изображен пример конструкции устройства 11 для формования прессованием, соответствующего представленному варианту. На Фиг.4 приведено сечение, на котором в общих чертах показана часть устройства 11 для формования прессованием, формующая концевую зону конструктивного элемента 1. Фиг.4 иллюстрирует состояние, когда формуемый материал 16 установлен на пуансон 13 перед началом формования прессованием. На Фиг.15 приведен общий вид с пространственным разделением деталей, в общих чертах иллюстрирующий конструкцию первого устройства 11 для формования прессованием. Кроме того, на Фиг.6(а) и Фиг.(b) приведены общий вид и сечение, оба из которых схематично иллюстрируют состояние, в котором формуемый материал 16 удерживается подушкой 15.
Первое устройство 11 для формования прессованием имеет пуансон 13, матрицу 14 и подушку 15, которая в ходе формования прессованием прижимает формуемый материал 16 к пуансону 13 и удерживает формуемый материал 16. Основной функцией первого устройства 11 для формования прессованием является формование прессованием формуемого материала 16 путем перемещения матрицы 14 к пуансону 13 при удерживании формуемого материала 16 подушкой 15 и пуансоном 13.
Пуансон 13 имеет поверхность 13b, форма которой соответствует поперечному сечению, по существу, в форме желобчатого элемента конструктивного элемента 1, который должен быть создан, и боковую стенку 13а, расположенную на продольном конце пуансона 13. Поверхность 13b пуансона имеет верхнюю поверхность 13ba и кромки 13bb для формования ребер. Боковая стенка 13а представляет собой часть, которая будет формовать внешний непрерывный фланец 7, работая совместно с частью 15-3 формования фланца на подушке 15.
В каждой кромке 13bb пуансона 13 по меньшей мере продольный конец кромки 13bb, который расположен в непосредственной близости от боковой стенки 13а, предпочтительно имеет радиус Rp кривизны 2 мм или более. Радиус Rp кривизны в области кромки 13bb меньше 2 мм затрудняет распределение напряжений, возникших на конце каждой области, формуемой в ребра 3а, 3b в формуемом материале 16, когда этот конец удерживается подушкой 15. В то же время, если радиус Rp кривизны в области кромки 13bb превышает 45 мм, напряжения относительно уменьшаются, даже если для формования прессованием конца каждой области, формуемой в ребра 3а, 3b, применяются известный способ и известная машина для формования прессованием. Как следствие, устройство 11 для формования прессованием, соответствующее представленному варианту, особенно эффективно при изготовлении конструктивного элемента 1, имеющего ребра 3а, 3b, у которых радиус Rp кривизны находится в диапазоне от 2 мм до 45 мм.
Подушка 15 имеет удерживающие части 15-1, 15-2 и часть 15-3 формования фланца. Подушка 15 представляет собой секционированную подушку, в которой удерживающие части 15-1, 15-2, разделенные в осевом направлении конструктивного элемента 1, который должен быть создан, соединены частью 15-3 формования фланца. Подушка 15 может состоять из двух абсолютно отдельных удерживающих частей 15-1, 15-2, не имея часть 15-3 формования фланца.
Удерживающие части 15-1, 15-2 расположены так, что их участки находятся напротив соответствующих кромок 13bb пуансона 13, и прижимают формуемый материал 16 к кромкам 13bb пуансона 13 и удерживают этот материал в данном положении. Области формуемого материала 16, которые удерживаются удерживающими частями 15-1, 15-2 и кромками 13bb, формуются, главным образом, в ребра 3а, 3b вблизи от областей, формуемых во фланцы 7а, 7b ребер. Каждая из удерживающих частей 15-1, 15-2 подушки 15 прижимает краевую зону области, формуемой в каждое из ребер 3а, 3b, чтобы позволить материалу стального листа в прижатой зоне выступить наружу и сформовать конец каждого ребра 3а, 3b, в то же время, перемещение окружающего материала стального листа уменьшается. В последующем описании подушка 15 также называется реберной подушкой.
Реберная подушка 15, соответствующая представленному варианту, выполнена таким образом, что она не удерживает область, формуемую в дно 2 желобчатого элемента, которая находится на удалении от области, формуемой во внешний непрерывный фланец 7. В дополнение к этому, реберная подушка 15, соответствующая представленному варианту, выполнена таким образом, что она не удерживает область, формуемую в дно 2 желобчатого элемента, также и вблизи от области, формуемой во внешний непрерывный фланец 7. Таким образом, площадь формуемого материала 16, которую удерживает реберная подушка 15, сделана меньшей, чем площадь, удерживаемая известными подушками, которые удерживают большую часть площади дна желобчатого элемента. Как следствие, увеличивается нагрузка на единицу площади для формования прессованием конца области, формуемой в ребра 3а, 3b, без значительного увеличения нагрузки со стороны подушки. Как следствие, имеется тенденция дополнительного уменьшения перемещения материала стального листа, окружающего конец каждой области, формуемой в ребра 3а, 3b.
В дополнение к этому, реберная подушка 15, соответствующая представленному варианту, оставляет конец области, формуемой в дно 2 желобчатого элемента, неудерживаемым, что вызывает выгибание в этой области, в то время как конца областей, формуемых в ребра 3а, 3b, прижимаются и удерживаются реберной подушкой 15. Это увеличивает линейную длину краев областей, формуемых в ребра 3а, 3b и дно 2 желобчатого элемента, в результате чего уменьшается процентное удлинение на кромке каждого фланца 7а, 7b ребер, и также уменьшается деформация сокращения у основания каждого фланца 7а, 7b ребра. Как следствие, уменьшаются образование трещин на кромке каждого фланца 7а, 7b ребра и образование складок у основания каждого фланца 7а, 7b ребра. В частности, реберная подушка 15, соответствующая представленному варианту, оставляет неудерживаемой область, формуемую во внешний непрерывный фланец 7, которая продолжается к области, формуемой в дно 2 желобчатого элемента. Это облегчает возникновение выгибания и более эффективно уменьшает образование трещин на кромке и образование складок у основания каждого фланца 7а, 7b ребра.
