Настоящее изобретение относится к приспособлению для сборки вакуумного усилителя автомобильного тормозного привода, а более конкретно, к приспособлению, предназначенному для прочного соединения крышки с цилиндром корпуса вакуумного усилителя. Изобретение относится также к способу сборки цилиндра вакуумного усилителя с крышкой с помощью предлагаемого в изобретении приспособления. Помимо этого изобретение относится к вакуумному усилителю тормозного привода.
Задачей настоящего изобретения является создание надежного вакуумного усилителя тормозного привода посредством простого и быстрого способа и обеспечение соответствующего приспособления. Другой задачей изобретения является предотвращение возможной разборки вакуумного усилителя во время его использования при любой толщине листового металла, который используют для его изготовления. Задачей изобретения является также создание легкого и одновременно прочного и надежного в работе вакуумного усилителя.
На автомобилях вакуумный усилитель тормозного привода устанавливают между соединенным с педалью тормоза толкателем и главным тормозным цилиндром. Вакуумный усилитель увеличивает усилие, приложенное к педали тормоза, и соответственно давление, создаваемое главным тормозным цилиндром.
Вакуумный усилитель обычно имеет корпус цилиндрической формы. Корпус вакуумного усилителя состоит из цилиндра и крышки. Цилиндр и крышку прочно соединяют друг с другом. Внутреннее пространство корпуса разделено на переднюю и заднюю полости. Передняя полость расположена ближе к главному тормозному цилиндру и имеет переменный объем. Задняя полость, которая также имеет переменный объем, расположена ближе к соединенному с педалью тормоза толкателю. Передняя полость отделена от задней полости подвижной перегородкой. Подвижная перегородка состоит из герметичной эластичной мембраны и жесткой юбки. Передняя полость соединена с источником разрежения. Заднюю полость через клапан обычно соединяют с атмосферой. Регулирование тормозного усилия осуществляется с помощью толкателя. При перемещении толкателя клапан открывается, и в заднюю полость начинает поступать воздух. Изменение давления в задней полости сопровождается перемещением жесткой юбки мембраны.
Во время торможения в вакуумном усилителе возникают очень высокие динамические усилия, которые могут привести к раскрытию стыка между цилиндром и крышкой и потере работоспособности вакуумного усилителя. Связано это в первую очередь с резким изменением давления в полостях вакуумного усилителя. Во время торможения задняя полость заполняется воздухом. Заполняющий заднюю полость воздух перемещает подвижную перегородку в направлении передней полости. Изготовление корпуса вакуумного усилителя из двух отдельных частей требует их прочного и надежного соединения друг с другом. Соединение крышки с цилиндром вакуумного усилителя должно быть достаточно прочным для того, чтобы во время торможения, а точнее, во время перемещения юбки, между крышкой и цилиндром не мог образоваться зазор.
В настоящее время для прочного крепления крышки к цилиндру обычно используют фальцовку с местным обжатием внешних краев стенок крышки и цилиндра. При "местном обжатии" края стенки крышки и цилиндра фальцуют и прижимают друг к другу в отдельных точках. Для надежного и прочного соединения цилиндра с крышкой фальцовкой точки обжатия равномерно распределяют по всему внешнему периметру корпуса. До сих пор такой способ сборки и соединения крышки и цилиндра считался вполне приемлемым и надежным.
Однако в последнее время достаточно остро стала проблема снижения массы вакуумного усилителя. Обычно вакуумные усилители и, в частности, их корпуса изготавливают из листового металла. Масса таких вакуумных усилителей существенно зависит от толщины металла и формы корпуса. Уменьшить массу вакуумного усилителя можно, как очевидно, за счет уменьшения толщины листового металла, используемого для изготовления его корпуса. Обычно толщину металла и форму корпуса выбирают с таким расчетом, чтобы масса вакуумного усилителя была минимально возможной. Под "минимально возможной массой" вакуумного усилителя подразумевается наименьшая масса, при которой вакуумный усилитель будет обладать такой же жесткостью и такой же прочностью соединения крышки с цилиндром, что и обычные вакуумные усилители.
