Изобретение относится к фальцевальному устройству, имеющему признаки ограничительной части независимого пункта формулы.
Из патента DE 102007024777 А1 известно накатное фальцевальное устройство, имеющее опорную фальцовочную плиту с установленными по бокам роботами-манипуляторами, которые вместе с накатными фальцовочными головками отгибают фланцы обрабатываемого изделия, причем опорная фальцовочная плита вращается дополнительно за счет своей собственной оси вращения. Фальцовочные роботы-манипуляторы отгибают наружные фланцы обрабатываемого изделия и захватывают их в области его передней стороны.
Если обрабатываемое изделие, например дверь автомобиля, имеет внутренние и наружные фланцы или фальцы, до которых можно дотянуться с разных главных сторон обрабатываемого изделия, в частности с его передней и задней (тыльной) стороны, и фальцевать, то, как правило, меняют станцию, причем обрабатываемое изделие после фальцовки одного, например, наружного фланца принимают и доставляют к следующему фальцевальному устройству для фальцовки там другого, например, внутреннего фланца.
Задачей предложенного изобретения является создание лучшей и высокопроизводительной техники фальцовки.
Изобретение решает эту задачу с помощью признаков независимого пункта формулы.
Заявленные средства и методы фальцовки, в частности фальцевальное устройство, имеют повышенную производительность и улучшенную экономичность. В фальцевальном устройстве можно фальцевать как внутренние, так и наружные фланцы, что можно выполнять на той же опорной фальцовочной плите и, в частности, одновременно. Находящиеся, например, с передней и тыльной сторон опорной фальцовочной плиты фальцовочные роботы-манипуляторы не мешают друг другу. Время фальцовки внутренних и наружных фланцев может совпадать, причем теперь не нужно тратить время на переоборудование и транспортировку, необходимое до сих пор при смене станции, что обусловлено условиями фальцовки. Заявленная техника фальцовки выполняется быстрее, чем в уровне техники, и требует меньше затрат на логистику, а также меньше места.
Процессы фальцовки можно выполнять фальцующими роликами фальцовочных роботов-манипуляторов. Поскольку нужны дополнительные процессы фальцовки углов, они могут так же это выполнять без перезажима обрабатываемого изделия и смены опорной фальцовочной плиты.
Фальцевальное устройство можно дополнить с помощью транспортирующего устройства. Оно устроено для фальцовки одинаковых или также разных обрабатываемых изделий в том же устройстве. Для предпочтительной области применения кузовных конструктивных элементов при кузовных работах, в частности дверей, откидных крыш или т.п., можно сконцентрироваться на процессах фальцовки и лучше локализовать их. В частности, в одном фальцевальном устройстве можно фальцевать несколько разных изделий, в частности двери одного автомобиля. Это могут быть, например, две или четыре боковые двери и при необходимости задняя дверь автомобиля. Альтернативно можно обрабатывать в фальцевальном устройстве несколько одинаковых изделий. В связи с транспортирующим устройством, имеющим несколько рабочих секторов, можно реализовать процессы оснащения и операции фальцовки в разном ритме и последующей транспортировкой опорной фальцовочной плиты. Фальцевальное устройство предлагает оптимальную гибкость, в частности также путем смены опорных фальцовочных плит, и может быть быстро и просто приспособлено к различным задачам фальцовки.
При фальцовке обрабатываемых изделий с вырезом для окна, например дверей или крыш кузова автомобиля, помимо фальцовочных роботов-манипуляторов можно применять внутреннее фальцевальное устройство, которое образует фальц или фальцы, находящиеся на краю выреза. Внутреннее фальцевальное устройство можно разместить при необходимости на опорной фальцовочной плите или на поддерживающем приспособлении или снова удалить его, причем рекомендуется выполнение в виде модуля. Опорную фальцовочную плиту можно вообще поделить на сегменты и выполнить в виде модуля, благодаря чему можно легко и быстро приспособиться к разным изделиям, которые отличаются только признаками формы.