Предпочтительно, чтобы удерживание формуемого материала 16 реберной подушкой 15 осуществлялось во всей области или только в части области, формуемой в каждое из ребер 3а, 3b, которая находится вблизи от области, формуемой во внешний непрерывный фланец 7. Как изображено на Фиг.6(а), удерживающие части 15-1, 15-2 реберной подушки 15, соответствующей представленному варианту, удерживают часть областей, формуемых в ребра 3а, 3b, которые находятся вблизи от внешнего непрерывного фланца 7 в формуемом материале 16. Если говорить более конкретно, на Фиг.6(а) изображен пример, в котором остается неудерживаемая область в пределах угла θ вдоль периметра поперечного сечения каждого ребра 3а, 3b, начиная от границы между областью, формуемой в каждое из ребер 3а, 3b, и областью, формуемой в дно 2 желобчатого элемента. В дополнение к этому, реберная подушка 15, соответствующая представленному варианту, также оставляет неудерживаемой область, формуемую во внешний фланец 7, которая продолжается к области, формуемой в дно 2 желобчатого элемента.
Это облегчает возникновение выгибания формуемого материала 16 в области, формуемой в дно 2 желобчатого элемента, как изображено на Фиг.6(b). Соответственно, линейная длина поперечного сечения краев областей, формуемых в ребра 3а, 3b и дно 2 желобчатого элемента, увеличивается, в результате чего уменьшается процентное удлинение на кромке каждого фланца 7а, 7b ребра, и также уменьшается деформация сокращения у основания каждого фланца 7а, 7b ребра. Как следствие, уменьшаются образование трещин на кромке и образование складок у основания каждого из фланцев 7а, 7b ребра.
В то же время, на Фиг.7 изображено то, какая часть формуемого материала удерживается подушкой 15', известной в данной области техники. На Фиг.7(а) и (b) приведены сечение и общий вид, оба из которых иллюстрируют состояние, в котором формуемый материал 16 удерживается подушкой 15', известной в данной области техники. Как изображено на Фиг.7(а) и (b), при том, что известная подушка 15' удерживает область, формуемую в дно 2 желобчатого элемента, она не удерживает области, формуемые в ребра 3а, 3b. Как следствие, материал, окружающий области, формуемые в ребра 3а, 3b, легко перемещается, что вызывает образование трещин из-за удлинения на кромке во фланцах 7а, 7b ребер и образование складок у основания фланцев 7а, 7b ребер.
При этом, как изображено на Фиг.8, реберная подушка 15А, соответствующая представленному варианту, может удерживать весь периметр поперечного сечения каждой области, формуемой в каждое из ребер 3а, 3b, которая находится вблизи от области, формуемой во внешний непрерывный фланец 7. Если обратиться к Фиг.6(а), реберная подушка 15А является примером, в котором угол θ вдоль периметра поперечного сечения каждого ребра 3а, 3b равен 0°, если начать от границы между областью, формуемой в каждое из ребер 3а, 3b, и областью, формуемой в дно 2 желобчатого элемента. Реберная подушка 15А обеспечивает достаточно небольшую площадь удерживания по сравнению с известной подушкой 15', изображенной на Фиг.7, и позволяет увеличить нагрузку со стороны подушки на единицу площади и вызвать выгибание формуемого материала 16.
Кроме того, как изображено на Фиг.9, реберная подушка 15В, соответствующая представленному варианту, может удерживать область, формуемую во внешний непрерывный фланец 7, которая включает криволинейную поднимающуюся поверхность, являющуюся продолжением области, формуемой в дно 2 желобчатого элемента. Реберная подушка 15В обеспечивает достаточно небольшую площадь удерживания по сравнению с известной подушкой 15', изображенной на Фиг.7, и позволяет увеличить нагрузку со стороны подушки на единицу площади и вызвать выгибание формуемого материала 16.
Следует отметить, что задачами реберной подушки 15 являются обеспечение выступания наружу материала для областей, формуемых в ребра 3а, 3b, которые находятся вблизи от внешнего непрерывного фланца 7, и создание ребер 3а, 3b таким образом, чтобы уменьшить перемещение окружающего материала. Соответственно, протяженность зоны, удерживаемой реберной подушкой 15 на конце области, формуемой в каждое из ребер 3а, 3b, предпочтительно составляет по меньшей мере 1/3 или более длины периметра поперечного сечения областей, формуемых в каждое из ребер 3а, 3b. По протяженности зона, удерживаемая реберной подушкой 15, может быть такой, что эта зона будет дополнительно включать часть вертикальных стенок 4а, 4b в непосредственной близости от ребер 3а, 3b.
В дополнение к этому, сделав неудерживаемой границу между областью, формуемой в каждое из ребер 3а, 3b, и областью, формуемой в дно 2 желобчатого элемента, на концах областей, формуемых в ребра 3а, 3b, можно облегчить возникновение выгибания дна 2 желобчатого элемента. Соответственно, протяженность зоны, которая не удерживается реберной подушкой 15, на концах областей, формуемых в ребра 3а, 3b, предпочтительно составляет по меньшей мере 1/2 или более от периметра поперечного сечения, начиная с упомянутой границы.
Также предпочтительно, чтобы продольная протяженность зоны в областях, формуемых в ребра 3а, 3b, которая удерживается реберной подушкой 15, была такой, что эта зона будет покрывать окрестность фланцев 7а, 7b ребер или, другими словами по меньшей мере часть зоны заданной протяженности от основания фланцев 7а, 7b ребер. Длина этой зоны заданной протяженности может быть равна ширине фланцев 7а, 7b ребер. В этом случае нет необходимости в удерживании области, формуемой в ребра 3а, 3b, на всем участке, покрываемом этой зоной заданной протяженности. Достаточно удерживать только часть участка, покрываемого этой зоной заданной протяженности.
В этой связи, с точки зрения увеличения нагрузки со стороны подушки на единицу площади, которая должна быть приложена к концам областей, формуемых в ребра 3а, 3b, реберная подушка 15 может удерживать область, формуемую в дно 2 желобчатого элемента, которая находится вблизи от области, формуемой во внешний непрерывный фланец 7. Другими словами, как изображено на Фиг.10, реберная подушка 15С, соответствующая представленному варианту, может удерживать конец области, формуемой в дно 2 желобчатого элемента, а также по меньшей мере часть областей, формуемых в ребра 3а, 3b, которые находятся вблизи от области, формуемой во внешний непрерывный фланец 7.
Матрица 14 в целом имеет по существу желобчатое поперечное сечение. Матрица 14, изображенная в качестве примера на Фиг.4 и Фиг.5, выполнена таким образом, чтобы она имела поверхность формования прессованием, соответствующую области, формуемой в дно 2 желобчатого элемента, за исключением краевой зоны, которую реберная подушка 15 не удерживает. В этой связи, матрица 14 может быть выполнена таким образом, что она не будет иметь поверхность формования прессованием, соответствующую всей области, формуемой в дно 2 желобчатого элемента, в целом. Другими словами, матрица 14 может быть разрезана на две части в осевом направлении формованного прессованием изделия, которое должно быть создано.