Однако снижение массы вакуумного усилителя за счет уменьшения толщины стенок корпуса приводит и к снижению прочности соединения крышки с цилиндром. При заметном уменьшении толщины металла точечная фальцовка и местное обжатие внешнего края крышки и цилиндра не обеспечивают необходимой прочности соединения.
Настоящее изобретение направлено, в частности, на решение этой проблемы и разработку вакуумного усилителя с определенной толщиной стенок и формой корпуса и минимально возможной массой. Предлагаемый в изобретении вакуумный усилитель при минимально возможной массе обладает высокой прочностью корпуса в месте соединения его крышки с цилиндром.
Для создания такого вакуумного усилителя в настоящем изобретении предлагается приспособление для сборки вакуумного усилителя, а точнее, для сборки крышки и цилиндра корпуса вакуумного усилителя. Предлагаемое в изобретении сборочное приспособление предназначено для соединения крышки с цилиндром фальцовкой и обжатием по всему внешнему периметру корпуса. Фальцовка и обжатие всего внешнего периметра корпуса позволяют прочно соединить его крышку с цилиндром вакуумного усилителя. Предлагаемый в изобретении способ сборки повышает прочность соединения и снижает вероятность раскрытия стыка между цилиндром и крышкой корпуса вакуумного усилителя и при этом может быть осуществлен быстро и просто.
Для фальцовки и обжатия корпуса вакуумного усилителя по всему внешнему краю в предлагаемом в изобретении сборочном приспособлении предназначена по меньшей мере одна группа фальцовочных роликов. При соединении крышки с цилиндром вакуумного усилителя фальцовочные ролики вращаются вокруг оси вакуумного усилителя. Вращающиеся вокруг оси вакуумного усилителя ролики прижимаются к его корпусу в месте соединении крышки с цилиндром. Прижатые к корпусу вращающиеся ролики сгибают (фальцуют) край металлического листа, из которого изготовлена стенка цилиндра, вокруг края металлического листа, из которого изготовлена крышка.
Фактически предлагаемое в изобретении приспособление для сборки корпуса вакуумного усилителя может иметь две группы фальцовочных роликов. Ролики первой группы сгибают край металлического листа стенки цилиндра вокруг края листа крышки на первый угол. Ролики второй группы сгибают металлический лист стенки цилиндра на второй угол, более острый, чем первый угол. Ролики второй группы прижимаются к внешнему краю стенки корпуса только после прохода первой группы роликов.
Сначала металлический лист стенки цилиндра сгибают ролики первой группы. Ролики первой группы сгибают металлический лист из плоскости, параллельной оси вращения, на угол от тридцати до шестидесяти градусов. Фальцуемый роликами первой группы металлический лист отгибается внутрь в направлении центра вакуумного усилителя. В исходном положении край крышки расположен перпендикулярно краю стенки цилиндра. Под "исходным положением" подразумевается положение, в котором находятся собранные, но еще не соединенные друг с другом крышка и цилиндр вакуумного усилителя. При проходе по меньшей мере одного ролика первой группы роликов металлический лист стенки цилиндра сгибается в направлении металлического листа крышки и слегка прижимается к нему. После прохода ролика первой группы к корпусу прижимается ролик второй группы, который окончательно деформирует лист цилиндра и плотно прижимает его к листу крышки. В идеальном случае после прохода второй группы роликов металлический лист цилиндра оказывается согнутым на девяносто градусов.
Каждая группа роликов в предлагаемом в изобретении приспособлении состоит из трех роликов. Ролики первой группы чередуются с роликами второй группы. Предлагаемое в изобретении приспособление имеет круглую цилиндрическую форму и равномерно расположенные по периметру ролики. При трех роликах угол между роликами каждой группы составляет 120°. При этом угол между роликами первой и второй групп составляет соответственно 60°.
