Настоящее изобретение относится к устройству для непрерывного выполнения локализованной и/или расширенной деформации металлических емкостей.
Более конкретно настоящее изобретение относится к устройству, специально и неисключительно предназначенного для последовательного и непрерывного выполнения операций деформации боковой поверхности, а также, в случае необходимости, дна, металлических емкостей из алюминия, его сплавов, стали и других подходящих материалов. Металлические емкости этого типа подвергаются множеству операций деформации и/или обработки на конус, начиная с экструдированных цилиндрических тел или вытянутых и бесшовных емкостей с очень небольшой толщиной.
Применяемый в настоящем описании и в формуле изобретения термин «металлическая емкость» включает в себя также трубчатые тела, крайние концы которых открыты или же один из них закрыт.
Указанные тела перед последовательностью операций, которые приведут к деформации и/или обработке на конус их боковой поверхности, или части ее, могут быть снаружи и/или изнутри покрыты лаком и литографированы на их наружной боковой поверхности. Литографию применяют для выполнения на обрезанных телах многоцветных надписей и декораций вместе с указаниями на их содержимое и информацией для конечного пользователя.
Устройство согласно настоящему изобретению выполняет операции на металлических емкостях, например флаконах для аэрозольной упаковки, банках для напитков и тому подобном, в частности во время заключительных фаз процесса, когда имеющая трубчатую форму емкость со все еще открытым одним из концов подвергается пластической деформации, видоизменяя свою геометрическую форму (придание формы) путем локализации (обжатие, обработка на конус) или обработки формы поверхности (тиснение или непропечатка).
Из уровня техники известно много различных типов металлических емкостей, которые обычно предназначены для вмещения пищевых продуктов и напитков, а также аэрозолей. Производство емкостей такого типа характеризуется заметными различиями, в особенности в связи с более высокой или низкой сложностью в зависимости от количества требующихся отдельных операций. В результате применяемые машины являются очень различными как в отношении конструкции, так и производительности.
Различные виды продукции могут быть классифицированы со ссылкой на следующие параметры:
- производительность, высокая или низкая, и
- сложность производства, высокая или низкая.
Емкости, предназначенные для вмещения напитков, такие как банки или банки с выдергивающимся сегментом крышки, не отличаются высоким уровнем сложности производства; операции, требующиеся для получения концевого тела из отрезанной заготовки, предполагает количество операций, обычно выполняемых менее чем на пятнадцати рабочих станциях. Производительность по выпуску таких емкостей обычно может быть высокой.
Емкости, предназначенные для использования с аэрозолями, с другой стороны, проходят при обработке более сложный процесс; количество требующихся операций очень велико, а производительность, следовательно, обычно ниже.
Устройства, которые используют для получения емкостей таких типов, являются поэтому специализированными; они позволяют обрабатывать очень большое количество контейнеров с очень невысокой сложностью конструкции, таких как применяемые для заполнения напитками, или небольшое количество емкостей с высоким уровнем сложности, таких как те, которые применяют с аэрозолями.
В настоящее время все больше существует необходимость в использовании, в том числе и для упаковки напитков, сложных емкостей, которые называют бутылочными банками, признаками которых являются формы и деформации, простирающиеся по всей боковой поверхности или большей ее части. Эта необходимость представляет эволюцию, которая в области применения напитков имеет тенденцию к замене или созданию альтернативы стеклянным или полиэтиленовым емкостям, воспроизводя на металлической емкости их эстетические особенности. Это предположение сталкивается с двумя проблемами, поскольку для упаковки напитков употребляется очень большое количество бутылочных банок, в то время как трудности производственного процесса мешают их реализации; для производства емкостей такого типа может потребоваться до пятидесяти рабочих станций.
Известная техника изготовления емкостей для напитков в форме банок с выдергивающимся сегментом крышки предполагает использование системы поточного производства, при котором емкости последовательно передвигаются из внутренней через наружную линию согласно, по существу, синусоидальному пути и последовательно подвергаются обработке на вращающихся пластинах, включая определенное количество рабочих станций с использованием определенного вида инструментов. Это известное решение обладает серьезным недостатком ввиду больших общих размеров, учитывая то, что каждая отдельная операция требует специальной вращающейся пластины.
