Изобретение относится к способам обработки латексом полиэфирных канатно-веревочных изделий с целью повышения их прочности и водостойкости и может быть использовано в производстве канатно-веревочных изделий.
Известен способ обработки волокнистого материала пропиточным составом хлоропренового каучука с последующей сушкой пропитанного волокнистого материала (Патент РФ №2298053, кл. D06М 13/335, опубл. 27.04.2007 г.).
Однако при использовании данного способа требуется вулканизация, что значительно усложняет процесс обработки.
Задача: разработка способа обработки латексом канатно-веревочных изделий, обеспечивающего повышенной прочности, водостойкости изделия и упрощения способа обработки канатно-веревочного изделия за счет исключения стадии вулканизации.
Техническим результатом является повышение прочности полиэфирного канатно-веревочного изделия и упрощение способа его обработки латексом.
Поставленный технический результат достигается тем, что в способе обработки канатно-веревочных изделий пропиточным латексным составом с последующей сушкой пропитку канатно-веревочных изделий осуществляют в натянутом состоянии изделия, которое после пропитки поступает внутрь сушильной камеры через систему шкивов, после чего в неподвижном натянутом состоянии на шкивах камеры изделие в сушильной камере сушат струей горячего воздуха с температурой t=50-60°С в течение 1,5-2-х часов, после чего канатно-веревочные изделия сматывают в бухту и производят последующую сушку под воздействием холодного воздуха температурой t=20-25°С в течение 7-8 часов.
Заявленное техническое решение иллюстрируется чертежом устройства, осуществляющего вышеназванный способ обработки латексом полиэфирных канатно-веревочных изделий. На чертеже представлен общий вид устройства, где показан: 1 - короб с канатно-веревочным изделием для формирования бухты канатно-веревочного изделия, прошедшего горячую сушку; 2 - канатно-веревочное изделие; 3 - натяжная лебедка; 4 - вал; 5 - корпус пропиточного устройства; 6 - резиновое отжимное устройство; 7 - погружное колесо; 8 - ограничитель; 9 - короб с непропитанным канатом; 10 - сушильная камера; 11 - корпус сушильной камеры; 12 - неподвижная стойка со шкивами; 13 - подвижная стойка сушильной камеры со шкивами; 14 - шкивы сушильной камеры; 15 - фиксирующий трос.
Способ обработки полиэфирных канатно-веревочных изделий латексом с последующей сушкой осуществляется следующим образом.
В корпус пропиточного устройства 5 наливают латекс и полиэфирное канатно-веревочное изделие (канат) 2 из короба 9 с непропитанным канатом пропускают через валики ограничителя 8, погружное колесо 7 и резиновое отжимное устройство 6 и через вал 4 направляют в сушильную камеру 10. Канат 2 размещают на шкивах 14 сушильной камеры 10 так, чтобы канат 2 находился в натянутом состоянии с помощью фиксирующего троса 15, который передвигает подвижную тележку 13 сушильной камеры 10.
После того, как весь пропитанный латексом канат 2 разместится в сушильной камере 10 в нее подают горячий воздух, температуру которого поддерживают в пределах 50-60°С. При температуре воздуха ниже 50°С время сушки каната 2 увеличивается в два раза, а при увеличении температуры воздуха более 60°С происходит разжижение латекса и он стекает с поверхности каната 2 на дно сушильной камеры 10. При этом происходит ухудшение пропитки каната 2. Сушку пропитанного латексом каната 2 в сушильной камере при заданной температуре 50-60°С производят в течение 1,5-2 часов. При проведении сушки в сушильной камере 10 менее 1,5 часов слой латекса на поверхности каната 2 не достаточно полимеризуется, а при нахождении каната 2 в сушильной камере 10 более двух часов поверхность латекса становится хрупкой, что и в том и в другом случае приводит к ухудшению качества пропитки.
Как только канат 2 пройдет сушку в сушильной камере 10 его сматывают с помощью натяжной лебедки 3, вытягивают из сушильной камеры 10 и скручивают в бухту в коробе 1, и формируют бухту пропитанного каната 2. Когда таких бухт наберут несколько штук, их подвешивают и обдувают холодным воздухом с температурой 20-25°С в течение 7-8 часов. При температуре воздуха ниже 20°С время сушки каната 2 увеличивается в несколько раз, а при увеличении температуры воздуха более 25°С происходит разжижение уже полимеризованного латекса. При этом происходит ухудшение пропитки каната 2.
При проведении сушки в бухте менее 7 часов слои латекса внутри каната 2 недостаточно полимеризуется, а при сушке каната 2 в бухте более 8 часов на слое латекса внутри каната 2 появляются трещины, что и в том и в другом случае приводит к ухудшению качества пропитки.