Матрица 14 выполнена таким образом, чтобы она не перекрывалась с реберной подушкой 15 в направлении прессования. Матрица 14 перемещается к пуансону 13, в то время как реберная подушка 15 удерживает области, формуемые в ребра 3а, 3b, которые находятся вблизи от области, формуемой во внешний непрерывный фланец 7, но не удерживает по меньшей мере часть области, формуемой в дно 2 желобчатого элемента. Таким образом, путем формования прессованием создается зона, включающая дно 2 желобчатого элемента, ребра 3а, 3b, вертикальные стенки 4а, 4b и другие области, за исключением зоны, перекрытой реберной подушкой 15 в направлении прессования.
Первое устройство 11 для формования прессованием позволяет формовать прессованием формуемый материал 16, состоящий, например, из стального листа, имеющего толщину 2,3 мм или более, либо стального листа с высокой прочностью на разрыв при растяжении, имеющего прочность на разрыв при растяжении 440 МПа или более, без значительного увеличения нагрузки со стороны подушки. В дополнение к этому, первое устройство 11 для формования прессованием может обеспечить промежуточное изделие, имеющее уменьшенное образование трещин на кромках фланцев 7а, 7b ребер и уменьшенное образование складок у основания фланцев 7а, 7b ребер. Как следствие, это приводит к получению конструктивного элемента 1 с исключительными жесткостью и способностью к передаче нагрузки как готового формованного прессованием изделия.
Согласно варианту, реберная подушка 15 подвешена к матрице 14 посредством цилиндрической пружины, газового цилиндра или тому подобного. При перемещении матрицы 14 к пуансону 13 реберная подушка 15 сначала формует прессованием формуемый материал 16. После чего реберная подушка 15 удерживает области, формуемые в ребра 3а, 3b, которые находятся вблизи от области, формуемой во внешний непрерывный фланец 7, в то же время оставляя неудерживаемой по меньшей мере часть области, формуемой в дно 2 желобчатого элемента. После чего матрица 14 прессует формуемый материал 16. В этой связи, реберная подушка 15 и матрица 14 могут быть выполнены с возможностью независимого перемещения в направлении пуансона 13.
В приведенном выше описании реберная подушка 15 имела конфигурацию, в которой удерживающие части 15-1, 15-2, которые разрезаны в продольном направлении, соединены частью 15-3 формования фланца. Однако конструкция реберной подушки 15 не ограничивается этой конфигурацией. Например, реберная подушка может представлять собой реберную подушку 21, как изображено на Фиг.11, которая имеет две удерживающих части 21-1, 21-2 за счет создания углубления 21-3. Углубление 21-3 расположено на поверхности, обращенной к пуансону 13, и соответствует неудерживаемой части области, формуемой в дно 2 желобчатого элемента. Реберная подушка 21, изображенная на Фиг.11, может иметь часть формования фланца (не показана) или нет.
В этой связи, реберные подушки 15, 21 оставляют зоны, в которых матрица 14 не прижимает формуемый материал 16 к пуансону 13. Например, матрица 14 не прижимает вертикальную стенку и фланцы, которые перекрываются реберной подушкой 15, 21 в направлении прессования. При применении матрицы 14, которая не имеет поверхности формования прессованием, соответствующей области, формуемой в дно 2 желобчатого элемента, дно 2 желобчатого элемента включает зону, не отформованную первым устройством 11 для формования прессованием. Такая зона прессуется на втором этапе. Устройство для формования прессованием, которое должно быть использовано на втором этапе, может быть создано с использованием устройства для формования прессованием, известного в данной области техники, и его дальнейшее описание опущено.
Способ изготовления
Теперь конкретно будет рассмотрен способ изготовления конструктивного элемента для кузова автомобиля, соответствующий представленному варианту. Способ изготовления конструктивного элемента для кузова автомобиля, соответствующий представленному варианту, представляет собой пример способа изготовления конструктивного элемента 1, имеющего внешний непрерывный фланец 7, который изображен на Фиг.1 в качестве примера.
Первый этап
На Фиг.12 и Фиг.13 приведены схематичные виды, иллюстрирующие первый этап, выполняемый с использованием первого устройства 11 для формования прессованием. На Фиг.12 приведено сечение, схематично иллюстрирующее состояние, в котором реберная подушка 15 удерживает формуемый материал 16. На Фиг.13 приведено сечение, иллюстрирующее состояние, когда матрица 14 прессует формуемый материал 16. Фиг.12 и Фиг.13 иллюстрируют состояние, когда на первом этапе прессуется зона продольного конца формуемого материала 16, в которой создается внешний непрерывный фланец 7. В дополнение к этому, в описанном ниже способе изготовления используется первое устройство 11 для формования прессованием, в котором реберная подушка 15 подвешена к матрице 14.
На первом этапе развернутая в плоскость заготовка, имеющая форму, при которой конструктивный элемент 1 развернут в плоскую форму, обеспечивается в качестве формуемого материала 16, и формуемый материал 16 устанавливается на пуансон 13. После чего, как изображено на Фиг.12 и Фиг.6(а), по мере того, как матрица 14 перемещается к пуансону 13, области, формуемые в ребра 3а, 3b, которые находятся вблизи от области, формуемой во внешний непрерывный фланец 7, в формуемом материале 16 последовательно изгибаются в направлении прессования и удерживаются реберной подушкой 15. В то же время, область, формуемая в дно 2 желобчатого элемента, остается неудерживаемой, в результате чего на область, прижатую реберной подушкой 15, воздействует относительно большая нагрузка со стороны подушки. Следует отметить, что удерживаемыми могут быть вся область или часть области, формуемой в дно 2 желобчатого элемента, которая находится вблизи от области, формуемой во внешний непрерывный фланец 7.
При этом предпочтительно, чтобы реберная подушка 15 формует прессованием зону, соответствующую по меньшей мере 1/3 длины периметра поперечного сечения области, формуемой в каждое из ребер 3а, 3b. Реберная подушка 15 формует прессованием эту зону таким образом, что удерживающие части 15-1, 15-2 реберной подушки 15 обеспечивают выступание формуемого прессованием материала стального листа наружу и формуют части ребер 3а, 3b, в то время как перемещение окружающего материала стального листа уменьшается.