Для фальцовки и обжатия листов крышки и корпуса в два прохода ролики второй группы должны прижиматься к стенке корпуса только после прохода через это место роликов первой группы. Поэтому помимо вращения вокруг оси вакуумного усилителя каждый ролик должен совершать возвратно-поступательные прямолинейные перемещения относительно корпуса вакуумного усилителя в радиальном направлении. Для такого перемещения роликов предназначен эксцентриковый механизм. Перемещение вращающихся вокруг вакуумного усилителя роликов разных групп происходит со сдвигом по фазе. При этом вращающиеся вокруг вакуумного усилителя ролики одной и той же группы в радиальном направлении перемещаются синфазно. Таким образом, ролики первой группы и ролики второй группы поочередно перемещаются в направлении центральной оси вакуумного усилителя. Поочередно перемещающиеся в радиальном направлении и вращающиеся вокруг оси вакуумного усилителя ролики первой и второй групп непрерывно сгибают лист цилиндра и за один или несколько оборотов прочно соединяют его с листом крышки.
В изобретении предлагается способ сборки корпуса вакуумного усилителя. Предлагаемый в изобретении способ позволяет с помощью простого приспособления быстро и прочно соединить крышку корпуса с цилиндром фальцовкой и обжатием по всему внешнему периметру корпуса.
В изобретении предлагается также корпус вакуумного усилителя автомобильного тормозного привода, отличающийся тем, что его крышка прочно соединена с цилиндром по всему внешнему периметру корпуса.
Более конкретно, в настоящем изобретении предлагается приспособление для сборки корпуса вакуумного усилителя, отличающееся тем, что оно состоит из неподвижной цилиндрической опоры, внутренний объем которой больше объема расположенной в ней крышки корпуса вакуумного усилителя (т.е. выполненной с возможностью расположения в ней крышки вакуумного усилителя); цилиндрического стакана, внутренний объем которого больше объема цилиндра вакуумного усилителя (т.е. выполненного с возможностью расположения в нем цилиндра вакуумного усилителя) и который способен прикладывать к цилиндру нагрузку в осевом направлении (так что цилиндр может прижиматься к крышке в осевом направлении), и по меньшей мере из одной группы фальцовочных роликов, которые выполнены с возможностью их приведения во вращение двигателем по меньшей мере частично вокруг опоры.
А также в настоящем изобретении предлагается способ сборки фальцовкой корпуса вакуумного усилителя, отличающийся тем, что в опору сборочного приспособления вставляют крышку вакуумного усилителя, верхняя сторона края стенки которой при этом прижимается к верхней стороне внутренней стенки опоры, на крышку вакуумного усилителя помещают цилиндр вакуумного усилителя и прижимают нижнюю сторону края его стенки к верхней стороне края крышки, на опору приспособления устанавливают стакан и с усилием прижимают нижней стороной его края нижнюю сторону края стенки цилиндра к верхней стороне края стенки крышки вакуумного усилителя, включают двигатель, которым фальцовочные ролики приводят во вращение вокруг вакуумного усилителя, и непрерывно по всему периметру загибают нижнюю сторону края стенки цилиндра за верхнюю сторону края стенки крышки.
Ниже изобретение более подробно рассмотрено со ссылкой на прилогаемые к описанию чертежи. Эти чертежи лишь иллюстрируют настоящее изобретение и не ограничивают его объем. На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - вид в продольном разрезе вакуумного усилителя тормозного привода во время сборки в предлагаемом в изобретении сборочном приспособлении,
на фиг.2а и 2б - увеличенный вид двух разных участков места соединения крышки и цилиндра, показанного на фиг.1, в разрезе вакуумного усилителя и фальцовочных роликов предлагаемого в изобретении сборочного приспособления,
на фиг.3 - вид в поперечном разрезе предлагаемого в изобретении сборочного приспособления.
На фиг.1 показано выполненное по одному из вариантов предлагаемое в изобретении приспособление 100 для сборки вакуумного усилителя 200. Приспособление 100 имеет неподвижную опору 101. В показанном на фиг.1 варианте опора 101 имеет цилиндрическую форму. Внутренний объем 102 опоры 101 позволяет вставить в нее заднюю часть 201 вакуумного усилителя 200. Задняя часть 201 вакуумного усилителя 200 состоит из соединенного с педалью тормоза толкателя 202 и крышки 203 вакуумного усилителя 200. Крышка 203 вакуумного усилителя также имеет цилиндрическую форму.
