1
Изобретение относится к области обработки металлов давлением, а именно к устройствам для правки.
Известно устройство для настройки и индикации прогиба роликов листонравильной машины, содержащее механизмы индивидуальной настройки и механизм групповой настройки роликов с редуктором, а табло с иолзушками-указателями, которые посредством тросов связаны с механизмами индивидуальной настройки.
Недостатком известного устройства является сложность и продолл ительность настройки и сравнительно низкое качество правки.
Целью изобретения является повышение надежности и сокраш,ение времени настройки.
Эта цель достигается за счет того, что предлагаемое устройство снабжено шкивами, устаиовленными на выходных валах редуктора, а также смонтированными в табло барабаном с шестернями и взаимодействуюпдими с ними полыми рейками, внутри которых установлены ползушки-указатели, ири этом барабан и шкив связаны тросом, а отношения диаметров шестерен соответственно равны передаточным числам выходных валов редуктора.
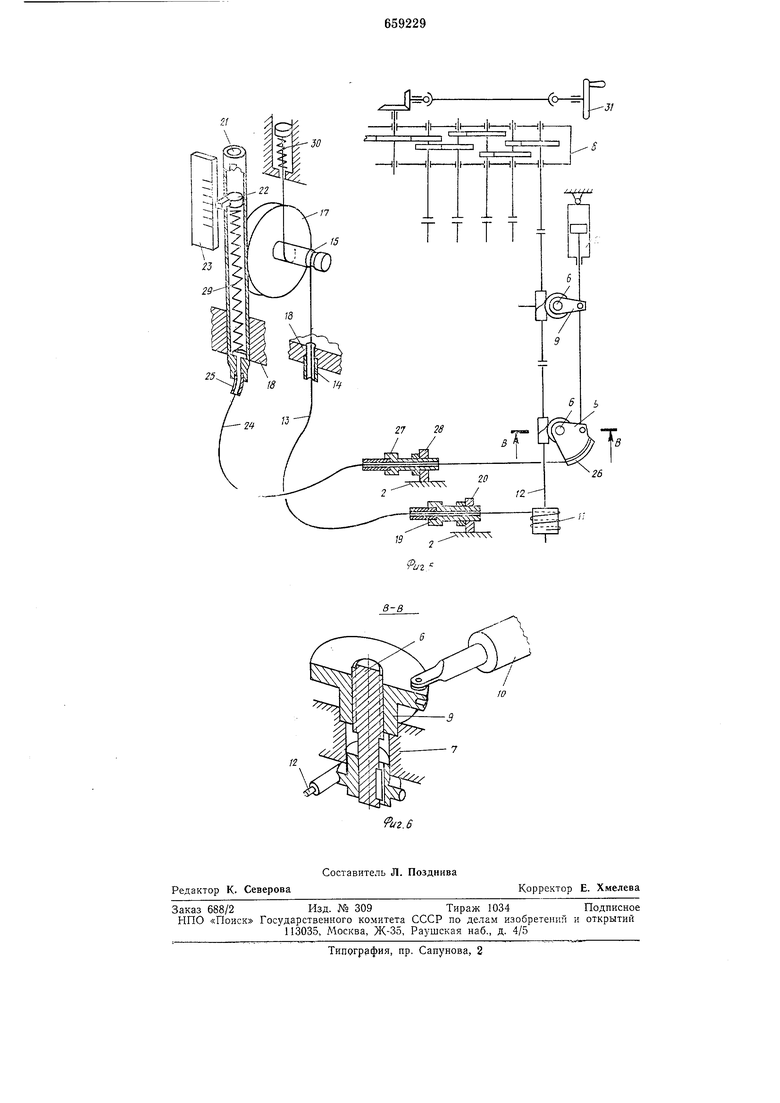
На фиг. 1 изображена листоправильная
машина с предлагаемым устройством для настройки и индикации, общи вид; на фиг.
2- вид по стрелке А на фиг. 1; на фиг.
3- табло; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - кине.матическая схема
устройства; на фиг. 6 - сечение В-В на фиг. 5.
YcTpoiicTBO содержит табло 1, траверсу 2, секции 3, опорные ролики 4, рабочие ролики 5.
Секции верхних опорных роликов укреплены неподвижно на траверсе 2, а каждая нижняя секция установлена на паре винтов 6 механизма настройки опорных роликов.
Каждый винт приводится во враш,ение червячным редуктором 7. Все червячные редукторы получают вращение от редуктора 8, привод которого может быть ручным или механическим.
Этот комплекс является механизмом групповой настройки.
Передаточные числа ступеней редуктора выбраны так, что перемещение винтов обеспечивает плавный прогиб рабочего ролика. Каждый винт 6 входит в гайку 9, приводимую во вращение гидроцилиндром 10 или др}тим средством, но нндивидуально, независимо от других гаек. Этот механизм является механизмом индивидуальной
настройки.