При производстве емкостей для аэрозолей, трудности которого заключаются в выполнении большого количества деформаций, используются устройства передаточного стола, позволяющие применять множество инструментов и сверл для осуществления последовательных операций. Недостатком таких устройств, тем не менее, является низкая производительность.
Целью настоящего изобретения является устранение описанных выше недостатков.
В частности, целью настоящего изобретения является создание устройства для непрерывного выполнения локализованной и/или расширенной деформации металлических емкостей, предназначенного для выдачи большого количества указанных емкостей, в том числе в случае выполнения большого количества последовательных операций, без предполагаемого использования больших рабочих площадей.
Другой целью настоящего изобретения является создание устройства, подобного описанному ранее, которое может легко снабжено рабочими орудиями для выполнения различных операций на металлических емкостях, предназначенных как для напитков, так и для аэрозолей, образуя таким образом систему, отличающуюся большой гибкостью и модульным исполнением.
Еще одной целью настоящего изобретения является создание устройства, приспособленного для легкого расширения за счет добавления модулей согласно потребностям производства.
Согласно настоящему изобретению указанные и другие цели могут быть достигнуты с устройством для непрерывного выполнения локализованной и/или расширенной деформации металлических емкостей согласно признакам независимого пункта формулы изобретения.
Конструкционные и функциональные характеристики устройства для непрерывного выполнения локализованной и/или расширенной деформации металлических емкостей согласно настоящему изобретению, будут лучше поняты из последующего описания со ссылкой на прилагаемые чертежи, на которых представлены предпочтительные варианты осуществления, на которых:
фиг.1 представляет собой принципиальную схему устройства согласно настоящему изобретению, соответствующего типичному варианту осуществления операции;
фиг.2 представляет собой функциональную схему с замкнутой траекторией перемещения емкости в устройстве согласно настоящему изобретению;
фиг.3 представляет собой функциональную схему возможной конфигурации устройства согласно настоящему изобретению;
фиг.4 представляет собой схематичный вид применения устройства для одновременного производства двух различных видов продукции;
фиг.5 представляет собой схематичный вид конфигурации устройства в случае повторного цикла.
Со ссылкой на приведенные чертежи устройство для непрерывного выполнения локализованных и/или расширенных операций на металлических емкостях согласно настоящему изобретению, обозначенное на фиг.1 позицией 10, включает в себя интерфейсный модуль 1, по меньшей мере, один рабочий модуль 2, 2', 2'' и, необязательно, инверсионный модуль 3, расположенные так, что они образуют замкнутую траекторию.
Интерфейсный модуль 1 включает в себя станцию подачи или барабан 12, первый заменяющий барабан 14, выполненный с возможностью размещения емкостей из барабана 12 подачи, и станцию разгрузки или барабан 16.
Каждый рабочий модуль 2, 2', 2'' включает в себя, по меньшей мере, башню 18 и передаточный барабан 20. Одна башня 18 и один передаточный барабан 20 представляют собой рабочую станцию 30. Согласно предпочтительному варианту осуществления настоящего изобретения каждый рабочий модуль 2, 2', 2'' включает в себя две рабочих станции 30. Каждая башня 18 снабжена множеством рабочих станций, соответствующих такому же количеству одинаковых штампов или штампов другого типа. Передаточные барабаны 20 взаимодействуют с заменяющим барабаном 14 и/или башнями 18 для перемещения емкостей из интерфейсного модуля 1 к одному из рабочих модулей 2, 2', 2'', а от них на инверсионный модуль 3. Указанный последний модуль включает в себя заменяющий барабан 24 и два дополнительных боковых передаточных барабана 22, вращающихся синхронно, функционально соединенных с указанным заменяющим барабаном 24, причем каждый барабан 24, 22 снабжен средствами уплотнения.
Боковые передаточные барабаны 22 функционально соединены с башнями 18 для передачи емкостей.
В варианте осуществления примера согласно фигурам каждая башня 18 включает в себя двенадцать рабочих станций, но понятно, что их количество может быть больше или меньше, например, от 5 до 50, в зависимости от потребностей производства. Каждый из указанных элементов, барабанов и башен, образован диском или пластиной, в которых выполнены гнезда для заданного количества емкостей с возможностью вращения вокруг собственной оси самого диска, причем указанное вращение обеспечивает перемещение частей устройства, но не обеспечивается перемещения каждой из указанных частей относительно диска, за исключением периодов во время операций загрузки/выгрузки. Следовательно, перемещение емкостей, подлежащих обработке внутри устройства, равно перемещению транспортной цепи, причем положение каждой емкости всегда устанавливается с самого начала вместе со звеньями цепи.
