Изобретение относится к обработке металлов давлением и может быть использовано для уменьшения ширины прокатанного материала, в особенности ширины слябов в обжимном стане для горячекатаной стали.
Известно устройство для изменения поперечного сечения поступающих из установки для отливки слябов горячих слябов [1], в котором предлагается проводить охлаждение прессового штампа с помощью внутренней циркуляции охлаждающей среды, причем работающие стороны инструмента находятся на уровне максимально допустимой температуры или близко от него, чтобы из сляба извлекать минимальное количество тепла и избежать сверхнормального износа инструмента.
Однако протекание тепла от приходящей в контакт с горячим слябом передней кромки прессового штампа и зоне материала прессового штампа, где проведены каналы для хладагента, происходит слишком медленно, и поэтому с помощью внутренней циркуляции хладагента от прессового штампа может отводиться недостаточное количество тепла, что приводит к тому, что температура инструмента после определенного времени работы достигает температуры, которая будет значительно выше максимально допустимой температуры. Прокладка каналов для хладагента в инструментах на небольшом расстоянии от подлежащих охлаждению прессующих поверхностей имеет следствием то, что рабочие поверхности прессового штампа могут уже дорабатываться только условно и поэтому его время эксплуатации уменьшается до экономически неоправданной величины. Далее, по соображениям стоимости не может быть оправдано покрытие рабочих поверхностей инструмента такими высокоценными материалами, например, путем наварки, которые сохраняются при крайних высоких эксплуатационных температурах. Также такие высокоценные сплавы металлов допускают доработку рабочих поверхностей только при существенных производственных затратах.
Задачей изобретения являются создание такого способа устройства для охлаждения прессового штампа обжимного пресса, с помощью которого прессовый штамп надежно и стационарно охлаждается до такой максимально допустимой температуры материала, при которой могут эксплуатироваться обычные стойкие при смене температур материалы, которые допускают многократную доработку очень нагруженных рабочих поверхностей инструмента.
Это решается тем, что в способе охлаждения прессового штампа обжимного пресса для уменьшения ширины прокатанного материала преимущественно ширины сляба в обжимном стане для горячекатаной широкополосной стали, включающем подачу охлаждающей среды, согласно изобретению охлаждению подвергают зону передней кромки каждого прессового штампа путем наружного непрерывного распыления охлаждающей среды.
Согласно второму варианту использования изобретения охлаждению подвергают зону передней кромки каждого прессового штампа путем наружного распыления охлаждающей среды в период обратного хода прессового штампа и подачи сляба.
Согласно третьему варианту охлаждению подвергают зону передней кромки каждого прессового штампа путем наружного распыления охлаждающей среды за исключением периода между обжатием отдельных слябов. Дополнительно к осуществляемому наружному охлаждению прессового штампа распыления производят его внутреннее охлаждение.
При этом возможен случай, когда охлаждение передней кромки каждого прессового штампа осуществляют струей жидкого хладагента с заданным углом рассеивания с по меньшей мере одной стороны прессового штампа или же, когда охлаждение передней кромки каждого прессового инструмента осуществляют потоком струй жидкого хладагента, воздействие каждой из которых прекращают и возобновляют в зависимости от ширины сляба, а также от положения прессового штампа по отношению к кромке сляба.
Следующее использование изобретения предусматривает то, что охлаждение струями жидкого хладагента и/или внутреннего охлаждения прессового штампа осуществляют с интенсивностью, регулируемой в зависимости от максимально допустимой температуры для материала прессового штампа, причем струя жидкого хладагента регулируемо отслеживает движение передней кромки прессового штампа.
В устройстве для охлаждения прессового штампа обжимного пресса для уменьшения ширины прокатного материала, преимущественно ширины сляба в обжимном стане для горячекатаной широкополосной стали, содержащем нажимные ролики, расположенные по обе стороны от кромок сляба и направленные навстречу друг другу прессовые штампы, установленные на взаимно подвижных инструментодержателях, и средство для подачи охлаждающей среды, содержащее питающую магистраль, согласно изобретению средство для подачи охлаждающей среды выполнено в виде по меньшей мере одного сопла, направленного в зону передней кромки каждого прессового штампа.