По окончании такой процедуры канатно-веревочное изделие 2 приобретает необходимые прочностные и водостойкие качества, и канат 2 готов к использованию в производстве и эксплуатации рыболовных тралов.
Технико-экономический эффект, полученный от применения указанного способа, заключается в том, что его применение позволяет значительно повысить прочность и водостойкость канатно-веревочных изделий, применяемых в производстве и эксплуатации рыболовных изделий (тралов), увеличивая срок действия этих изделий.
Литература
Патент РФ №2298053 от 22.02.2006 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ОБРАБОТКИ КАНАТНО-ВЕРЕВОЧНЫХ ИЗДЕЛИЙ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2007 |
|
RU2346091C1 |
| СПОСОБ ОБРАБОТКИ КАНАТНО-ВЕРЕВОЧНЫХ ИЗДЕЛИЙ И СОСТАВ ДЛЯ НЕГО | 2002 |
|
RU2230141C1 |
| СПОСОБ ОБРАБОТКИ КАНАТНО-ВЕРЕВОЧНЫХ ИЗДЕЛИЙ, УСТРОЙСТВО ПО ЕГО РЕАЛИЗАЦИИ И СОСТАВ ДЛЯ ОБРАБОТКИ КАНАТНО-ВЕРЕВОЧНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2321692C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2008 |
|
RU2394050C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРИРОВАННОГО ЛИСТА И ЕГО ПРИМЕНЕНИЕ | 2013 |
|
RU2588624C1 |
| СПОСОБ ОБРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 2006 |
|
RU2298053C1 |
| Композиция для обработки рыболовных сетематериалов | 1988 |
|
SU1636492A1 |
| СПОСОБ ПРОПИТКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2288905C2 |
| СПОСОБ ОБРАБОТКИ АРАМИДНОГО КОРДА | 2006 |
|
RU2330132C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ДРЕВЕСИНЫ | 2011 |
|
RU2474492C1 |
В процессе обработки канатно-веревочного изделия в корпус пропиточного устройства наливают латекс, а непропитанное полиэфирное канатно-веревочное изделие пропускают через валики ограничителя, погружное колесо и резиновое отжимное устройство и направляют в сушильную камеру. Канат размещают на шкивах сушильной камеры так, чтобы он находился в натянутом состоянии с помощью фиксирующего троса, который передвигает подвижную тележку сушильной камеры. После того, как весь пропитанный латексом канат разместится в сушильной камере, в нее подают горячий воздух, температуру которого поддерживают в пределах 50-60°С. Сушку пропитанного латексом каната в сушильной камере при заданной температуре производят в течение 1,5-2 часов. Как только канат пройдет сушку в сушильной камере, его сматывают с помощью натяжной лебедки, вытягивают из сушильной камеры, скручивают в бухту в коробе и формируют бухту пропитанного каната. Когда таких бухт наберут несколько штук, их подвешивают и обдувают холодным воздухом с температурой 20-25°С в течение 7-8 часов. Способ по изобретению обеспечивает повышение прочности и водостойкости канатно-веревочных изделий. 1 ил.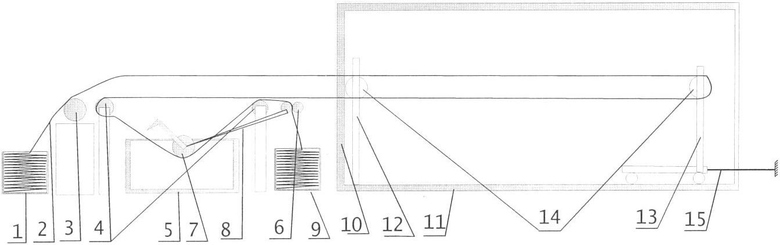
Способ обработки канатно-веревочных изделий пропиточным латексным составом с последующей сушкой, отличающийся тем, что пропитку канатно-веревочных изделий осуществляют в натянутом состоянии изделия, которое после пропитки поступает внутрь сушильной камеры через систему шкивов, после чего в неподвижном натянутом состоянии на шкивах камеры изделие в сушильной камере сушат струей горячего воздуха с температурой t=50-60°С в течение 1,5-2-х ч, после чего канатно-веревочные изделия сматывают в бухту и производят последующую сушку под воздействием холодного воздуха температурой t=20-25°С в течение 7-8 ч.
| СПОСОБ ОБРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 2006 |
|
RU2298053C1 |
| Устройство для отделки сетного полотна из синтетических волокон | 1984 |
|
SU1194926A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ИЗ СИНТЕТИЧЕСКИХВОЛОКОН | 0 |
|
SU292013A1 |
| Способ получения клеевого покрытия на металлокорде | 1980 |
|
SU935521A1 |
| СПОСОБ ОЧИСТКИ ШЕРСТЯНОГО ЖИРА | 1974 |
|
SU567338A1 |
| GB 531464 A, 06.01.1941. | |||