В дополнение к этому, когда реберная подушка 15 удерживает формуемый материал 16, находящийся вблизи от области, формуемой во внешний непрерывный фланец 7, конец области, формуемой в дно 2 желобчатого элемента, остается неудерживаемым, что вызывает выгибание формуемого материала 16 в области, формуемой в дно 2 желобчатого элемента, как изображено на Фиг.6(b). Это увеличивает линейную длину краев областей, формуемых в ребра 3а, 3b и в дно 2 желобчатого элемента, в результате чего уменьшается процентное удлинение на кромке каждого из фланцев 7а, 7b ребер, а также уменьшается деформация сокращения у основания каждого из фланцев 7а, 7b ребер. Как следствие, уменьшаются образование трещин на кромке каждого из фланцев 7а, 7b ребер и образование складок у их основания.
При этом, сделав неудерживаемой границу между областью, формуемой в каждое из ребер 3а, 3b, и областью, формуемой в дно 2 желобчатого элемента, находящуюся в областях, формуемых в ребра 3а, 3b, можно облегчить возникновение выгибания дна 2 желобчатого элемента. Соответственно, предпочтительно, чтобы протяженность зоны, которая не удерживается, на конце области, формуемой в каждое из ребер 3а, 3b, составляла по меньшей мере 1/2 или более от длины периметра поперечного сечения, начиная от границы между областью, формуемой в каждое из ребер 3а, 3b, и областью, формуемой в дно 2 желобчатого элемента.
В кромках 13bb пуансона 13, который должен быть использован по меньшей мере продольный конец каждой кромки 13bb, который расположен в непосредственной близости от боковой стенки 13а, предпочтительно имеет радиус Rp кривизны 2 мм или более. Если радиус Rp кривизны в области кромки 13bb меньше 2 мм, затрудняется распределение напряжений, возникших на конце области, формуемой в каждое из ребер 3а, 3b, в формуемом материале 16, когда этот конец удерживается подушкой 15. В то же время, если радиус Rp кривизны в области кромки 13bb превышает 45 мм, напряжения относительно уменьшаются, даже если для формования прессованием конца области, формуемой в каждое из ребер 3а, 3b, применяется известный способ. Как следствие, способ изготовления конструктивного элемента для кузова автомобиля, соответствующий представленному варианту, особенно эффективен при изготовлении конструктивного элемента 1, имеющего ребра 3а, 3b, у которых радиус Rp кривизны находится в диапазоне от 2 мм до 45 мм.
Матрица 14 и пуансон 13 затем выполняют первую стадию формования прессованием, на которой матрица 14 дальше перемещается в направлении пуансона 13, как изображено на Фиг.13. Таким образом, формуемый материал 16 формуется прессованием с созданием промежуточного изделия, за исключением, например, зон, находящихся под реберными подушками 13 в направлении прессования (16А на Фиг.13). В то же время, реберные подушки 15 удерживают области, формуемые в ребра 3а, 3b, которые находятся вблизи от области, формуемой во внешний непрерывный фланец 7, тогда как область, формуемая в дно 2 желобчатого элемента, остается неудерживаемой.
Как следствие, при формовании прессованием с использованием матрицы 14 и пуансона 13 также уменьшаются процентное удлинение на кромке каждого фланца 7а, 7b ребра и деформация сокращения у основания каждого фланца 7а, 7b ребра. В результате в полученном промежуточном изделии уменьшаются образование трещин на кромках и образование складок у основания фланцев 7а, 7b ребер.
Первая стадия формования прессованием с использованием пуансона 13 и матрицы 14 может представлять собой этап изгибания, на котором матрица 14 прижимает формуемый материал 16 к пуансону и изгибает его. В качестве альтернативы, первая стадия формования прессованием может представлять собой глубокую вытяжку, при которой матрица 14 и держатель заготовки перемещаются к пуансону 13, чтобы выполнить формование прессованием, при этом матрица 14 и держатель заготовки зажимают области, формуемые в вертикальные стенки в формуемом материале 16.
Как описано выше, на первом этапе формуемый материал 16 прессуют, за исключением, например, зон, находящихся под реберными подушками 15 (16А на Фиг.13) в направлении прессования, чтобы на первом этапе сформовать промежуточное изделие. В этой связи, хотя это не показано на Фиг.12 и 13, часть криволинейных секций 5а, 5b и фланцы 6а, 6b конструктивного элемента 1, изображенного в качестве примера на Фиг.1, могут формоваться прессованием при помощи пуансона 13 и матрицы 14 на первом этапе, либо могут формоваться прессованием на последующем втором этапе.
Второй этап
После того, как первая стадия формования прессованием выполнена на первом этапе, выполняют вторую стадию формования прессованием на втором этапе. В ходе первого этапа может и не быть получено изделие, имеющее окончательную форму, так как реберная подушка 15 не формует прессованием по меньшей мере часть области, формуемой в дно 2 желобчатого элемента. В дополнение к этому, на первом этапе не формуется с получением окончательных форм, как в конструктивном элементе 1, часть областей, формуемых в вертикальные стенки 4а, 4b, то есть, часть, находящаяся под реберной подушкой 15 и перекрываемая реберной подушкой 15 в направлении прессования. В дополнение к этому, области целиком или часть областей, формуемых в криволинейные секции 5а, 5b и фланцы 6а, 6b конструктивного элемента 1, могут не формоваться с получением окончательных форм на первом этапе.
Кроме того, часть краев областей, формуемых в ребра 3а, 3b, тоже может не быть отформована в окончательные формы на первом этапе, в зависимости от зоны, которую реберная подушка 15 формует прессованием в формуемом материале 16. Например, когда реберная подушка 15 на первом этапе формует прессованием зону размером в 1/2 периметра поперечного сечения области, формуемой в каждое из ребер 3а, 3b, оставшаяся зона размером в 1/2 периметра должна быть отформована прессованием позднее.
Соответственно, пуансон и матрица на втором этапе, на котором используется второе устройство для формования прессованием, выполняют вторую стадию формования прессованием, чтобы отформовать прессованием промежуточное изделие и сформовать конструктивный элемент 1, имеющий окончательную форму. Второй этап может выполняться при помощи известного способа формования прессованием с использованием пуансона и матрицы, которые имеют поверхность формования прессованием, соответствующую области, формуемой в окончательную форму.
В этой связи, второй этап может представлять собой формование прессованием выдавливанием с использованием матрицы и пуансона и без использования вставок, либо может представлять собой типичную формование прессованием с использованием вставок.
