Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для изготовления кромки или венчика сложной формы на экструдированной, полученной способом глубокой вытяжки и способом глубокой вытяжки/волочения металлической заготовке.
Более конкретно, настоящее изобретение относится к способу и устройству для изготовления на верхнем конце металлической емкости или корпуса кромки или венчика, который подходит для последующей установки укупорочной крышки.
Уровень техники
Металлическими емкостями, являющимися объектом способа по настоящему изобретению, являются емкости, выполненные особенно, но не исключительно, из алюминия, его сплавов, стали и других подходящих материалов, из которых изготавливают бутылки для пищевой промышленности и технического применения.
Исходной формой таких металлических емкостей является, по существу, цилиндрическая форма, которой в дальнейшем придают другую форму с использованием известных процессов и технологий; даже процесс сведения на конус верхнего конца этих металлических корпусов или емкостей выполняют известными способами и поэтому описание этого процесса опускается.
Вышеуказанные металлические емкости деформируют в области, находящейся рядом с верхним концом для образования кромки или венчика, описанного в настоящем описании, предпочтительно на последних этапах процесса обработки, то есть после прохождения многочисленных этапов обработки для придания формы внешней поверхности и/или этапов выдавливания, то есть тех технологических этапов, на которых на заданном участке боковой поверхности создаются метки, канавки и другие узоры разной формы, образованные пустотелыми и/или выдавленными секторами.
Эти металлические емкости или корпуса, возможно окрашенные или с рисунком, нанесенным литографским способом, подаются на формующую машину, которая в предпочтительном, но не ограничивающем варианте, содержит по меньшей мере один поворотный стол, совершающий прерывистые перемещения и имеющий множество постов, оснащенных клещами или подобными инструментами для временного крепления корпусов и по меньшей мере одной противоположной пластины, совершающей прерывистое сдвигающее перемещение, и на которой расположено несколько инструментов и/или оправок, предназначенных для обработки в заранее определенной последовательности экструдированных, полученных методом глубокой вытяжки и волочения корпусов для выполнения последовательных этапов начального деформирования и последующего сведения на конус верхних концов корпусов.
Для выполнения обеих операций сведения на конус и выдавливания машина для обработки металлических емкостей использует средство захвата и стабилизации известного типа, описание которых опускается.
Недавно рынок проявил большой интерес к металлическим емкостям, снабженным структурами, подобными тем, которые обычно применялись на емкостях, изготовленных из других материалов, таких как пластик и стекло, поскольку стало важно снабжать такие новые емкости, в основном предназначенные для рынка напитков, крышками, подобными тем, которые используются в пластиковых (ПЭТ) или стеклянных емкостях.
Стеклянные емкости, например, несмотря на их эстетические достоинства, которые определенно превосходят эстетику металлических емкостей или корпусов, обладают недостатками, заключающимися в слишком большом весе, хрупкости и высокой себестоимости производства, и, наоборот, металлическая емкость, в дополнение к требуемому уровню гигиены, может также быть легче стеклянной, не бьется, легко утилизируется и перерабатывается. Тем не менее, имея дело с емкостями или бутылками из металла, важно, чтобы обработка верхнего конца такой бутылки приводила к созданию кромки, имеющей такую форму, которая не создает острых кромок, которые могут привести к травмам или потенциальным опасностям для пользователя, который подносит емкость ко рту, чтобы пить прямо из нее.
Для металлических емкостей существует много типов крышек, такие как корончатые крышки, крышки с ушком для открывания, навинчивающиеся колпачки, и для использования таких крышек металлическая емкость должна подвергаться различным и конкретным типам обработки. Применение корончатой крышки и крышки с ушком требует, чтобы верхний конец металлической емкости имел кромку или венчик, получаемый отгибанием или выгибанием наружу внутренней стенки или поверхности отверстия.
Однако форма кромки или венчика металлической емкости, на который надевается корончатая крышка, отличается от формы, которая нужна для применения крышки с ушком; изготовление двух разных кромок влечет за собой использование различных операций обработки емкости и применение на формующей машине сменных инструментов и оправок, предназначенных для обработки верхней кромки самих емкостей. Это требует увеличения времени на наладку машины и влечет более или менее увеличенное время простоя машины.
В патенте США 2337182 А1 описано устройство для изготовления веничка на одном конце металлической заготовки или формуемого в емкость корпуса, причем венчик выполнен с возможностью размещения двух разных типов крышек. Венчику придают форму посредством деформации в осевом направлении с использованием кромкозагибочных штампов, которые вводят с другого открытого конца заготовки, и впоследствии верхнюю часть емкости соединяют с другим открытым концом, тем самым образуя емкость, обычно называемую «жестяной» емкостью.
В ЕР 1167222 А2 описаны этапы финишной обработки и покрытия после загибания кромок в способе изготовления металлических емкостей типа, описанного в патенте США.
Раскрытие изобретения
Целью настоящего изобретения является решение вышеизложенной проблемы. Более конкретно, целью настоящего изобретения является создание способа и устройства для получения кромки или венчика сложной формы на экструдированных, полученных глубокой вытяжкой или волочением металлических заготовках, в основном, но не обязательно, на емкостях, выполненных из алюминия или его сплавов, относящихся к типу бутылок для напитков или пищевых продуктов, или бутылок для технического использования, выполненных с возможностью применения и корончатых крышек, и крышек с ушком для открывания.
Другой целью настоящего изобретения является создания способа и устройства, как указано выше, которые могут использоваться на любой формующей машине, на которой изготавливают емкости для напитков и аэрозолей, и на которых также выполняют операции выдавливания для создания на определенных участках меток, канавок и других узоров разной формы, образованных пустотелыми и/или выдавленными секторами.
Еще одной целью настоящего изобретения, не последней по важности, является создание системы, не требующей замены инструмента на машине и гарантирующей высокую степень гибкости.
Другой целью настоящего изобретения является создание способа, обеспечивающего высокое качество обработанного изделия и простого и недорогого в эксплуатации.
Эти и другие цели достигаются с помощью способа и устройства по пунктам 1 и 11 формулы изобретения. Другие отличительные признаки являются предметом зависимых пунктов.
Краткое описание чертежей
Далее следует более подробное описание способа и устройства по настоящему изобретению со ссылками на прилагаемые чертежи, на которых:
Фиг.1 представляет собой схематичный вид в сечении по вертикальной оси емкости для напитков, верхней части которой придана форма с использованием способа и устройства по настоящему изобретению.