Один край 204 стенки 205 крышки 203 вакуумного усилителя 200 прижимается к верхнему краю 105 центрирующего позиционера 106. Центрирующий позиционер 106 выполнен в виде кольца. Диаметр кольца, в виде которого выполнен центрирующий позиционер 106, приблизительно равен внутреннему диаметру внутреннего отверстия верхнего конца 103 опоры 101. Выполненный в виде кольца центрирующий позиционер 106 вставляют внутрь верхнего конца 103 опоры 101, что позволяет позиционеру 106 точно совместить центральную ось крышки 203 вакуумного усилителя с центральной осью опоры 101. Точное совмещение центральной оси крышки 203 с центральной осью опоры 101 обеспечивает возможность успешной сборки вакуумного усилителя 200.
В другом варианте центрирующий позиционер 106 состоит по меньшей мере из двух отдельных частей. Периметр предлагаемого в этом варианте разрезного центрирующего позиционера 106 меньше длины окружности внутреннего отверстия опоры 101. Отдельные части разрезного центрирующего позиционера можно равномерно распределить по внутреннему диаметру опоры 101. Выполненный таким образом центрирующий позиционер 106 удерживает крышку 203 вакуумного усилителя в нескольких равномерно распределенных по окружности точках и точно центрирует ее относительно центральной оси опоры. В еще одном варианте можно не использовать вовсе специальный центрирующий позиционер 106. В этом варианте крышка 203 вакуумного усилителя центрируется в опоре 101 непосредственно ее верхним концом 103 без всяких промежуточных деталей.
После опускания крышки 203 в отверстие 102 опоры 101 на крышку помещают цилиндр 206 вакуумного усилителя 200. Цилиндр 206 образует переднюю часть вакуумного усилителя 200. В целом цилиндр 206 имеет круглую форму. При сборке цилиндра с крышкой в предлагаемом в изобретении приспособлении переднюю сторону 208 стенки 209 цилиндра 206 прижимают к передней стороне 204 крышки 203. В примере, показанном на фиг.1, мембрана 210 вакуумного усилителя 200 имеет отогнутый внутрь край 211. Отогнутый внутрь край 211 мембраны расположен между внешними сторонами 204 и 208 соответственно крышки 203 и цилиндра 206 вакуумного усилителя. В собранном вакуумном усилителе отогнутый внутрь край 211 мембраны герметично уплотняет стык между крышкой 203 и цилиндром 206.
Затем на опору 101 устанавливают стакан 104 сборочного приспособления 100. В целом стакан 104 имеет круглую форму. Внутренний объем 107 стакана позволяет полностью разместить внутри него цилиндр 206 вакуумного усилителя. Первый торец 108 стакана 104 прижимается к передней стороне 208 стенки 209 цилиндра 206. Под "первым торцом" в данном случае подразумевается правый торец показанного на чертеже стакана. Соответственно под "вторым торцом" подразумевается его левый торец. При сборке вакуумного усилителя первый торец 108 стакана с усилием, действующим в направлении стрелки D, прижимается к передней стороне 208 цилиндра 102. Под действием этого осевого усилия цилиндр 206 прижимается к крышке 203 в месте их соединения друг с другом. Прижатие цилиндра к крышке в месте их соединения сопровождается сжатием расположенного между двумя сторонами 204 и 208 стенок 205 и 209 отогнутого внутрь края 211 мембраны.
На внешней стороне опоры 101 расположены фальцовочные ролики 109 (два из которых видны на фиг.1). Точное расположение роликов 109 в предлагаемом в изобретении сборочном приспособлении показано на фиг.3. Предлагаемое в изобретении приспособление имеет шесть фальцовочных роликов 109. Ролики 109А первой группы расположены между роликами 109В второй группы. Ролики 109 равномерно распределены по всему внешнему периметру опоры 101.
Показанные на фиг.1 фальцовочные ролики прижаты к вакуумному усилителю 200 в месте соединения его крышки 203 с цилиндром 206.
