Изобретение относится к устройству для охлаждения металлических листов и лент при их изготовлении, в частности после их прокатки, которое имеет подводящую магистраль для подачи хладагента, в частности воды, соединенную с корпусом, при этом в корпусе имеются две расположенные с возможностью сдвига относительно друг друга сопловые планки, которые могут быть расположены с видимым зазором друг от друга и при этом образовывать прямоугольную в поперечном сечении, служащую соплом щель для подачи хладагента.
При изготовлении металлических листов или лент, в частности в стане для прокатки плоского изделия, металлический лист или ленту, необходимо охлаждать в различных местах для целенаправленного воздействия на свойства материала прокатного изделия и придания ему тем самым желаемых свойств. Для этого из уровня техники известны различные охлаждающие устройства.
Для охлаждения металлических листов и лент при их изготовлении известны форсуночные коллекторы с расположенными со сдвигом соплами, с помощью которых на прокатное изделие можно подавать заданный поток воды с определенной геометрической формой. При этом решающее значение для желаемого охлаждающего действия имеют как количество воды в единицу времени, так и вид водной струи. В зависимости от применения используются полноструйные, плоскоструйные сопла или сопла с конусной струей.
Иногда форсуночные коллекторы выполняются с множеством (до нескольких сот) отдельных сопел в виде охлаждающей системы, которая образует участок охлаждения в установке для изготовления металлических листов.
При этом трудности возникают при выборе подходящего типа сопла и расположения сопел, которое задает профиль разбрызгивания. При изготовлении охлаждающей системы часто довольно затратно располагать и фиксировать отдельные сопла с помощью винтовых элементов, соответственно, с помощью сварки или приклеивания. Кроме того, дополнительным недостатком является то, что известные сопла указанного вида могут легко засоряться, и для их очистки требуются большие затраты.
В документе DE 3634188 С2 описано охлаждающее устройство для плоского прокатного изделия, в котором охлаждение происходит с помощью водяной завесы с ламинарным потоком. Для регулирования водяной завесы на ширину подлежащего охлаждению изделия предусмотрено особо выполненное шлицевое сопло, которое состоит из двух L-образных, сдвигаемых относительно друг друга элементов. В документе DE 3215248 А1 раскрыто устройство для создания замкнутой водяной завесы для охлаждения металлических лент и листов. Для получения когерентной водяной завесы и большой ширины смачивания при больших высотах падения без использования регулируемых, соответственно, поворачиваемых частей стенок сопел, в данном случае предусмотрено, что в зоне входа сопла или на части высоты падения потока воды достигается падение давления за счет целенаправленного расширения поперечного сечения и тем самым уменьшение скорости вытекания. Аналогичные решения, связанные с особенно эффективным выполнением форсунок, соответственно, форсуночных коллекторов, указаны в документах DE 3334251 C2, JP 60133911, JP 8039126 и JP 58068419.
Охлаждающее устройство для металлических листов и лент указанного вначале вида описано в документе JP 57103728. В корпус охлаждающего устройства через подводящую магистраль подается охлаждающая вода. В корпусе размещены две расположенные с возможностью сдвига относительно друг друга сопловые планки, которые расположены на заданном расстоянии друг от друга. За счет этого создается прямоугольная в поперечном сечении сопловая щель, через которую под давлением выходит вода и направляется на подлежащее охлаждению прокатное изделие. Регулирование расстояния между сопловыми планками и тем самым ширины сопловой щели осуществляется с помощью электродвигателя.
Хотя с помощью охлаждающего устройства этого вида уже может достигаться хороший рабочий результат, было установлено, что известный вариант выполнения охлаждающей системы работает еще не оптимально, поскольку иногда возникают трудности равномерного распределения воды по прокатному изделию. Известная система чувствительна к колебаниям давления в подаче хладагента, так что не при всех рабочих условиях гарантируется оптимальный профиль разбрызгивания и тем самым наилучшие свойства изготавливаемого металлического листа или ленты.