Заключение
Как описано выше, в соответствии со способом изготовления конструктивного элемента для кузова автомобиля, в котором используется устройство для формования прессованием (первое устройство для формования прессованием) 11, соответствующее представленному варианту, и который включает первый этап, на котором используется первое устройство 11 для формования прессованием, получают конструктивный элемент 1, имеющий внешний непрерывный фланец 7, созданный проходящим от дна 2 желобчатого элемента до каждой вертикальной стенки 4а и 4b, на конце, проходящем в заданном направлении. На первом этапе реберная подушка 15 изгибает конца областей, формуемых в ребра 3а, 3b, в направлении прессования и удерживает эти конца. В то же время, зоны области, формуемой в дно 2 желобчатого элемента, за исключением конца этой области, остаются неудерживаемыми на первом этапе. Как следствие, возникает выгибание дна 2 желобчатого элемента, и длина периметра поперечного сечения дна 2 желобчатого элемента и ребер 3а, 3b увеличивается, что уменьшает образование трещин на кромке фланца 7 ребра.
В дополнение к этому, область, формуемая в дно 2 желобчатого элемента, остается неудерживаемой, в результате чего нагрузка со стороны подушки на единицу площади, приложенная к зоне, удерживаемой реберной подушкой 15, увеличивается без значительного увеличения нагрузки со стороны подушки. Соответственно, конца областей, формуемых в ребра 3а, 3b, прочно удерживаются реберной подушкой 15, и происходит принудительное выступание наружу части материала стального листа, которая прижимается реберной подушкой 15, с созданием краев ребер. Это приводит к ограничению перемещения материала стального листа в зоне, окружающей области, прижатые реберной подушкой 15, а также препятствует увеличению нагрузки со стороны подушки, при одновременном получении формованного прессованием изделия, имеющего меньше трещин на кромке внешнего непрерывного фланца 7 и меньше складок вблизи от основания этого фланца.
Согласно представленному варианту, как описано выше, удлинение и деформация сокращения окружающего материала, которые вызывают образование трещин на кромке и образование складок у основания каждого из фланцев 7а, 7b ребер, будут уменьшаться, даже несмотря на то, что используется формуемый материал 16, состоящий из стального листа, имеющего толщину 2,3 мм или более, либо стального листа с высокой прочностью на разрыв при растяжении, имеющего прочность на разрыв при растяжении 440 МПа или более. Компонование конструктивных элементов для кузова автомобиля из формованных прессованием изделий, которые созданы описанным выше путем, делает возможным повышение жесткости и способности к передаче нагрузки в случае, когда прикладывается ударная нагрузка.
До настоящего момента со ссылкой на сопровождающие чертежи был описан предпочтительный вариант. Однако настоящее изобретение не ограничивается описанными выше примерами. Будет очевидно, что специалисты в данной области техники, которых касается настоящее изобретение, могут предложить различные альтернативы и модификации, в то же время остающиеся в пределах объема технической идеи, которая указана в пунктах Формулы изобретения. Необходимо понимать, что такие альтернативы и модификации, несомненно, попадут в пределы технического объема настоящего изобретения.
Примеры
Теперь будут описаны примеры, соответствующие настоящему изобретению.
Примеры 1, 2 и Сравнительный пример 1
В Примере 1 конструктивный элемент 1 был изготовлен с использованием реберной подушки 15, которая изображена на Фиг.4 и 5, при помощи способа изготовления, соответствующего представленному варианту. В Примере 1 зона размером в 1/2 длины периметра поперечного сечения каждого ребра 3а, 3b, оставлялась неудерживаемой вдоль каждого ребра 3а, 3b, начиная от границы между каждым из ребер 3а, 3b и дном 2 желобчатого элемента на концах областей, формуемых в ребра 3а, 3b.
В Примере 2 конструктивный элемент 1 был изготовлен с использованием реберной подушки 15С, изображенной на Фиг.10, при помощи способа изготовления, соответствующего представленному варианту. В Примере 2 реберная подушка 15С удерживала зону, по длине равную всему периметру поперечного сечения каждого из ребер 3а, 3b, на концах областей, формуемых в ребра 3а, 3b. В дополнение к этому, в Примере 2 также удерживался конец области, формуемой в дно 2 желобчатого элемента.
В Сравнительном примере 1, как изображено на Фиг.7(а) и (b), конструктивный элемент 1 был изготовлен при удерживании всей области, формуемой в дно 2 желобчатого элемента, в формуемом материале 16 и без удерживания краев областей, формуемых в ребра 3а, 3b, в тех же условиях, что и в Примере 1, за исключением того, что использовалась реберная подушка 15'.
Формуемый материал 16 представлял собой стальной лист толщиной 1,4 мм, имевший прочность на разрыв при растяжении класса 980 МПа, которая была измерена путем испытания на разрыв при растяжении в соответствии со стандартом JIS Z 2241. В дополнение к этому, изготавливаемый конструктивный элемент имел по существу желобчатое поперечное сечение высотой 100 мм, с шириной дна желобчатого элемента 80 мм и шириной внешнего непрерывного фланца 7, составляющей 15 мм. Кромки использованного пуансона имели радиус кривизны 12 мм.
Степень увеличения толщины листа
(степень уменьшения толщины листа)
Для определения степени увеличения толщины листа (степени уменьшения толщины листа) вблизи от фланцев 7а, 7b ребер конструктивных элементов, изготавливаемых в Примере 1, 2 и Сравнительном примере 1, был выполнен численный анализ с использованием метода конечных элементов. Анализ показал, что максимальная степень уменьшения толщины листа на кромке фланца ребра в конструктивном элементе, соответствующем Сравнительному примеру 1, составляла приблизительно 29,8%, и максимальная степень увеличения толщины листа у основания фланца ребра в конструктивном элементе, соответствующем Сравнительному примеру 1, составляла приблизительно 17,0%.
В то же время, максимальная степень уменьшения толщины листа на кромках фланцев 7а, 7b ребер конструктивных элементов 1, соответствующих Примерам 1, 2, составляла приблизительно 12,5% и приблизительно 13,4%, соответственно. Таким образом, было показано, что можно уменьшить образование трещин на кромках фланцев 7а, 7b ребер в конструктивных элементах 1 Примеров 1, 2 в большей степени, чем в конструктивном элементе Сравнительного примера 1. Максимальная степень увеличения толщины листа у основания фланцев 7а, 7b ребер конструктивных элементов 1, соответствующих Примерам 1, 2, составляла приблизительно 14,1% и приблизительно 13,0%, соответственно. Таким образом, было показано, что можно уменьшить образование складок у основания каждого из фланцев 7а, 7b ребер в конструктивных элементах 1 Примеров 1, 2 в большей степени, чем в конструктивном элементе Сравнительного примера 1.