Для обработки изделий с вырезом для окна опорная фальцовочная плита может иметь внутреннее опорное фальцовочное основание для области выреза. Его можно, по меньшей мере, в отдельных областях отключить, что, например, можно осуществить, опустив его. Такое выполнение позволяет обрабатывать однотипные изделия с разными требованиями к обработке в области выреза для окна. Это может быть, например, в тех дверях автомобиля, которые имеют стекла со стеклоподъемниками и поэтому требуют фальцовки на краях выреза для окна, причем другие конструктивные формы внешне вроде бы по существу одинаковых дверей имеют наглухо поставленные стекла или сплошные и невырезанные оконные проемы и не требуют фальцовки. Для таких вариантов изделий отключение устраняет контур помех внутреннего опорного фальцовочного основания.
Для точности и повторяемости операций фальцовки благоприятно предусмотреть определенную соединительную площадку для точной и повторяемой установки опорной фальцовочной плиты на неподвижном или подвижном основании. Для этого точно определяют положение обрабатываемого изделия. Это выгодно, в частности, при сменных опорных фальцовочных плитах.
Для повышения качества процесса выгодно точно измерять и выверять положение всего фальцевального устройства. Это относится, в частности, к положению и выполнению компонентов устройства в пространстве и относительно друг друга. Упомянутыми компонентами устройства могут быть опорная фальцовочная плита или опорные фальцовочные плиты, имеющаяся(иеся) при необходимости соединительная площадка или соединительные площадки, имеющийся при необходимости транспортер, один или несколько фальцовочных инструментов и разные роботы-манипуляторы для обработки и манипулировании изделиями и при необходимости опорными фальцовочными плитами. Положение разных роботов-манипуляторов измеряют и выверяют с абсолютной точностью с коррекцией по допуску с учетом формы и конфигурации фальцовочного рабочего органа.
Высокая точность измерений и процесса выгодна также для сведения к минимуму затрат на оснащение. При изготовлении кузовов автомобилей сначала конструируют, тестируют и оптимизируют пилотную станцию для предварительного изготовления. Затем она внедряется в серийное производство. После выпуска серийной продукции еще длительное время потребуется для изготовления и дополнительной поставки запасных частей. Для этого нужна отдельная фальцевальная станция. При смене модели автомобиля процессы изменения согласуются между собой и сливаются воедино. Пилотная стадия и устройство пилотной фальцевальной станции начинается во время выпуска серии старой модели. Смена модели и перестройка серийного производства для новой модели должны происходить очень быстро. С другой стороны, это требуется по окончании серии в отдельной фальцевальной станции по изготовлению запчастей. С помощью заявленных средств и методов фальцовки можно очень быстро и точно осуществить переоборудование. Для изготовления запчастей имеет место повышенная гибкость, причем в фальцевальной станции благодаря вариантным опорным фальцовочным плитам можно при необходимости поочередно обрабатывать различные изделия, в частности кузовные детали, и благодаря этой гибкости удерживать на низком уровне затраты на станцию и оборудование. При этом выгодно применение устройства управления с программой обработки, которая настроена на точно измеренное и выверенное положение, выполнение и при необходимости кинематические связи компонентов фальцевального устройства. При