Поэтому в основу изобретения положена задача усовершенствования устройства для охлаждения металлических листов и лент указанного вначале вида так, чтобы исключить указанные недостатки, то есть, чтобы обеспечить абсолютно равномерную подачу хладагента на металлический лист и соответственно ленту.
Решение этой задачи, согласно изобретению, характеризуется тем, что в устройстве для охлаждения металлических листов и лент между точкой входа хладагента в корпус и сопловой щелью расположен, по меньшей мере, один элемент, который образует барьер для хладагента.
Элемент предпочтительно выполнен в виде отражательного листа, который отклоняет поток хладагента внутрь корпуса. При этом элемент может быть выполнен в виде плоской пластины, которая проходит параллельно форсуночным планкам. Длина элемента предпочтительно соответствует по существу длине сопловых планок, при рассмотрении в направлении, поперечном направлению продвижения металлического листа или ленты.
В предпочтительном варианте выполнения изобретения предусмотрено, что хладагент в точке входа в корпус разделяется на два симметричных потока, которые по двум каналам подаются в каждую из сопловых планок, при этом между каналом и сопловой планкой, соответственно, в канале расположен, по меньшей мере, один барьерный элемент. При этом особенно предпочтительно предусмотрено, что элемент и противоположная форсуночному зазору сторона сопловой планки образуют прямоугольный в поперечном сечении зазор для хладагента. Хладагент предпочтительно направляется от зазора к сопловой щели, при этом оба потока хладагента снова объединяются в месте входа у сопловой щели. Наконец, в этом варианте выполнения может быть также предусмотрено, что каналы в поперечном сечении имеют дугообразную, в частности круговую дугообразную, форму.
В альтернативном варианте выполнения изобретения предусмотрено, что хладагент в точке входа разделяется на два симметричных потока, которые по двум каналам подаются к сопловой щели, при этом единственный элемент расположен так, что поперечное сечение обоих каналов сужается. Элемент предпочтительно выполнен в виде пластины, которая расположена между двумя стенками корпуса так, что образуются две проходные щели заданной ширины.
С помощью данного изобретения достигаются следующие преимущества.
Прежде всего, посредством сдвига обеих сопловых планок, то есть за счет регулирования на желаемый видимый зазор можно простым образом регулировать ширину шлицевого сопла и тем самым обеспечивать желаемую толщину струи. Струя является постоянной по всей ширине металлического листа, соответственно, ленты. Толщину охлаждающей струи за счет регулируемости можно также легко устанавливать в соответствии с технологическими требованиями.
За счет конструкции нет опасности образования полос охлаждения, то есть зон на металлическом листе или ленте, которые охлаждаются с различной интенсивностью по сравнению с другими зонами.
Предлагаемое устройство характеризуется простой конструкцией, которая реализуется с небольшими затратами.
Особенно следует подчеркнуть абсолютно равномерное покрытие водой подлежащего охлаждению металлического листа, и соответственно, ленты, за счет чего достигается максимальная гомогенность структуры материала в металлическом листе, и соответственно, ленте. Тем самым исключается образование полос охлаждения на металлическом листе, соответственно, ленте.
В случае загрязнения предлагаемую сопловую систему легко очищать, за счет чего обеспечивается высокая рабочая готовность и надежность в работе.
На чертежах показаны два варианта выполнения изобретения:
фиг. 1 - разрез устройства для охлаждения металлического листа, соответственно, ленты, на виде сбоку;
фиг. 2 - вариант выполнения, альтернативный показанному на фиг. 1 варианту выполнения.
На фиг. 1 схематично показано устройство 1 для охлаждения металлических листов и, соответственно, лент при их изготовлении. Металлический лист и, соответственно, лента 16 подается в направлении R транспортировки под устройством 1 с постоянной скоростью. Для достижения желаемых свойств материала необходимо разбрызгивать хладагент, например воду, заданным образом на поверхность листа 16, что реализуется с помощью устройства 1.
Следует отметить, что на фиг. 1 показан разрез системы, при этом показанная структура проходит на определенную ширину перпендикулярно плоскости чертежа, и ширина устройства 1, по меньшей мере, равна ширине подлежащего охлаждению металлического листа 16.