Согласно предпочтительному варианту осуществления, но не ограничиваясь им, указанные элементы, т.е. башни 18, передаточные барабаны 20, 22 и заменяющие барабаны 14, станции 12 подачи и станции 16 разгрузки расположены со своими осями вращения параллельно друг другу, так что перемещение находящихся в процессе обработки емкостей имеет место приблизительно в единой плоскости, перпендикулярной указанным осям, и они все отличаются синхронным поворотным перемещением.
Как показано на фиг.2, в устройстве 10 согласно замкнутой конструкции или траектории расположено множество барабанов 14, 20, 22, 24 и башен 18, в то же время станции 12 подачи и станции 16 разгрузки расположены снаружи от указанной траектории и рядом с заменяющим барабаном 14. Каждая башня 18 включает в себя поворотный стол, снабженный захватывающими клещами (не показаны), а поворотный стол снабжен инструментами, имеющими общую ось симметрии.
Каждая обработка емкостей происходит на башнях 18, вращающихся с непрерывным синхронным перемещением вокруг их осей симметрии. По периметру каждого поворотного стола находится группа из определенного количества прорезей или гнезд, выполненных с возможностью размещения, соответственно и напротив друг друга, фиксирующих устройств для емкостей и формовочные штампы. Вращение столов вокруг их осей определяют посредством известной в технике кинематики (которая по этой причине не описана подробно) и относительного перемещения штампа и емкости, составляющих процесс.
Согласно предпочтительному варианту осуществления штампы для емкостей закреплены неподвижно на первом поворотном столе, в то время как клещи образуют одно целое со вторым поворотным столом посредством призматического соединения и поэтому могут свободно перемещаться в направлении, параллельном осям вращения столов. Тем не менее возможны варианты осуществления, обеспечивающие возможность перемещения первого, второго или обоих столов.
Во время стабильной работы устройства большинство захватывающих средств или клещей заняты находящимися в процессе обработки емкостями, для обеспечения одновременной обработки множества емкостей на каждой отдельной башне.
Структура устройства является модульной; станции 12 подачи и станции 16 разгрузки, а также заменяющий барабан 14 образуют интерфейсный модуль 1; другой заменяющий барабан 24 и два передаточных барабана 22 представляют собой инверсионный модуль 3. Срединная часть устройства, расположенная между указанными модулями 1 и 3, включает в себя определенное количество (К) рабочих модулей 2, 2', 2'', которые в предпочтительном и не ограничивающем объем изобретения варианте осуществления, одинаковые и каждый из них содержит две башни 18 и два передаточных барабана 20. Тем не менее, предусмотрено решение, в котором рабочие модули содержат другое количество башен 18 и/или передаточных барабанов 20, одинаковых или отличающихся друг от друга.
Ссылка на расположение элементов в устройстве, показанная на фиг.1, соответствует условиям работы, поскольку вся конструкция самого устройства обеспечивает возможность прохождения емкостей в процессе обработки по замкнутой траектории. Кроме того, общие размеры устройства в зависимости от количества установленных рабочих модулей, могут соответствовать условиям работы и поэтому желательно как можно больше ограничить его размеры.
Заменяющие барабаны 14, 24 используются главным образом для замыкания траектории емкостей; кроме того, эти же заменяющие барабаны взаимодействуют для осуществления правильной установки находящихся в процессе обработки емкостей на башнях 18 для того, чтобы привести их в нужный момент в контакт со штампом, пригодным для выполнения требуемой операции. Согласно настоящему изобретению каждая отдельная емкость может быть подвергнута повторной обработке один или более раз на башнях 18, которые снабжены одинаковыми или отличающимися штампами.
Количество различных штампов, установленных на каждой отдельной башне, равно количеству циклов/повторных циклов, совершаемых емкостями, и составляет от 1 до Н, причем Н является количеством выполняющих деформацию инструментов на каждой отдельной башне 18 для того, чтобы обеспечить выполнение всех различных стадий процесса обработки емкостей во время относительных повторных обработок в устройстве.
Во время повторной обработки (обработок) емкость, которая уже прошла обработку, будет помещена на башнях 18 в другом, по сравнению с предыдущим, положении, так что она столкнется с другим штампом.