смене обрабатываемого изделия или переоборудовании пилотной станции для серийного производства нужны лишь скромные затраты на переоборудование. С помощью измерительного устройства можно определять и измерять общую конфигурацию фальцевального устройства или фальцевальной станции и его/ее компонентов, причем имеющуюся программу обработки можно использовать и дальше и только согласовывать с результатами измерений. Полного обновления фальцевальной станции больше не требуется. Можно в значительной степени сэкономить на времени и расходах. Гибкую фальцевальную станцию для изготовления запчастей можно нагрузить оптимально, причем можно существенно сократить прежние затраты на многочисленные фальцевальные станции по изготовлению запчастей.
Измерение положения фальцевального устройства или фальцевальной станции и его/ее компонентов можно провести с помощью стационарного измерительного устройства. Это дает возможность измерения положения в целях контроля и выверки во время текущего процесса изготовления и позволяет осуществлять длительный контроль качества. С помощью измерительного устройства выгодным образом можно измерить и определить положение всех значимых компонентов фальцевального устройства или фальцевальной станции. При этом измерение может происходить на общей для всех компонентов базовой точке, которая, например, может быть начальной точкой системы координат обрабатываемого изделия. Дополнительное измерение или новое измерение при смене обрабатываемых изделий или компонентов снова происходит с помощью измерительного устройства и может быть связано с той же базовой точкой. Возможно, установленные при измерении отклонения можно передать в программу обработки как несовпадение для соответствующих компонентов.
В зависимых пунктах формулы представлены другие выгодные формы выполнения изобретения.
Изобретение схематично представлено на чертежах в виде примеров выполнения:
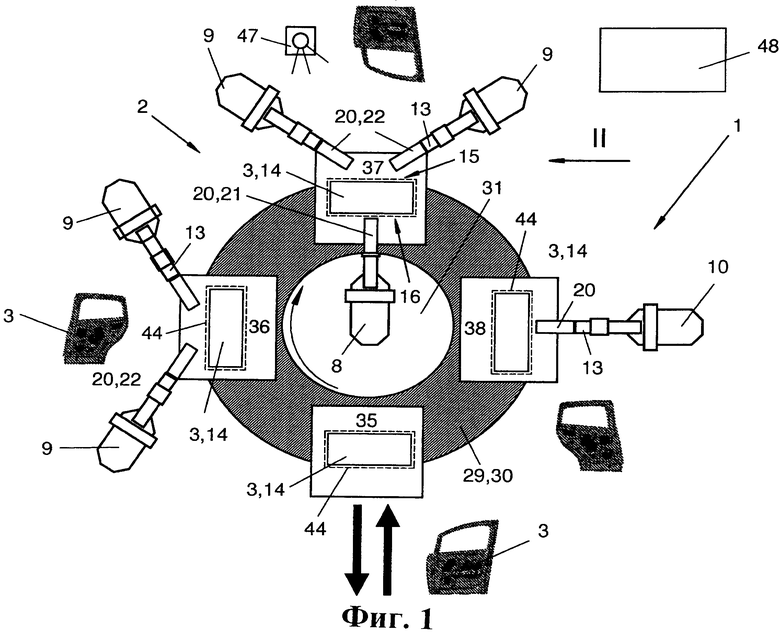
Фиг.1 - вид сверху на фальцевальное устройство для двустороннего фальцевания обрабатываемых деталей;
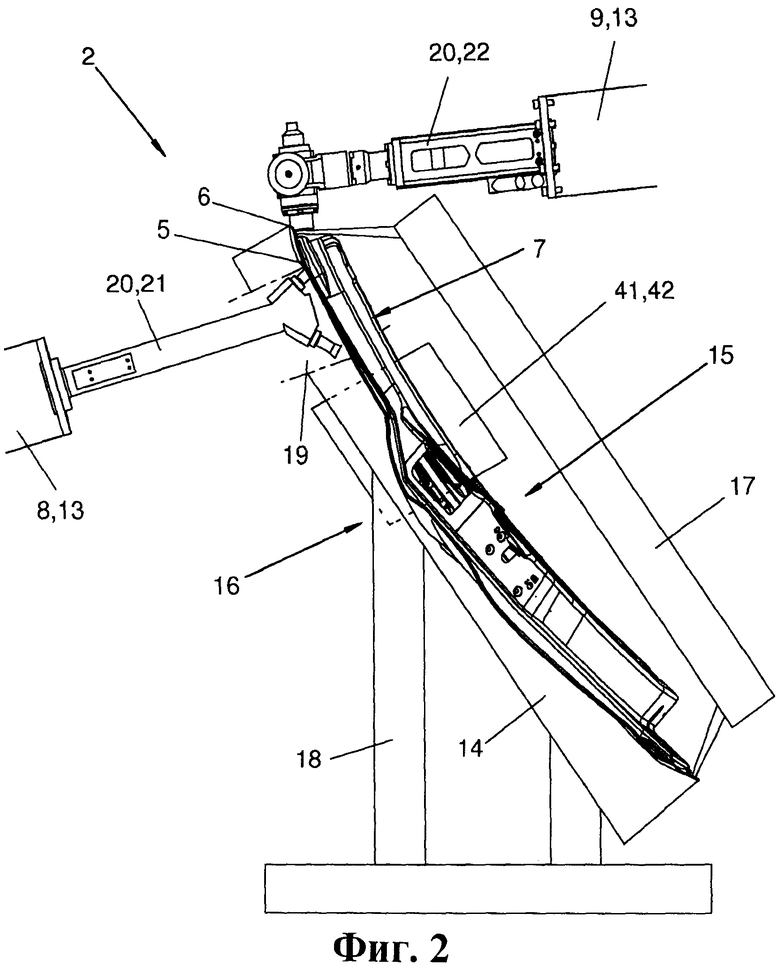
Фиг.2 - частично вид сбоку на фальцевальное устройство, имеющее
опорную фальцовочную плиту и фальцевальных роботов-манипуляторов согласно стрелке II фиг.1;
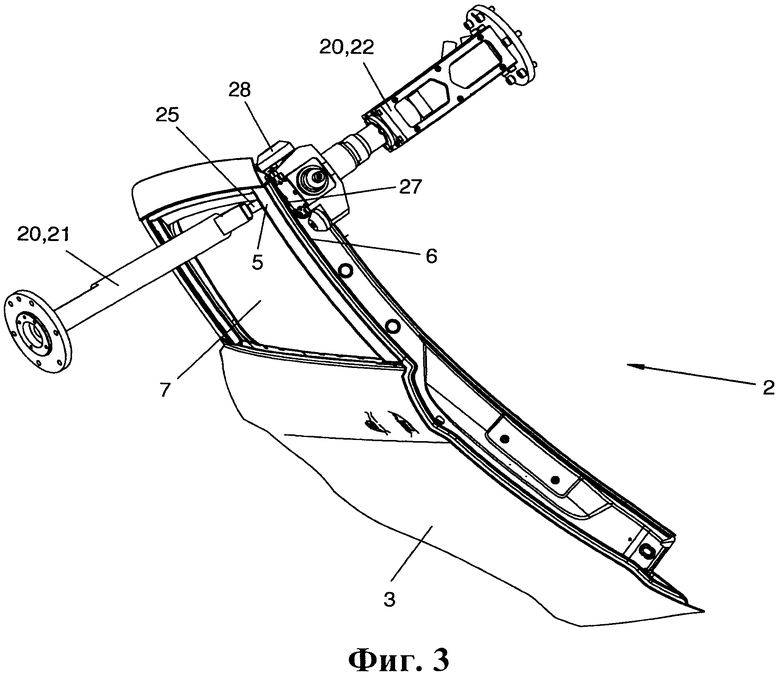
Фиг.3 - вид в перспективе ситуации при фальцовки согласно фиг.2 без опорной фальцовочной плиты;
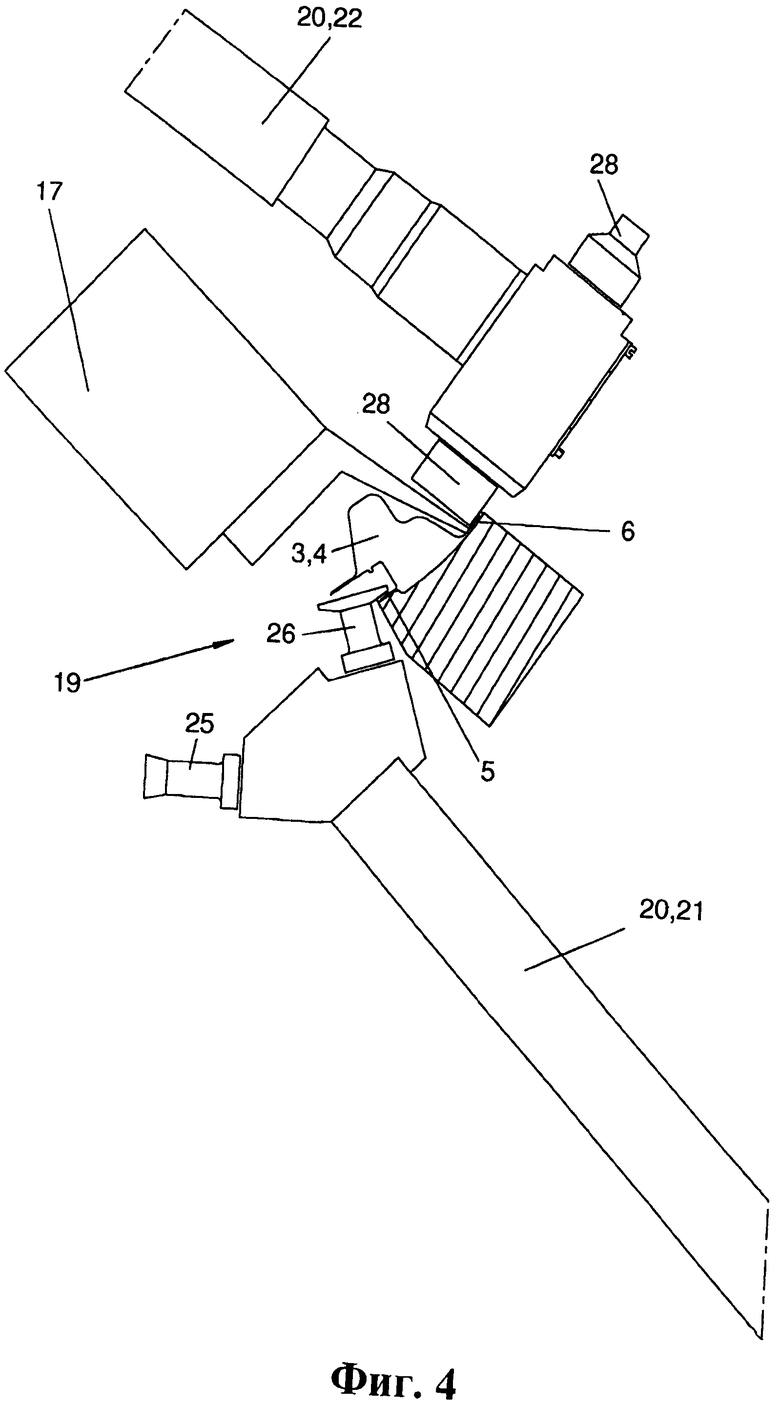
Фиг.4 - фрагмент изображения обрабатываемой детали в сечении, с
внутренним и наружным фланцем, опорной фальцовочной плитой и двумя накатными фальцовочными головками;
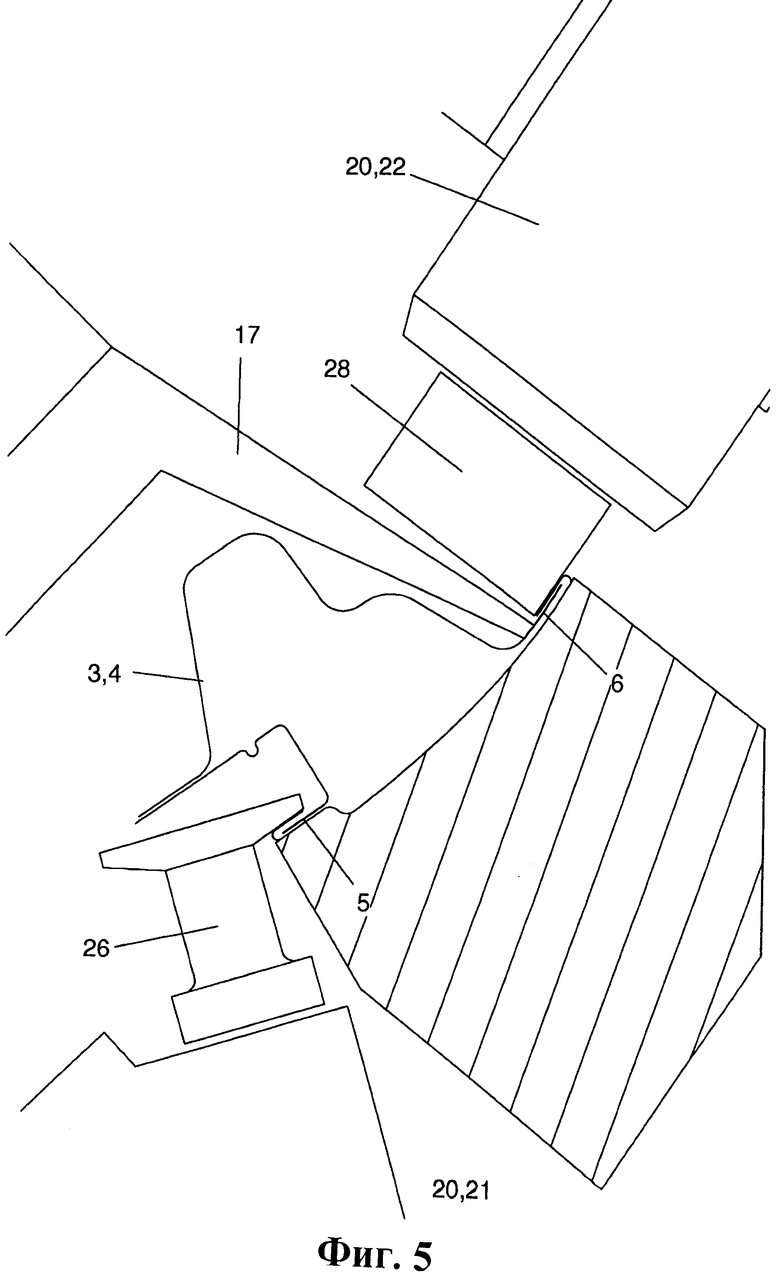
Фиг.5 - увеличенный детальный фрагмент области фальцевания;
Фиг.6 и 7 - вид в перспективе и вид сбоку накатной фальцовочной головки;
Фиг.8 - вид в перспективе другой накатной фальцовочной головки;
Фиг.9 - вид сверху на боковую дверь автомобиля;
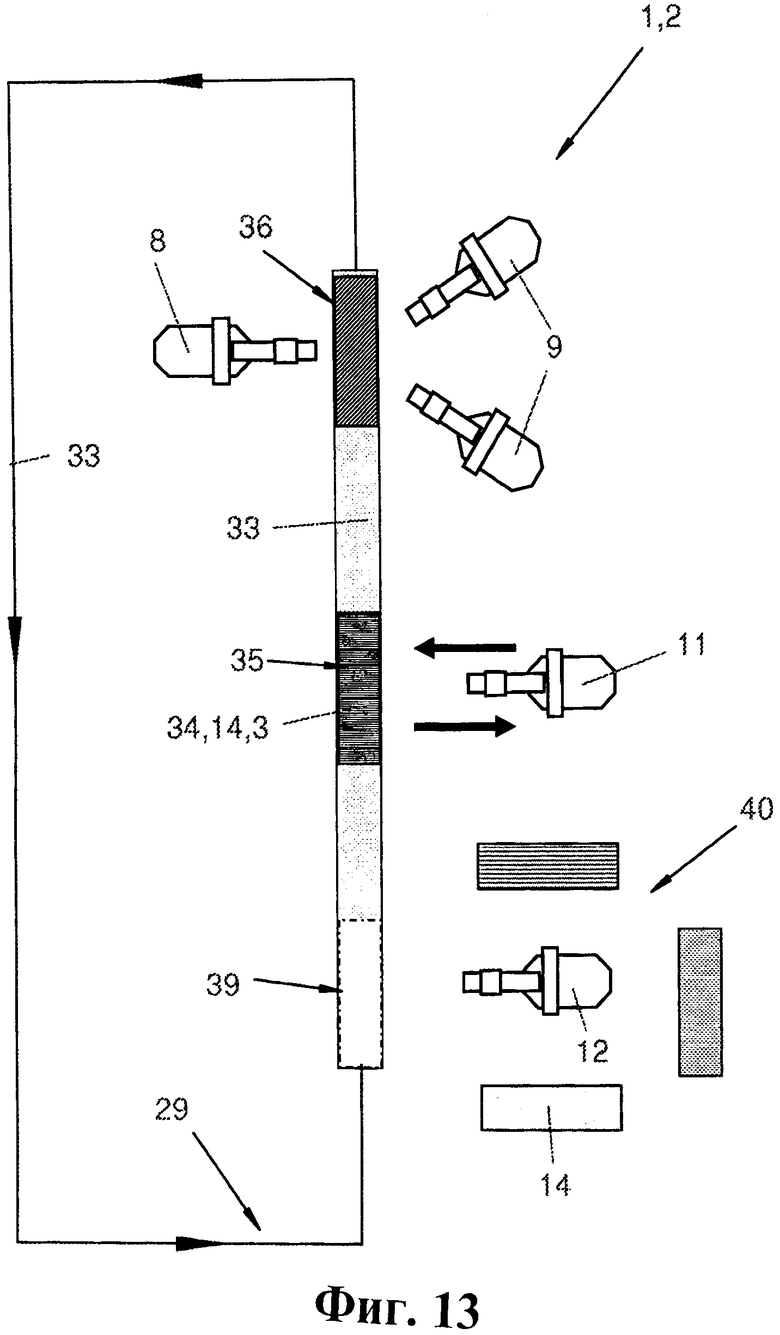
Фиг.10-13 - варианты компоновки фальцевального устройства;
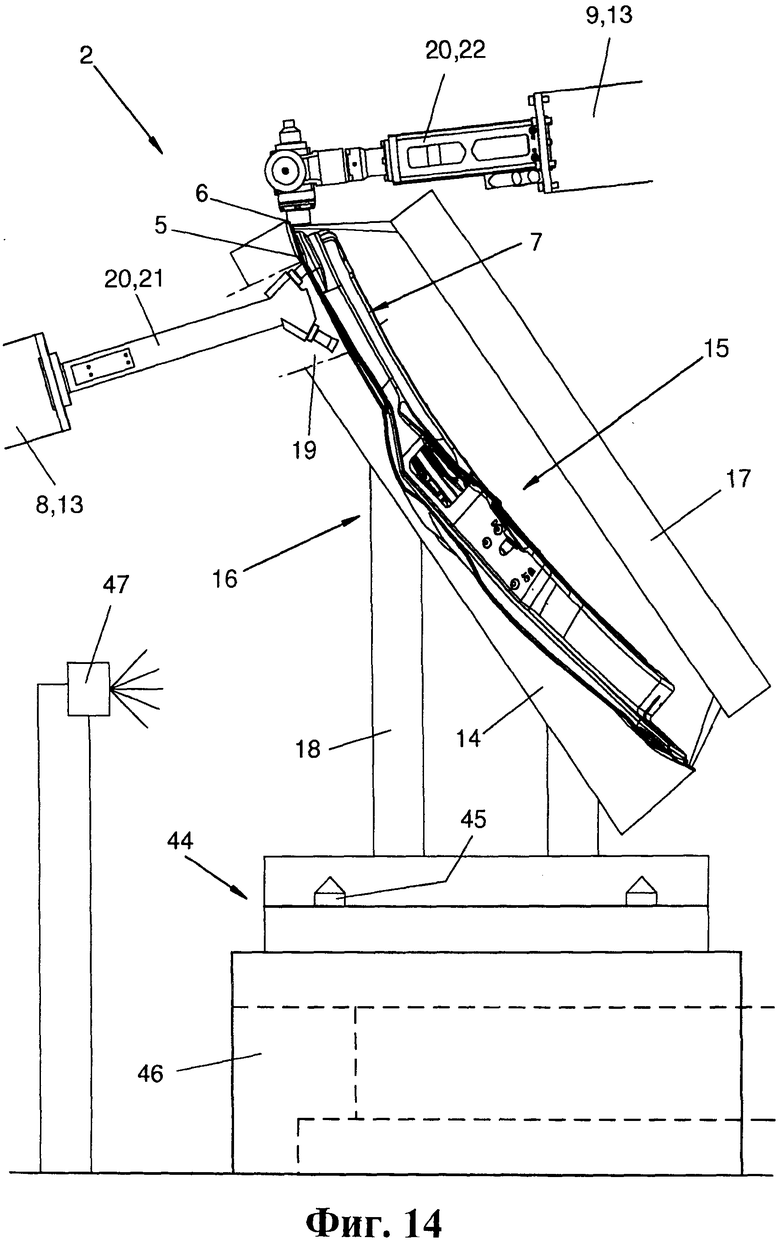
Фиг.14 - фрагментарный вид сбоку фальцевального устройства с устройством для контрольного измерения и соединительной площадкой для определенной установки по месту опорной фальцовочной плиты;
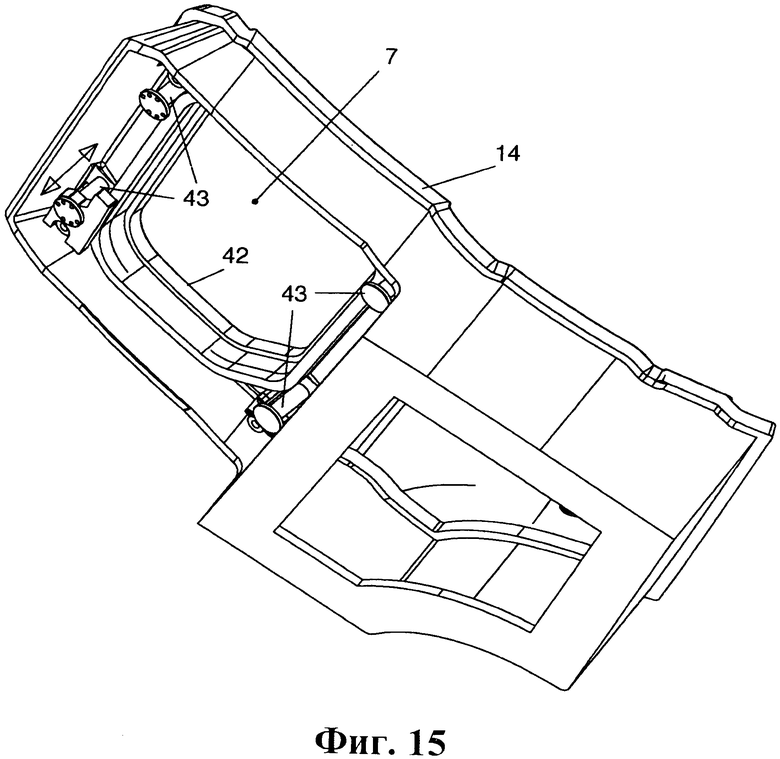
Фиг.15 - вид в перспективе опорной фальцовочной плиты, имеющей внутреннее опускаемое основание;
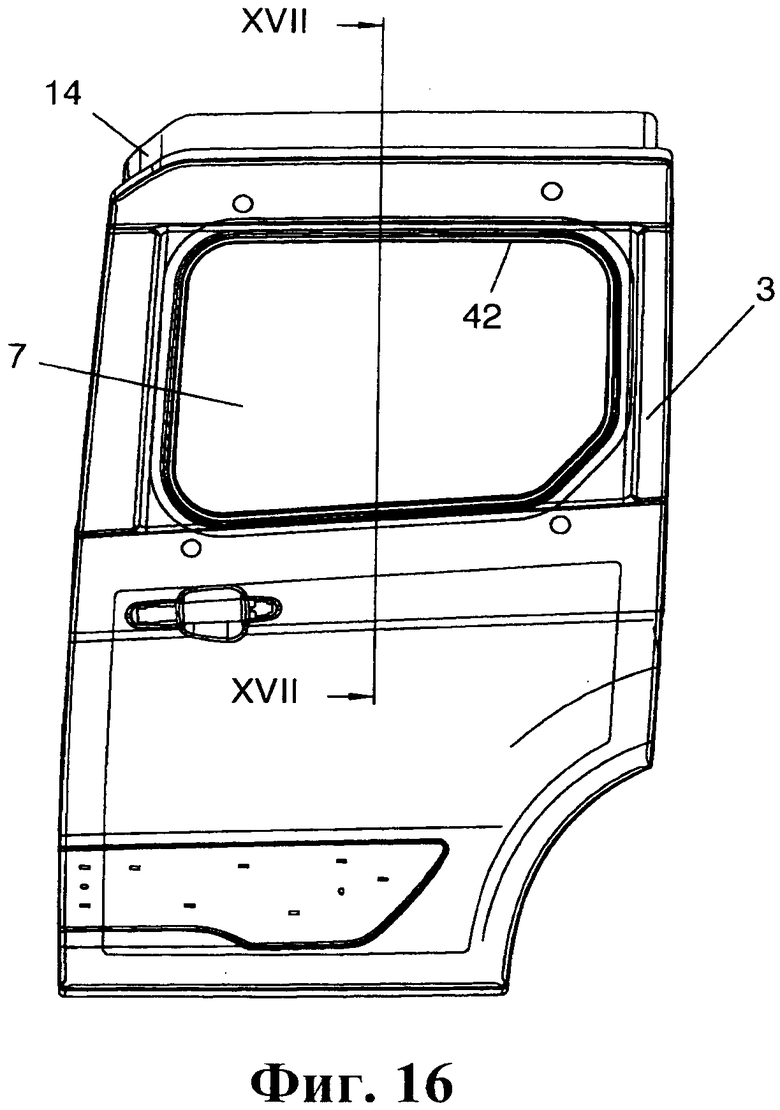
Фиг.16 - вид сверху на дверь с фрагментом окна на опорной фальцовочной плите;
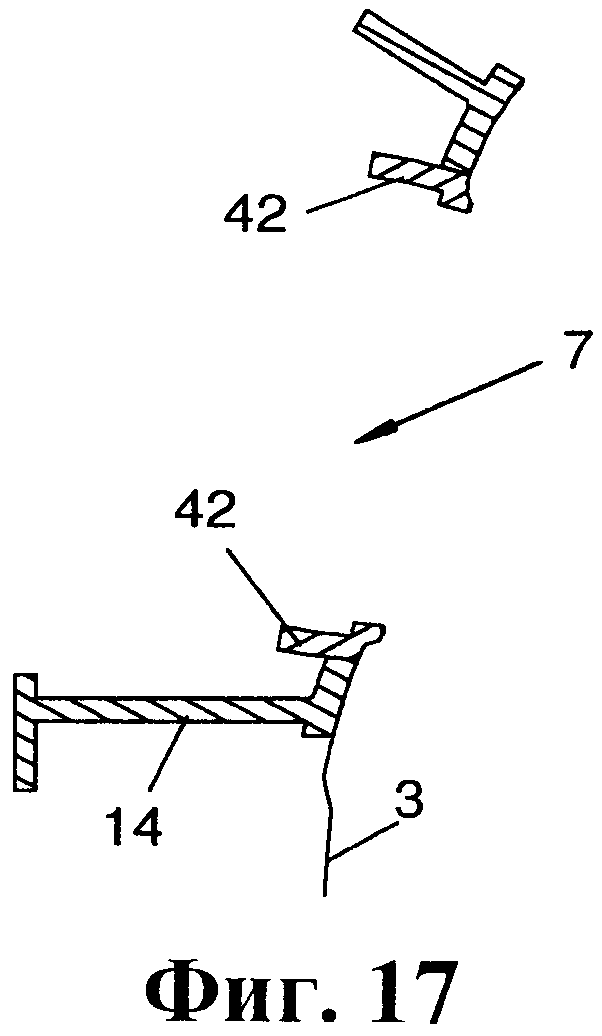
Фиг.17 - фрагментарное сечение опорной фальцовочной плиты с приподнятым внутренним фальцовочным основанием по линии сечения VII-VII фиг.16;
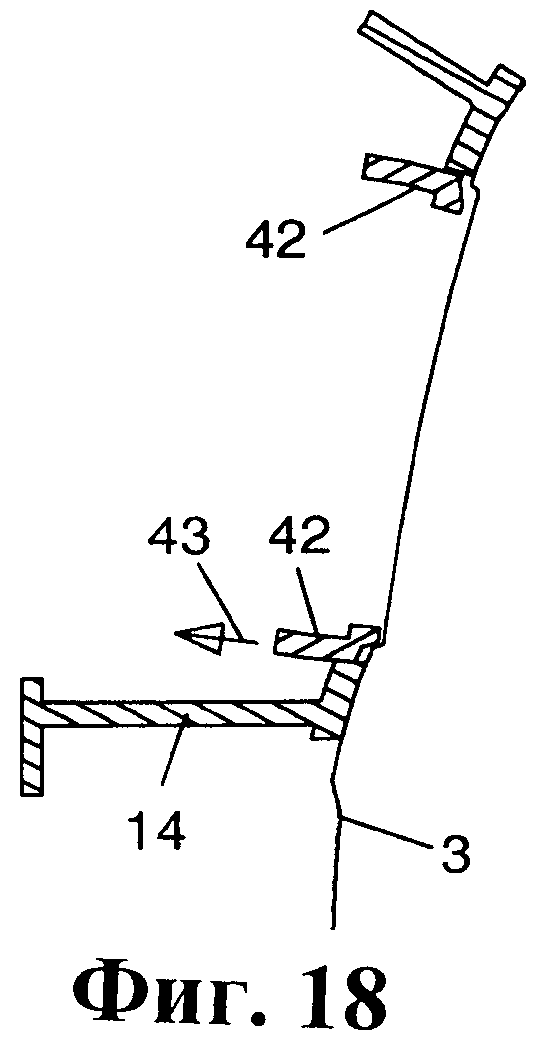
Фиг.18 - изображение в сечении согласно фиг.17 с опущенным внутренним фальцовочным основанием.