Для того чтобы хладагент, например вода, разбрызгивать заданным образом на поверхность листа 16, устройство 1 имеет корпус 3, к которому подключена подающая воду магистраль 2. Внутри корпуса 3 вода подается от точки 7 входа воды в месте присоединения подающей магистрали 2 к сопловой щели 6, которая образована двумя расположенными на расстоянии друг от друга сопловыми планками 4 и 5. Обе сопловые планки 4, 5 имеют в показанном разрезе L-образный контур и могут перемещаться - что детально не изображено - относительно друг друга в направлении R транспортировки, соответственно, против него, так что образуется желаемый зазор а между обоими плечами 17 и 18 сопловых планок 4, 5. За счет этого задается сопловая щель, с помощью которой можно разбрызгивать хладагент в виде водяной завесы на металлический лист 16.
Для обеспечения возможно равномерного выхода воды из сопловой щели 6 и тем самым исключения образования полос охлаждения на металлическом листе 16, внутри корпуса 3 в зоне пути прохождения воды между точкой 7 входа и сопловой щелью 6 расположен элемент 8, который образует барьер для воды. Элемент 8 в примере выполнения, согласно фиг. 1, выполнен в виде отражательного листа, который имеет изображенный контур прямоугольной формы и проходит по ширине устройства 1 перпендикулярно плоскости чертежа.
От точки 7 входа вода разделяется на два симметричных потока 9' и 9”, которые по двум выполненным в форме круговой дуги каналам 10' и 10” проходят в зону противоположных сторон 11' и 11” плеч 17, соответственно, 18 сопловых планок 4, соответственно, 5. Но там расположен отражательный лист 8, который образует барьер для воды, так что она отклоняется в соответствии с показанными на фиг. 1 стрелками. Вода направляется через прямоугольную в поперечном сечении щель 12', соответственно, 12”, которая образуется между противоположными сторонами 11', соответственно, 11” и отражательным листом 8', соответственно, 8”. В верхней зоне этой щели 12', соответственно, 12” вода снова отклоняется и направляется к месту 13 входа в сопловую щель 6. Здесь снова объединяются оба потока 9' и 9” воды и совместно выходят через сопловую щель 6.
Показанное на фиг. 1 охлаждающее устройство особенно пригодно для направления воды на металлический лист 16 сверху.
Если металлический лист 16 необходимо охлаждать снизу, то предпочтительно, но не исключительно, применять охлаждающее устройство, показанное на фиг. 2.
В данном случае металлический лист 16 также транспортируется в направлении R транспортировки с помощью направляющих роликов 19, при этом на него снизу подается вода с помощью устройства 1.
Принципиальная конструкция устройства, показанного на фиг. 2, соответствует конструкции устройства, согласно фиг. 1. Вода в точке 7 входа попадает из подводящей магистрали 1 в корпус 3. Обе сопловые планки 4, 5 снова выполнены L-образными, при этом между обоими плечами 17, 19 сопловых планок 4, 5 образован зазор а, который задает ширину сопловой щели 6.
В точке 7 входа вода снова разделяется на два симметричных потока 9' и 9”, которые через соответствующие каналы 10', 10” направляются внутри корпуса 3 к сопловой щели 6.
В этом случае элемент 8 выполнен в виде единственной плоской пластины, которая установлена в зоне каналов 10', 10” так, что между двумя стенками 14', соответственно, 14” корпуса образуются проходные щели 15', соответственно, 15”, которые имеют ширину b каждая. После прохождения проходных щелей 15', соответственно, 15” оба потока 9'и 9” воды объединяются в месте 13 входа у сопловой щели 6 и проходят совместно через нее.
За счет предложенного выполнения обеспечивается абсолютно равномерная подача охлаждающей воды на металлический лист 16 и тем самым возможность точного регулирования технологических граничных условий для достижения желаемых свойств материала, и тем самым повышения качества изготавливаемого металлического листа, соответственно ленты.