Если управление процессом предусматривает количество повторных обработок, равное количеству штампов, присутствующих на каждой башне 18, каждый контейнер в ходе технологического процесса за время запланированных циклов побывает во всех гнездах, расположенных в каждой башне.
При условии, что положение каждой емкости в ходе производственного процесса всегда известно, и при условии, что все гнезда на башнях 18 хорошо известны, на передаточных барабанах 20, 22 и на заменяющих барабанах 14, 24, правильное позиционирование самих емкостей внутри устройства становится возможным за счет выбора количества гнезд, расположенных на тех же заменяющих барабанах 14, 24. В частности, общее количество (Р) емкостей, подвергнутых обработке на замкнутой траектории и количество штампов (Н) выбирают таким образом, чтобы они не имели общего делителя.
Первый заменяющий барабан 14, наряду с совмещением с прилегающими передаточными барабанами 20, взаимодействует с двумя станциями подачи и разгрузки 12, 16, которые загружают и выгружают емкости даже при наличии незначительного количества гнезд.
В действительности возможно, что станция 12 подачи оставляет свободными определенное количество гнезд, которые будут заняты на соединенном с ним барабане (заменяющий барабан 14 или другое устройство) емкостями, проходящими повторную обработку; аналогичным образом станция 16 разгрузки, взаимодействующая с соединенным с ним заменяющим барабаном 14, выполняет задачу исключительно и избирательно извлекать емкости, прошедшие полную обработку, после выполнения всех запланированных циклов. Объединение всех элементов, выполняющих указанную функцию, упоминается здесь как избирательный распределительный элемент. В решении, показанном на фигурах, избирательный распределительный элемент образован барабаном 14 совместно со станцией разгрузки или барабаном 16. Любое известное средство может использоваться в качестве избирательного распределительного элемента, такое как механическая, пневматическая или магнитная система.
В целом устройство включает в себя, по крайней мере, в предпочтительном варианте осуществления интерфейсный модуль 1, количество К рабочих модулей 2, 2', 2'' и инверсионный модуль 3, причем К может быть любым числом в зависимости от намеченных для выполнения операций. Необходимо предусмотреть возможность размещения заменяющего барабана 24 внутри любого из рабочих модулей 2, 2', 2''; такой вариант осуществления показан на фиг.3, на котором заменяющий барабан 24 соединен с передаточными барабанами 20, обходя следующие башни 18; модуль, согласно указанной модификации, становится эквивалентным в функциональном отношении инверсионному модулю 3 и позволяет обходить следующие рабочие модули с достижением значительных преимуществ в отношении управления и размещения.
Так, например, возможные преимущества могут быть следующими, но не ограничиваясь ими:
1) оборудование инструментами только рабочих станций 30, необходимых для обработки продукта;
2) возможность использования не работающих станций 30 для технического обслуживания и замены инструмента;
3) возможность использования устройства для одновременной обработки двух или более различных продуктов (см. фиг.4).
Для выполнения циклов/повторных циклов, предполагающих ступенчатое расположение контейнеров подлежащих обработке на башнях 18, на барабане 12 подачи необходимо оставить свободными определенное количество гнезд; когерентно на заменяющем барабане 14 будет оставлено свободным соответствующее количество гнезд, которые будут заняты емкостями при повторной обработке. Таким же образом разгрузочный барабан 16 извлекает только полностью обработанные емкости в конце запланированных повторных циклов.
Например, на фиг.5 показан случай одной повторной обработки: гнезда станции подачи могут быть пустыми «Х» или занятыми «Y», так же, как на станции 16 разгрузки, в то время как заменяющий барабан 14 почти полностью занят. Аналогично, в случае двух повторных обработок, станция подачи и разгрузки имеют занятое гнездо через каждые три гнезда.
В устройстве согласно настоящему изобретению максимальное количество оперативных рабочих операций, которые могут быть выполнены на емкости, равно NxH, где N равно количеству башен 18, а Н равно количеству гнезд на каждой башне и максимальному количеству циклов/повторных циклов, которые могут быть выполнены. Путем уменьшения количества повторных циклов будет соответственно уменьшено количество рабочих операций, выполняемых над емкостью, и повышена производительность.
Наличие такого количества «М» циклов/повторных циклов в устройстве (М составляет от 1 до Н) уменьшает производительность до одной М-й, однако оно обеспечивает количество операций процесса, которое в М раз больше; такая технология повторной обработки, также обладает преимуществом, позволяющим уменьшить общие размеры устройства.