Нагрузка со стороны подушки
Затем была получена нагрузка со стороны подушки, необходимая для формования прессованием при помощи подушки и удерживания формуемого материала 16 прижатым к пуансону 13, при изготовлении конструктивных элементов, соответствующих Примеру 1 и Сравнительному примеру 1. Результаты показали, что нагрузка со стороны реберной подушки 15 Примера 1 была приблизительно в 1,2 раза больше чем у подушки Сравнительного примера 1, и поэтому реберная подушка 15 Примера 1 не требовала значительного увеличения нагрузки с ее стороны.
Протяженность зоны удерживания
Затем был выполнен численный анализ с использованием метода конечных элементов для определения влияния протяженности зоны удерживания в областях, формуемых в ребра 3а, 3b, на степень увеличения толщины листа (степень уменьшения толщины листа) в упомянутом выше способе изготовления конструктивного элемента 1 в Примере 1. Угол θ неудерживаемой зоны, как изображено на Фиг.6(а), изменялся в диапазоне от 0° до 45°, где угол θ=0° означает, что формует прессованиемся вся зона краев областей, формуемых в ребра 3а, 3b. Если угол θ=45°, остается неудерживаемой зона размером в 1/2 длины периметра поперечного сечения каждого из ребер 3а, 3b, начиная от границы между областью, формуемой в каждое из ребер 3а, 3b, и областью, формуемой в дно 2 желобчатого элемента.
Анализ показал, что максимальная степень уменьшения толщины листа на кромках фланцев 7а, 7b ребер, когда угол θ=0°, составляла приблизительно 13,1%. По мере увеличения угла θ, другими словами, по мере уменьшения удерживаемой зоны, максимальная степень уменьшения падала, и когда угол θ=45°, максимальная степень уменьшения толщины листа на кромках фланцев 7а, 7b ребер составляла 12,5%. Когда угол θ находится в диапазоне от 0° до 45°, максимальная степень уменьшения толщины листа на кромках фланцев 7а, 7b ребер находится на приемлемом уровне.
Радиус кривизны кромки пуансона
Был выполнен численный анализ с использованием метода конечных элементов для определения взаимосвязи между степенью уменьшения толщины листа на кромке каждого из формуемых фланцев 7а, 7b ребер и радиусом Rp кривизны кромки 13bb пуансона 13 устройства для формования прессованием (первого устройства для формования прессованием) 11, используемого на первом этапе в способах изготовления конструктивных элементов, соответствующих описанным выше Примеру 1 и Сравнительному примеру 1. Конструктивные элементы были изготовлены с использованием формуемого материала из стального листа толщиной 2,3 мм, имеющего прочность на разрыв при растяжении класса 590 МПа, которая была измерена путем испытания на разрыв при растяжении в соответствии со стандартом JIS Z 2241, в одних и тех же условиях, за исключением изменения радиуса Rp кривизны кромки 13bb пуансона 13. Радиус Rp кривизны кромки 13bb пуансона 13 изменялся в диапазоне от 0 мм до 45 мм.
Результаты анализа показаны на Фиг.14. По горизонтальной оси отложен радиус Rp кривизны (мм) кромки 13bb пуансона 13, а по вертикальной оси отложена максимальная (относительная) степень уменьшения толщины листа. Фиг.14 показывает, что максимальная степень уменьшения толщины листа падает при радиусе Rp кривизны кромки 13bb, составляющем 45 мм или менее, когда используется реберная подушка 15, соответствующая Примеру 1, если сравнивать со случаем использования подушки, соответствующей Сравнительному примеру 1. В дополнение к этому, в случае использования реберной подушки 15, соответствующей Примеру 1, когда радиус Rp кривизны кромки 13bb был менее 2 мм, на кромках фланцев 7а, 7b ребер возникал разрыв, и было невозможно получить требуемый внешний непрерывный фланец 7.
Таким образом, было показано, что при использовании реберной подушки 15, соответствующей Примеру 1, можно уменьшить напряжения, возникающие на концах фланцев 7а, 7b ребер и ребер 3а, 3b, при одновременном сохранении формуемости формованного прессованием изделия, по сравнению со случаем использования подушки, соответствующей Сравнительному примеру 1, если радиус Rp кривизны кромки 13bb пуансона 13 остается в пределах диапазона от 2 мм до 45 мм.
Примеры 3, 4 и Сравнительный пример 2
В Примерах 3, 4 и Сравнительном примере 2 конструктивные элементы были изготовлены с использованием формуемого материала 16 из стального листа толщиной 3,2 мм, имевшего прочность на разрыв при растяжении класса 270 МПа, которая была измерена путем испытания на разрыв при растяжении в соответствии со стандартом JIS Z 2241, в тех же условиях, что и в Примерах 1, 2 и Сравнительном примере 1.
Степень увеличения толщины листа
(степень уменьшения толщины листа)
Для определения степени увеличения толщины листа (степени уменьшения толщины листа) вблизи от фланцев 7а, 7b ребер конструктивных элементов, изготавливаемых в соответствии с Примером 3, 4 и Сравнительным примером 2, был выполнен численный анализ с использованием метода конечных элементов. Анализ показал, что максимальная степень уменьшения толщины листа на кромках фланцев ребер в конструктивном элементе, соответствующем Сравнительному примеру 2, составляла приблизительно 12,7%, и максимальная степень увеличения толщины листа у оснований фланцев ребер в конструктивном элементе, соответствующем Сравнительному примеру 2, составляла приблизительно 6,8%.
В то же время, максимальная степень уменьшения толщины листа на кромках фланцев 7а, 7b ребер конструктивных элементов 1, соответствующих Примерам 3, 4, составляла приблизительно 7,5% и приблизительно 7,6%, соответственно. Таким образом, было показано, что можно уменьшить образование трещин на кромках фланцев 7а, 7b ребер в конструктивных элементах 1 Примеров 3, 4 в большей степени, чем в конструктивном элементе Сравнительного примера 2. Максимальная степень увеличения толщины листа у оснований фланцев 7а, 7b ребер конструктивных элементов 1, соответствующих Примерам 3, 4, составляла приблизительно 5,2% и приблизительно 6,5%, соответственно. Таким образом, было показано, что можно уменьшить образование складок у основания фланцев 7а, 7b ребер в конструктивных элементах 1 Примеров 3, 4 в большей степени, чем в конструктивном элементе Сравнительного примера 2.
