Изобретение относится к металлообработке, а именно к смазкам для механической обработки металлов, используемым для повышения антифрикционных и противоиз- носных свойств режущего инструмента, и в частности сверл, метчиков, при обработке деталей из конструкционных, легированных и хромоникелевых нержавеющих сталей, а также титановых сплавов.
Целью изобретения является повышение стойкости режущего инструмента и качества обработанной поверхности.
Для приготовления смазки используют пчелиный воск, стеарин, дисульфид молибдена, сосновую канифоль, скипидар, орто- фосфорную кислоту, алюминиевую пудру и минеральное масло (индустриальное).
Пчелиный воск введен в состав смазки в качестве пленкообразующего и способствует отверждению смазки. Технический стеарин введен в качестве пленкообразующего и связующего, препятствующего сваривания стружки с поверхностью лезвия инструмента.
Дисульфид молибдена вводят, как антифрикционную добавку для снижения коэффициента трения и температуры в зоне обработки, кроме того, в предлагаемой смазке служит как химически активный элемент, образующий пленки сульфидов, стойкие к истиранию и с большим удельным давлением.
Сосновую канифоль вводят как поверхностно-активное вещество, снимающее окисную пленку с поверхности обрабатываемого металла, облегчает пластическое деформирование обрабатываемого материала и способствует лучшему удержанию смазки на лезвие инструмента. Скипидар вводят как растворитель канифоли и воска, а также влияет на вязкость смазки.
Ортофосфорная кислота обеспечивает более быстрое растворение окисной пленки и приводит к увеличению пластифицироваО
о
N
00
А
о
имя поверхностных слоев металла, что в конечном счете приводит к формированию поверхности высокого качества за счет активного воздействия на контактные поверхности зоны обработки. Алюминиевую пудру вводят как дополнительную антифрикционную присадку, работающую как граничная экранирующая смазка, предотвращающая схватывание обрабатываемого металла с лезвием инструмента, за счет от- вода тепла, т.е. работает как поглотитель тепла от лезвия инструмента. Индустриальное 20 масло служит как смазывающе-охлаждающее вещество, а так- же регулирует степень вязкости смазки.