На фиг.2а и 2б в увеличенном масштабе показаны прижатые к вакуумному усилителю 200 ролики 109А и 109В соответственно. В обоих случаях видно, что край 204 стенки крышки 203 прижимается к верхней стороне 105 центрирующего позиционера 106. На этих чертежах показан также отогнутый внутрь край 211 мембраны 210, зажатый между краями 204 и 208 соответственно стенок крышки 203 и цилиндра 206 вакуумного усилителя. К внешней стороне края 208 стенки цилиндра вакуумного усилителя прижат первый торец 108 стакана 104. Край 208 стенки цилиндра 206 расположен приблизительно параллельно оси вращения центрирующего позиционера 106. По меньшей мере часть края 204 стенки крышки 203 расположена перпендикулярно краю 208 стенки цилиндра. На фиг.2а показано, что край 208 стенки цилиндра оканчивается в точке, расположенной правее точки, в которой он прижимается к краю 204 стенки крышки.
При сборке вакуумного усилителя предлагаемым в изобретении способом край 208 стенки цилиндра можно загнуть вокруг края 204 стенки крышки и отогнутого внутрь края 211 мембраны под углом 90° к оси центрирующего позиционера 106. Предпочтительно выполнять это по всему периметру вакуумного усилителя 200.
Для соединения крышки с цилиндром предлагаемым в изобретении способом по всему периметру вакуумного усилителя и вращения роликов 109 вокруг оси вакуумного усилителя 200 в сборочном приспособлении 100 предназначена ведущая шестерня 110. Ведущая шестерня приводится во вращение (не показан) приводным двигателем. Ведущая шестерня 110 имеет два зубчатых венца 111 и 112. Зубчатые венцы 111 и 112 имеют разное количество зубьев.
Через первый зубчатый венец 111 ведущая шестерня 110 вращает вокруг вакуумного усилителя 200 все ролики 109А и 109В. Через второй зубчатый венец 112 ведущая шестерня приводит во вращение эксцентрик 118, который накладывает на круговую траекторию движения роликов 109 знакопеременную составляющую и периодически изменяет положение роликов в радиальном направлении. Благодаря наличию эксцентрика 118 ролики 109 не прижимаются постоянно к стенкам 205 и 209 крышки и цилиндра вакуумного усилителя 200.
При включении приводного двигателя сборочного приспособления 100 все ролики непрерывно вращаются вокруг вакуумного усилителя 200 и периодически прижимаются к стенкам 205 и 209 его крышки и цилиндра. При вращении вокруг вакуумного усилителя перемещение роликов 109А и 109В в радиальном направлении происходит со сдвигом по фазе. Движущиеся в радиальном направлении со сдвигом по фазе ролики 109А и 109В прижимаются к стенке вакуумного усилителя не одновременно, а поочередно.
Для прочного соединения фальцуемых стенок крышки и цилиндра вакуумного усилителя ролики 109А должны прижиматься к вакуумному усилителю 200 раньше роликов 109В. Ролики 109А и 109В отличаются друг от друга углом набегания. На фиг.2а и 2б показано, что края роликов 109А и 109В выполнены со скошенными рабочими кромками 113А и 113В. Скошенные рабочие кромки 113А и 113В выполнены на верхних сторонах роликов 109А и 109В. Форма скошенных рабочих кромок 113А и 113В у роликов 109А и 109В разная. Так, в частности, угол 114А набегания кромки 113А больше угла 114В набегания кромки 113В. Под "углом набегания" в данном случае подразумевается угол наклона скошенной кромки 113 ролика 109.
Первый касающийся края 208 стенки 209 цилиндра 206 ролик 109А слегка отгибает край стенки цилиндра в направлении оси С опоры 101. Расположенный за роликом 109А ролик 109В прижимается к уже частично согнутой стенке 208. Ролик 109 В, у которого угол 114 В набегания меньше угла 114А набегания ролика 109А, еще больше отгибает край 208 стенки цилиндра в направлении оси С.