Нагрузка со стороны подушки
Затем была получена нагрузка со стороны подушки, необходимая для формования прессованием при помощи подушки и удерживания формуемого материала 16 прижатым к пуансону 13, при изготовлении конструктивных элементов, соответствующих Примеру 3 и Сравнительному примеру 2. Результаты показали, что нагрузка со стороны реберной подушки 15 Примера 3 была приблизительно в 1,3 раза больше чем у подушки Сравнительного примера 2, и поэтому подушка 15 Примера 3 не требовала значительного увеличения нагрузки с ее стороны.
Перечень ссылочных позиций
1 Конструктивный элемент
2 Дно желобчатого элемента
3а, 3b Ребро
4а, 4b Вертикальная стенка
5а, 5b Криволинейная секция
6а, 6b Фланец
7 Внешний непрерывный фланец
7а, 7b Фланец ребра
11 Устройство для формования прессованием (Первое устройство для формования прессованием)
13 Пуансон
13ba Внешняя поверхность
13bb Кромка
14 Матрица
15, 15А, 15В, 15С Подушка (реберная подушка)
15-1, 15-2 Удерживающая часть
16 Формуемый материал
20 Собранная конструкция
21 Подушка (реберная подушка)
21-1, 21-2 Удерживающая часть
21-3 Углубление
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕССОВАНИЕМ | 2014 |
|
RU2628595C1 |
| ОТФОРМОВАННОЕ ПРЕССОВАНИЕМ ИЗДЕЛИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ | 2014 |
|
RU2650660C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ | 2013 |
|
RU2610643C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ЭЛЕМЕНТА | 2016 |
|
RU2688976C1 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2015 |
|
RU2672005C1 |
| ОТФОРМОВАННОЕ ПРЕССОВАНИЕМ ИЗДЕЛИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТФОРМОВАННОГО ПРЕССОВАНИЕМ ИЗДЕЛИЯ | 2014 |
|
RU2649613C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО КОМПОНЕНТА, ШТАМПОВАННЫЙ КОМПОНЕНТ, ШТАМП И ШТАМПОВОЧНОЕ УСТРОЙСТВО | 2016 |
|
RU2674364C1 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ ДЛЯ АВТОМОБИЛЬНОГО КУЗОВА | 2014 |
|
RU2639362C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ИЗДЕЛИЯ | 2015 |
|
RU2675416C2 |
| ШТАМПОВОЧНОЕ УСТРОЙСТВО И СПОСОБ ШТАМПОВКИ | 2016 |
|
RU2686709C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для формования прессованием из стального листа с высокой прочностью на разрыв при растяжении изделия с желобчатым поперечным сечением и внешним непрерывным фланцем на конце. На первом этапе обеспечивают прижатие формуемого материала подушкой к пуансону для поднятия области, соответствующей формуемому фланцу на концах дна желобчатого элемента и ребра в направлении, противоположном направлению прессования. При помощи подушки изгибают конец области, формуемой в ребро в направлении прессования и удерживают по меньшей мере часть упомянутого конца. При этом с использованием пуансона и матрицы формуют промежуточное изделие, в котором отличная от конца зона в области, формуемой в дно желобчатого элемента, не удерживается. Уменьшается образование трещин на кромке фланца ребра и образование складок у основания фланца ребра. 2 н. и 15 з.п. ф-лы, 14 ил.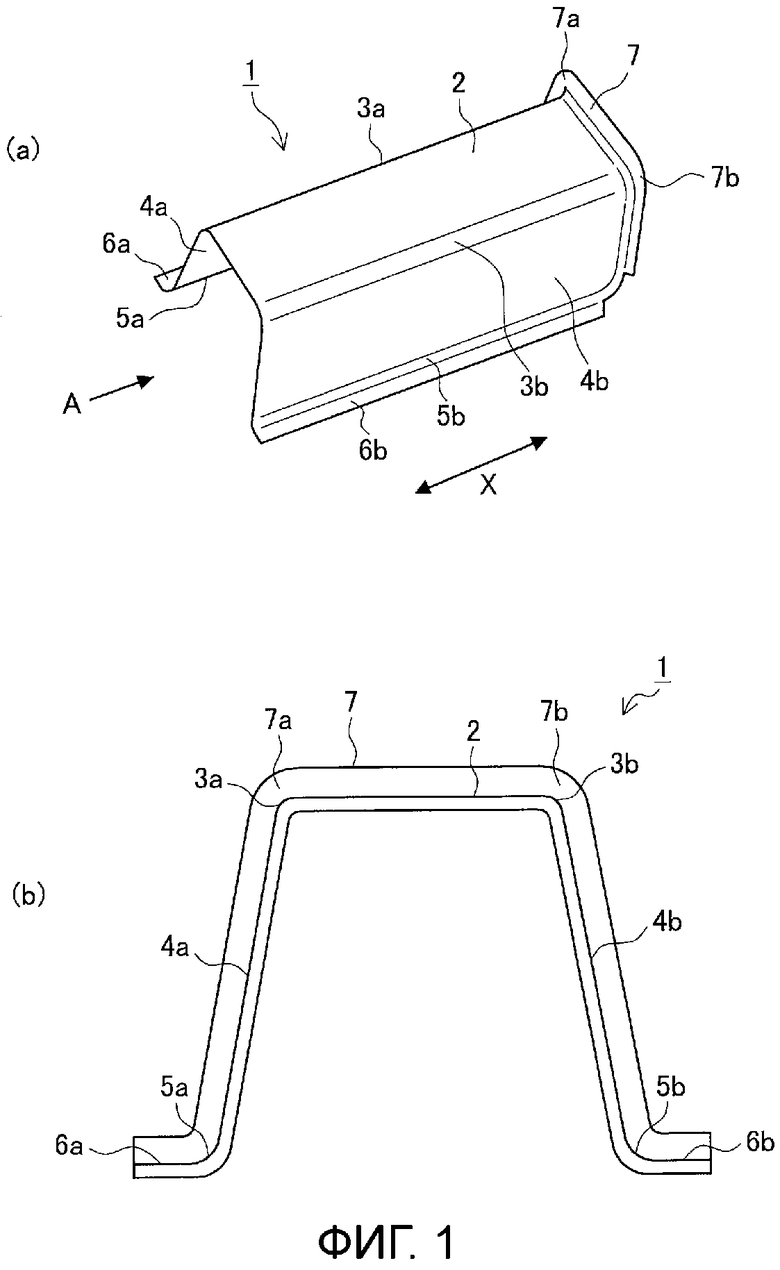
1. Способ формования прессованием конструктивного элемента для кузова автомобиля из формуемого материала в виде стального листа с использованием устройства для формования прессованием, имеющего пуансон, матрицу и подушку, обращенную к пуансону, причем конструктивный элемент продолжается в заданном направлении, имеет, по существу, желобчатое поперечное сечение, пересекающее заданное направление, и включает
дно желобчатого элемента, ребро, продолжающееся до дна желобчатого элемента,
вертикальную стенку, продолжающуюся до ребра, и
внешний непрерывный фланец, образованный непрерывно вдоль по меньшей мере одного конца в заданном направлении, при этом один конец включает по меньшей мере часть ребра, часть дна желобчатого элемента и часть вертикальной стенки,
при этом формование прессованием включает первый этап, на котором
прижимают подушкой формуемый материал к пуансону для поднятия области, соответствующей формуемому фланцу, на концах по меньшей мере дна желобчатого элемента и ребра в направлении, противоположном направлению прессования, и
выполняют формование прессованием с использованием пуансона и матрицы для формования промежуточного изделия, посредством подушки изгибают конец области, формуемой в ребро, в направлении прессования и удерживают по меньшей мере часть конца, причем отличная от конца зона в области, формуемой в дно желобчатого элемента, остается неудерживаемой, и
второй этап, на котором дополнительно прессуют промежуточное изделие для формования конструктивного элемента для кузова автомобиля.