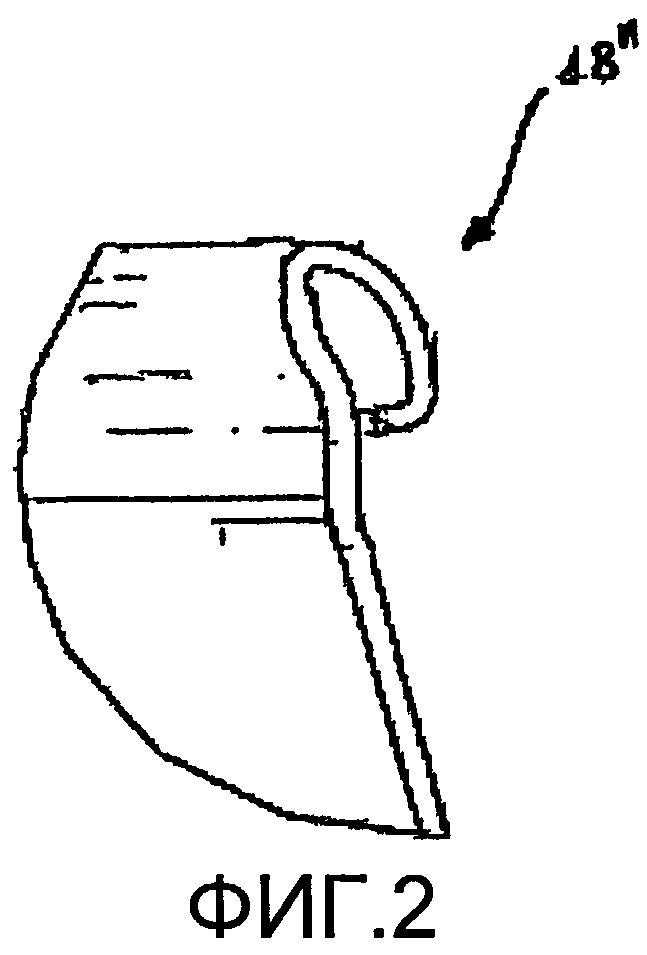
Фиг.2 представляет собой схематичный вид в сечении металлической кромки или венчика, выполненного на вершине металлической емкости способом и устройством по настоящему изобретению.
Фиг.3 представляет собой схематичный вид заготовки металлической емкости, готовой к обработке способом по настоящему изобретению с использованием специального устройства.
Фиг.4, 5 и 6 представляют собой схематичные виды сбоку постепенного изменения формы кромки или венчика металлической емкости на следующих один за другим этапах способа по настоящему изобретению.
Фиг.7 представляет собой схематичный вид в сечении кромки или венчика, изготовленного с использованием способа и устройства по настоящему изобретению, на который установлена крышка с ушком для вытягивания.
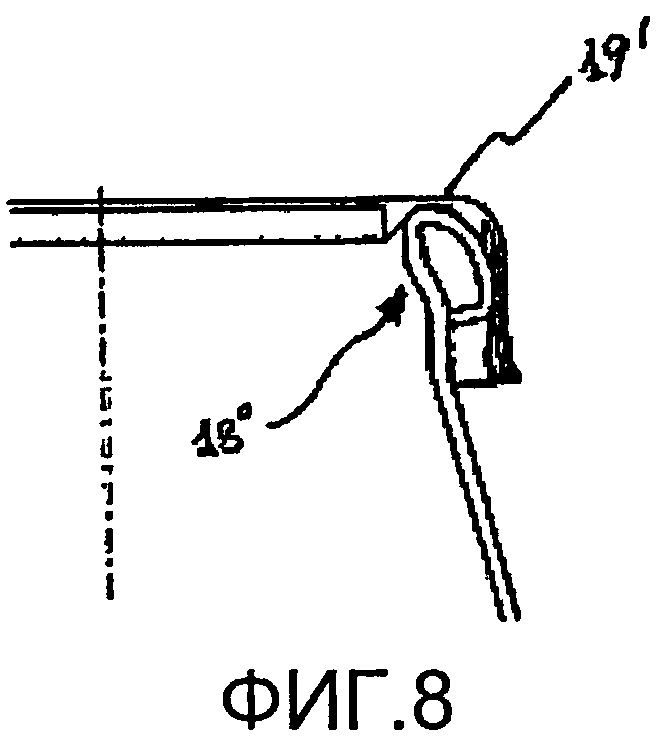
Фиг.8 представляет собой схематичный вид в сечении кромки или венчика, изготовленного с использованием способа и устройства по настоящему изобретению, на который установлена корончатая крышка.
Фиг.9 представляет собой схематичный вид сверху одного из устройств или деформирующих оправок устройства по настоящему изобретению.
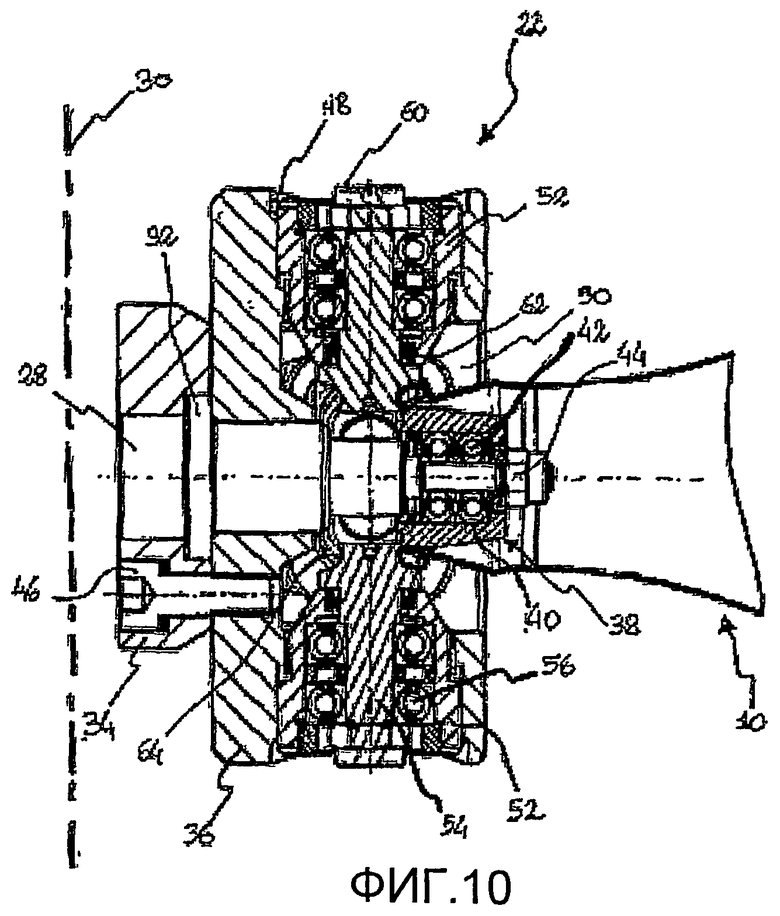
Фиг.10 представляет собой схематичное продольное сечение устройства или деформирующей оправки по фиг.9.