Так, в частности, угол 114А набегания ролика 109А обычно выбирают в пределах от 115° до 135°. И наоборот, угол 114В набегания ролика 109В обычно выбирают в пределах от 80° до 90°. В предпочтительном варианте угол 114А набегания ролика 109А составляет 120°. Поэтому ролик 109А отгибает край 208 стенки цилиндра на 60°. Под действием ролика 109В угол изгиба края 208 стенки цилиндра увеличивается на 25°. После прохода второго ролика край 208 стенки цилиндра оказывается расположенным практически перпендикулярно оси центрирующего позиционера 106. Сгибаемый роликами край 208 стенки цилиндра плотно прижимает отогнутый внутрь край 211 мембраны к краю 204 стенки крышки.
При сборке вакуумного усилителя предлагаемым в изобретении способом такую фальцовку края стенки цилиндра выполняют по всему периметру вакуумного усилителя 200. Высокая прочность соединения фальцовкой цилиндра 206 с крышкой 203 вакуумного усилителя с помощью предлагаемого в изобретении сборочного приспособления 100 достигается в несколько проходов за несколько полных оборотов фальцовочных роликов вокруг вакуумного усилителя.
На фиг.1 показан пример возможного выполнения предлагаемого в изобретении приспособления с фальцовочными роликами 109, непрерывно вращающимися вокруг вакуумного усилителя и одновременно совершающими периодические возвратно-поступательные радиальные перемещения относительно оси С опоры 101.
Первый зубчатый венец 111 ведущей шестерни 110 приводит во вращение зубчатое колесо 115. Зубчатое колесо 115 закреплено на обойме 116. Поэтому зубчатый венец 111 приводит во вращение обойму 116. Обойма 116 вращается вокруг опоры 101. Другой зубчатый венец 112 ведущей шестерни 110 приводит во вращение зубчатое колесо 117. Зубчатое колесо 117 установлено на обойме 116 и может свободно вращаться относительно нее. Иными словами, зубчатое колесо 117 вращается независимо от обоймы 116. Скорость вращения обоймы 116 и зубчатого колеса 117 зависит от скорости вращения и количества зубьев соответственно первого и второго зубчатых венцов 111 и 112 ведущей шестерни 110. Первый и второй зубчатые венцы 111 и 112 ведущей шестерни имеют разное количество зубьев. Поэтому при одной и той же скорости вращения шестерен обойма 116 и зубчатое колесо 117 будут вращаться с разной скоростью. Зубчатое колесо 117 входит в зацепление с закрепленной на эксцентрике 118 шестерней 119. Эксцентрик 118 по меньшей мере частично расположен внутри обоймы 116.
Фальцовочные ролики 109 закреплены на верхних концах эксцентриков 118. Сами эксцентрики 118 расположены, как уже было отмечено выше, в обойме 116. При вращении обоймы вокруг вакуумного усилителя 200 вместе с ней вокруг него вращаются и закрепленные на концах эксцентриков ролики 109. Одновременно эксцентрики 118, шестерни которых входят в зацепление с зубчатым колесом 117, накладывают на вращение роликов по круговой траектории знакопеременную радиальную составляющую и периодически изменяют положение роликов в радиальном направлении относительно центральной оси С опоры 101.
Таким образом, в предлагаемом в изобретении приспособлении фальцовочные ролики 109 не только вращаются вокруг вакуумного усилителя 200, но и периодически перемещаются относительно оси С в радиальном направлении. При движении по такой синусоидальной траектории ролики 109 периодически прижимаются к стенке вакуумного усилителя и отходят от нее. При движении роликов 109А и 109В с угловым сдвигом по фазе сначала к стенке вакуумного усилителя 200 прижимаются ролики 109А. Ролики 109В второй группы прижимаются к стенке вакуумного усилителя только после ее предварительной фальцовки роликами 109А первой группы.