2. Способ по п.1, в котором по меньшей мере часть конца области, формуемой в дно желобчатого элемента, остается неудерживаемой на первом этапе.
3. Способ по п.1, в котором вся область, формуемая в дно желобчатого элемента, и по меньшей мере часть области, соответствующей фланцу, формуемому на конце дна желобчатого элемента, причем упомянутая часть продолжается к области, формуемой в дно желобчатого элемента, остаются неудерживаемыми на первом этапе.
4. Способ по п.2, в котором вся область, формуемая в дно желобчатого элемента, и по меньшей мере часть области, соответствующей фланцу, формуемому на конце дна желобчатого элемента, причем упомянутая часть продолжается к области, формуемой в дно желобчатого элемента, остаются неудерживаемыми на первом этапе.
5. Способ по любому из пп.1-4, в котором зона размером по меньшей мере в 1/2 длины периметра поперечного сечения на конце области, формуемой в ребро, остается неудерживаемой на первом этапе, причем упомянутая 1/2 длины начинается от границы между областью, формуемой в ребро, и областью, формуемой в дно желобчатого элемента.
6. Способ по любому из пп.1-4, в котором пуансон, используемый на первом этапе, имеет кромку, имеющую поверхность для формования ребра, и по меньшей мере часть кромки, соответствующая упомянутому концу в заданном направлении, имеет радиус кривизны в диапазоне от 2 мм до 45 мм.
7. Способ по п.5, в котором пуансон, используемый на первом этапе, имеет кромку, имеющую поверхность для формования ребра, и по меньшей мере часть кромки, соответствующая упомянутому концу в заданном направлении, имеет радиус кривизны в диапазоне от 2 мм до 45 мм.
8. Способ по любому из пп.1-4, в котором используют стальной лист толщиной 2,3 мм или более или высокопрочный стальной лист, имеющий прочность на разрыв при растяжении 440 МПа или более.
9. Способ по п.5, в котором используют стальной лист толщиной 2,3 мм или более или высокопрочный стальной лист, имеющий прочность на разрыв при растяжении 440 МПа или более.
10. Способ по п.6, в котором используют стальной лист толщиной 2,3 мм или более или высокопрочный стальной лист, имеющий прочность на разрыв при растяжении 440 МПа или более.
11. Устройство для формования прессованием конструктивного элемента для кузова автомобиля из формуемого материала в виде стального листа, при этом конструктивный элемент продолжается в заданном направлении и имеет по существу желобчатое поперечное сечение, пересекающее заданное направление, и включает
дно желобчатого элемента,
ребро, продолжающееся до дна желобчатого элемента,
вертикальную стенку, продолжающуюся до ребра, и
внешний непрерывный фланец, образованный непрерывно вдоль по меньшей мере одного конца в заданном направлении, при этом один конец включает по меньшей мере часть ребра, часть дна желобчатого элемента и часть вертикальной стенки,
при этом устройство для формования прессованием содержит пуансон, матрицу и подушку, обращенную к пуансону, причем пуансон и матрица выполнены с возможностью формования прессованием при одновременном удерживании подушкой и пуансоном формуемого материала в виде стального листа,
причем подушка выполнена с возможностью прижатия формуемого материала для изгиба конца области, формуемой в ребро, в направлении прессования и удерживания по меньшей мере части конца, в то время как отличная от конца зона в области, формуемой в дно желобчатого элемента, остается неудерживаемой.
12. Устройство по п.11, в котором подушка выполнена с возможностью неудерживания по меньшей мере части конца области, формуемой в дно желобчатого элемента.
13. Устройство по п.11, в котором подушка выполнена с возможностью неудерживания всей области, формуемой в дно желобчатого элемента, и по меньшей мере части области, соответствующей фланцу, формуемому на конце дна желобчатого элемента, причем упомянутая часть продолжается к области, формуемой в дно желобчатого элемента.
14. Устройство по п.12, в котором подушка выполнена с возможностью неудерживания всей области, формуемой в дно желобчатого элемента, и по меньшей мере части области, соответствующей фланцу, формуемому на конце дна желобчатого элемента, причем упомянутая часть продолжается к области, формуемой в дно желобчатого элемента.
15. Устройство по любому из пп.11-14, в котором подушка выполнена с возможностью неудерживания зоны размером по меньшей мере в 1/2 длины периметра поперечного сечения на конце области, формуемой в ребро, причем 1/2 длины начинается от границы между областью, формуемой в ребро, и областью, формуемой в дно желобчатого элемента.
16. Устройство по любому из пп.11-14, в котором пуансон имеет кромку, имеющую поверхность для формования ребра, и по меньшей мере часть кромки, соответствующей упомянутому концу в заданном направлении, имеет радиус кривизны в диапазоне от 2 мм до 45 мм.
17. Устройство по п.15, в котором пуансон имеет кромку, имеющую поверхность для формования ребра, и по меньшей мере часть кромки, соответствующей упомянутому концу в заданном направлении, имеет радиус кривизны в диапазоне от 2 мм до 45 мм.
| JP2009255116 A1, 05.11.2009 | |||
| Способ изготовления коробчатых деталей поэлементной штамповкой | 1984 |
|
SU1181746A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ СТЕКЛОПОДЪЕМНИКА | 2003 |
|
RU2284873C2 |
| Зонд, служащий для извлечения проб наблюдения за свильностью оптических, технических и всякого рода иных стекол во время варки | 1926 |
|
SU12124A1 |