Фиг.11 представляет собой схематичный вид сверху другого устройства или деформирующей оправки по настоящему изобретению.
Фиг.12 представляет собой схематичное продольное сечение устройства по фиг.11.
Фиг.13 представляет собой сечение в другой продольной плоскости устройства или оправки по фиг.11.
Фиг.14 представляет собой вид в перспективе факультативного устройства или оправки для обработки металлической емкости.
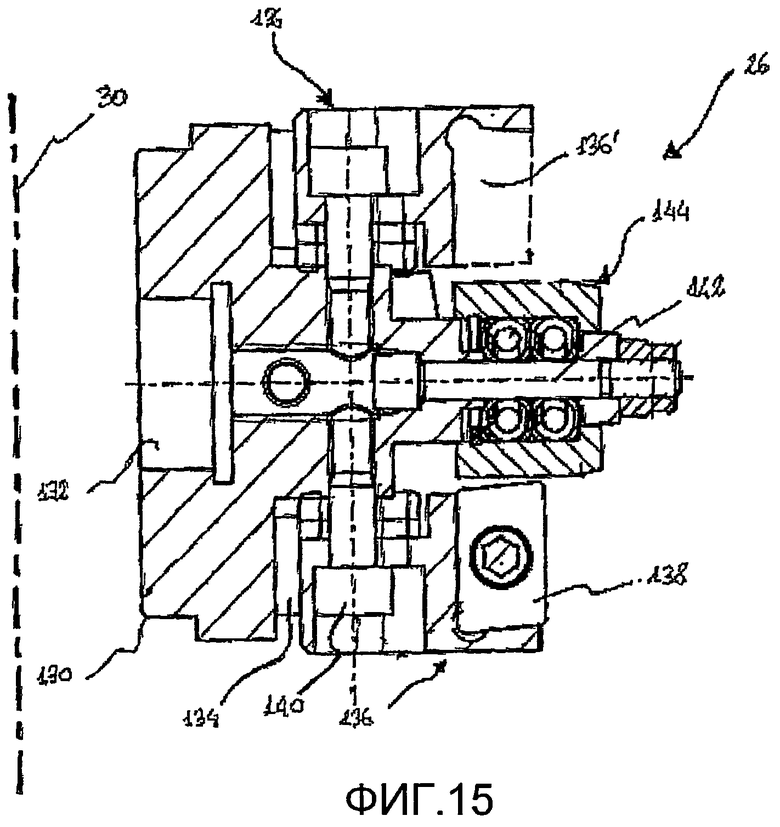
Фиг.15 представляет собой схематичное продольное сечение устройства или оправки по фиг.14.
Фиг.16 представляет собой схематичное продольное сечение по другой диаметральной плоскости устройства или оправки по фиг.14.
Описание предпочтительного варианта осуществления изобретения
Согласно способу по настоящему изобретению металлические емкости, верхней части которых следует придать сложную форму кромки или венчика для крепления корончатой крышки или крышки с ушком, подают известным способом, например на загрузочном барабане формующей машины.
Процесс формирования кромки или венчика по настоящему изобретению включает множество выполняемых один за другим этапов обработки, как описано ниже.
На фиг.1 схематично показана металлическая емкость, обозначенная позицией 10, боковая поверхность которой уже подверглась деформации для придания ей формы бутылки для напитков, и верхний конец которой уже подвергся обработке по настоящему изобретению для получения кромки или венчика 18", схематично показанного в увеличенном масштабе на фиг.2.
На фиг.3 схематично показана часть горлышка металлической емкости 10 в состоянии, предшествующем деформации для получения кромки или венчика 18", предназначенного для размещения закрывающей крышки, независимо от того, является ли такая крышка корончатой, или крышкой с ушком.
Как показано на вышеупомянутом чертеже, часть верхнего конца металлической емкости 10, еще не подвергшаяся деформации и обозначенная позицией 12, имеет, по существу, цилиндрическую форму, которая образует боковую поверхность 16, которая проходит параллельно продольной оси самой емкости.
Часть верхнего конца 12 металлической емкости 10 имеет толщину от 0,1 до 1,0 мм, предпочтительно от 0,3 до 0,5 мм для обеспечения оптимального выполнения этапов обработки по настоящему изобретению.
На фиг.4, 5 и 6 схематично показана последовательность этапов обработки по деформированию участка 12 верхнего конца металлической емкости 10 способом по настоящему изобретению. Эта металлическая емкость 10, как показано на фиг.3, обрабатывается последовательно, следующими друг за другом этапами, множеством инструментом или оправок, образующих устройство по настоящему изобретению, описание которого будет приведено ниже. При этом инструменты расположены в соответствии с предпочтительным вариантом, на подвижной плите формующей машины. Эти инструменты постепенно поднимаются или, по меньшей мере, частично подходят к металлическим емкостям вдоль, по меньшей мере, части боковой поверхности, начиная от концевого участка 12. Сочетание осевого перемещения, определенного чередующимся прямолинейным смещением подвижной плиты, и вращения оправок приводит к деформированию верхнего концевого участка 12 металлической емкости 10 до требуемой формы.
Способ по настоящему изобретению в его предпочтительном варианте содержит начальный этап, во время которого верхний концевой участок 12, изначально цилиндрический, как показано на фиг.3, отгибают назад или поворачивают наружу под углом по меньшей мере 270° так, чтобы получить кромку или венчик 18 по существу круглого сечения.
После формирования верхнего конца металлической емкости 10 так, чтобы верхний концевой участок 12 был отогнут наружу для формирования венчика 18, как показано на фиг.4, следует один или более промежуточных этапов деформирования, как показано на фиг.5.
На этом чертеже воздействие инструментов или оправок, образующих устройство, которое будет описано ниже, на венчик 18 металлической емкости 10, показанный на фиг.4, приводит к сжатию этого венчика в радиальном направлении в направлении к оси металлической емкости 10 и одновременно вытягиванию его вниз, к нижней части металлической емкости. Полученный таким образом венчик, обозначенный позицией 18' на фиг.5, имеет, по существу, эллиптическое сечение.