Шкив И на крайнем выходном валу 12 редуктора 8 связан с помощью троса 13 в оболочке 14 с барабаном 15, укрепленным на горизонтальном валике 16, несущем шестерни 17 и размещенном в корнусе 18 табло. Оболочка троса одним концом упирается в корпус табло, а вторым -в регулировочный винт 19, ввернутый в стойку 20 на станине. Диаметры шестерен связаны между собой теми же соотношениями, что и передаточные числа редуктора 8. Число шестерен равно числу нижних секций опорных роликов. Эти шестерни входят в заценление с полыми рейками 21. Внутри реек размещены нолзушки-указатели 22, которые перемещаются вдоль имеющихся в рейках прорезей, совмещенных с прорезями табло. На табло нанесена шкала 23. Каждая нолзушка-указатель соединена тросом 24 в оболочке 25 с одной из нары гаек механизма индивидуального прогиба, на которой для укладки троса выполнен специальный сектор 26. Оболочка троса одним концом опирается на торец полой рейки, а вторым - в регулировочный винт 27, ввернутый в стойку 28 на станине. Все тросы поддерживаются в натянутом состоянии пружинами 29 и 30.
Устройство работает следующим образом.
При вращении рукоятки 31 механизма .групповой настройки редуктор 8 распределяет движение между парами червячных редукторов 7 пропорционально передаточным числам своих ступеней. Винты 6 ввинчиваются в гайки 9 (или вывинчиваются из них) и перемещают секции 3 с опорными роликами по вертикали, создавая прогиб рабочих роликов 5. Трос 13, наматываясь на шкив 11 и барабан 15, вращает шестерни 17. При этом полые рейки 21 перемещаются пропорционально диаметрам шестерен и, следовательно, пропорционально прогибам рабочих роликов 5. Ползушки-указатели 22, помещенные в полые рейки 21 и неподвижные в данном случае относительно последних, указывают нри этом на шкале 23 величину прогиба рабочего ролика 5, а взаимное расположение всех ползушек-указателей 22 отражает форму его упругой линии.
При совершении цилиндром 10 механизма индивидуальной настройки некоторого хода новорачиваются гайки 9, в результате чего винты 6 совместно с секцией опорных
роликов перемещаются по вертикали, создавая, таким образом местный прогиб рабочих роликов 5. Трос 24, наматываясь на сектор 26, перемещает ползушку-указатель 22 внутри полой рейки 21 вдоль шкалы 23.
Таким образом, каждая ползушка-указатель суммирует перемещение рабочего ролика, осуществляемые механизмами групповой и индивидуальной настройки, а взаимное расположение ползушек изображает
форму его упругой линии на табло 1.
Регулировка исходного (нулевого) положения ползушек-указателей 22 осуществляется ввинчиванием (вывинчиванием) регулировочных винтов 19 и 27 в стойки 20 и
28.
Оборудование листоправильной машины предлагаемым устройством обеспечивает повышение точности индикации изгиба рабочего ролика и сокращение времени настройки.
Вследствие этого становится возможным повышение качества правки листа и производительности машины.
Формула изобретения
Устройство для настройки и индикации прогиба роликов листоправильной машины,
содержащее механизмы индивидуальной настройки и механизм групповой настройки роликов с редуктором, а также табло с ползушками-указателями, которые посредством тросов связаны с механизмами индивидуальной настройки, отличающееся тем, что, с целью повышения надежности и сокращения времени настройки, оно снабжено шкивами, установленными на выходных валах редуктора, а также смонтированными
в табло барабаном с щестернями и взаимодействующими с ними полыми рейками, внутри которых установлены ползушкиуказатели, при этом барабан и шкив связаны тросом, а отношения диаметров шестерен соответственно равны передаточным числам выходных валов редуктора.

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ | 1972 |
|
SU352719A1 |
| НЕПРЕРЫВНО-ПРОТЯЖНОЙ СТАНОК | 1973 |
|
SU380404A1 |
| Каретка А.С.Кривовязюка к устройству для вырубки заготовок из плоского материала | 1983 |
|
SU1114485A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Устройство для безотходной резки вращающихся труб | 1981 |
|
SU967690A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| ПРЕСС ДЛЯ ПРАВКИ-ГИБКИ ИЗДЕЛИЙ | 1970 |
|
SU424632A1 |
| КРОМКОРАСПРАВИТЕЛЬ | 1969 |
|
SU242116A1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ОБРАБАТЫВАЮЩЕЙ ЖИДКОСТИ НА КОЖУ | 1992 |
|
RU2057183C1 |
| СТАНОК-КАЧАЛКА | 2012 |
|
RU2506455C1 |


-,
22 fu2.
7 28 2it 25 I
---v.p,3-i
15