Изобретение относится к фальцевальному устройству (2) для фальцовки одной или нескольких обрабатываемых деталей (3). Кроме того, изобретение относится к фальцевальной станции, оснащенной таким фальцевальным устройством (2), а также к способу фальцовки.
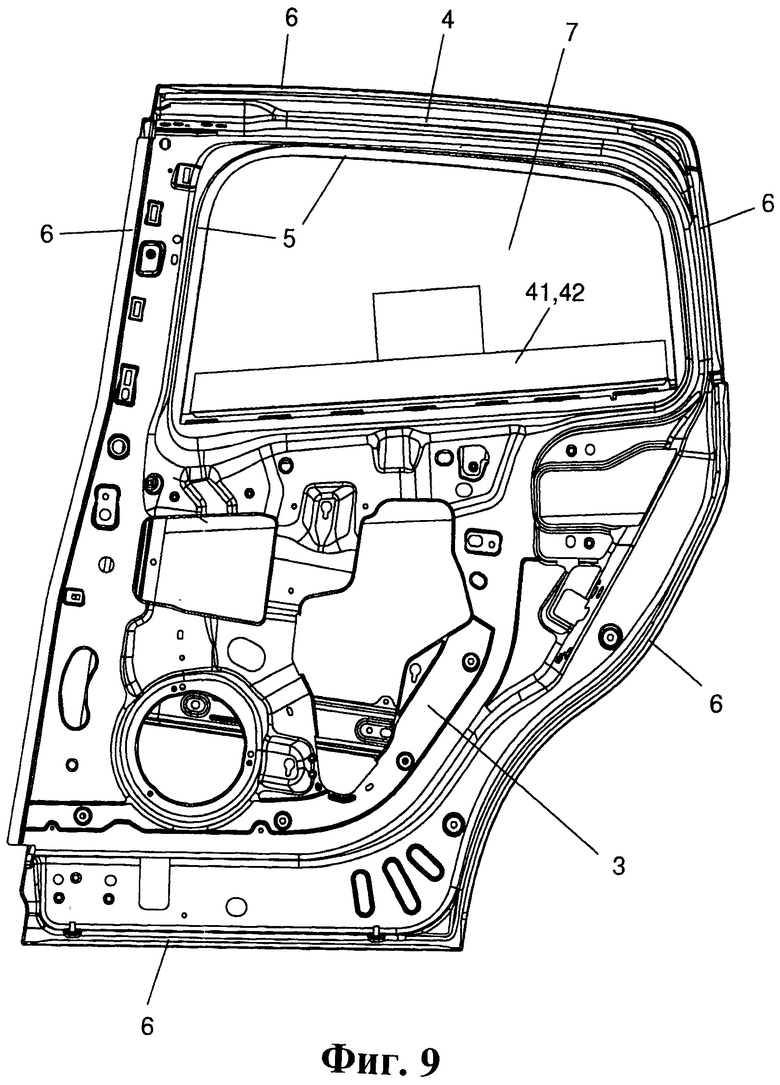
Обрабатываемая деталь (3) может быть любого типа и исполнения. Преимущественно речь идет о кузовном конструктивном элементе из листового металла, например из стали, легких сплавов или т.п. Обрабатываемой деталью (3) может быть, в частности, боковая дверь неотделанного кузова автомобиля, как это представлено, например, на фиг.9 и 16. Такая боковая дверь может иметь вырез для окна (7). Показанная дверь (3) может быть как левой, так и правой боковой дверью и в некоторых случаях передней и задней дверью согласно фиг.12. В другом варианте выполнения речь может идти о задней двери автомобиля с вырезом для окна. Кроме того, обрабатываемое изделие (3) может быть кровельным листом с вырезом. Возможны и другие варианты в виде капотов, откидных крышек, крыш или т.п.
Обрабатываемое изделие (3) имеет внутренний и наружный фальцы (5, 6), доступные с разных, например с противоположных, сторон фальцуемого изделия, как это представлено, например, на фиг.5. Это могут быть главные стороны обрабатываемого изделия (3), в частности передняя сторона и задняя сторона, и могут относиться к главной плоскости обрабатываемого изделия (3). Внутренние и наружные фальцы (5, 6) могут находиться также на разных сторонах обрабатываемого изделия.
На фиг.5 показано поперечное сечение полого профиля (4) обрабатываемого изделия, в частности продольной балки в области выреза для окна (7). Наружный фальц (6) находится на внешней стороне продольной балки и может переходить в наружный сгиб, обегающий снаружи контур двери, как это показано на фиг.9. Внутренний фальц (5) находится, например, на краю выреза для окна (7) и направлен к его внутренней области. Он находится, например, на краю профильного отверстия, которое на встроенной двери служит впоследствии для приема оконного стекла. Как видно на фиг.5, фальцы (5, 6) имеют противоположные направления. Поэтому при зажиме их нельзя фальцевать одним и тем же инструментом и с одной и той же стороны или отгибать края.
На чертежах представлены уже загнутые и готовые фальцы (5, 6). Они образуются из первоначально разнесенных между собой фланцев наружных и внутренних стальных листов, и их сгибают за одну или несколько операций фальцовки для получения положения, показанного на фиг.5. Число операций по фальцовке зависит от первоначального направления фланцев и угла гибки, необходимого для фальца. В представленной форме выполнения фланцы имеют, например, первоначально угол раскрытия примерно 90°, и их сгибают в положение, показанное на фиг.5, за две операции. В острых угловых областях или в области характеристических линий излома на внешней стороне двери можно предпринять дополнительные меры с помощью фальцовки углов, перегибов, с помощью дожима или т.п.
На фиг.1 схематично представлен 1 вариант фальцевального устройства (2). Оно предназначено для двусторонней фальцовки внутренних и наружных фальцев (5, 6), причем эти операции фальцовки можно проводить при одинаковом креплении обрабатываемого изделия. Кроме того, операции фальцовки можно совместить друг с другом по времени или выполнить также одновременно. На фиг.1 представлено устройство контрольного измерения (47) и устройство управления (48), о которых еще будет сказано.
Фальцевальное устройство (2) имеет одно или несколько опорных фальцовочных плит (14) соответственно для одного или нескольких обрабатываемых изделий (3) и оснащено несколькими фальцовочными роботами-манипуляторами (8, 9), которые установлены по разные стороны опорной фальцовочной плиты (14). Их можно разместить, в частности, на противоположных сторонах, например на передней и задней сторонах (15, 16) опорной фальцовочной плиты (14). Такое расположение опорной фальцовочной плиты и роботов-манипуляторов показано на фиг.2. Роботы-манипуляторы (8, 9) проводят операции по фальцовке на внутренних и наружных фальцах (5, 6) и на различных сторонах обрабатываемого изделия, в частности на передней и задней сторонах. Для этого их можно разместить альтернативно по-другому, например, перед опорной фальцовочной плитой (14) или рядом с ней, для совершения соответствующих движений.
Опорная фальцовочная плита (14) выполнена с возможностью доступа с обеих сторон к внутренним и наружным фальцам (5, 6) на обрабатываемом изделии (3) и устроена соответствующим подходящим образом. Обрабатываемое изделие (3) лежит на передней стороне (15) опорной фальцовочной плиты (14) и опирается там, по меньшей мере, в области фальцовки. При этом может присутствовать опора для внутренних и наружных фальцев (5, 6), как это показано на фиг.4 и 5.
Внешний фальцовочный робот-манипулятор (9), находящийся, например, перед опорной фальцовочной плитой (14) или рядом с опорной фальцовочной плитой (14), может дотянуться до наружного фальца (6) с передней стороны (15). Опорная фальцовочная плита (14) может иметь зажимное приспособление (17), находящееся, например, на передней стороне (15) и представленное на фиг.2, 4 и 5. Зажимное приспособление (17) может быть подвижным и управляемым. Оно может иметь отдельные зажимы и/или зажимную рамку.
Для внутреннего фальца (5), указывающего в обратную сторону (16), опорная фальцовочная плита (14) имеет вырез (19), который находится для показанной на фиг.2 и 9 двери в области выреза для окна (7) и который - в зависимости от формы обрабатываемого изделия - может быть многократным, а также может быть расположен в другом месте. Через вырез (19) внутренний или задний или боковой фальцовочный робот-манипулятор (8) может дотянуться до внутреннего фальца (5) с передней стороны (16).
Как видно на фиг.2, опорная фальцовочная плита (14) находится на поддерживающем приспособлении (18), которое, например, выполнено в виде многоплечевого держателя или стойки, которая не является препятствием для робота-манипулятора. Опорная фальцовочная плита (14) занимает прямое вертикальное положение или наклонное. Благодаря этому передняя и задняя стороны (15, 16) обрабатываемого изделия (3) и опорная фальцовочная плита (14) доступны для фальцовочных роботов-манипуляторов (8, 9), расположенных при необходимости по обе стороны. Альтернативно в одном из вариантов выполнения, здесь не представленных, опорная фальцовочная плита (14) может занимать лежачее и по существу горизонтальное положение, причем фальцовочные роботы-манипуляторы действуют сверху и снизу.
В простом примере выполнения опорную фальцовочную плиту можно установить неподвижно на полу цеха или в другом подходящем месте. Имеющееся при необходимости поддерживающее приспособление (18) можно при этом жестко соединить с основой. В примерах выполнения фиг.1 и 10-13 опорная фальцовочная плита (14) со своим поддерживающим приспособлением (18) расположена на транспортирующем устройстве (29) и может перемещаться. При этом она соединена с транспортирующим устройством (29) жестко или с возможностью разъединения. Она может находиться, в частности, на подвижной площадке (34), как это показано на фиг.13.
Фальцевальное устройство (2) имеет несколько роботов-манипуляторов (8, 9, 10, 11, 12). Это, прежде всего, фальцовочные роботы (8, 9), установленные по обеим сторонам опорной фальцовочной плиты (14) и обрабатываемого изделия (3) на ее передней и задней сторонах (15, 16). Фальцовочные роботы-манипуляторы (8, 9) оснащены фальцовочным рабочим инструментом (20), выполненным, в частности, в виде накатной фальцовочной головки (21, 22) и движимым соответствующим фальцовочным роботом-манипулятором (8, 9) вдоль соответствующего внутреннего и наружного фальца (5, 6). Накатные фальцовочные головки (21, 22), о которых пойдет речь позже, можно привести в соответствие с условиями фальцовки и выполнить по-разному.
Фальцевальное устройство (2) может иметь, кроме того, фальцовочный робот-манипулятор (10), который, например, представлен на фиг.10 и предназначен для фальцовки мест сгиба, угловых областей с узким радиусом или других подобных критических для процесса фальцовки мест обрабатываемого изделия (3). Кроме того, робот-манипулятор (11) применяют для подачи и отведения обрабатываемой детали (3) или для подачи ее на опорную фальцовочную плиту или отгрузки ее с опорной фальцовочной плиты (14). Такое построение показано на фиг.12 и 13. Альтернативно можно применять другое подходящее устройство для подачи или погрузки. Наконец, фальцевальное устройство (2) может иметь еще один или несколько манипулирующих роботов (12) для приведения в движение транспортируемой опорной фальцовочной плиты (14), как это показано на фиг.10, 12 и 13 и будет описано ниже.
Фальцевальное устройство (29) можно выполнить по-разному. На фиг.1 и 10-13 представлены разные примеры выполнения. Кроме того, на транспортирующем устройстве (29) размещен магазин (40) для одинаковых или разных опорных фальцовочных плит (14) или площадок (34).
Роботы-манипуляторы (8, 9, 10, 11, 12) являются многоосными и могут иметь любое сочетание поворотных и/или линейных осей. В показанном примере выполнения речь идет о шестиосном роботе-манипуляторе с многоосной шарнирно-сочлененной рукой (13), на которой прифланцован фальцовочный инструмент (20), в частности накатная фальцовочная головка (21, 22). Соединение может быть жестким, а может быть выполнено с возможностью разъединения с помощью реверсивной муфты (не представлена). Роботы-манипуляторы (8, 9, 10, 11, 12) могут при необходимости менять свои рабочие органы.
Роботы-манипуляторы (8, 9. 10, 11, 12) установлены в представленных примерах выполнения неподвижно и обслуживают систему опорных фальцовочных плит, перемещающихся с помощью транспортирующего устройства (29). Альтернативно или дополнительно они могут иметь, в свою очередь, еще одну ось перемещения, в частности ось перемещения в горизонтальной плоскости или поворотную ось, и тем самым могут перемещаться вдоль, например, неподвижной опорной фальцовочной плиты (14) или целого ряда из нескольких опорных фальцовочных плит. Роботы-манипуляторы (8-12) могут стоять или висеть.