Указанное устройство можно легко модифицировать (см. фиг.3 и 4) в соответствии с производственной необходимостью и/или требуемыми рабочими операциями, добавляя или исключая некоторые из рабочих станций 30, оборудуя инструментом именно те башни 18, которые будут действительно использованы и допуская отказ от использования других операций на модулях. С этой целью могут быть предусмотрены второй вход и второй выход, предназначенные, например, для других станций подачи 12 и разгрузки 16, для емкостей, которые должны обрабатываться другим способом (см. фиг.4).
На одном и том же устройстве могут выполняться сложные стадии, требующие большого количества операций (придания формы, обжатия и так далее), что ведет к увеличению количества повторных циклов и снижению почасовой производительности. В отличие от этого решение, не предусматривающее повторных циклов (где М=1, башни 18 снабжены одинаковыми штампами и все емкости разгружаются с заменяющих барабанов 14) ведет к достижению максимальной производительности.
Устройство в его других конфигурациях позволяет добиться того же уровня производительности, что и при существующих технических решениях, за счет сосредоточения в одном устройстве всех производственных возможностей, которые предоставляют различные группы предназначенных для этого инструментов. В дополнение к высокому уровню конфигурируемости гибкость системы гарантируется модульной структурой устройства. Возможно, в зависимости от производственных характеристик и/или количества требующихся операций, добавление или исключение некоторых из рабочих модулей 2, 2', 2'' или рабочих станций 30, оборудование инструментом только башен 18, которые предназначены для фактического использования, допуская, в конечном счете, что другие операции, например использование другой поточной линии, новые операции механической обработки или запрограммированное техническое обслуживание не используются. Этот вид вмешательства может быть реализован путем модификации любого из рабочих модулей 2, 2', 2'' путем внесения или перемещения заменяющего барабана, как показано на фиг.3; это решение подразумевает исключение башен 18 модуля из производственного цикла, но позволяет осуществлять модификации без любого физического перемещения модулей. Можно также реконфигурировать производственные агрегаты путем внесения или физического удаления указанных рабочих модулей, изменяя, таким образом, положение инверсионного модуля 3.
Хотя устройство согласно настоящему изобретению описано здесь со ссылкой на прилагаемые чертежи, понятно, что специалист в данной области техники может на основании приведенного выше описания внести в него различные модификации и изменения.
Настоящее изобретение охватывает, таким образом, все модификации и варианты, которые попадают в объем защиты, который определяется прилагаемой формулой изобретения.
Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления металлических емкостей. Устройство содержит интерфейсный модуль, по меньшей мере, один рабочий модуль и, необязательно, инверсионный модуль, которые расположены с образованием замкнутой траектории. Причем интерфейсный модуль включает в себя станцию подачи или барабан, разгрузочный барабан и, по меньшей мере, один избирательный распределительный элемент для повторной подачи контейнеров к рабочим модулями или к разгрузочному барабану, в зависимости от количества заданных операций. Повышается производительность. 15 з.п. ф-лы, 5 ил.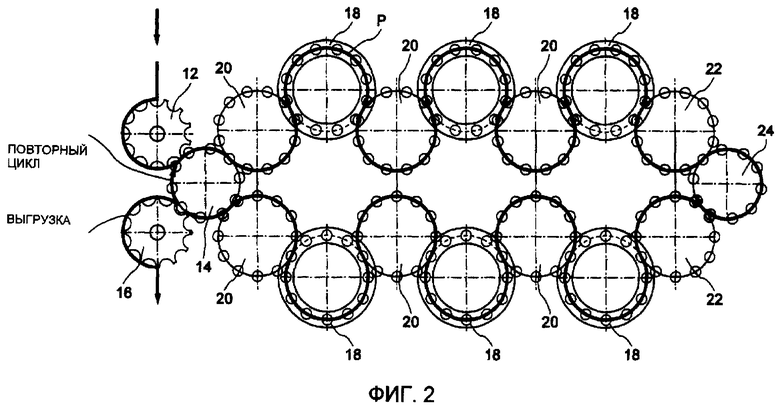
1. Устройство для непрерывного выполнения локализованных и/или расширенных деформаций на металлических емкостях, образованных экструдированными или вытянутыми и бесшовными трубчатыми телами, содержащее:
A) интерфейсный модуль (1);
B) по меньшей мере, один рабочий модуль (2, 2', 2'') и,
C) необязательно, инверсионный модуль (3), при этом модули расположены с образованием замкнутой траектории, причем интерфейсный модуль (1) включает в себя станцию подачи или барабан (12) подачи емкостей, разгрузочный барабан (16) и, по меньшей мере, один избирательный распределительный элемент для повторной подачи емкостей к рабочим модулями (2, 2', 2'') или к разгрузочному барабану (16), в зависимости от количества заданных рабочих операций.