При этом возможны случаи использования изобретения, когда сопла для подачи охлаждающей среды выполнены с возможностью образования струи плоской формы с заданным углом рассеивания, причем несколько сопл объединены в сопловую балку, которая расположена выше и ниже по отношению к плоскости сляба, а также, когда сопла установлены между двумя нажимными роликами, прижимающими сляб.
Оси сопл в зависимости от ширины сляба и расстояния прессового штампа от центра сляба расположены с различными углами α по отношению к горизонтальной плоскости, образующей переднюю кромку прессового штампа, при этом каждое отдельное сопло выполнено с возможностью отключения или подключения с помощью клапана.
Целесообразно снабдить сопловую балку несколькими рядами сопл в виде отдельных участков, причем каждый ряд сопл соединен с расположенной в балке соответствующей отдельной магистралью подачи хладагента в сопла и выполнен с возможностью отключения или подключения с помощью клапана, а сопловая балка в виде единого блока соединена с помощью быстроразъемного соединителя с по меньшей мере, одной питающей магистралью, подающей хладагент в сопловую балку.
В отдельных случаях использование изобретения по меньшей мере одно сопло для подачи хладагента установлено в направляющей, расположенной с возможностью поворота в зоне передней кромки прессового штампа.
В случае внутреннего охлаждения прессового штампа в нем на расстоянии от передней кромки выполнены внутренние каналы для подачи хладагента.
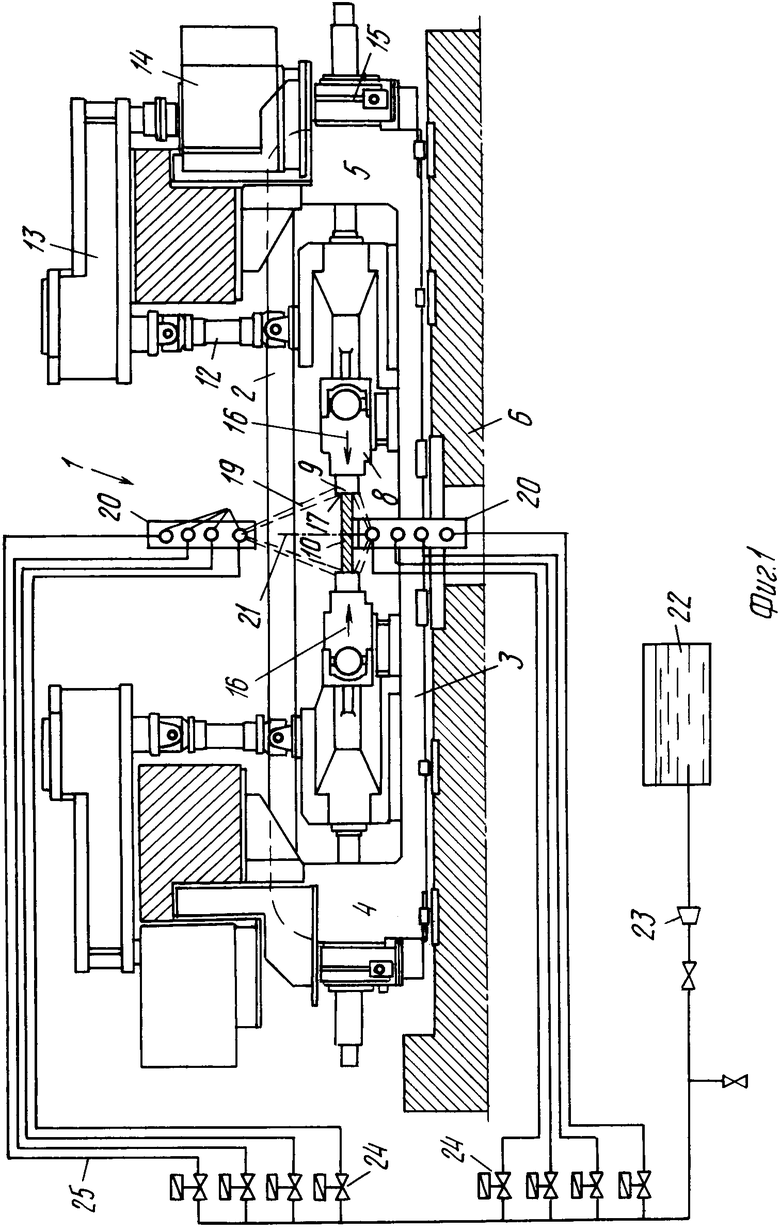
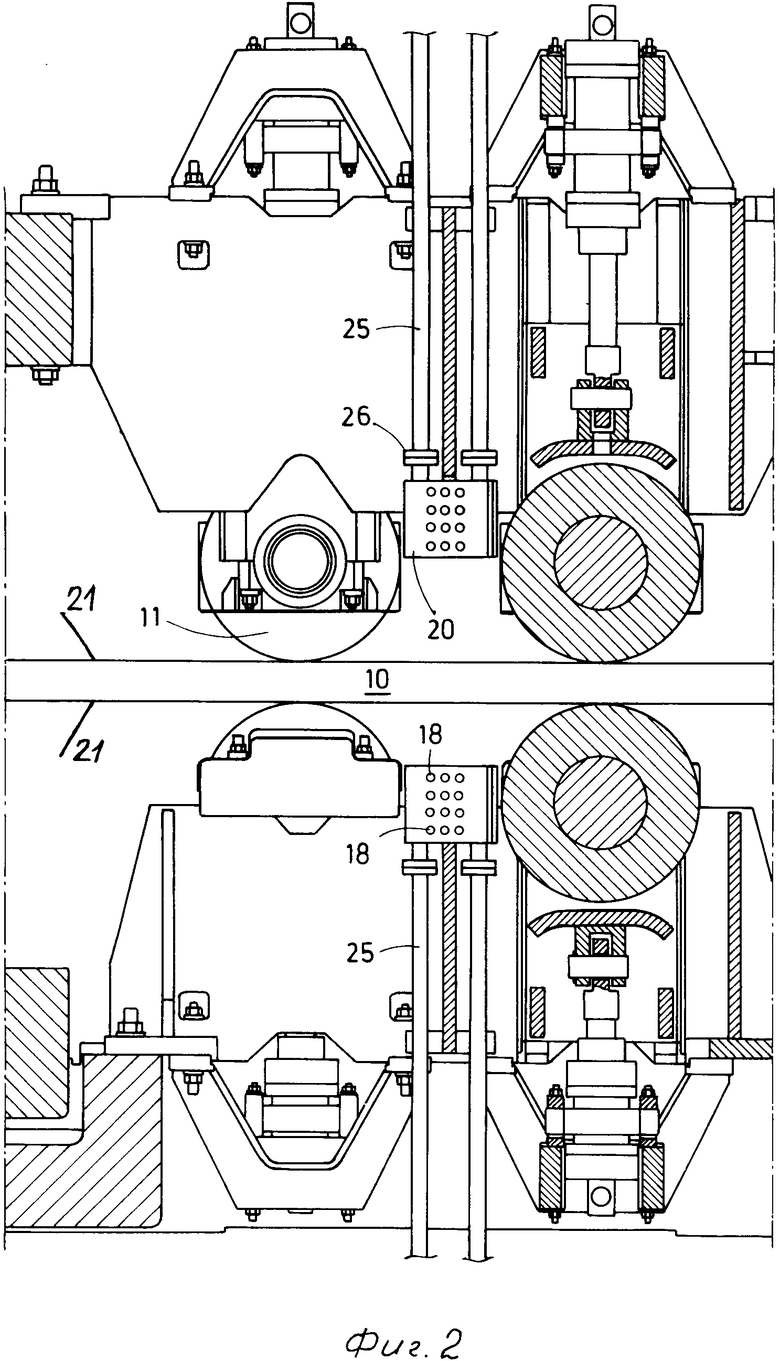
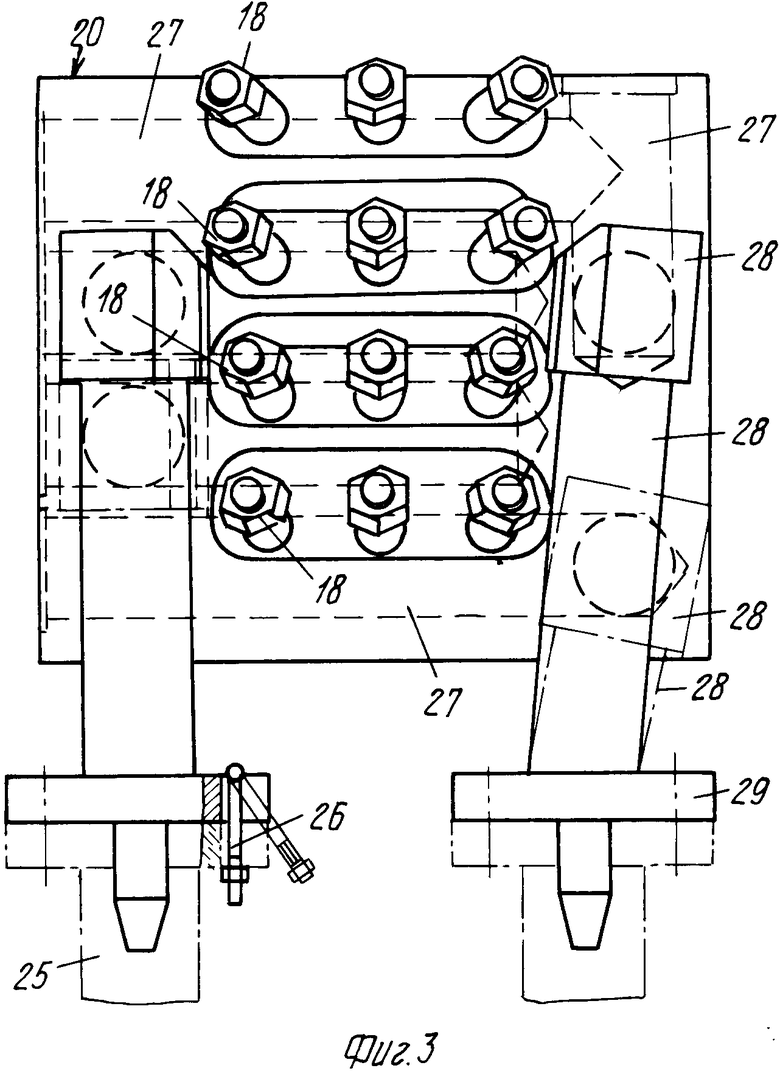
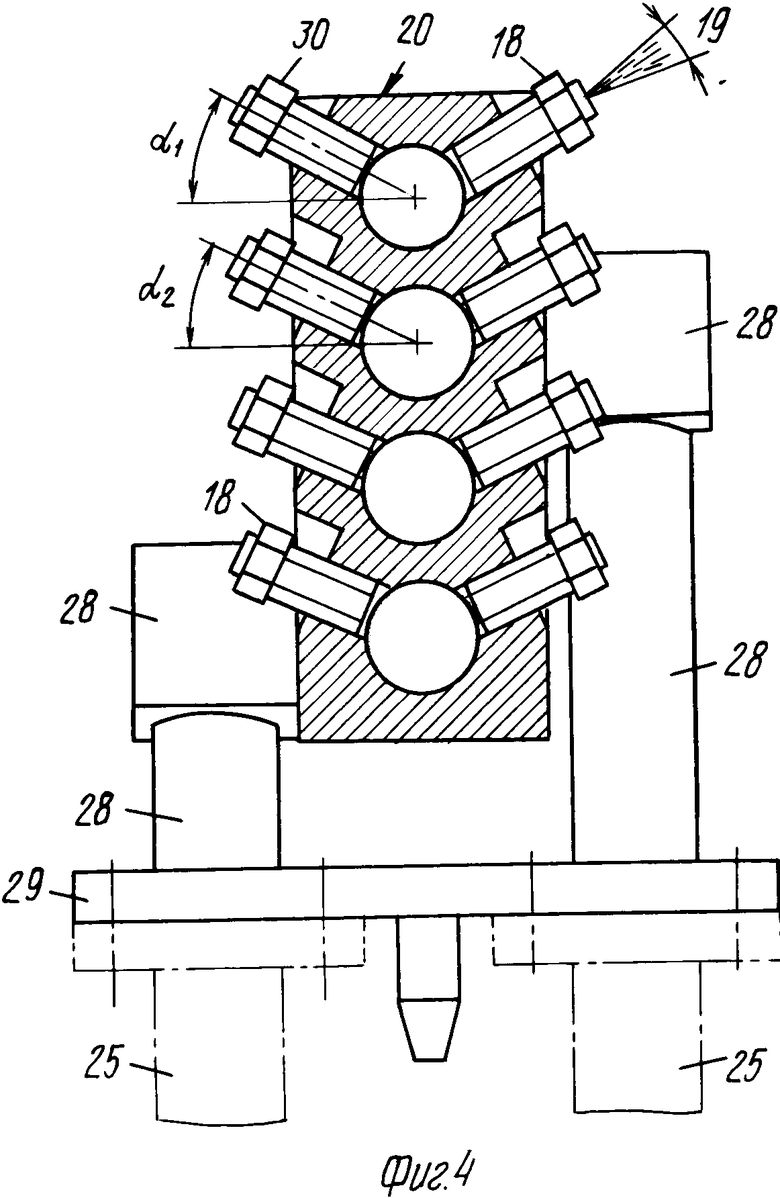
На фиг. 1 показано расположение охлаждающих сопл, направленных на прессовый штамп, по обе стороны сляба; на фиг. 2 - расположение сопловой балки, содержащей несколько охлаждающих сопел между пружинными роликами высадочного пресса, при виде сбоку; на фиг. 3 - сопловая балка с соплами, образующими струю плоской формы (в увеличенном изображении); на фиг. 4 - то же, сечение.
Обжимной пресс 1 содержит раму пресса, состоящую из двух верхних 2 и двух нижних 3 опорных поперечин, а также из двух соединяющих опорные поперечины траверс 4, 5. Нижние поперечины 3 опираются на