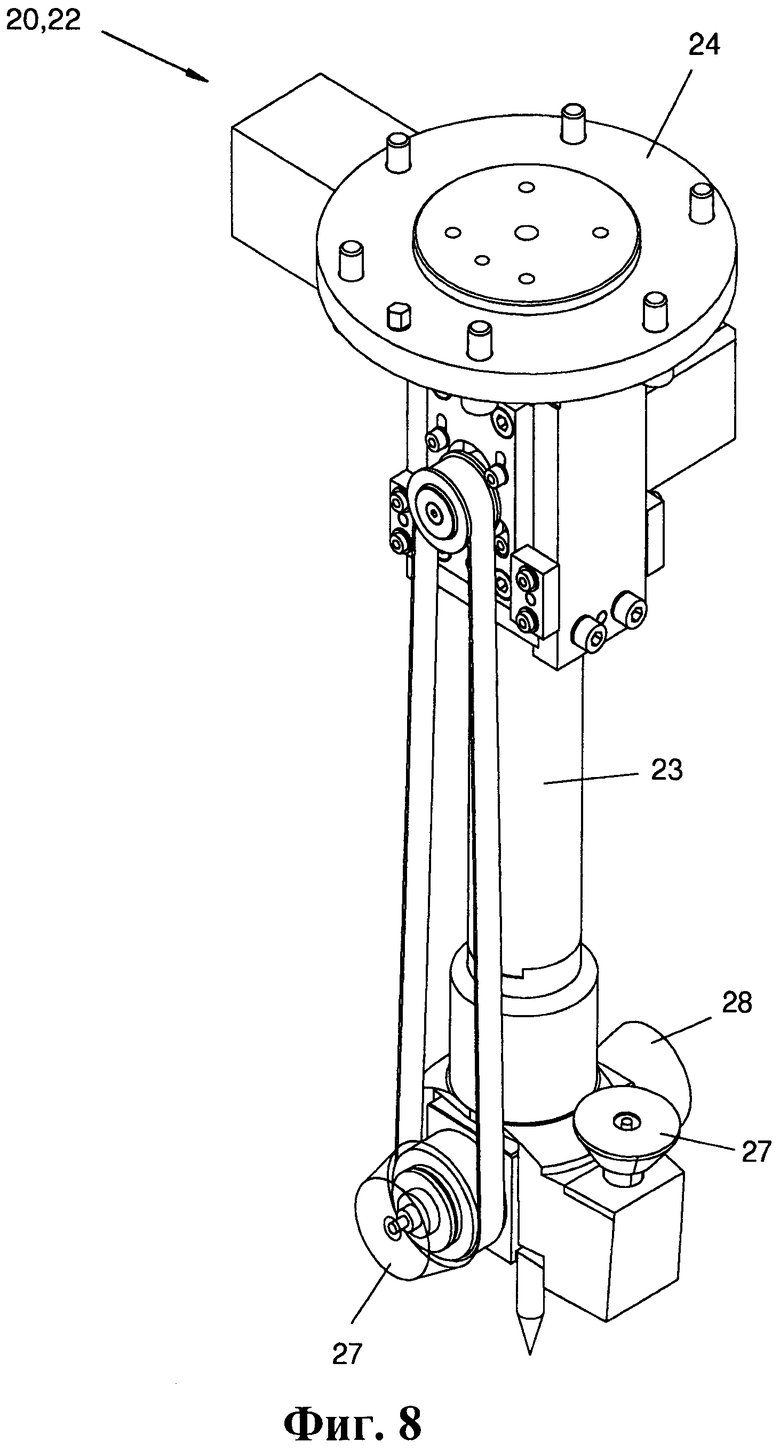
В зависимости от требований к фальцовке, уже упомянутые накатные фальцовочные головки (21, 22) могут быть выполнены по-разному. На фиг.8 показана накатная фальцовочная головка (22), которую применяют, например, для наружного фальца (6). Она имеет продолговатую и, например, цилиндрическую шейку (23), на одном конце которой находится присоединительный элемент (24) к роботу-манипулятору, например присоединительный фланец. На другом конце шейки можно установить один фальцующий ролик или несколько вращающихся фальцующих роликов (27, 28).
Эти фальцующие ролики (27, 28) могут иметь свой собственный привод, приводящий во вращение указанные фальцующие ролики (27, 28) и схематично показанный на фиг.8. Скорость обращения роликов в месте контакта с фланцем или фальцем (6) можно при этом привести в соответствие с переносной скоростью робота (9), делая ее, например, одинаково большой или одинаково направленной. Альтернативно можно отказаться от привода для роликов, причем упомянутые фальцующие ролики (27, 28) установлены в опорах с возможностью вращения.
На фиг.8 накатная фальцовочная головка (22) имеет три фальцующих ролика (27, 28), установленные с разных сторон конца шейки, причем они имеют разное формообразование, в частности фальцовочный контур, и изменяемую направленность. Одни фальцующие ролики (27) могут иметь местами коническую форму и при необходимости цилиндрический конец для предварительной фальцовки. Другой фальцующий ролик (28), предназначенный для окончательной фальцовки, может иметь по существу цилиндрическую боковую поверхность. Для других примеров выполнения с другими выполнениями фальцев достаточно будет в некоторых случаях и двух фальцующих роликов, установленных на противоположных сторонах конца шейки. Число и форма фальцующих роликов (27, 28) могут быть любыми и варьировать при подгонке под соответствующую геометрию обрабатываемого изделия и фальца.
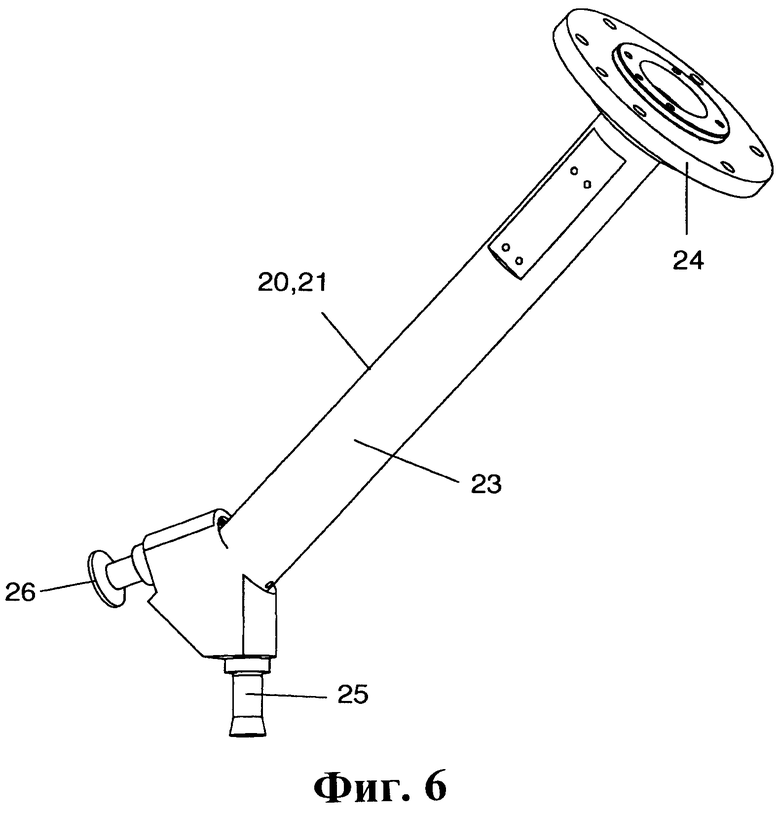
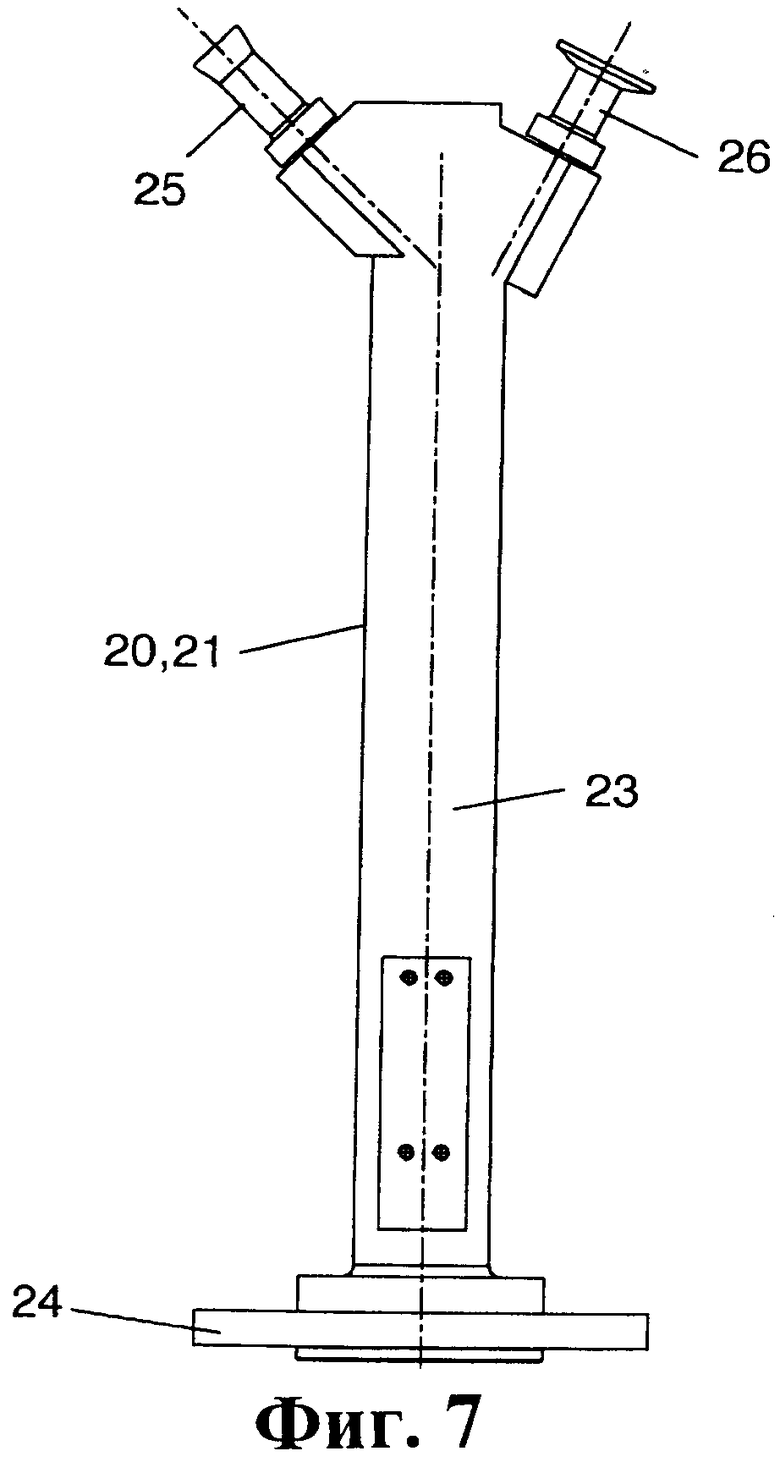
На фиг.6 и 7 представлена накатная фальцовочная головка (21) для внутренней фальцовки, которая в соответствии с более узкими радиусами углов и стесненными габаритными условиями имеет более удлиненную форму. Она имеет также удлиненную шейку (23) с присоединительным элементом (24) к роботу манипулятору и два фальцующих ролика (25, 26) на переднем конце шейки, каждый из которых имеет здесь наклонную направленность. Каждый имеет цилиндрическую шейку с окончанием в виде конуса, который имеет разный угол наклона. На фиг.4 и 5 показана направленность накатной фальцовочной головки (21) и взаимное расположение роликов относительно внутреннего фальца (5).