Согласно настоящему изобретению способ также включает этап заключительной обработки венчика 18' по фиг.5, который после этого этапа заключительной обработки принимает, по существу, овальную форму в сечении, как показано позицией 18" на фиг.6. Размеры этой кромки или венчика 18" определяет внешний диаметр Х и внутренний диаметр Х', которые соответственно рассчитываются по точке максимального вытягивания венчика и по внутренней поверхности отверстия, на котором получен этот венчик.
Внешний диаметр Х составляет от 25 до 28 мм и предпочтительно от 26 до 27 мм, тогда как внутренний диаметр Х' составляет от 19 до 22 мм и предпочтительно от 20 до 21 мм. Кромка или венчик 18" также определяет высоту Н, составляющую от 2,5 до 5 мм и предпочтительно от 3 до 4 мм; при этом высота Н рассчитывается по расстоянию между плоскостью, которая образует отверстие металлической емкости, и теоретической плоскостью под нижней частью венчика, отогнутой к боковой поверхности металлической емкости.
Кромка или венчик 18" также содержит концевой участок 20, загнутый к отверстию металлической емкости, с прямолинейным и участком, наклоненным к плоскости отверстия металлической емкости 10 на угол (α) от 5° до 15° и предпочтительно от 8° до 12°.
Инструменты или оправки, которые будут описаны ниже и которые используются для вышеописанного этапа окончательной обработки, также одновременно выполняют окончательную обработку внешней поверхности кромки 18" для получения кромки, не содержащей дефектов, которые могут нанести травму пользователю, приближающему металлическую емкость 10 ко рту для питья. Финишная обработка определяет шероховатость внешней поверхности кромки или венчика 18", которая, по существу, равна по меньшей мере 0,2 мкм.
Операциям обработки, подробно описанным выше, предшествует этап удаления материала с верхнего концевого участка 12 металлической емкости 10. Этот этап обработки определяется удалением материала с торцовой поверхности 14 для придания отверстию емкости 10 правильной формы и гладкой поверхности, а также удалением материала с боковой поверхности 16. Это удаление материала с боковой поверхности 16 направлено на получение толщины верхнего концевого участка 12 емкости 10 в диапазоне от 0,1 до 1,0 мм, предпочтительно 0,3 до 0,5 мм, что полезно для последующих операций деформирования.
Количество технологических этапов в способе по настоящему изобретению зависит от сложности формы изготавливаемой кромки или венчика 18" и характеристик материала, из которого выполнена металлическая емкость.
Устройство для осуществления способа, этапы которого подробно описаны выше, содержит одну или более оправку, обозначенную позицией 22 на фиг.9 и 10, позицией 24 на фиг.11, 12 и 13 и позицией 26 на фиг.14, 15 и 16.
Оправка 22 или оправка для изготовления кромок по фиг.9 и 10 образована вращающимся валом, имеющим, по существу, цилиндрический участок разных диаметров, и задний конец которого в предпочтительном варианте обращен к подвижной плите 30, которая на фиг.10 схематично обозначена штрихпунктирной линией. Этот задний конец вращающегося вала 28 оснащен известным средством, не показанным на чертеже, обеспечивающим возможность быстрого соединения и разъединения (в случае замены инструмента) этого вращающегося вала с приводным устройством или с компонентами трансмиссии, также не показанными, которые расположены на подвижной плите 30 формующей машины и которые приводят во вращение сам вращающийся вал.
Вращающийся вал 28 оснащен расположенным рядом с задним концом кольцевым элементом 32, который образует упорную поверхность вращающегося вала, взаимодействующую с основанием или плитой 34 и с корпусом 36, которые будут описаны ниже.
На части переднего конца вращающегося вала 28, обращенного к поворотному столу (не показан), на котором закреплена металлическая емкость 10, на шпонке закреплено центрирующее устройство 38, которое содержит элемент 40 в виде «чаши» с, по существу, коническим сечением, взаимодействующий с одним или более подшипником 42 обычного типа, расположенным внутри и установленным на самом переднем участке вращающегося вала 28. Это центрирующее устройство 38 также ограничено на переднем конце вращающегося вала 28 известным средством, например гайкой 44 или штифтом. Подшипники 42, установленные на вращающемся валу 28, обеспечивают свободное вращение как элементу 40, так и самому валу 28, как более подробно будет описано ниже.
На вращающемся валу 28 на шпонке также установлен корпус 36, нижняя часть которого контактирует с передней частью кольцевой детали 32 и с передней частью основания или плиты 34. Сам корпус 36 и основание или плита 34 жестко соединены друг с другом винтами 46 или эквивалентными средствами.
Корпус 36, обычно выполненный из металла, предпочтительно имеет цилиндрическую форму «ведра» и выполнен на боковой поверхности по меньшей мере с двумя отверстиями 48, по существу, круглого сечения, расположенными диаметрально противоположно друг от друга и находящимися на одинаковом расстоянии друг от друга. В передней стороне корпуса 36, повернутой к поворотному столу, выполнено еще одно отверстие 50 предпочтительно круглого сечения, предназначенное для размещения обрабатываемой металлической емкости 10.
В каждом отверстии 48 корпуса 36 и коаксиально с этим отверстием установлена опора 52, которая образует гнездо для стержня 54, взаимодействующего с одним или более подшипником 56, расположенным внутри опоры 52 и надетым на стержень 54. Эта опора 52 закреплена в отверстии 48, например, резьбовым соединением или соединением другого типа, позволяющим в то же время регулировать ее осевое положение.
Стержень 54 на заднем конце прикреплен к подшипникам 56 винтами 60 или эквивалентными средствами и, на переднем конце опоры 52, обращенном к корпусу 36, снабжен одной или более шайбой 62, расположенной соосно со стрежнем. Передний конец стержня 54, обращенный к центру корпуса 36, образует участок 64 боковой поверхности, форма которого зависит от кромки или венчика, выполняемого на металлической емкости 10, как будет описано ниже.
Ниже следует описание работы оправки для изготовления кромок, элементы которой полностью описаны выше.
Металлическая емкость 10, установленная известным способом на поворотном столе, при подходе к рабочей станции, которой является оправка 22 для изготовления кромок, имеет форму, схематично показанную на фиг.3, т.е. верхний концевой участок 12 еще не подвергся деформации и имеет, по существу, цилиндрический участок, проходящий параллельно продольной оси металлической емкости.
Вращающийся вал 28 оправки 22 для изготовления кромок постоянно вращается вокруг своей оси и приводит во вращение соединенные с ним элементы, то есть основание или плиту 34 и корпус 36. Стержни 54, однако, вращаются вхолостую вместе с валом 28 и их оси проходят перпендикулярно центральной оси вала 28. Кроме того, центрирующее устройство 38 может свободно вращаться вокруг оси оправки 22 для изготовления кромок.