фундамент 6. Обжимной пресс имеет два корпуса 7 для кривошипно-шатунных механизмов, в которых расположены эксцентриковые приводы для поступательного движения инструментодержателя 8 прессовых штампов 9. Между прессовыми штампами обжимного пресса 1 находится сляб 10 который движется через высадочный пресс по рольгангу. В зоне штампов 9 выше и ниже сляба находятся по два прижимных ролика 11 (фиг. 2). Находящийся в корпусе 7 эксцентриковый привод для инструментодержателя 8 и штампа 9 приводится шарнирным валом 12, соединенным редуктором 13 с приводным двигателем 14.
Положение корпуса 7 в раме пресса и, тем самым, положение штампов по отношению к ширине сляба регулируется установочным устройством 15. С помощью приводных устройств обжимного пресса, а именно приводного двигателя 14, редуктора 13, шарнирного вала 12, а также эксцентрикового привода в корпусе 7, инструментодержатели 8 и прессовые штампы 9 двигаются навстречу друг другу в направлении стрелки 16 к кромкам сляба в горизонтальном направлении, благодаря чему сляб уменьшается на предписываемую величину по ширине.
Так как температура сляба равна приблизительно 1250оС и прессовый штамп во время обжатия контактирует с кромками сляба, он подвергается значительным механическим и термическим напряжением. С целью охлаждения прессового штампа высадочный пресс снабжен несколькими направленными к зоне передней кромки 17 каждого штампа 9 соплами 18 для подачи хладагента. Сопла 18 выполнены с возможностью образования струи плоской формы с углом 19 расстояния, причем несколько сопл собраны в сопловые валки 20, которые расположены выше и ниже по отношению к плоскости 21 сляба.
Если в отдельных случаях должны обжиматься с уменьшением размеров более широкие или более узкие слябы, то сопла 18 с плоской формой струи в сопловых балках 20 могут отключаться и подключаться, а их оси могут быть выставлены с учетом новой ширины сляба. Сопла сопловой балки соединены с емкостью 22, содержащей хладагент, преимущественно воду, который подается насосом 23. Подключение и отключение сопл в сопловых балках осуществляется с помощью переключаемых клапанов 24, которые установлены в каждом отдельном соединенном с соответствующими соплами питающем трубопроводе 25.