Изобретение относится к области автомобилестроения, а именно к способам и устройствам для сборки корпуса вакуумного усилителя тормозного привода. В опору сборочного приспособления вставляют крышку вакуумного усилителя, верхняя сторона края стенки которой прижимается к верхней стороне края внутренней стенки опоры. На крышку вакуумного усилителя помещают цилиндр вакуумного усилителя и прижимают нижнюю сторону края его стенки к верхней стороне края крышки. На опору сборочного приспособления устанавливают стакан и с усилием прижимают нижней стороной его края нижнюю сторону края стенки цилиндра к верхней стороне края стенки крышки вакуумного усилителя. Включают двигатель, приводящий фальцовочные ролики во вращение вокруг вакуумного корпуса усилителя, и непрерывно по всему периметру загибают нижнюю сторону края стенки цилиндра за верхнюю сторону края стенки крышки. В результате осуществляют сборку корпуса вакуумного усилителя, имеющего небольшую массу; и обладающего высокой прочностью в месте соединения его крышки с цилиндром. 3 н. и 10 з.п. ф-лы, 3 ил.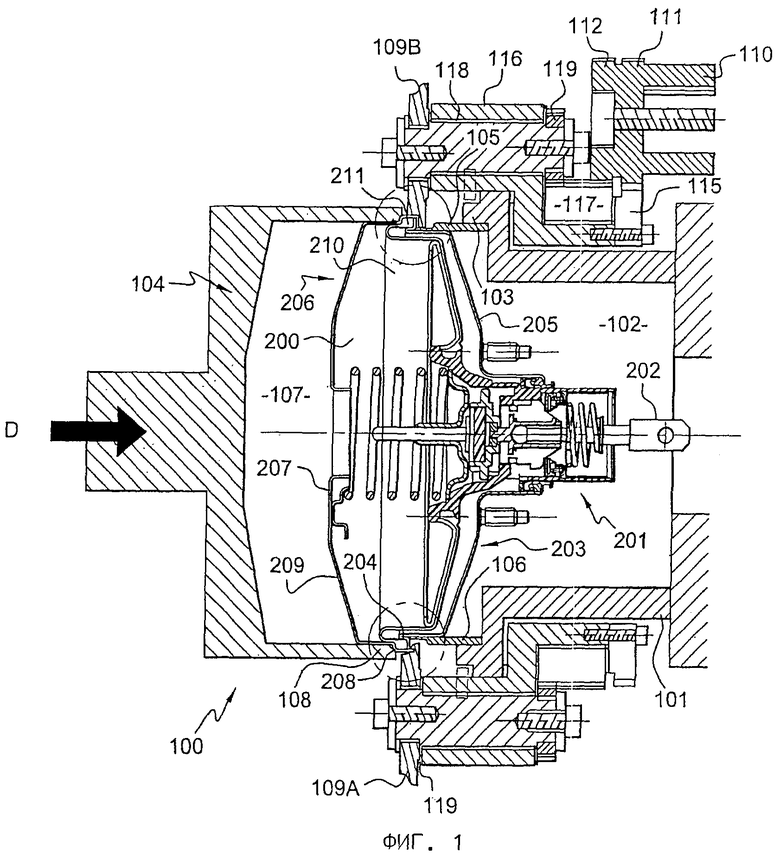
1. Приспособление (100) для сборки корпуса вакуумного усилителя (200), отличающееся тем, что оно содержит неподвижную цилиндрическую опору (101), выполненную с возможностью расположения в ней крышки (203) вакуумного усилителя, цилиндрический стакан (104), выполненный с возможностью расположения в нем цилиндра (206) вакуумного усилителя и приложения к нему нагрузки в осевом направлении, и по меньшей мере одну группу фальцовочных роликов (109А, 109В), приводимых двигателем во вращение по меньшей мере частично вокруг опоры.
2. Приспособление по п.1, отличающееся тем, что оно содержит две группы фальцовочных роликов, первую группу (109А) и вторую группу (109В), приводимых во вращение по меньшей мере частично вокруг опоры.
3. Приспособление по п.1, отличающееся тем, что оно содержит расположенный на верхнем конце (103) неподвижной опоры центрирующий позиционер (106) в форме кольца, внутренний диаметр которого приблизительно равен диаметру устанавливаемой центрируемой (7) позиционером крышки (203) вакуумного усилителя.
4. Приспособление по п.2, отличающееся тем, что фальцовочные ролики первой и второй групп расположены в чередующемся порядке.