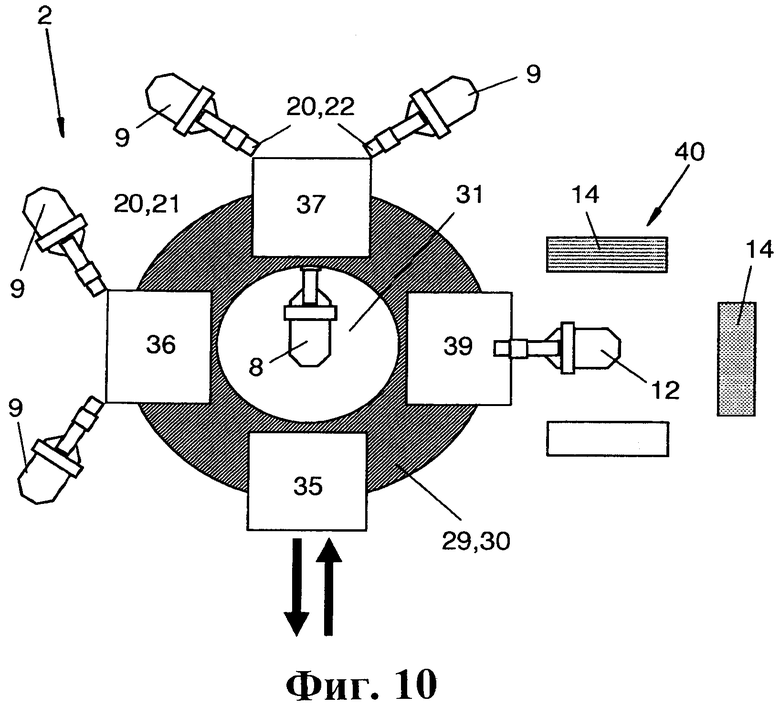
На фиг.1 представлен первый вариант фальцевального устройства (2) и его транспортирующего устройства (29). Фальцевальное устройство (2) может образовывать здесь фальцевальную станцию (1). В отличие от представленного примера выполнения фальцевальная станция (1) имеет также несколько одинаковых или похожих фальцевальных устройств (2).
Транспортирующее устройство (29) выполнено в данном случае в виде кольцевого конвейера (30) или поворотного стола. Фальцовочные роботы-манипуляторы (8, 9) установлены на противоположных сторонах периферии транспортирующего устройства (29). Несколько роботов-манипуляторов (9) для внешней фальцовки (6) установлены на внешней стороне кольцевого конвейера или поворотного стола (30). В центре и, в частности, примерно в свободной внутренней области (31) находится один единственный фальцовочный робот-манипулятор (8) для внутренней фальцовки (5).
Транспортирующее устройство (29) или кольцевой конвейер или поворотный стол (30) имеет несколько рабочих секторов (35, 36, 37, 38), на каждом из которых находится опорная фальцовочная плита (14). Кольцевой конвейер или поворотный стол (30) вращается вокруг центральной вертикальной оси тактами при помощи управляемого привода, причем рабочие секторы чередуются. На кольцевом конвейере или поворотном столе (30) находятся, например, четыре равно распределенные опорные фальцовочные плиты (14). Они могут быть одинаковыми или разными и соответствовать определенным заданным значениям обрабатываемых изделий. При этом опорные фальцовочные плиты (14) можно соединить жестко и они будут вращаться вместе со столом. Своими передними сторонами (15) они обращены соответственно наружу, а своими задними сторонами (16) - к центральной области (31).
Рабочий сектор (35) выполнен в виде погрузочного пункта, к которому подают и с которого забирают обрабатываемые изделия (3) и помещают на опорную фальцовочную плиту или снимают с нее. Кольцевой конвейер или поворотный стол (30) может вращаться в представленном примере выполнения по часовой стрелке. Следующий рабочий сектор (36) служит для фальцовки фальца (5, 6). На внешней периферии установлены два фальцовочных робота-манипулятора (9), которые вместе обрабатывают внешний фальц (6). Внутренний фальц (5) обрабатывает центральный фальцовочный робот-манипулятор (8) в центральной области (31).
В направлении вращения следует второй рабочий сектор (37) для выполнения фальцовки. Здесь также установлены два наружных фальцовочных робота-манипулятора (9). Центральный фальцовочный робот-манипулятор (8) может обслуживать оба рабочих сектора (36, 37) и вращаться соответствующим образом. Во втором рабочем секторе (37) добавляются операции фальцовки с помощью роликов.
Четвертый рабочий сектор (38) служит также для фальцовки, причем здесь, например, фальцуют характеристические места сгибов, узкие угловые области или т.п.
Здесь снаружи можно установить фальцовочный робот-манипулятор (10), который имеет подходящий фальцовочный рабочий инструмент (20), например формирователь углов или т.п.
В варианте фиг.10, который во многом совпадает с фиг.1, четвертый рабочий сектор (39) выполнен по-другому. Он служит для замены опорной фальцовочной плиты (14). Для этого снаружи установлен захватывающий робот-манипулятор (12) или другое подходящее приспособление, которое с помощью подходящего захвата извлекает опорные фальцовочные плиты (14) из внешнего магазина (40) и заменяет их на транспортирующем устройстве (29).
В обоих примерах выполнения фиг.1 и 10 опорные фальцовочные плиты (14) выполнены одинаковыми и предназначены для одного и того же обрабатываемого изделия, например для представленной здесь двери. Эту дверь (3) фальцуют с соответствующей мощностью. При смене рабочего органа в рабочем секторе (39) фиг.10 можно соответственно заменить поочередно опорные фальцовочные плиты (14). В отличие от представленного примера выполнения опорные фальцовочные плиты (14) можно выполнить на транспортирующем устройстве (29) по-разному и предусмотреть для разных обрабатываемых изделий (3), в частности для дверей. Это позволяет фальцевать две, три, четыре или более разных обрабатываемых изделий (3) в одном и том же фальцевальном устройстве (2), причем фальцовочные роботы-манипуляторы (8, 9, 10) меняют свои инструменты по мере необходимости. И в этом варианте рабочий сектор (39) можно предусмотреть для замены плиты. На фиг.12 представлены, например, четыре разные боковые двери.
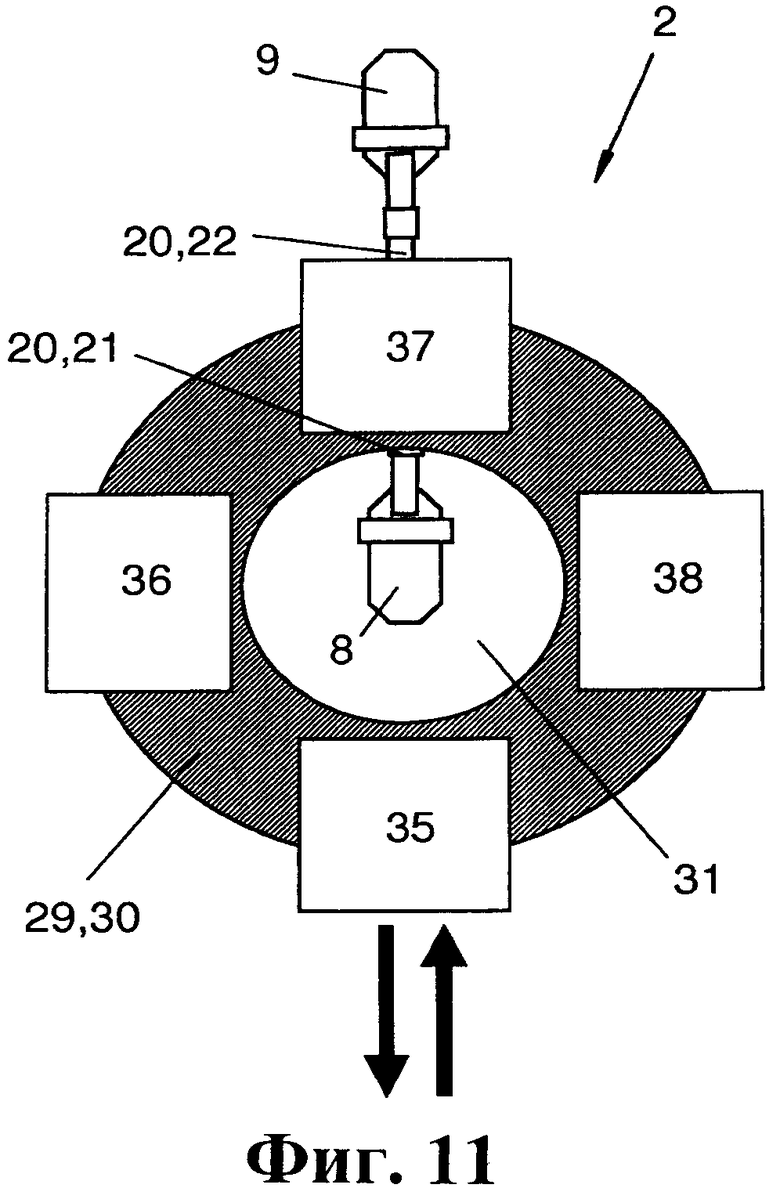
На фиг.11 показано упрощенное фальцевальное устройство (2), у которого кольцевой конвейер или поворотный стол (30) опять же имеет несколько, например четыре, приемника для опорных фальцовочных плит, но причем в данный момент обслуживаются только два рабочих сектора (35) для погрузки и разгрузки, а рабочий сектор (36) обслуживается для фальцовки внутреннего и наружного фальца (5, 6), и они оснащены роботами-манипуляторами (8, 9).
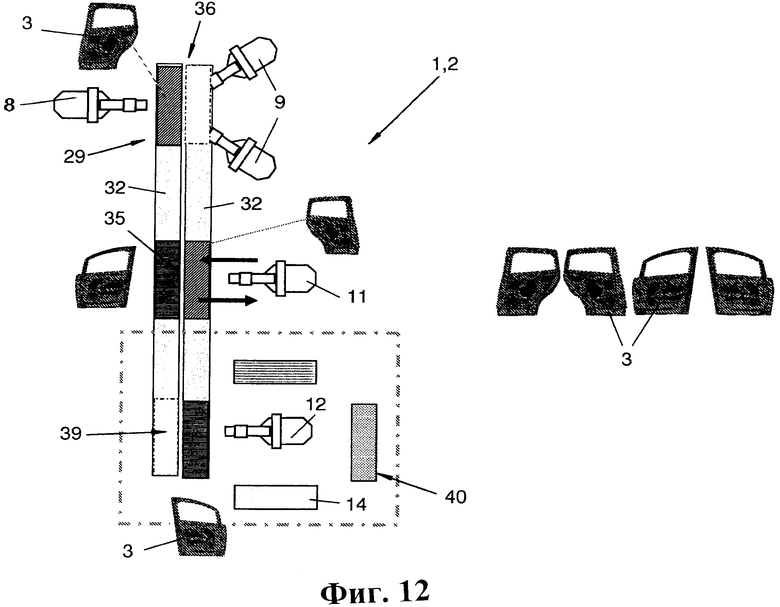
На фиг.12 представлен вариант, в котором транспортирующее устройство (29) выполнено в виде линейного транспортера с реверсивным транспортировочным полотном (32). При этом два транспортировочных полотна (32) проходят параллельно друг другу и поочередно обслуживают рабочие секторы (35) для погрузки и разгрузки, рабочий сектор (36) - для фальцовки фальцев (5, 6), а рабочий сектор (39) - для замены опорной фальцовочной плиты. Это транспортирующее устройство (29) можно выполнить, например, в виде направляющего устройства откидного типа, в котором на каждом транспортировочном полотне (32) установлены два приемника, разнесенные между собой в осевом направлении и перемещающиеся в продольном направлении, каждый из которых предназначен для одной опорной фальцовочной плиты (14). В отличие от показанного примера выполнения над рабочим сектором (36) одно транспортировочное полотно (32) или оба транспортировочных полотна могут иметь продолжение, например положение стоянки.
В варианте фиг.13 транспортирующее устройство (29) выполнено в виде кольцевого конвейера с бесконечным с транспортировочным полотном (33), на котором могут перемещаться упомянутые ранее площадки (34). И здесь рабочий сектор (35) предназначен для погрузки /разгрузки, рабочий сектор (36) - для фальцовки, а рабочий сектор (39) - для возможной замены опорных фальцовочных плит (14) и/или площадок (34). Эти рабочие секторы (35, 36, 39) можно разместить на криволинейном или прямолинейном участке транспортировки кольцевого конвейера.
В примерах выполнения фиг.12 и 13 фальцовочные роботы-манипуляторы (8, 9) также установлены по обе стороны транспортировочного полотна (32, 33) и передней и задней стороны (15, 16) опорной фальцовочной плиты (14) и обрабатываемого изделия (3). Кроме того, как показано на фиг.12 и 13, можно предусмотреть дополнительные рабочие секторы для фальцовки внутреннего и наружного фальца (5, 6), а также возможных углов, характеристических кромок или т.п. В отличие от всех представленных примеров выполнения число рабочих секторов (35, 36, 37, 38, 39) на транспортирующем устройстве, а также их расположение можно менять. Их может быть меньше или больше, чем в описанных примерах выполнения.