Выполненная в виде единого блока сопловая балка присоединена с помощью быстроразъемных соединений 26 к, по меньшей мере, одной магистрали 25, обеспечивающим подачу воды.
Сопловая балка может быть оснащена несколькими рядами сопл в виде отдельных участков, и каждый ряд сопл соединен с отдельной магистралью 27 подачи хладагента. Как и в случае с отдельно расположенными соплами каждый ряд сопл может отключаться или подключаться. Ряд сопл 18 соединен с соответствующей магистралью 27 в сопловой балке, а также с присоединительной головкой 28 и с соответствующим соединительным трубопроводом (фиг. 4).
Трубопроводы 28 с присоединительной головкой с помощью фланца 29 могут быстро соединяться с магистралью 25, подающей воду, или отсоединяться от нее так, что сопловая балка 27 в виде единого блока может быть быстро заменена новой сопловой балкой. Оси 30 сопл с плоской формой струи жестко устанавливаются под различными углами α1 и α2 после определения ширины сляба и расстояния штампа от центра сляба.
При эксплуатации обжимного пресса лучшее охлаждение прессового штампа обеспечивается тогда, когда зона передней кромки каждого прессового штампа постоянно охлаждается путем распыления хладагента, преимущественно воды. После короткого времени эксплуатации устанавливается термически стационарное состояние так, что температура передней кромки прессового штампа остается ниже максимально допустимой температуры материала. Температура внутри инструмента падает еще больше. Незначительно лучшая эффективность охлаждения прессового штампа может быть достигнута тогда, когда дополнительно к осуществленному снаружи охлаждению путем разбрызгивания происходит внутреннее охлаждение прессового штампа, например, с помощью дополнительно выполненных в штампе на некотором расстоянии от его передней кромки 17 каналов для хладагента, которые присоединены к магистралям подачи хладагента.
В этих случаях могут применяться устойчивые к смене температур материалы для прессового штампа, рабочие поверхности которого могут многократно дорабатываться с соответствующими ремонтными расходами. Удовлетворительные результаты охлаждения прессового штампа могут быть также достигнуты тогда, когда штамп охлаждается распылением во время процесса осадки обжатия сляба, за исключением периода между обжатиями двух подлежащих обработке слябов, или когда зона передней кромки каждого прессового штампа охлаждается распылением во время обратного хода штампа и при движении сляба мимо штампа. В этом случае должны применяться теплостойкие материалы. Интенсивность охлаждения путем распыления хладагента регулируется в зависимости от величины максимально допустимой температуры для материала прессового штампа.
Охлаждение прессового штампа осуществляется струей хладагента с по меньшей мере одной стороны прессового штампа или потоком струй жидкого хладагента, воздействие каждой из которых прекращают и возобновляют в зависимости от ширины сляба, а также от положения прессового штампа по отношению к кромке сляба.
Использование изобретения позволяет эффективно осуществлять охлаждение передних кромок прессового штампа из обжимного пресса до температуры, при которой могут эксплуатироваться обычные стойкие при смене температур материалы.
Использование: обработка металлов давлением, охлаждение прессового штампа обжимного пресса для уменьшения ширины прокатного материала, преимущественно ширины слябов в обжимном стане для горячекатанной широкополостной стали. Сущность изобретения: обжимной пресс имеет по крайней мере одно сопло для подачи хладагента, в зону передней кромки каждого из прессовых штампов. По одному из вариантов изобретения зона передней кромки каждого прессового штампа постоянного охлаждается путем наружного распыления хладагента. Кроме этого, по второму варианту изобретения зона передней кромки каждого штампа охлаждается путем наружного распыления хладагента за исключением периода между обжатиями отдельных слябов. По третьему варианту изобретения зона передней кромки каждого штампа охлаждается путем наружного распыления хладагента в период обратного хода штампа и подачи сляба. 2 с.п. и 15 з.п. ф-лы, 4 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОНЪЮГАТЫ ЭТОПОЗИДА И ДОКСОРУБИЦИНА ДЛЯ ДОСТАВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ | 2009 |
|
RU2531591C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