Движение осевой подачи подвижной плиты 30, к которой прикреплена оправка 22 для изготовления кромок, приводит к надеванию оправки на металлическую емкость 10 и, одновременно, к введению центрирующего устройства 38 в металлическую емкость, частично взаимодействия с ее внутренней поверхностью. Вставленное таким образом центрирующее устройство 38 позволяет установить металлическую емкость 10 коаксиально с оправкой 22 для изготовления кромок и, одновременно, поддерживает металлическую емкость 10 за ее внутреннюю часть во время обработки, проводимой оправкой 22. Центрирующее устройство 38, как уже было сказано выше, вращается свободно относительно вращающегося вала 28, на котором оно закреплено шпонкой, и после введения внутрь металлической емкости 10 предотвращает передачу вращающего момента на металлическую емкость, которая закреплена на поворотном столе.
Одновременно с введением центрирующего устройства 38 в металлическую емкость 10, движение подачи подвижной плиты 30 и, следовательно, оправки 22 для изготовления кромок вызывает вхождение верхнего концевого участка 12 металлической емкости 10 в контакт с участком 64 боковой поверхности стержня 54. Форма этого участка 64 боковой поверхности стержня 64, наряду с подачей и вращением оправки 22 для изготовления кромок, вызывает отгибание наружу внутренней стенки или поверхности отверстия металлической емкости 10 так, чтобы сначала сформировать кромку или венчик 18, а затем, или одновременно, кромку или венчик 18', как показано на фиг.4 и 5.
Следует понимать, что оправка 22 для изготовления кромок, которая образует кромку или венчик 18, характерный для начального этапа, как описано выше, аналогична оправке, которая образует кромку или венчик 18' на одном или более промежуточном этапе, и единственная разница между оправками заключается в разной форме участка 64 боковой поверхности стержня 54, которая зависит от разных форм кромок или венчиков 18 и 18'.
Когда участок 64 боковой поверхности стержня 54 вступает в контакт с верхним концевым участком 12 металлической емкости 10 и этот верхний концевой участок 12 загибается для образования кромки или венчика, вследствие трения, возникающего в результате контакта между этим участком 64 боковой поверхности стержня 54 и металлической емкостью 10, сам стержень 54 начинает вращаться вокруг оси, перпендикулярной оси вращающегося вала 28 оправки 22 для изготовления кромок. Это вращение положительно влияет на процесс прокатки, предотвращая повреждение внешней поверхности кромки или венчика металлической емкости 10.
Как показано на фиг.11, 12 и 13, устройство по настоящему изобретению содержит одну или более вальцовочную оправку 24, которая описана ниже.
Вальцовочная оправка 24 содержит, по существу, цилиндрический корпус, содержащий первую гильзу 66 и первый трубчатый корпус 68, установленный коаксиально первой гильзе 66 и прикрепленный к первой гильзе 66, например, резьбовой гайкой 70.
Внутри первого трубчатого корпуса 68 расположена фланцевая гильза 76, проходящая в осевом направлении, при этом фланец выполнен на ее переднем конце, обращенном к поворотному столу, на котором закреплена металлическая емкость. Эта фланцевая гильза 76 при вращении поддерживается известным способом, например одним или более подшипником 77.
К переднему концу фланцевой гильзы 76 винтами 78 или эквивалентными средствами прикреплен цилиндрический корпус 80. Этот цилиндрический корпус 80 имеет форму «чаши», внутренняя сторона которой имеет две примыкающие друг к другу поверхности 82 и 84 разного диаметра. В частности, поверхность 82, обращенная к внешней части цилиндрического корпуса 80 и в направлении поворотного стола, имеет больший диаметр, чем поверхность 84, расположенная сзади в промежуточной части цилиндрического корпуса. Поверхность 82 соединена с поверхностью 84 наклонным поднимающимся участком 86. Внутренняя сторона цилиндрического корпуса 80, таким образом, представляет собой кулачок, функция которого будет описана ниже.
Внутри фланцевой гильзы 76 расположена цилиндрическая опора 88, прикрепленная к фланцу винтами 90 или эквивалентными средствами. Внутри цилиндрической опоры 88 расположена третья гильза 92, имеющая разные диаметры.
Эта третья гильза 92 рядом со своим задним концом образует гнездо, в котором установлен упругий элемент, например спиральная пружина 94. На переднем конце третьей гильзы 92, обращенном к поворотному столу и расположенном внутри цилиндрического корпуса, имеется цилиндрический выступ 92', проходящий от передней части гильзы на заданное расстояние в сторону поворотного стола.
Этот выступ 92' третьей гильзы 92 принимает фланцевую опору 96, от нижней части которой, обращенной к третьей гильзе 92, проходит выступ 96'.
В задний конец этого трубчатого выступа 96' фланцевой опоры 96 вставлен вал 98, прикрепленный к трубчатому выступу резьбовым соединением или соединением другого известного типа. Внутри фланцевой опоры 96 на противоположной стороне от вала 98 установлен фасонный стержень 100, закрепленный резьбовым соединением или соединением эквивалентного типа.
Фасонный стержень 100 на переднем участке, обращенном к поворотному столу, имеет участок меньшего диаметра для установки центрирующего устройства 102, функции которого будут описаны ниже. Центрирующее устройство 102, по существу, аналогично описанному выше в отношении оправки 22.
На передней стороне фланцевой опоры 96 шарнирно установлено множество рычагов 112, например на пальце или стержне 110. На свободном конце каждого из рычагов 112 установлен диск или ролик 114, который согласован с поверхностями 82 и 84 с разными диаметрами цилиндрического корпуса 80. Каждый из рычагов 112, как показано на фиг.11, в промежуточной части продольного сечения образует гнездо 116 для размещения колеса или фигурного ролика 118, который на поверхности, параллельной оси вращения вальцовочной оправки 24, выполнен с углублением или канавкой, форма которой зависит от кромки или венчика, выполняемого на металлической емкости 10. Эти колеса или ролики 118 прикреплены к рычагам 112, например, пальцами 120. Эти рычаги 112 удерживаются в разведенном положении и диск или ролик 114 катится по поверхности 82 цилиндрического корпуса 80 под действием центробежной силы, возникающей при вращении вальцовочной оправки 24, и, следовательно, фланцевой опоры 96, к которой прикреплены рычаги 112.
Кроме того, рычаги 112 расположены между фланцевой опорой 96 и удерживающим корпусом 122, выполненным в виде «ведра» ограниченной высоты и имеющим предпочтительно круглое сечение, и у которого нижнее основание ориентировано к рычагам 112, при этом корпус 122 имеет центральное отверстие 124 для размещения металлической емкости 10. Этот удерживающий корпус 122 установлен коаксиально фланцевой опоре 96.