Составы смазки получают следующим образом.
Стеарин расплавляют на водяной бане (при 80 - 90°С и в полученный расплав последовательно вводят при непрерывном пе- ремешивании пчелиный воск, канифоль, ортофосфорную кислоту, скипидар, дисуль- фид молибдена и смесь алюминиевой пудры с индустриальным маслом. После охлаждения получают однородную суспензию, гото- вую к применению,
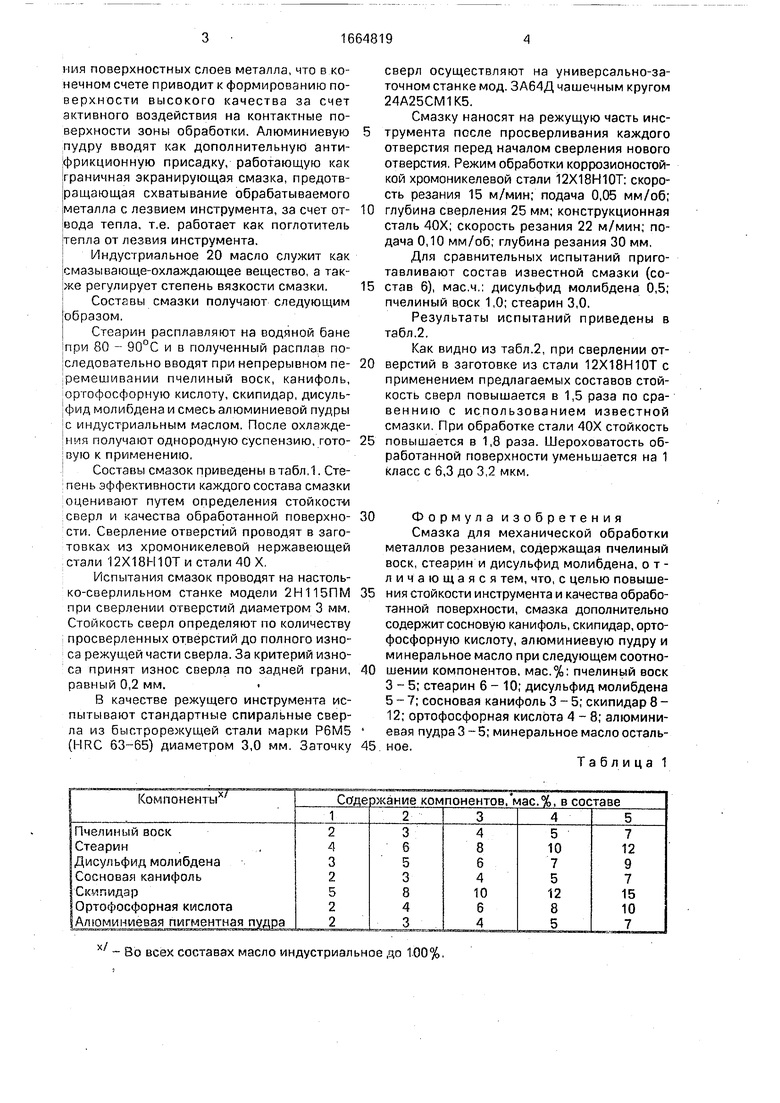
Составы смазок приведены в табл.1. Степень эффективности каждого состава смазки оценивают путем определения стойкост-и сверл и качества обработанной поверхно- сти. Сверление отверстий проводят в заготовках из хромоникелевой нержавеющей стали 12Х18Н10Т и стали 40 X,
Испытания смазок проводят на настолько-сверлильном станке модели 2Н115ПМ при сверлении отверстий диаметром 3 мм. Стойкость сверл определяют по количеству просверленных отверстий до полного износа режущей части сверла. За критерий износа принят износ сверла по задней грани, равный 0,2 мм.
В качестве режущего инструмента испытывают стандартные спиральные сверла из быстрорежущей стали марки Р6М5 (HRC 63-65) диаметром 3,0 мм. Заточку
сверл осуществляют на универсально-заточном станке мод. ЗА64Д чашечным кругом 24А25СМ1К5.
Смазку наносят на режущую часть инструмента после просверливания каждого отверстия перед началом сверления нового отверстия, Режим обработки коррозионостой- кой хромоникелевой стали 12Х18Н10Т: скорость резания 15 м/мин; подача 0,05 мм/об; глубина сверления 25 мм; конструкционная сталь 40Х; скорость резания 22 м/мин; подача 0,10 мм/об; глубина резания 30 мм,
Для сравнительных испытаний приготавливают состав известной смазки (состав 6), мае.ч,: дисульфид молибдена 0,5; пчелиный воск 1,0; стеарин 3,0.
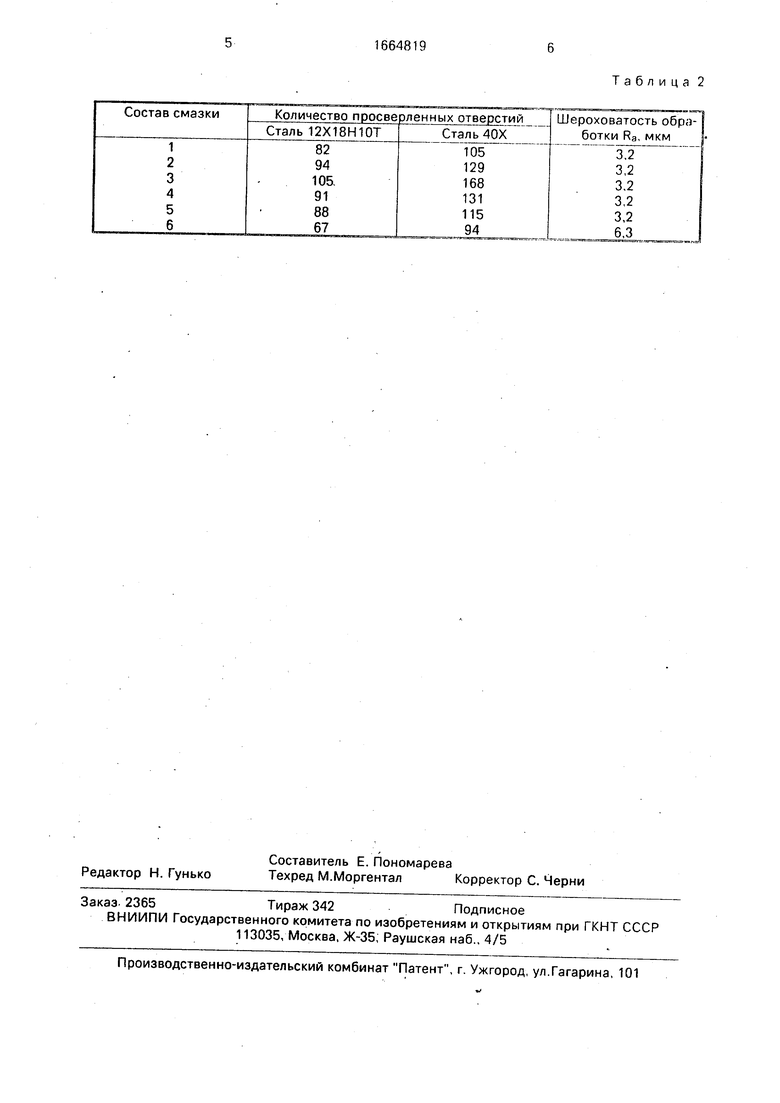
Результаты испытаний приведены в табл.2.