Как видно из фиг.2 и 9, фальцевальное устройство (2) может иметь помимо фальцовочных роботов-манипуляторов (8, 9, 10) в области выреза для окна (7) внутреннее фальцевальное устройство (41), расположенное на опорной фальцовочной плите (14) или поддерживающем приспособлении (18), и имеет соответствующие фальцовочные инструменты, например поворотные фальцующие зажимы вместе с приводом для одностадийной или многостадийной фальцовки одного или нескольких фланцев на краю выреза для окна (7). Такое внутреннее фальцевальное устройство (41) может быть выполнено, например, в соответствии с WO 99/037419 А1 или WO 99/037418 А1. Внутреннее фальцевальное устройство (41) может фальцевать все фланцы на вырезе для окна (7) или часть их. Другую часть фланцев можно фальцевать с помощью фальцовочных роботов-манипуляторов (8, 9, 10) способом, указанным выше.
Кроме того, в отличие от описанных выше примеров выполнения опорную фальцовочную плиту (14) можно выполнить сборной, т.е. состоящей из нескольких частей. При этом опорную фальцовочную плиту (14) можно разделить на несколько сегментов, расположенных в поддерживающем приспособлении (18) с возможностью замены. В частности, в области выреза для окна (7) можно разместить внутреннее фальцовочное основание (42), которое образует часть или модуль опорной фальцовочной плиты (14). Такая компоновка опорных фальцовочных плит представлена на фиг.15-18. Опорная фальцовочная плита может выполняться из двух частей и иметь упомянутое внутреннее опорное фальцовочное основание (42), а также окружающую внешнюю область опорного фальцовочного основания. Кроме того, оно может иметь еще больше модулей и сегментов, что может относиться как к внутреннему опорному фальцовочному основанию (42), так и к другим его областям.
Согласно фиг.15-18 односекционное или многосекционное внутреннее опорное фальцовочное основание (42) может иметь регулировочное устройство (43), с помощью которого оно может перемещаться туда-сюда между рабочим положением в области выреза для окна (7) и исходным положением, в частности опущенным положением. На фиг.17 показано рабочее положение, в котором обрабатываемое изделие (3), в частности дверь, схематично представленная на фиг.16, имеет на краю выреза для окна (7) фальцуемые фланцы. Это, например, тот случай, когда дверь (3) имеет оконное стекло, перемещающееся и передвигающееся с помощью стеклоподъемника или поворачивающееся.
С другой стороны, у такой двери (3) могут быть варианты конструкции, отличающиеся с точки зрения требований к вырезу для окна (7) или области окна. Если, например, оконное стекло наглухо закреплено в оконном проеме, или вообще отказались от выреза для окна (7) в металлическом листе двери, то операции по фальцовке на краю выреза для окна (7) вообще не нужны. В таком случае, согласно фиг.18, внутреннее опорное фальцовочное основание (42) можно отвести от регулировочного устройства (43) в исходное положение и при необходимости опустить. Благодаря этому нет контура помех для краевой области окна обрабатываемого изделия (3), сформированной иным образом. Это имеет, в частности, значение, если, согласно фиг.18, в этой области имеется неразрезной металлический лист.
Регулировочное устройство (43) состоит, например, из нескольких возвратно-поступательных средств с подходящими приводами, например подъемными цилиндрами, коленчатыми рычагами или т.п. в подходящем месте, которые установлены, например, в угловых областях внутреннего опорного фальцовочного основания (42) и которые могут принимать возникающие при фальцовке силы и служить опорой.
Внутреннее опорное фальцовочное основание (42) и регулировочное устройство (43) указанного типа можно при необходимости комбинировать вместе с внутренним фальцевальным устройством (41) упомянутого типа.
На фиг.14 представлен вариант компоновки опорной фальцовочной плиты. Поддерживающее приспособление (18) для опорной фальцовочной плиты (14) имеет при этом определенную соединительную площадку (44) для точной и повторяемой установки на основании (46). Этим основанием может служить неподвижный цоколь или поворотный стол, обозначенный штриховой линией.
Соединительная площадка (44) отвечает за определенное, точное и совершенное положение поддерживающего приспособления (18) и опорной фальцовочной плиты (14), а также находящегося на нем обрабатываемого изделия (3). Для этого она имеет один или несколько установочных элементов (45), действующих между основанием (46) и поддерживающим приспособлением (18). Установочные элементы (45) состоят, например, из конических штифтов или так называемых «подвижных пальцев» на основании (46), которые входят в подходящие приемные отверстия на опорной плите или т.п. поддерживающего приспособления (18). Взаимное расположение может быть и обратным. Альтернативно установочный элемент или установочные элементы (45) могут быть выполнены по-другому.
Если фальцевальное устройство (2) имеет несколько одинаковых или разных опорных фальцовочных плит (14) и поддерживающих приспособлений (18), то они все вместе могут иметь одинаковые соединительные площадки.
Согласно фиг.1 и 14 фальцевальное устройство (1) может иметь устройство контрольного измерения (47), которое может определять положение некоторых или всех значимых компонентов устройства, в частности роботов-манипуляторов (8, 9, 10, 11, 12), опорной фальцовочной плиты (14) при необходимости с регулировочным устройством (43) и зажимным приспособлением (17), фальцовочного инструмента или фальцовочных инструментов (20), при необходимости имеющегося транспортирующего устройства (29) и соединительной площадки (44) для сменных поддерживающих приспособлений (18). Устройство контрольного измерения (47) может быть цельным или составным. Оно определяет точное положение и ориентацию перечисленных компонентов устройства в пространстве, а также их взаимную направленность. Таким образом, определяется их точная привязка к общей базовой точке. Это может быть, например, начальная точка базовой системы координат фальцевального устройства (2) или фальцевальной станции (1) или системы координат обрабатываемого изделия.
Положение роботов-манипуляторов (8-12), в частности фальцовочных роботов-манипуляторов (8, 9, 10), можно определять и регулировать с абсолютной точностью. При этом можно компенсировать возможные допуски и нагрузки, например с помощью фальцовочного рабочего органа (20). С помощью регулировки задается точная кинематическая связь роботов-манипуляторов (8, 9, 10, 11, 12).
Устройство контрольного измерения может быть выполнено и работать любым подходящим способом. Оно может определять и измерять, в частности компоненты устройства оптическим способом. Это может происходить различным образом, например с помощью лазерного измерительного устройства, в частности так называемого «лазерного следящего прибора». Альтернативно можно применять измерительную камеру с оптическим датчиком и фотограмметрической обработкой изображения или другую т.п. измерительную технику. Возможны также и другие тактильные способы измерения или т.п. Устройство контрольного измерения (47) может иметь одну или при необходимости несколько распределенных измерительных головок, а также устройство оценки.
Как видно на фиг.1, фальцевальное устройство (2) или фальцевальная станция (1) может иметь устройство управления (48), которое управляет некоторыми или всеми перечисленными компонентами (8, 9, 10, 11, 12, 14, 17, 20, 29, 42, 43) фальцевального устройства (2) и их приводами. Устройство управления (48) может быть отдельным устройством. Альтернативно его можно встроить в уже имеющееся устройство управления, например в устройство управления роботами-манипуляторами. Оно управляет перечисленными компонентами с помощью проводной линии или имеет с ними беспроводную связь (не представлено).
Устройство управления (48) имеет вычислительный блок с несколькими запоминающими устройствами и интерфейсами для приема и передачи данных и сигналов. Оно хранит, кроме того, программу обработки, которая включает в себя также траекторию движения фальцовочных роботов-манипуляторов (8, 9, 10) в процессе фальцовки. Программа обработки настроена на точно измеренное и выверенное положение, выполнение и при необходимости кинематические связи упомянутых выше компонентов (8, 9, 10, 11, 12, 14, 17, 20, 29, 42), а также при необходимости имеющуюся соединительную площадку (44) фальцевального устройства (2). Программа обработки знает, в частности, форму и размеры фальцовочных рабочих инструментов (20), в частности накатных фальцовочных головок (21, 22), и положение центральных точек фальцовочных инструментов (20) относительно упомянутой базовой точки.
Устройство управления (48) может управлять перечисленными компонентами (8, 9, 10, 11, 12, 14, 17, 20, 29, 42) с высокой точностью. При изменении конфигурации фальцевального устройства (2), например, при смене опорной фальцовочной плиты (14) и поддерживающего приспособления (18), измененные компоненты снова измеряются с помощью устройства контрольного измерения (47). Устройство контрольного измерения (47) связано с устройством управления (48) и передает результаты измерения в устройство управления (48), которое при необходимости определяет по ним изменение положения и в отдельных случаях кинематических связей, а программа обработки приводится в соответствие по результатам измерений. При этом отклонения в положении, ориентации, направленности, форме и размерах, возможно установленные при измерении, воспринимаются как несовпадения для соответствующих компонентов в программе обработки. В остальном программу обработки не нужно менять. В частности, не нужно заново полностью оснащать фальцевальное устройство (2) или всю фальцевальную станцию (1) и создавать новую программу обработки.
Такие изменения конфигурации возникают, например, тогда, когда пилотную фальцевальную станцию (1) создают и оборудуют для нового обрабатываемого изделия (3), в частности для элемента конструкции кузова, параллельно с текущим процессом изготовления и производственной линией для другого обрабатываемого изделия (3), и эту фальцевальную станцию (1) принимают и внедряют в производственную линию позже при смене обрабатываемых изделий. Другой случай применения касается изготовления запчастей и обрабатываемых изделий (3) после выпуска серийной продукции. Фальцевальную станцию (1) указанного типа можно использовать затем для изготовления разных обрабатываемых изделий (3) или кузовных конструктивных элементов и изменять ее конфигурацию при смене обрабатываемых изделий. Для этого хорошо подходит описанная выше соединительная площадка (44). Смена фальцовочного инструмента (20) также может означать изменение конфигурации. Представленные на фиг.1 средства и методы управления и измерения можно применять также и в других примерах выполнения, согласно фиг.10-13.
Описанные выше примеры выполнения средств и методов измерения и управления, а также программной адаптации, в частности также устройства контрольного измерения (47), соединительной площадки (44) и устройства управления (48) со способной к адаптации программой обработки имеют особое изобретательское значение как самостоятельно, так и в сочетании. То же относится и к подвижному внутреннему опорному фальцовочному основанию (42) и его управляемому регулировочному устройству (43). Эти самостоятельные изобретения можно применять в традиционных фальцевальных устройствах с односторонним доступом и/или односторонней фальцовкой.
Возможны разные отклонения от представленных и описанных форм выполнения. Во-первых, количество внутренних и внешних фальцовочных роботов-манипуляторов (8, 9) может быть одинаковым. Также в одном рабочем секторе по фальцовке не должны работать вместе оба робота-манипулятора (8, 9), даже когда это выгодно по причинам продолжительности цикла. В рабочих секторах (36, 37) операции по фальцовке внутреннего и наружного фальца (5, 6) можно проводить по отдельности и последовательно, причем обрабатываемое изделие (3) остается на опорной фальцовочной плите (14). Наконец, число действующих в рабочих секторах (35, 36, 37, 38, 39) роботов-манипуляторов (8, 9, 10, 11, 12) может меняться. Тип и выполнение фальцовочных инструментов (20, 21, 22) так же может меняться. Накатные фальцовочные головки (21, 22) могут иметь - например, в зависимости от типа и геометрии фальца (5, 6) - несколько фальцующих роликов (25, 26, 27, 28), расположенных друг за другом в направлении прохождения фальца. Кроме того, могут меняться конфигурация и кинематические связи роботов-манипуляторов (8, 9, 10, 11, 12). Также могут изменяться вид и форма обрабатываемого изделия (3) и соответствующая ему форма опорной фальцовочной плиты (14).