Внутри удерживающего корпуса 122 и соосно с ним расположена подушка 126 предпочтительно цилиндрической формы, внутренняя поверхность которой имеет форму, соответствующую типу металлической емкости, при этом подушка взаимодействует с подшипником 128 обычного типа, который позволяет ей свободно вращаться вместе с удерживающим корпусом 122.
Подушка 126 охватывает внешнюю поверхность металлической емкости для его правильного позиционирования в осевом направлении относительно вальцовочной оправки 24.
Далее следует описание работы вальцовочной оправки 24, описанной выше.
Металлическая емкость 10 после множества операций, выполненных оправкой 22 для изготовления кромок, описанной выше, вступает во взаимодействие с вальцовочной оправкой 24 для проведения этапа заключительной обработки, в результате которого образуется кромка или венчик 18", показанный на фиг.2 и расположенный на отверстии металлической емкости.
Вал 98 вальцовочной оправки 24 постоянно вращается и вместе с ним вращаются другие связанные с ним элементы, такие как фланцевая опора 96, фасонный стержень 100 с центрирующим устройством 102, рычаги 112 и удерживающий корпус 122 с подушкой 126. Кроме того, когда вальцовочная оправка 24 не надета на металлическую емкость 10, диски или ролики 114 отведены к поверхности 82 цилиндрического корпуса 80.
Когда, на этапе заключительной обработки по вышеописанному способу, вальцовочная оправка 24 надевается на металлическую емкость 10, движение подачи подвижной плиты 30 вызывает обхват металлической емкости подушкой 126 и, одновременно, центрирующее устройство 102 входит в отверстие этой металлической емкости и касается его внутренней поверхности. Подушка 126 и центрирующее устройство 102, расположенные таким образом относительно металлической емкости 10, не вращаются с вальцовочной оправкой и не передают вращающий момент на металлическую емкость.
Благодаря движению подачи подвижной плиты 30, к которой прикреплена вальцовочная оправка 24, и, следовательно, благодаря давлению, оказываемому на металлическую емкость 10, фланцевая опора 96 отходит, тем самым сжимая спиральную пружину 84 в цилиндрическом корпусе 80. Поэтому рычаги, шарнирно установленные на фланцевой опоре 96, поворачиваются к центру цилиндрического корпуса 80 и заставляют колеса или фигурные ролики 118 сжиматься на кромке или венчике металлической емкости 10. Эти колеса или фигурные ролики 118, вращающиеся вокруг своей оси, также приводятся во вращение вместе с вращением вальцовочной оправки 24, что позволяет придать окончательную форму кромке или венчику металлической емкости и отделать ее поверхность, как показано позицией 18" на фиг. 2.
Когда вальцовочная оправка закончит свою операцию, подвижная плита 30 отводится, оправка 24 выходит из зацепления с металлической емкостью 10 и спиральная пружина 94, ранее сжатая, возвращается в исходное положение, тем самым подводя диски или ролики 114 к поверхности 82, что вызывает выход колес или фигурных роликов 118 из контакта с кромкой или венчиком 18" металлической емкости.
К устройствам, которые используются для изготовления кромки или венчика на экструдированных металлических шероховатых и вытянутых элементах, также относится одна или более оправка 26, схематично показанная на фиг.14, 15 и 16. подробное описание которой приведено ниже. Эти оправки работают на дополнительном этапе уменьшения толщины верхнего концевого участка 12 металлической емкости 10, описанной выше.
Оправка 26 содержит хвостовик 130 разных диаметров, предпочтительно цилиндрической формы, на нижней части которого, ориентированной к подвижной плите 30, выполнено отверстие 132 для размещения вращающегося вала или держателя оправки (не показаны), прикрепленного к подвижной плите 30 и выполненного с возможностью приведения оправки 26 во вращение для выполнения ее функции, которая описана ниже.
На боковой поверхности хвостовика 130 в радиальном и разнесенном на одинаковое расстояние положении расположены две или более пары противоположных карманов 134, которые образуют посадочные гнезда для множества резцедержателей, которые в центральной верхней области боковой поверхности образуют гнездо 136'. Это гнездо, начиная от центральной области боковой поверхности резцедержателя 136, проходит в направлении основания резцедержателя с той стороны, которая обращена к поворотному столу, на котором закреплена металлическая емкость. Гнездо 136' резцедержателя 136 образует посадочное место для размещения режущей пластины 138 обычного типа, имеющей четырехугольную или другую известную форму и крепящуюся к резцедержателю механическим соединением, например штифтом, винтом замковым соединением или другим известным крепежным средством.
Резцедержатели 136 расположены и удерживаются в парах противоположных карманов 134, например, винтами 140 или другими эквивалентными средствами. Упомянутые резцедержатели 136 можно регулировать как в радиальном, так и в осевом направлении, воздействуя на винты 140, которые выполняют функцию, которая будет описана ниже.
На передней стороне хвостовика 130 в направлении поворотного стола, на котором закреплена металлическая емкость 10, на стержне или на винтах 142 установлено центрирующее устройство 144, аналогичное описанному выше для оправки 22 и для вальцовочной оправки 24.
Оправка 26, прикрепленная к валу или держателю подвижной плиты 30, приводится во вращение вокруг оси и под воздействием того же вала или держателя совершает движение подачи вместе с подвижной плитой 30, вступает во взаимодействие с металлической емкостью 10 центрирующим устройством 144, которое контактирует с внутренней поверхностью верхнего концевого участка 12. Оправка 26 обрабатывает верхний концевой участок 12 металлической емкости на этапе обработки, который является предварительным и/или дополнительным относительно этапов, описанных выше, для получения кромки или венчика 18". Таким образом, оправка 26 одновременно или последовательно удаляет материал с верхней кромки 14 и, возможно, уменьшает толщину боковой поверхности 16 верхнего концевого участка. Такая последовательная или одновременная обработка верхней кромки 14 и боковой поверхности 16 достигается путем регулирования резцедержателей 136, вставленных в пары противоположных карманов 134, перемещая их в различные радиальные и осевые положения, как показано на фиг.15 и 16. Во время вышеописанной обработки центрирующее устройство 144, которое не вытягивается во время вращения оправки 26, гарантирует соосность металлической емкости 10 относительно дополнительной оправки 26 и не передает вращающий момент на металлическую емкость.