Перечень позиций
1. Устройство
2. Подводящая магистраль
3. Корпус
4. Сопловая планка
5. Сопловая планка
6. Сопловая щель
7. Точка входа хладагента
8. Элемент
8'. Элемент
8”. Элемент
9'. Поток хладагента
9”. Поток хладагента
10'. Канал
10”. Канал
11'. Сторона сопловой планки
11”. Сторона сопловой планки
12'. Щель
12”. Щель
13. Место входа у сопловой щели
14'. Стенка корпуса
14”. Стенка корпуса
15'. Проходная щель
15”. Проходная щель
16. Металлический лист, лента
17. Плечо
18. Плечо
19. Направляющий ролик
а - Зазор
b - Ширина
R - Направление транспортировки
Изобретение относится к устройству для охлаждения металлических листов или лент при их изготовлении. Устройство (1) имеет подводящую магистраль (2) для подачи хладагента, в частности воды, соединенную с корпусом (3). В корпусе (3) имеются две расположенные с возможностью сдвига относительно друг друга сопловые планки (4, 5). Сопловые планки расположены с зазором (а) друг относительно друга и образуют прямоугольную в поперечном сечении сопловую щель (6) для хладагента. В корпусе (3) между точкой (7) входа хладагента в корпус (3) и сопловой щелью (6) расположен, по меньшей мере, один элемент (8), который образует барьер для хладагента. Изобретение обеспечивает равномерную подачу хладагента на металлический лист или ленту. 15 з.п. ф-лы, 2 ил.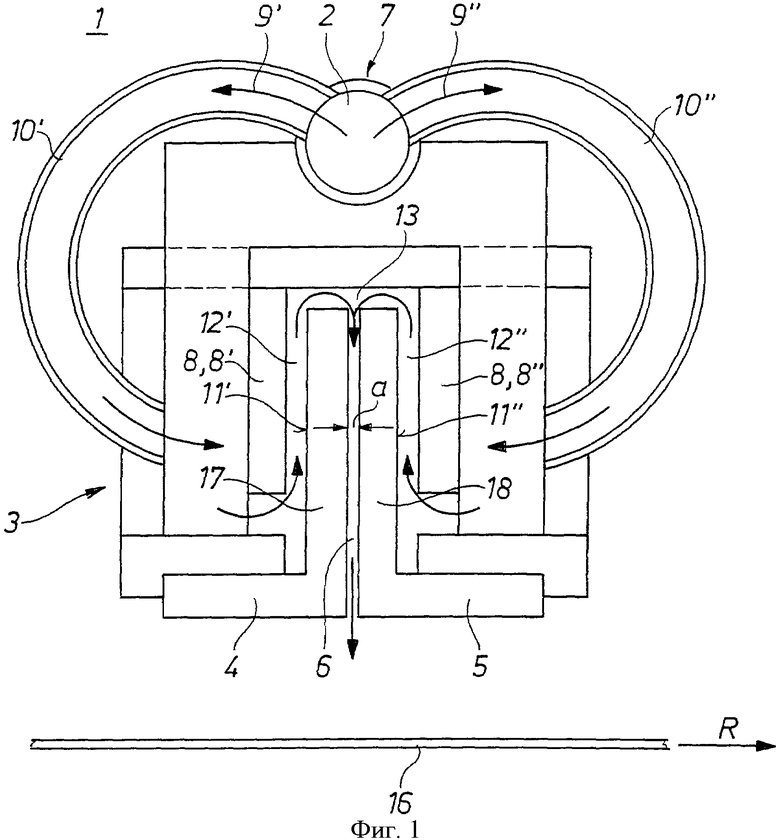
1. Устройство (1) для охлаждения металлических листов и лент при их изготовлении, в частности после прокатки, которое имеет подводящую магистраль (2) для подачи хладагента, в частности воды, соединенную с корпусом (3), при этом в корпусе (3) имеются две расположенные с возможностью сдвига относительно друг друга сопловые планки (4, 5), которые расположены с зазором (а) друг от друга с образованием прямоугольной в поперечном сечении сопловой щели (6) для хладагента, отличающееся тем, что в корпусе (3) между точкой (7) входа хладагента в корпус (3) и сопловой щелью (6) расположен, по меньшей мере, один элемент (8), который образует барьер для потока хладагента.