Перечень обозначений позиций
1 фальцевальная станция
2 фальцевальное устройство
3 обрабатываемое изделие, двери
4 профиль
5 внутренний фальц
6 наружный фальц
7 вырез для окна
8 роботы-манипуляторы, внутренние фальцовочные роботы
9 роботы-манипуляторы, наружные фальцовочные роботы
10 роботы-манипуляторы, фальцовочные роботы для формирования углов
11 роботы-манипуляторы, погрузочные роботы
12 роботы-манипуляторы для опорной фальцовочной плиты
13 рука робота
14 опорная фальцовочная плита
15 передняя сторона
16 задняя (тыльная) сторона
17 зажимное приспособление
18 поддерживающее приспособление, опора
19 вырез
20 фальцовочный инструмент (рабочий орган)
21 накатная фальцовочная головка
22 накатная фальцовочная головка
23 шейка
24 присоединительный к роботу-манипулятору элемент
25 фальцующий ролик
26 фальцующий ролик
27 фальцующий ролик
28 фальцующий ролик
29 транспортирующее устройство
30 кольцевой конвейер, поворотный стол
31 внутренняя область
32 транспортировочное полотно, реверсивное
33 транспортировочное полотно, движение по замкнутому кругу
34 площадка
35 рабочий сектор, погрузка/разгрузка
36 рабочий сектор, фальцовка
37 рабочий сектор, фальцовка
38 рабочий сектор, фальцовка
39 рабочий сектор, замена плит
40 магазин
41 внутреннее фальцевальное устройство
42 внутреннее фальцовочное основание
43 регулировочное устройство
44 соединительная площадка
45 установочный элемент
46 основание, цоколь, поворотный стол
47 устройство контрольного измерения
48 устройство управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РУЛОНА МАТЕРИАЛА И СИСТЕМА ОБРАБОТКИ РУЛОННОГО МАТЕРИАЛА | 1995 |
|
RU2100208C1 |
| ФАЛЬЦЕВАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ФАЛЬЦЕВАНИЯ ПРОДУКТА | 2011 |
|
RU2574483C2 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ ФАЛЬЦОВКИ ЛЕНТ ОДИНАКОВОЙ ШИРИНЫ, ПОЛУЧЕННЫХ ПУТЕМ ПРОДОЛЬНОЙ РЕЗКИ БУМАЖНОГО ПОЛОТНА, В РОЛЕВОЙ РОТАЦИОННОЙ ПЕЧАТНОЙ МАШИНЕ | 1993 |
|
RU2097201C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВНУТРЕННИХ РАМОК ДЛЯ ПАЧЕК СИГАРЕТ | 2014 |
|
RU2661844C2 |
| ФАЛЬЦОВОЧНАЯ МАШИНА ДЛЯ ОБРАБОТКИ КРУПНОФОРМАТНЫХ ДОКУМЕНТОВ | 2015 |
|
RU2604510C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПАКЕТОВ В КАРТОННЫЕ КОРОБКИ | 2009 |
|
RU2481257C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ФАЛЬЦЕВАНИЯ ПЕЧАТНЫХ ПРОДУКТОВ | 1998 |
|
RU2184071C2 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ (СИГАРЕТНЫХ) ПАЧЕК | 2010 |
|
RU2532920C2 |
| ФАЛЬЦОВОЧНЫЙ УЗЕЛ ДЛЯ УПАКОВОЧНЫХ МАШИН ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ | 2013 |
|
RU2617339C2 |
| Устройство для закрывания клапанов упаковки | 1975 |
|
SU633463A3 |
Изобретение относится к области обработки металлов давлением и может быть использовано для двухсторонней фальцовки внутренних и наружных фальцев на обрабатываемом изделии. Фальцевальное устройство содержит несколько опорных фальцовочных плит для обрабатываемого изделия, расположенных на транспортирующем устройстве в виде кольцевого конвейера, и несколько роботов-манипуляторов с фальцовочными инструментами. Опорная фальцовочная плита выполнена и установлена для доступа с обеих сторон к внутренним и наружным фальцам на обрабатываемом изделии. При этом фальцовочный робот-манипулятор расположен в центре или внутренней области кольцевого конвейера. Расширяются функциональные возможности. 2 н. и 36 з.п. ф-лы, 18 ил.
1. Фальцевальное устройство (2) для двухсторонней фальцовки внутренних и наружных фальцев (5, 6) на обрабатываемом изделии (3), расположенном на опорной фальцовочной плите (14), с помощью фальцовочных роботов-манипуляторов (8, 9) с фальцовочными инструментами (20), расположенными на разных сторонах опорной фальцовочной плиты (14) с возможностью доступа с обеих сторон к внутренним и наружным фальцам (5, 6), причем опорная фальцовочная плита (14) выполнена и установлена с возможностью доступа с обеих сторон, с передней и задней стороны (15, 16), к внутренним и наружным фальцам (5, 6) на обрабатываемом изделии (3), отличающееся тем, что оно содержит транспортирующее устройство (29), на котором расположены одинаковые или разные опорные фальцовочные плиты, причем транспортирующее устройство (29) выполнено в виде кольцевого конвейера (30), а фальцовочный робот-манипулятор (8) расположен в центре или во внутренней области (31) кольцевого конвейера (30).
2. Фальцевальное устройство по п. 1, отличающееся тем, что опорная фальцовочная плита (14) имеет вырез (19) для доступа к внутреннему фальцу (5) с обратной стороны.
3. Фальцевальное устройство по п. 1, отличающееся тем, что фальцовочные роботы-манипуляторы (8, 9) расположены на передней и задней сторонах (15, 16) опорной фальцовочной плиты (14).
4. Фальцевальное устройство по п. 1, отличающееся тем, что кольцевой конвейер (30) выполнен в виде поворотного стола.
5. Фальцевальное устройство по п. 1, отличающееся тем, что фальцовочные роботы-манипуляторы (8, 9) выполнены в виде шестиосного робота с шарнирно-сочлененной рукой, и его положение измерено и выверено.
6. Фальцевальное устройство по п. 1, отличающееся тем, что опорная фальцовочная плита (14) имеет основание для внутреннего и наружного фальца (5, 6).
7. Фальцевальное устройство по п. 1, отличающееся тем, что опорная фальцовочная плита (14) имеет, по меньшей мере, в отдельных областях отключаемое внутреннее опорное фальцовочное основание (42).
8. Фальцевальное устройство по п. 7, отличающееся тем, что внутреннее опорное фальцовочное основание (42) выполнено с возможностью опускания.
9. Фальцевальное устройство по п. 7, отличающееся тем, что внутреннее опорное фальцовочное основание (42) имеет регулировочное устройство (43).
10. Фальцевальное устройство по п. 1, отличающееся тем, что опорная фальцовочная плита (14) установлена на поддерживающем приспособлении (18) вертикально или наклонно, причем поддерживающее приспособление (18) с опорной фальцовочной плитой (14) установлено на транспортирующем устройстве (29) с неподвижным соединением или с возможностью разъединения.
11. Фальцевальное устройство по п. 10, отличающееся тем, что поддерживающее приспособление (18) для опорной фальцовочной плиты (14) имеет определенную соединительную площадку (44) для точной и повторяемой установки на основании (46).
12. Фальцевальное устройство по п. 1, отличающееся тем, что оно имеет устройство контрольного измерения (47).
13. Фальцевальное устройство по п. 1, отличающееся тем, что опорная фальцовочная плита (14) расположена на площадке (34) и соединена с транспортирующим устройством (29) с возможностью разъединения.
14. Фальцевальное устройство по п. 1, отличающееся тем, что с опорной фальцовочной плитой (14) соединено зажимное приспособление (17).
15. Фальцевальное устройство по п. 14, отличающееся тем, что зажимное приспособление (17) имеет на опорной фальцовочной плите (14) вырез (19) для доступа с обеих сторон к внутренним и наружным фальцам (5, 6).
16. Фальцевальное устройство по п. 1, отличающееся тем, что на опорной фальцовочной плите (14) в области выреза для окна (7) обрабатываемой детали (3) расположено внутреннее фальцевальное устройство (41).
17. Фальцевальное устройство по п. 1, отличающееся тем, что фальцовочные роботы-манипуляторы (8, 9) имеют фальцовочный инструмент (20).
18. Фальцевальное устройство по п. 17, отличающееся тем, что фальцовочный инструмент (20) выполнен в виде накатной фальцовочной головки (21, 22).
19. Фальцевальное устройство по п. 18, отличающееся тем, что накатная фальцовочная головка (21, 22) имеет шейку (23) с присоединительным к роботу элементом (24) и по меньшей мере одним поворотным фальцующим роликом (25, 26, 27, 28) на конце шейки, причем фальцующие ролики (25, 26, 27, 28) имеют привод.
20. Фальцевальное устройство по п. 1, отличающееся тем, что оно имеет фальцовочный робот-манипулятор (10), предназначенный для фальцовки мест сгиба и фальцовочный инструмент (20), выполненный как формирователь углов.
21. Фальцевальное устройство по п. 20, отличающееся тем, что фальцовочный робот-манипулятор (10) выполнен в виде шестиосного робота с шарнирно-сочлененной рукой, и его положение измерено и выверено.
22. Фальцевальное устройство по п. 1, отличающееся тем, что оно имеет робот-манипулятор (11) для погрузки на опорную фальцовочную плиту (14) и ее разгрузки.
23. Фальцевальное устройство по п. 22, отличающееся тем, что робот-манипулятор (11) выполнен в виде шестиосного робота с шарнирно-сочлененной рукой, и его положение измерено и выверено.
24 Фальцевальное устройство по п. 1, отличающееся тем, что фальцевальное устройство (2) имеет магазин (40) для нескольких опорных фальцовочных плит (14) и манипулирующий робот (12) для их замены.
25. Фальцевальное устройство по п. 24, отличающееся тем, что манипулирующий робот (12) выполнен в виде шестиосного робота с шарнирно-сочлененной рукой, и его положение измерено и выверено.
26. Фальцевальное устройство по п. 1, отличающееся тем, что на транспортирующем устройстве (29) расположены рабочие сектора (35, 36, 37, 38, 39) для опорных фальцовочных плит (14).
27. Фальцевальное устройство по одному из пп. 1-26, отличающееся тем, что оно имеет устройство управления (48) с программой обработки, которая настроена на точно измеренное и выверенное положение, а также выполнение компонентов (8,, 9, 10, 11, 12, 14, 17, 20, 29, 42, 43, 44) фальцевального устройства (2).
28. Фальцевальное устройство по п. 27, отличающееся тем, что программа обработки дополнительно настроена на кинематические связи компонентов (8, 9, 10, 11, 12, 14, 17, 20, 29, 42, 43, 44) фальцевального устройства (2).
29. Способ двухсторонней фальцовки внутренних и наружных фальцев (5, 6) на обрабатываемом изделии (3), причем изделие обрабатывают на опорной фальцовочной плите с помощью фальцовочных роботов-манипуляторов, имеющих фальцовочные инструменты, причем внутренние и наружные фальцы на обрабатываемом изделии фальцуют с обеих сторон с помощью фальцовочных роботов-манипуляторов, которые расположены с разных сторон опорной фальцовочной плиты, и которые имеют на опорной фальцовочной плите доступ с обеих сторон к внутренним и наружным фальцам на обрабатываемом изделии, отличающийся тем, что используют транспортирующее устройство, на котором располагают одинаковые или разные опорные фальцовочные плиты, выполненное в виде кольцевого конвейера, в центре или внутренней области которого располагают фальцовочный робот-манипулятор.
30. Способ по п. 29, отличающийся тем, что, по меньшей мере, один фальцовочный робот-манипулятор входит своим фальцовочным инструментом в вырез в опорной фальцовочной плите и обрабатывает внутренний фальц на изделии.
31. Способ по п. 29, отличающийся тем, что роботы-манипуляторы расположены с передней и задней стороны опорной фальцовочной плиты.
32. Способ по п. 29, отличающийся тем, что кольцевой конвейер выполнен в виде поворотного стола.
33. Способ по п.29 или 30, отличающийся тем, что робот-манипулятор загружает на опорную фальцовочную плиту обрабатываемые изделия и выгружает их с нее.
34. Способ по п. 29 или 30, отличающийся тем, что робот-манипулятор обслуживает транспортируемую опорную фальцовочную плиту.
35. Способ по п. 29 или 30, отличающийся тем, что положение роботов измеряют и выверяют.
36. Способ по п. 29 или 30, отличающийся тем, что фальцевальным устройством управляет устройство управления с программой обработки, которая настроена на точно измеренное и выверенное положение, а также выполнение компонентов фальцевального устройства.
37. Способ по п. 36, отличающийся тем, что программа обработки дополнительно настроена на кинематические связи компонентов фальцевального устройства.
38. Способ по п. 29 или 30, отличающийся тем, что при изменении конфигурации фальцевального устройства положение компонентов фальцевального устройства измеряют с помощью устройства контрольного измерения на месте, а программу обработки приводят в соответствие согласно результатам измерений.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Агрегатная линия для изготовления корпусов металлической сшивной посуды | 1987 |
|
SU1521518A1 |
| Роторная линия | 1990 |
|
SU1796323A1 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ КОРПУСА ВАКУУМНОГО УСИЛИТЕЛЯ ТОРМОЗНОГО ПРИВОДА | 2004 |
|
RU2360761C2 |