Количество оправок, образующих устройство по настоящему изобретению, меняется в зависимости от сложности кромки или венчика, который необходимо изготовить, и, следовательно, от количества этапов обработки, определенных вышеописанным способом.
Из вышеприведенного описания понятны преимущества, обеспечиваемые настоящим изобретением.
Способ и устройство для изготовления кромки или венчика 18", имеющего сложную форму, на экструдированной, полученной глубокой вытяжкой и волочением металлической заготовке по настоящему изобретению, примененные к металлическим емкостям, выполненным из алюминия, или его сплавов в виде бутылок для напитков или пищевых продуктов или для технического применения позволяют получить кромку или венчик, на который можно устанавливать с равным успехом корончатую крышку или крышку с ушком, как соответственно показано на фиг.7 и 8 позициями 19 и 19', а также крышки любого другого типа, требующие для использования изготовления кромки или венчика, имеющего сложную форму, образованную множеством кривых.
Другим преимуществом способа и устройства по настоящему изобретению является то, что способ и устройство можно использовать на всех формующих машинах, на которых обычно производят металлические емкости для напитков или аэрозолей и на которых также осуществляют выдавливание.
Хотя настоящее изобретение было описано со ссылками на один вариант, приведенный в качестве примера и не имеющий ограничительного характера, специалистам в данной области очевидны различные возможные модификации и изменения. Таким образом, настоящее изобретение охватывает все модификации и изменения, входящие в объект и объем приложенной формулы.











Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кромки или венчика на металлической заготовке для бутылок. Кромку или венчик выполняют с возможностью размещения закрывающей крышки. Заготовку обрабатывают на формующей машине, которая содержит по меньшей мере одну оправку для изготовления кромок и по меньшей мере одну вальцовочную оправку, которые являются поворотными и выполнены с возможностью установки на верхний концевой участок, средство для взаимодействия друг с другом для получения венчика, средство для позиционирования и удержания металлической емкости во время обработки. На первом этапе последовательно деформируют верхний концевой участок металлической емкости для получения кромки или венчика, по существу, круглого сечения. На втором этапе вытягивают венчик к нижней части металлической емкости. На заключительном этапе придают венчику сложный овальный профиль для обеспечения установки крышек по меньшей мере двух разных типов. Расширяются технологические возможности. 2 н. и 29 з.п. ф-лы, 16 ил.
1. Способ изготовления кромки или венчика (18'') на открытом конце металлической емкости (10) для получения бутылок, закрываемых крышками, по меньшей мере, двух разных типов,
включающий:
первый начальный этап деформации, по существу, цилиндрического верхнего концевого участка (12) металлической емкости (10), отгибая его наружу для получения венчика (18), по существу, круглого поперечного сечения;
по меньшей мере, один второй промежуточный этап деформации венчика (18'), сжимая его в радиальном направлении и вытягивая его к нижней части металлической емкости;
третий заключительный этап деформации для придания венчику (18'') сложного овального профиля для обеспечения установки крышек, по меньшей мере, двух разных типов.
2. Способ по п.1, в котором третий заключительный этап деформации включает финишную обработку поверхности венчика (18").
3. Способ по п.1, который дополнительно включает предварительное уменьшение толщины боковой поверхности (16) верхнего концевого участка (12) металлической емкости (10).
4. Способ по п.1, в котором на первом начальном этапе верхний концевой участок (12) отгибают или поворачивают наружу на угол, равный, по меньшей мере, 270°.
5. Способ по п.1, в котором выполняют один или более промежуточных этапов, на которых посредством сжатия венчика (18) в радиальном направлении и одновременного вытягивания к нижней части металлической емкости получают венчик (18') эллиптической формы.
6. Способ по п.1, в котором овальный венчик (18''), образованный на заключительном этапе обработки, определяет:
внешний диаметр (X), рассчитанный по точке максимального удаления венчика и имеющий величину от 26 до 27 мм, и внутренний диаметр (X'), рассчитанный по внутренней поверхности отверстия, на котором выполнен венчик (18''), и имеющий величину от 20 до 21 мм;
высоту (Y), рассчитанную как расстояние между плоскостью, которая образует отверстие металлической емкости, и теоретической плоскостью, примыкающей снизу к венчику, в нижней части отогнутому к боковой поверхности металлической емкости, и имеющую величину от 3,5 до 4 мм; концевой участок (20) венчика (18''), отогнутый к отверстию металлической емкости (10) с прямолинейным и наклонным участком, наклоненным к плоскости отверстия на угол (α), составляющий от 8 до 12°.
7. Способ по п.6, в котором внешняя поверхность венчика (18'') металлической емкости (10) имеет шероховатость не менее 0,2 мкм.
8. Способ по п.3, в котором толщину боковой поверхности (16) верхнего концевого участка (12) металлической емкости (10) доводят до величины от 0,3 до 0,5 мм.
9. Способ по п.1, в котором металлическая емкость (10) является экструдированной, полученной глубокой вытяжкой или волочением металлической заготовки, подходящей для образования бутылки для напитков и пищевых продуктов или технического использования, и обработку которой можно выполнять на формующей машине.
10. Способ по п.1, в котором, по меньшей мере, две разные крышки представляют собой корончатую крышку и крышку с ушком.
11. Устройство для изготовления кромки или венчика (18'') на открытом конце металлической емкости (10) для получения бутылок, закрываемых крышками, по меньшей мере, двух разных типов, содержащее
по меньшей мере, одну оправку (22) для изготовления кромок и, по меньшей мере, одну вальцовочную оправку (24), которые являются поворотными и выполнены с возможностью установки на верхний концевой участок (12) металлической емкости и последовательного введения в металлическую емкость, при этом устройство содержит:
средство для взаимодействия друг с другом для получения венчика (18''), средство для позиционирования и удержания металлической емкости (10) во время обработки.
12. Устройство по п.11, которое дополнительно содержит, по меньшей мере, одну дополнительную оправку (26), выполненную с возможностью удаления материала с боковой поверхности (16) верхнего концевого участка (12).
13. Устройство по п.11, в котором, по меньшей мере, одна оправка (22) для изготовления кромок содержит вращающийся вал (28) с разными диаметрами, на котором жестко закреплен корпус (36), по существу, имеющий цилиндрическую форму «ведра» и имеющий на боковой поверхности, по меньшей мере, два отверстия (48) круглого сечения, расположенных диаметрально противоположно друг другу на одинаковом расстоянии друг от друга.
14. Устройство по п.11, в котором внутри каждого отверстия (48) корпуса (36) оправки (22) для изготовления кромок и коаксиально с ним расположена опора (52), образующая гнездо для размещения стержня (54), взаимодействующего с одним или более подшипником (56), расположенным внутри опоры и установленным на стержне (54).