5. Приспособление по п.2, отличающееся тем, что первая и вторая группы фальцовочных роликов состоят из трех роликов, расположенных по окружности, при этом угол между роликами первой группы равен 120°, а угол между роликами первой группы и роликами второй группы равен 60°.
6. Приспособление по п.2, отличающееся тем, что ролики первой группы имеют скошенную рабочую кромку (113А), угол (114А) набегания которой составляет от 115 до 135°, а ролики второй группы имеют скошенную рабочую кромку (113 В), угол (114В) набегания которой составляет от 80 до 90°.
7. Приспособление по п.6, отличающееся тем, что угол набегания скошенной рабочей кромки роликов первой группы равен 120°, а угол набегания скошенной рабочей кромки роликов второй группы равен 85°.
8. Приспособление по любому из пп.2-7, отличающееся тем, что оно содержит приводящую фальцовочные ролики во вращение ведущую шестерню (110) с двумя зубчатыми венцами с разным количеством зубьев, первый (111) из которых приводит во вращение вокруг вакуумного усилителя две группы фальцовочных роликов, а второй (112) кинематически соединен с эксцентриком (118), который накладывает на вращение роликов по круговой траектории вокруг вакуумного усилителя знакопеременную радиальную составляющую и периодически изменяет положение роликов в радиальном направлении относительно центральной оси (С) опоры.
9. Способ сборки фальцовкой корпуса вакуумного усилителя, отличающийся тем, что в опору (101) сборочного приспособления (100) вставляют крышку (203) вакуумного усилителя (200), верхняя сторона края (204) стенки которой при этом прижимается к верхней стороне края (103) внутренней стенки опоры, на крышку вакуумного усилителя помещают цилиндр (206) вакуумного усилителя и прижимают нижнюю сторону края (208) его стенки (209) к верхней стороне края крышки, на опору сборочного приспособления устанавливают стакан (104) и с усилием прижимают нижней стороной его края (108) нижнюю сторону края стенки цилиндра к верхней стороне края стенки крышки вакуумного усилителя, включают двигатель, приводящий фальцовочные ролики (109) во вращение вокруг корпуса вакуумного усилителя, и непрерывно по всему периметру загибают нижнюю сторону края стенки цилиндра за верхнюю сторону края стенки крышки.
10. Способ по п.9, отличающийся тем, что фальцовочные ролики совершают знакопеременные радиальные перемещения относительно оси (С) опоры.
11. Способ по п.10, отличающийся тем, что для знакопеременных радиальных перемещений фальцовочных роликов относительно оси (С) опоры используют эксцентрик (118), который приводят во вращение ведущей шестерней (110).
12. Способ по любому из пп.9-11, отличающийся тем, что загибание нижней стороны края стенки цилиндра за верхнюю сторону края стенки крышки осуществляют последовательно с помощью фальцовочных роликов (109А) с первым углом (114А) набегания и вторых фальцовочных роликов (109В) со вторым углом (114В) набегания, который меньше первого угла набегания.
13. Корпус вакуумного усилителя (200) автомобильного тормозного привода, отличающийся тем, что он собран способом по любому из пп.9-12.
| US 5107579 A, 28.04.1992 | |||
| НЕРЕВЕРСИВНЫЙ ДВИГАТЕЛЬ ПОСТОЯННОГО ТОКА ПОСЛЕДОВАТЕЛЬНОГО ВОЗБУЖДЕНИЯ | 1994 |
|
RU2082275C1 |
| ВАКУУМНЫЙ УСИЛИТЕЛЬ ТОРМОЗНОГО ПРИВОДА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2160200C2 |
| Вакуумный усилитель для тормозной системы транспортного средства | 1978 |
|
SU1111681A3 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ АВТОМОБИЛЬНОЙ ТОРМОЗНОЙ СИСТЕМЫ | 1993 |
|
RU2087348C1 |
| ПНЕВМАТИЧЕСКАЯ ФЛОТАЦИОННАЯ МАШИНА | 2012 |
|
RU2487762C1 |