2. Устройство по п.1, в котором каждый рабочий модуль (2, 2', 2'') включает в себя, по меньшей мере, оперативную башню (18) для перемещения емкостей и передаточный барабан (20), причем башня (18) включает в себя множество деформирующих инструментов или штампов, расположенных на первом поворотном столе и множество захватывающих устройств для емкостей, расположенных на втором поворотном столе, при этом емкости и/или штампы выполнены с возможностью совершения возвратно-поступательного перемещения, а первый и второй столы имеют общую ось вращения и выполнены с возможностью совершения синхронного соосного поворотного перемещения.
3. Устройство по п.2, в котором каждый рабочий модуль (2, 2', 2'') включает в себя две рабочих станции (30), между которыми расположен, по меньшей мере, один передаточный барабан (20).
4. Устройство по п.2, в котором передаточные барабаны (20) выполнены с возможностью взаимодействия с избирательным распределительным элементом для емкостей и/или башен (18) для перемещения емкостей от интерфейсного модуля (1) к отдельным рабочим модулям (2, 2', 2'') и от них к инверсионному модулю (3).
5. Устройство по п.1, в котором общее число (Р) емкостей, включенных в одну траекторию, и число деформирующих инструментов или захватывающих устройств (Н) выбрано таким образом, чтобы они не имели общего делителя.
6. Устройство по п.1, в котором инверсионный модуль (3) включает в себя заменяющий барабан (24) и два дополнительных боковых передаточных барабана (22), выполненных с возможностью синхронного вращения, функционально соединенных с заменяющим барабаном (24), причем каждый барабан (24, 22) снабжен средствами уплотнения, при этом передаточные барабаны (22) функционально соединены с башнями (18) для перемещения емкостей.
7. Устройство по п.1, в котором заменяющий барабан (24) инверсионного модуля (3) установлен внутри любого из рабочих модулей (2, 2', 2'') и функционально соединен с передаточными барабанами (20) каждой рабочей станции (30).
8. Устройство по п.1, в котором избирательный распределительный элемент представляет собой механическое устройство.
9. Устройство по п.1, в котором избирательный распределительный элемент представляет собой пневматическое устройство.
10. Устройство по п.1, в котором избирательный распределительный элемент представляет собой магнитное устройство.
11. Устройство по п.2, в котором каждая оперативная башня (18) снабжена одинаковыми деформирующими инструментами.
12. Устройство по п.2, в котором каждая оперативная башня (18) снабжена деформирующими инструментами, отличающимися друг от друга.
13. Устройство по п.1, в котором барабаны интерфейсного модуля (1), барабаны башен (18), передаточные барабаны (20, 22), барабаны инверсионного модуля (3) расположены с их осями вращения, параллельно друг другу, и все они выполнены с возможностью совершения синхронного поворотного перемещения.
14. Устройство по п.2, в котором число различных деформирующих инструментов, установленных на каждой башне (18), равно числу циклов/повторных циклов, совершаемых емкостями, и составляет от 1 до Н, где Н - число деформирующих инструментов на каждой башне (18).
15. Устройство по п.1, в котором максимальное количество заданных рабочих операций, которые могут быть выполнены на емкости, равно NxH, где N - количество башен (18), а Н - количество гнезд на каждой башне (18) и максимальное количество циклов/повторных циклов, которые могут быть выполнены.
16. Устройство по п.1, в котором среди рабочих модулей (2, 2', 2'') предусмотрено множество станций подачи и станций разгрузки для выполнения других операций на модулях, не находящихся на замкнутой траектории.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Переносное устройство для зиговки труб | 1989 |
|
SU1687330A1 |
| Способ изготовления корпусов банок многогранной формы и устройство для его осуществления | 1988 |
|
SU1625323A3 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |

