Изобретение относится к области присадок к пластичным смазочным материалам и является эффективным в применении пластичных смазочных материалов (ПСМ) с трибоактивными присадками, способствует снижению работы резания и повышению стойкости инструмента при обработке металлов резанием.
Известны такие трибоактивные присадки, как стеараты поливалентных металлов, жирные кислоты, дитиофосфаты цинка [1], которые не удовлетворяют требованию повышения эффективности обработки при соблюдении экологических норм.
Наиболее близкой к заявленному решению по технической сущности и достигаемому результату является предложение использовать в качестве трибоактивного компонента в пластичном смазочном материале комплексные соединения - мыла на основе меди [2]. К недостаткам последнего следует отнести недостаточное обеспечение смазочной способности композиции.
Технический результат изобретения - повышение стойкости режущего инструмента при обработке резанием труднообрабатываемых материалов.
Поставленная цель достигается тем, что смазочные композиции получают путем добавления порошкообразной смеси двух компонентов присадки в базовый пластичный смазочный материал Литол-24 при механическом перемешивании. Концентрация присадки в составе смазочной композиции составляет от 0,5 до 4 мас.%.
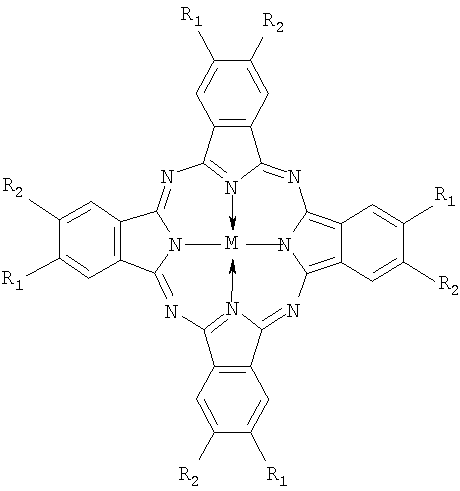
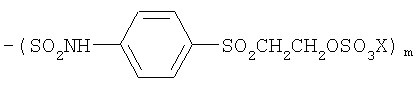
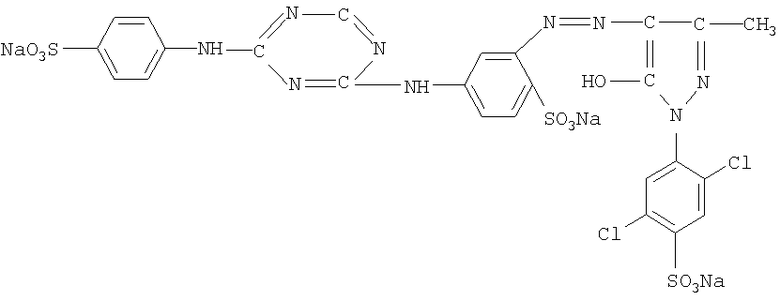
Предлагается в качестве трибоактивной присадки для операций обработки резанием использовать ПСМ, содержащий присадку «Краситель активный ярко-зеленый 4 «Ж» Ш», который представляет собой механическую смесь (в равных массовых долях) двух соединений: «красителя активного бирюзового 2 «З» Т» и «красителя активного ярко-желтого 5 «З»» [3, 4]. Структурные формулы обоих соединений представлены ниже. Составы испытуемых смесей представлены в табл.1.
Составы испытуемых смесей
Трибологические исследования смазочных композиций проводили на динамометрическом стенде, позволяющем измерять работу резания при обработке отверстий осевым инструментом (сверление и нарезание резьбы метчиками) [5]. Подача смазочной композиции в зону трения осуществляется непосредственным ее нанесением на поверхность инструмента.
По результатам эксперимента оценивали относительную стойкость инструмента, выраженную в количестве обработанных отверстий до затупления инструмента.
За критерий стойкости принимали затупление инструмента, соответствующее удвоенному значению работы резания по сравнению с острым инструментом.
В табл.2. показаны результаты испытаний присадки на операции сверления отверстий в коррозионно-стойкой стали 12Х18Н10Т сверлами из быстрорежущей стали Р6М5 без покрытия диаметром 5 мм при подаче 0,08 мм/об, при глубине сверления сквозного отверстия 5 мм.
Пример 1.
Стойкость сверл из быстрорежущей стали Р6М5 при сверлении отверстий ⌀ 5 мм, l=5 мм, s=0,08 мм/об при использовании Литола-24 с 0,5% заявленной присадкой составляет: при скорости резания ν=0.08 м/с - 128, при ν=0.25 м/с - 114, что выше, чем при использовании Литола-24 100% и Литола-24 с 2% присадкой медных мыл.
Пример 2.
Стойкость сверл из быстрорежущей стали Р6М5 при сверлении отверстий ⌀ 5 мм l=5 мм, s=0,08 мм/об при использовании Литола-24 с 4% заявленной присадкойи составляет: при скорости резания ν=0.08 м/с - 140, при ν=0.25 м/с - 126, что существенно выше, чем при использовании Литола-24 100% и Литола-24 с 2% присадкой медных мыл.
Пример с другими заявленными в формуле пределами концентраций компонентов, а также со значениями, выходящими за заявленные интервалы, приведены в табл.2. Как видно, стойкость сверл при концентрациях, выходящих за заявленные интервалы, уменьшается.
Влияние трибоактивной присадки в составе ПСМ Литол-24 на стойкость сверл из быстрорежущей стали Р6М5 при сверлении отверстий ⌀ 5 мм l=5 мм, s=0,08 мм/об.
Источники информации
1. Справочник по триботехнике. Смазочные материалы, техника смазки, опоры скольжения и качения / Под общей ред. проф. Хебды М., проф. Чичинадзе А.В. В 2-х томах. Т.2. М.: Машиностроение. Варшава: ВКЛ. 1990. 411 с.
2. Патент РФ №2130963. Опубл. 27.05.99, бюл. №15.
3. Ассортимент продукции / «Заволжский химический завод». АООТ «ЯПК». Заволжск, 2002.
4. Степанов Б.И. Введение в химию и технологию органических красителей. Изд-во «Химия». М., 1971. 447 с.
5. Березина Е.В. Повышение обрабатываемости сталей и сплавов путем применения синтетических водных СОТС с новыми трибоактивными присадками. Дис. … канд. техн. наук. Иваново, 1992.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2019 |
|
RU2708084C1 |
| СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1990 |
|
RU2032710C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2035495C1 |
| КОМПЛЕКСЫ СТЕАРИНОВОЙ КИСЛОТЫ С КИСЛОРОДСОДЕРЖАЩИМИ АМИНАМИ В КАЧЕСТВЕ СМАЗЫВАЮЩЕЙ ПРИСАДКИ ПРИ МЕТАЛЛООБРАБОТКЕ | 1990 |
|
RU2030384C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2011 |
|
RU2524877C2 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1979 |
|
SU857246A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1990 |
|
SU1772139A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2021334C1 |
| Смазка для механической обработки металлов | 1989 |
|
SU1664819A1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1997 |
|
RU2130963C1 |
Изобретение относится к области смазочных материалов для механической обработки металлов. Сущность: материал содержит в мас.%: краситель активный ярко-желтый 5 «З» 0,25-2, краситель активный бирюзовый 2 «З» Т 0,25-2, базовая основа Литол-24 - остальное. Технический результат - повышение стойкости режущего инструмента при обработке резанием труднообрабатываемых материалов. 2 табл.
Смазочный материал для механической обработки металлов, содержащий базовую основу Литол-24 и трибоактивную присадку, отличающийся тем, что материал в качестве трибоактивной присадки содержит смесь красителя активного ярко-желтого 5 «З» и красителя активного бирюзового 2 «З» Т при следующем соотношении компонентов, мас.%:
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1997 |
|
RU2130963C1 |
| СПОСОБ ПРОХОДКИ БУРОВЫХ СКВАЖИН ВО ЛЬДУ | 0 |
|
SU369753A1 |
| EP 0869164 A1, 07.10.1998 | |||
| US 4769163 A, 06.09.1988 | |||
| Способ получения смазки | 1986 |
|
SU1397479A1 |