Как видно из табл.2, при сверлении отверстий в заготовке из стали 12Х18Н10Т с применением предлагаемых составов стойкость сверл повышается в 1,5 раза по сра- веннию с использованием известной смазки. При обработке стали 40Х стойкость повышается в 1,8 раза. Шероховатость обработанной поверхности уменьшается на 1 класс с 6,3 до 3,2 мкм.
Формула изобретения Смазка для механической обработки металлов резанием, содержащая пчелиный воск, стеарин и дисульфид молибдена, отличающаяся тем, что, с целью повышения стойкости инструмента и качества обработанной поверхности, смазка дополнительно содержит сосновую канифоль, скипидар, ортофосфорную кислоту, алюминиевую пудру и минеральное масло при следующем соотношении компонентов, мас.%: пчелиный воск 3-5; стеарин 6-10; дисульфид молибдена 5-7; сосновая канифоль 3 - 5; скипидар 8 - 12; ортофосфорная кислота 4 - 8; алюминиевая пудра 3-5; минеральное масло остальное.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1997 |
|
RU2130963C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ ТЕХНОЛОГИЧЕСКОЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2019 |
|
RU2708084C1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2018 |
|
RU2672067C1 |
| Смазка для холодной обработки металлов давлением | 1988 |
|
SU1567611A1 |
| Смазка для механической обработки металлов | 1989 |
|
SU1671676A1 |
| ТВЕРДАЯ СМАЗКА | 2021 |
|
RU2776584C1 |
| Смазка для механической обработки металлов | 1991 |
|
SU1778164A1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2012 |
|
RU2509144C1 |
| Смазка для механической обработки металлов | 1990 |
|
SU1778163A1 |
| СМАЗКА ДЛЯ РЕЗАНИЯ МЕТАЛЛОВ | 1968 |
|
SU218364A1 |
Изобретение касается смазочных веществ, в частности смазки для механической обработки металлов резанием. Цель - повышение стойкости инструмента и качества обработанной поверхности. Для этого используют состав, включающий, мас. %: воск пчелиный 3 - 5, стеарин 6 - 10, дисульфид молибдена 5 - 7, сосновая канифоль 3 - 6, скипидар 8 - 12, ортофосфорная кислота 4 - 8, алюминиевая пудра 3 - 5 и минеральное масло - до 100. При сверлении отверстий в заготовке предлагаемая смазка повышает стойкость сверл в 1,5 раза при достижении шероховатости поверхности 3,2 мкм против 6,3 мкм. 2 табл.
х/ - Во всех составах масло индустриальное до 100%.
Таблица 2
Шероховатость обработки Ra, мкм
3,2 3,2 3,2 3,2 3,2 6,3
| Патент США № 3078227, кл | |||
| Телефонно-трансляционное устройство | 1921 |
|
SU252A1 |
| Хейфец В.Г | |||
| и др | |||
| Опыт применения смазки на основе дисульфида молибдена | |||
| - Научно-производственный сборник: Технология и организация производства, 1973, № 3, с.72. | |||