15. Устройство по п.11, в котором стержень (54) на переднем конце, направленном к центру корпуса (36) оправки (22) для изготовления кромок, имеет боковой участок (64) поверхности, имеющий форму, зависящую от типа выполняемого венчика на металлической емкости (10), а на заднем конце закреплен в подшипниках (56) винтами (60) или эквивалентным средством.
16. Устройство по п.13, в котором на переднем концевом участке вращающегося вала (28) оправки (22) для изготовления кромок, обращенном к поворотному столу, гайкой (44) или другим известным средством закреплено центрирующее устройство (38), содержащее элемент (40) в виде «чаши», по существу, конического сечения, взаимодействующий с одним или более подшипником (42) обычного типа, расположенным внутри и установленным на том же переднем участке вращающегося вала (28).
17. Устройство по п.11, которое содержит одну или более вальцовочную оправку (24), образованную в задней части, которая обращена к подвижной плите (30), первой гильзой (66), трубчатым корпусом (68) меньшего размера, чем первая гильза (66), коаксиально расположенным в первой гильзе (66) и прикрепленным к ней резьбовой гайкой (70), расположенной в первом трубчатом корпусе (68).
18. Устройство по п.17, в котором вальцовочная оправка (24) содержит фланцевую гильзу (76) с фланцем, образованным на ее переднем конце и ориентированным к поворотному столу, на котором закреплена металлическая емкость (10), расположенная внутри первой гильзы (66) и коаксиально ей и поддерживаемая при вращении в одном или более подшипнике (77).
19. Устройство по п.17, в котором на передней стороне фланцевой втулки (76) вальцовочной оправки (24) винтами (78) или эквивалентными средствами закреплен цилиндрический корпус (80), имеющий форму «чаши», который образует на внутренней стороне две примыкающие поверхности (82, 84) разных диаметров.
20. Устройство по п.17, в котором поверхность (82) цилиндрического корпуса (80) вальцовочной оправки (24), обращенная к внешней части цилиндрического корпуса и в направлении поворотного стола, имеет больший диаметр, чем диаметр поверхности (84), расположенной сзади в промежуточной части цилиндрического корпуса (80), и соединена с поверхностью (84) наклонным поднимающимся участком (86).
21. Устройство по п.17, в котором вальцовочная оправка (24) содержит цилиндрическую опору (88), расположенную внутри фланцевой гильзы (76), прикрепленную к ее фланцу винтами (90) или эквивалентными средствами, и третью гильзу (92) разных диаметров, расположенную в осевом направлении, которая своим задним концом образует место, в котором установлена спиральная пружина (94), которая на переднем конце, обращенном к поворотному столу и расположенном внутри цилиндрического корпуса (80), имеет выступ (92') цилиндрической формы, проходящий на ограниченную длину к поворотному столу, начиная от передней стороны гильзы, и который вмещает фланцевую опору (96), от нижнего конца которой, обращенного к третьей гильзе (92), отходит трубчатый выступ (96'), входящий в третью гильзу (92).
22. Устройство по п.17, в котором на задней стороне трубчатого выступа (96') фланцевой опоры (96) расположен вал (98), прикрепленный к трубчатому выступу резьбовым соединением или соединением другого известного типа, а внутри фланцевой опоры (96) и на противоположной стороне относительно вала (98) резьбовым соединением или соединением эквивалентного типа прикреплен фасонный стержень (100).
23. Устройство по п.17, в котором передний участок фасонного стержня (100), ориентированный к поворотному столу, образует участок меньшего диаметра, чем необходимый для крепления гнезда центрирующего устройства (102).
24. Устройство по п.17, в котором между фланцевой опорой (96) и удерживающим корпусом (122), имеющим форму «ведра» ограниченной высоты и круглого сечения, шарнирно на пальце или стержне (110) установлено множество рычагов (112), на свободных концах которых прикреплен диск или ролик (114), соответствующий поверхностям (82) и (84) разных диаметров цилиндрического корпуса (80).
25. Устройство по п.17, в котором каждый из рычагов (112) в промежуточной части их продольного сечения образует гнездо (116) для размещения колеса или фигурного ролика (118), имеющего на поверхности, параллельной оси вращения вальцовочной оправки (24), углубление или канавку, форма которой зависит от выполняемого венчика на металлической емкости (10) и прикрепленного к рычагам (112) стержнями (120) или другим известным способом.
26. Устройство по п.17, в котором внутри удерживающего корпуса (122) и коаксиально с ним расположена подушка (126), цилиндрической формы, имеющая внутреннюю поверхность, форма которой зависит от типа металлической емкости (10), взаимодействующая с подшипниками (128) обычного типа.
27. Устройство по п.11, которое содержит одну или более оправку (26), имеющую хвостовик (130) разных диаметров цилиндрической формы, на нижней стороне которого, обращенной в направлении подвижной плиты (30), выполнено отверстие (132), выполненное с возможностью размещения вращающегося вала или держателя оправки, прикрепленного к подвижной плите.
28. Устройство по п.27, в котором на боковой поверхности хвостовика (130) в радиальном положении и на одинаковом расстоянии друг от друга выполнены две или более пары противоположных карманов (134), образующих посадочные гнезда для множества резцедержателей (136), при этом эти две или более пары противоположных карманов (134) в центральной - верхней области боковой поверхности образуют гнезда (136'), которые начиная с центральной области боковой поверхности каждого резцедержателя (136) проходят к основанию резцедержателя с той стороны, которая обращена к поворотному столу, и выполнены с возможностью размещения режущих пластин (138).
29. Устройство по п.27, в котором резцедержатели (136) расположены, прикреплены и отрегулированы в парах противолежащих карманов (134) винтами (140) или другими эквивалентными средствами.
30. Устройство по п.27, в котором на передней стороне хвостовика (130) в направлении поворотного стола, на котором закреплена металлическая емкость (10), закреплено центрирующее устройство (144) штифтом или винтом (142).
31. Устройство по п.11, в котором, по меньшей мере, две крышки разного типа, которые можно надевать на венчик (18") представляют собой корончатую крышку и крышку с ушком.
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ВЫДЕЛЕНИЯ МЕДИ В ХЛОРИСТОВОДОРОДНОМ РАСТВОРЕ | 2004 |
|
RU2337182C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2007 |
|
RU2359775C2 |
| Установка для термической обработки сложнопрофилированных протяжных изделий | 1984 |
|
SU1167222A1 |
| Инструмент для подгибки карниза пассажирского вагона | 1985 |
|
SU1331602A1 |