2. Устройство по п.1, отличающееся тем, что элемент (8) выполнен в виде отражательного листа, который отклоняет поток хладагента внутрь корпуса (3).
3. Устройство по любому из пп.1 и 2, отличающееся тем, что элемент (8) выполнен в виде плоской пластины, которая проходит параллельно сопловым планкам (4, 5).
4. Устройство по п.3, отличающееся тем, что длина элемента (8) предпочтительно соответствует, по существу, длине сопловых планок (4, 5).
5. Устройство по п.3, отличающееся тем, что хладагент в точке (7) входа в корпус (3) разделяется на два симметричных потока (9', 9"), которые по двум каналам (10', 10") подаются в каждую из сопловых планок (4, 5), при этом в канале (10, 10") в направлении потока перед сопловой планкой (4, 5) расположен один соответствующий элемент (8', 8").
6. Устройство по любому из пп.1 и 2, 4, отличающееся тем, что хладагент в точке (7) входа в корпус (3) разделяется на два симметричных потока (9', 9"), которые по двум каналам (10', 10") подаются в каждую из сопловых планок (4, 5), при этом в канале (10', 10") в направлении потока перед сопловой планкой (4, 5) расположен один соответствующий элемент (8', 8").
7. Устройство по п.5, отличающееся тем, что элемент (8', 8") и противоположная сопловой щели (6) сторона (11', 11") сопловой планки (4, 5) образуют прямоугольную в поперечном сечении щель (12', 12") для хладагента.
8. Устройство по п.6, отличающееся тем, что элемент (8', 8") и противоположная сопловой щели (6) сторона (11', 11") сопловой планки (4, 5) образуют прямоугольную в поперечном сечении щель (12', 12") для хладагента.
9. Устройство по любому из пп.7 и 8, отличающееся тем, что хладагент направляется от щели (12', 12") к сопловой щели (6), при этом оба потока (9', 9") хладагента снова объединяются в месте (13) входа у сопловой щели (6).
10. Устройство по любому из пп.5, 7 и 8, отличающееся тем, что каналы (10', 10") в поперечном сечении имеют дугообразную, в частности круговую дугообразную форму.
11. Устройство по п.6, отличающееся тем, что каналы (10', 10") в поперечном сечении имеют дугообразную, в частности круговую дугообразную форму.
12. Устройство по п.9, отличающееся тем, что каналы (10', 10") в поперечном сечении имеют дугообразную, в частности круговую дугообразную форму.
13. Устройство по любому из пп.1 и 2, 4, отличающееся тем, что хладагент в точке (7) входа в корпус (3) разделяется на два симметричных потока (9', 9"), которые по двум каналам (10', 10") подаются к сопловой щели (6), при этом элемент (8) расположен так, что он сужает поперечное сечение обоих каналов (10', 10").
14. Устройство по п.3, отличающееся тем, что хладагент в точке (7) входа в корпус (3) разделяется на два симметричных потока (9', 9"), которые по двум каналам (10', 10") подаются к сопловой щели (6), при этом элемент (8) расположен так, что он сужает поперечное сечение обоих каналов (10', 10").
15. Устройство по п.13, отличающееся тем, что элемент (8) выполнен в виде пластины, которая расположена между двумя стенками (14', 14") корпуса с образованием двух проходных щелей (15', 15") заданной ширины (b).
16. Устройство по п.14, отличающееся тем, что элемент (8) выполнен в виде пластины, которая расположена между двумя стенками (14', 14") корпуса с образованием двух проходных щелей (15', 15") заданной ширины (b).
| JP 57103728 А, 28.06.1982 | |||
| УСТРОЙСТВО ДЛЯ ВОЗДЕЙСТВИЯ НА ПРОФИЛЬ ПРОКАТЫВАЕМОЙ ЛЕНТЫ | 1996 |
|
RU2184630C2 |
| RU 21748810 С1, 20.10.2001 | |||
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |

