Изобретение относится к устройству и способу образования конца на материале упаковочной оболочки, заполняемой содержимым, в частности колбасным фаршем, согласно ограничительным частям пунктов 1 и 27 формулы изобретения.
Изобретение относится, в частности, к устройству для образования конца на материале упаковочной оболочки, заполняемой содержимым, в частности колбасным фаршем, причем конец, по меньшей мере, во время своего образования, по меньшей мере, приблизительно свободен от содержимого, и устройство содержит простираюпщйся, по меньшей мере, приблизительно линейно путь подачи материала упаковочной оболочки, вдоль которого образуется конец, блок для размещения запаса пустого материала упаковочной оболочки и первый образующий конец блок, выполненный с возможностью воздействия на материал упаковочной оболочки в направлении пути подачи для образования первой длины конца посредством стягивания материала упаковочной оболочки с его запаса. Далее изобретение относится к способу образования конца на материале упаковочной оболочки, заполняемой содержимым, в частности колбасным фаршем, причем конец, по меньшей мере, во время своего образования, по меньшей мере, приблизительно свободен от содержимого, и способ включает в себя следующие этапы: продвижение материала упаковочной оболочки, стянутого с запаса пустого материала упаковочной оболочки, вдоль простирающегося, по меньшей мере, приблизительно линейно пути его подачи и образование первой длины конца на пути подачи посредством первого образующего конец блока. Этот способ служит, в частности, для работы упомянутого устройства.
При изготовлении колбас и других продуктов с упаковочными оболочками из пленочного материала, например вареных окороков, во многих случаях желательно, чтобы упаковка в готовом к употреблению состоянии имела иное сечение, нежели обычное круглое. Нередко желательно четырехугольное сечение, например прямоугольное или квадратное, например, в качестве покрытия тостов. Для таких приблизительно четырехугольных упаковок заполненную упаковочную оболочку после запечатывания спрессовывают в соответствующей форме до ее окончательного сечения и стабилизируют, например, посредством варки. Поскольку четырехугольное сечение имеет больший объем, чем круглое сечение, такая упаковочная оболочка не должна быть заполнена полностью. Не заполненная до возможного объема, т.е. слабо заполненная, упаковка должна быть, в основном, свободной от воздуха, поскольку воздушные включения оказывают вредное влияние на содержимое.
Для изготовления лишь слабо заполненных, в основном, свободных от воздуха упаковок известны различные способы (DE-A 2254943, DE-A 2210054, DE-A 2054441). Однако все эти способы имеют определенные недостатки.
Во избежание этих недостатков в известном из ЕР 0065807 способе предусмотрено, что необходимый дополнительный материал оболочки для таких неполностью заполненных упаковок обеспечивают посредством подтягивания незаполненного упаковочного материала за счет воздействия прессующими колодками на заполненную сначала частично, однако туго, оболочку. Этот способ подходит только для пастообразных масс, которые могут быть вытеснены прессующими колодками. У слабо заполненных, например этим способом, упаковок для образования удлиненного конца конец упаковки протягивают через отверстие соответствующей величины, которое может быть образовано также частично раскрытыми пережимающими ножницами (DE-A 3505375).
Из DE 3840522 известен способ образования конца на колбасной оболочке для колбасного фарша. Этот способ находит применение в колбасном клипсаторе, имеющем в самой значительной степени обычную конструкцию. При этом после набивки колбасной оболочки колбасным фаршем смыкают пережимающие ножницы, в результате чего образуются отрезок колбасной оболочки с колбасным фаршем и ее пустой отрезок. Затем пережимающие ножницы, расположенные ближе к свободному концу запечатанной колбасной оболочки, перемещают вдоль пути подачи материала колбасной оболочки таким образом, что ее заполненный колбасным фаршем отрезок также смещается в направлении подачи материала колбасной оболочки и одновременно посредством вторых пережимающих ножниц подтягивают пустой материал колбасной оболочки. Подтянутый при этом пустой материал колбасной оболочки образует желаемый конец. Как только будет достигнута требуемая длина конца, на направленной от первых пережимающих ножниц стороне вторых пережимающих ножниц ставят вторую клипсу, после чего отрезают материал колбасной оболочки.
У этого хорошо работающего способа оказывается достойным усовершенствования, чтобы длина образуемого конца была ограничена путем перемещения вторых пережимающих ножниц. Вследствие линейного движения перемещения машина требует, в целом, относительно больше места. Если необходима большая длина конца, то этого известного устройства при определенных условиях может быть недостаточно.
Задачей настоящего изобретения является создание устройства и способа описанного выше рода, которые простым образом обеспечивали бы увеличение длины конца.
Поставленная задача решается в части устройства посредством признаков пункта 1 формулы изобретения. В зависимых пунктах 2-26 охарактеризованы предпочтительные варианты.
Второй образующий конец блок, выполненный с возможностью образования второй длины конца посредством стягивания дополнительного материала упаковочной оболочки с его запаса, позволяет очень простым образом увеличить длину конца без необходимости дальнейшего перемещения первого образующего конец блока. Вследствие достигнутого этим разделения общего движения образования конца или возникающей за счет этого двухступенчатости движения образования конца на первое и второе частичные движения конструктивное пространство устройства, несмотря на большую по сравнению с уровнем техники длину конца, может оставаться таким же или даже может быть уменьшено.
Для обеспечения компактной конструкции далее может быть предусмотрено, что для образования второй длины конца поперек пути подачи материала упаковочной оболочки второй образующий конец блок выполнен с возможностью воздействия на него для образования концевой петли. При этом предусмотренное для этого реверсивное движение второго образующего конец блока при его выдвигании из исходного положения или положения готовности в рабочее положение или положение удлинения конца может быть линейным, или образующий конец блок может быть повернут.Последнее способствует, в свою очередь, очень компактной конструкции устройства. Может быть также предусмотрено, что второй образующий конец блок во время движения образования конца выполнен с возможностью реверсивного поворота из положения готовности в рабочее положение или положение удлинения конца, а затем преимущественно реверсивно-линейного перемещения, совершая, таким образом, комбинированное движение.
Для образования второй компактной длины конца далее может быть предусмотрено, что второй образующий конец блок имеет, по меньшей мере, один держатель, по меньшей мере, с одним петлеобразующим устройством. Петлеобразующее устройство может содержать при этом, по меньшей мере, один петлеобразователь, выполненный с возможностью вступления в контакт с концом во время движения образования конца.
Для образования концевой петли петлеобразователь может совершать, например, вращательное движение. В зависимости от длины образованной петли могут потребоваться особые элементы, обеспечивающие снятие петли с петлеобразователя. Более простое по сравнению с этим решение характеризуется тем, что петлеобразователь выполнен с возможностью реверсивно-линейного перемещения.
Для получения как можно большей длины концевой петли и, тем самым, как можно большей второй длины конца далее предпочтительно, если петлеобразующее устройство содержит несколько петлеобразователей, выполненных с возможностью захвата между собой конца во время движения его образования. За счет этого при образовании петли возникает определенный путь для петли. Число петлеобразователей может быть выбрано в зависимости от формы петли. Само собой, вместо одного петлеобразующего устройства с несколькими петлеобразователями могут быть предусмотрены несколько держателей, в частности два держателя во втором образующем конец блоке, несущих, в свою очередь, несколько петлеобразователей. В отношении числа петлеобразователей следует заметить, что, например, при образовании U-образной петли предпочтительны три петлеобразователя, причем при выполнении второго образующего конец блока, например с двумя держателями, два петлеобразователя расположены на одном держателе, а один дополнительный петлеобразователь расположен на другом держателе. Последний может совершать, в свою очередь, линейное перемещение, образуя основание или вершину петли. Если по сравнению с этим желательна, например, петля в форме ласточкина хвоста, чтобы дополнительно увеличить длину петли и, тем самым, вторую длину конца, в одном выполнении второго образующего конец блока, например с двумя держателями, петлеобразователи могут быть расположены так, чтобы два петлеобразователя были расположены на одном держателе, а два других петлеобразователя - на втором держателе, который может быть выполнен, в свою очередь, с возможностью линейного перемещения. По достижении конечного положения линейного перемещения второго держателя эти петлеобразователи на втором держателе могут быть раздвинуты в направлении, по меньшей мере, приблизительно движению перемещения второго держателя, что позволяет образовать форму ласточкина хвоста петли.
Если петлеобразователи выполнены с возможностью настройки в своем положении по отношению друг к другу, то этим можно достичь согласования с различными диаметрами конца.
Если петлеобразующее устройство содержит три петлеобразователя, расположенных по отношению друг к другу в виде преимущественно равностороннего треугольника, причем треугольное расположение происходит, в частности, таким образом, что при контакте петлеобразующего устройства с концом, образованным первым образующим конец блоком, образующий вершину треугольника петлеобразователь расположен над концом, а образующие основание треугольника петлеобразователи расположены под концом, то оба образующих основание треугольника петлеобразователя образуют точки отклонения конца, в которых его отклоняют из его линейной ориентации, по меньшей мере, приблизительно вдоль пути подачи к образованию петли. В принципе, отклонение может происходить под любым углом, причем отклонение на 90° открывает возможность образования наибольшей длины петли в наименьшем пространстве. Другими словами, петлеобразователи в этом выполнении захватывают между собой конец, уже образованный первым образующим конец блоком.
Чтобы петлеобразующее устройство могло надежно входить в контакт с образованным первым образующим конец узлом блоком, далее предусмотрено, что высота треугольника из трех петлеобразователей выбрана так, что она больше диаметра образованного первым образующим конец блоком конца.
Если образующий вершину треугольника петлеобразователь, т.е. петлеобразователь, расположенный между обоими внешними петлеобразователями, может перемещаться реверсивно-линейно, то длина петли или ее высота, т.е. расстояние между вершиной петли и путем подачи, вдоль которого проходит образованный первым образующим конец блоком конец, может быть по желанию произвольным. Кроме того, образование петли может происходить за счет этого компактно.
Чтобы материал упаковочной оболочки при образовании петли и при его подтягивании мог без повреждения скользить, по меньшей мере, по одному петлеобразователю, предусмотрено, что петлеобразователь выполнен с низким трением. Это достигается разными путями, например, за счет того, что петлеобразователь установлен на держателе с возможностью вращения и/или имеет на своей наружной стороне, по меньшей мере, на отдельных участках низкое трение.
Петлеобразователь может иметь самые разные выполнения. Одна особенно простая возможность состоит в том, что петлеобразователь образован роликом.
В принципе, по окончании движения образования конца первым образующим конец блоком второй образующий конец блок может начинать свое движение образования конца. При этом последовательность процессов или движений можно контролировать или управлять ими посредством управляющего или регулирующего устройства. Точно так же возможно, чтобы второй образующий конец блок начинал свою работу или свое движение, если образование конца первым образующим конец блоком еще не завершено. При этом последовательность процессов или движений также можно контролировать или управлять ими посредством управляющего или регулирующего устройства, в частности программно-управляемого управляющего или регулирующего устройства. В качестве альтернативы или дополнительно к этому далее может быть предусмотрено, по меньшей мере, одно сенсорное устройство для контроля процесса движения, по меньшей мере, одного первого образующего конец блока. При этом сенсорное устройство может работать, например, на оптической, электрической или механической основе.
Для первого образующего конец блока могут применяться самые разные устройства. При использовании устройства, согласно изобретению, например, в клипсаторе, первый образующий конец блок может быть образован пережимающим содержимое устройством, содержащим, по меньшей мере, один первый и один второй пережимающие блоки, причем, по меньшей мере, второй пережимающий блок может быть выполнен с возможностью реверсивного перемещения, по меньшей мере, приблизительно в направлении подачи материала упаковочной оболочки для образования первой длины конца. Пережимающие блоки могут иметь самые разные решения. Так, существует возможность, что, по меньшей мере, один из пережимающих блоков образован пережимающими ножницами. Точно так же существует возможность, что первый и/или второй пережимающий блок выполнен соответственно в виде пережимающего блока ирисового типа.
Чтобы находящееся в материале упаковочной оболочки содержимое при дальнейшей обработке надежно оставалось в нем, может быть предусмотрен блок постановки запечатывающих средств, выполненный с возможностью постановки запечатывающих средств, в частности клипс, для запечатывания материала упаковочной оболочки с целью получения продуктов из содержимого.
Чтобы заполненный содержимым и выполненный с концом материал упаковочной оболочки получить в качестве самостоятельного продукта, может быть предусмотрен, кроме того, отрезной блок, выполненный с возможностью отрезания участков материала упаковочной оболочки от его запаса для получения продуктов из содержимого.
Для наполнения материала упаковочной оболочки может быть предусмотрен далее наполнительный блок, преимущественно наполнительная труба, выполненная с возможностью помещения содержимого в материал упаковочной оболочки. При этом запас пустого материала упаковочной оболочки может быть расположен на наполнительном блоке. Если наполнительный блок образован, например, наполнительной трубой, то материал упаковочной оболочки может быть расположен на внешней периферийной стороне наполнительной трубы. Тогда блок с запасом образован запасом материала упаковочной оболочки и внешней периферийной стороной наполнительной трубы.
В части способа задача решается посредством признаков пункта 27 формулы изобретения. В зависимых от него пунктах 28-35 охарактеризованы предпочтительно варианты. К способу относятся помимо приведенных ниже преимуществ те же преимущества, что и описанные выше для устройства.
Как уже сказано, образование второй длины конца может начинаться до завершения образования первой длины конца. Точно так же существует возможность начала образования второй длины конца после образования, по меньшей мере, половины первой длины конца. Кроме того, образование второй длины конца может начинаться после образования первой длины конца.
При этом началом движения второго образующего конец блока можно управлять посредством сенсорного устройства, контролирующего движение первого образующего конец блока.
Далее может быть предусмотрено, что для образования второй длины конца на образованной первым образующим конец блоком первой длине конца образуют петлю конца.
При этом для образования петли конца петлеобразующее устройство может быть реверсивно подведено, в частности повернуто, к отрезку образованной первым образующим конец блоком первой длины конца, а затем, по меньшей мере, один петлеобразователь петлеобразующего устройства может быть перемещен реверсивно-линейно.
Далее существует возможность, что для образования первой длины конца указывающий в направлении пути подачи конец материала упаковочной оболочки герметично запечатывают, по меньшей мере, одним первым запечатывающим средством, в частности клипсой, затем содержимое заполняют в упаковочную оболочку, после этого участок заполненного содержимым материала упаковочной оболочки отделяют от еще пустого материала упаковочной оболочки посредством пережимающего содержимое устройства, по меньшей мере, с одним первым и одним вторым пережимающими блоками, после чего первый пережимающий блок перемещают вдоль пути подачи с захватом заполненного содержимым участка материала упаковочной оболочки при одновременном стягивании еще пустого материала упаковочной оболочки.
Кроме того, может быть предусмотрено, что после образования второй длины конца ставят, по меньшей мере, одно второе запечатывающее средство, в частности клипсу, для герметичного запечатывания материала упаковочной оболочки и упаковочную оболочку в зоне указывающей против направления подачи материала упаковочной оболочки стороны запечатывающего средства отделяют для образования продукта из содержимого.
Другие предпочтительные варианты и пример выполнения устройства и способа, согласно изобретению, поясняются ниже в сочетании с приложенными чертежами. Используемые в этом описании термины «слева», «справа», «вверху» и «внизу» относятся на чертежах в ориентации с нормально читаемыми ссылочными позициями или обозначениями на фигурах. На чертежах изображают:
- фиг.1-8: схематичные виды сбоку, отображающие устройство и способ во время различных рабочих этапов;
- фиг.9, 10: вид по линии IX-IX на фиг.1.
На фиг.1-10 схематично изображено устройство, согласно изобретению, причем следует отметить, что показаны только самые необходимые для понимания изобретения детали. Как видно из названных фигур, устройство, согласно изобретению, применяют в колбасном клипсаторе для изготовления колбасных батонов W.
Устройство содержит блок 10 запаса для размещения пустого материала упаковочной оболочки, который в данном примере образован гибким материалом колбасной оболочки WH. Блок 10 образован внешней периферийной поверхностью 12а наполнительной трубы 12 с сечением, в основном, в форме кругового цилиндра и расположенным на этой стороне 12а пустым материалом колбасной оболочки WH. Материал колбасной оболочки WH гармоникаобразно надет на внешнюю периферийную поверхность 12а, как это видно на фиг.1. Наполнительная труба 12 имеет, кроме того, указывающее влево устье 12b, из которого содержимое, здесь колбасный фарш (не показан), может подаваться в колбасную оболочку WH.
Материал колбасной оболочки или колбасная оболочка WH выполнен или выполнена с возможностью перемещения от наполнительной трубы 12 вдоль проходящего, в основном, линейно и, как показано на фиг.1, горизонтально пути подачи, обозначенного на фиг.1 стрелкой V, влево за счет давления заполнения входящего в пустую колбасную оболочку WH содержимого. Образующийся при этом колбасный батон W или заполненный фаршем участок WH' колбасной оболочки WH может прилегать при этом к опоре, например ленточному транспортеру (не показан).
Устройство содержит первый образующий конец блок 20, образованный пережимающим содержимое устройством. Пережимающее устройство 20 содержит первый пережимающий блок 22 ирисового типа и второй пережимающий блок 24 ирисового типа, расположенный на пути V подачи справа от первого пережимающего блока 22. Как более подробно поясняется ниже, первый пережимающий блок 22 ирисового типа выполнен с возможностью реверсивно-линейного перемещения из исходного положения во время движения образования первой длины конца Z вдоль пути подачи V колбасной оболочки WH или вдоль пути образования конца в рабочее конечное положение или конечное положение образования конца.
Помимо первого образующего конец блока 20 предусмотрен еще второй образующий конец блок 30, находящийся, как показано на фиг.1 и 9, в своем исходном положении под путем образования конца или путем V подачи. Второй образующий конец блок 30 содержит петлеобразующее устройство (не показано) с первым держателем 32, имеющим на виде сверху U-образную форму, оба расположенных параллельно друг другу колена которой обозначены 32а, 32b. Первый держатель 32 обоими показанными на фиг.4 коленами 32а, 32b соединен с поворотным устройством 34 для совершения поворотного движения.
На каждом из обоих свободных концов колен 32а, 32b с возможностью вращения установлен отклоняющий ролик 36. Отклоняющие ролики 36 размещены на коленах 32а, 32b так, что они в показанном на фиг.1 и 9 исходном положении второго образующего конец блока 30 указывают в направлении пути V подачи. На своих цилиндрических внешних периферийных поверхностях отклоняющие ролики 36 могут быть покрыты материалом с низким трением.
Помимо первого держателя 32 у второго образующего конец блока 30 в качестве части петлеобразующего устройства предусмотрен второй держатель 38, который на виде сверху имеет, по меньшей мере, приблизительно прямоугольную форму и расположен между обоими коленами 32а, 32b первого держателя 32. Второй держатель 38 также соединен с поворотным устройством 34 для совершения поворотного движения. Кроме того, второй держатель 38 на своем противоположном поворотному устройству 34 конце также снабжен установленным с возможностью вращения отклоняющим роликом 36, имеющим те же ориентацию и выполнение, что и оба отклоняющих ролика 36 на коленах 32а, 32b первого держателя 32.
Как видно, например, из фиг.1 или 4, три отклоняющих ролика 36 образуют преимущественно равносторонний треугольник, причем размещенный на втором держателе 38 отклоняющий ролик 36 образует вершину треугольника, а оба размещенных на коленах 32а, 32b первого держателя 32 отклоняющих ролика 36 - образуют основание треугольника. Высота треугольника, т.е. расстояние образующего вершину треугольника отклоняющего ролика 36 до образованного обоими отклоняющими роликами 36 первого держателя 32 основания треугольника, рассчитана или, при необходимости, может быть отрегулирована с возможностью захвата образованного первым образующим конец блоком 20 конца (фиг.3 или 4) между отклоняющими роликами 36, когда второй образующий конец блок 30 займет свое положение образования конца за счет реверсивного поворота из исходного положения (фиг.4 и 10).
Далее второй держатель 38 соединен с устройством перемещения для совершения реверсивного линейного движения. Таким образом, второй держатель 38 может быть реверсивно перемещен из показанного на фиг.1 исходного положения в более подробно поясненное ниже положение образования петли (фиг.5) в направлении, в основном, перпендикулярно пути V подачи или перпендикулярно образованному первым образующим конец блоком 20 концу Z. При своем линейном движении перемещения второй держатель 38 может направляться внутренними сторонами (не показаны) колен 32а, 32b первого держателя 32.
Из поворотного устройства 34 показана только его ось 34а вращения, проходящая, по меньшей мере, приблизительно горизонтально и параллельно пути V подачи материала WH колбасной оболочки. Вокруг оси 34а вращения посредством поворотного устройства 34, содержащего двигатель (не показан), первый 32 и второй 38 держатели могут реверсивно поворачиваться одновременно из исходного положения на фиг.1, 9 в плоскости фиг.1, 9 в рабочее положение на фиг.4, 10. Затем или незадолго до этого второй держатель 38 может начинать свое линейное движение перемещения, как это более подробно описано ниже.
Слева, рядом с вторым образующим конец блоком 30, расположен датчик 40, соединенный проводом 40а с управляюще-регулирующим устройством (не показано). Датчик 40 служит для регистрации движения первого образующего конец блока 20, в частности полного прохождения мимо него заполненного содержимым участка WH' колбасной оболочки WH. В зависимости от выбранного процесса управления или регулирования поворотное движение второго образующего конец блока 30 может начинаться уже перед полным прохождением мимо датчика 40 заполненного содержимым участка WH' колбасной оболочки WH. Точно так же возможно начало этого поворотного движения после полного прохождения мимо датчика 40 участка WH'.
Устройство содержит клипсатор 50, состоящий из матрицы 52 и пуансона 54. Клипсатор 50 выполнен с возможностью постановки запечатывающих средств в виде клипс C1, С2, С3 для герметичного запечатывания торцевых сторон колбасной оболочки WH колбасного батона W (фиг.1 и 7). Далее клипсатор 50 снабжен образующим отрезное устройство отрезным ножом 56, который служит для разрезания колбасной оболочки WH описанным ниже образом. Клипсатор 50 расположен при этом с возможностью вхождения при раздвинутых пережимающих блоках 22, 24 ирисового типа в образовавшийся промежуток для постановки клипс C1, С2, С3.
Принцип работы устройства и принцип способа следующие.
Прежде, чем будет готов колбасный батон W, заполненный колбасным фаршем, посредством клипсатора 50 на указывающий влево свободный конец пустой колбасной оболочки WH ставят клипсу С1. Эта клипса С1 герметично запечатывает колбасную оболочку WH, так что затем может быть начат процесс заполнения. Для этого колбасный фарш транспортируют по наполнительной трубе 12 к ее устью 12b. В процессе заполнения вследствие поступающего при этом в колбасную оболочку WH содержимого и возникающего за счет этого давления внутри колбасной оболочки WH ее материал смещается влево, причем одновременно пустая колбасная оболочка WH стягивается с блока 10 запаса. Это показано на фиг.1.
После заполнения желаемого количества содержимого в колбасную оболочку WH и подачи при этом заполненного содержимым участка WH' колбасной оболочки возникающего колбасного батона W влево вдоль пути V подачи смыкают первый 22 и второй 24 пережимающие блоки ирисового типа, в результате чего на материале WH колбасной оболочки заметно образуются первый участок WH' колбасной оболочки, заполненный содержимым, и второй, пустой участок WH″ колбасной оболочки, который проходит между обоими пережимающими блоками 22, 24 ирисового типа, короче по сравнению с первым участком WH' колбасной оболочки и образующий первую часть еще образуемого конца Z. Это состояние показано на фиг.2.
После этого первый пережимающий блок 22 перемещают влево вдоль пути V подачи, т.е. в направлении запечатанного клипсой 1 конца колбасной оболочки WH. При этом пустой материал WH колбасной оболочки стягивают с блока 10 запаса или с внешней поверхности 12а наполнительной трубы 12. Поскольку второй пережимающий блок 24 ирисового типа сомкнут неполностью, пустая колбасная оболочка WH может быть протянута через этот второй пережимающий блок 24 ирисового типа. За счет этого между первым 22 и вторым 24 пережимающими блоками образуется первая длина конца Z вдоль пути V подачи. Это состояние показано на фиг.3.
После прохождения сенсорного устройства 40 через первый пережимающий блок 22 ирисового типа, второй образующий конец блок 30 поворачивают вокруг оси 34а вращения из его нерабочего положения на фиг.1-3, 9. По окончании поворотного движения три петлеобразователя 36, размещенные на втором образующем конец блоке 30 и на первом 32 и втором 38 держателях, входят в контакт с первой длиной образованного первым образующим конец блоком 22, 24 конца Z. При этом оба образующих основание треугольника петлеобразователя 36 колен 32а, 32b находятся под концом Z, а верхний петлеобразователь 36 второго держателя 38, образующий вершину треугольника, расположен над концом Z, как это видно на фиг.4 и 10.
После окончания движения образования конца первым образующим конец блоком 22, 24 средний петлеобразователь 36 второго держателя 38 посредством привода (не показан) перемещают линейно вниз, как показано на фиг.5. При этом дополнительный пустой материал WH колбасной оболочки стягивают с блока 10 запаса и одновременно образуют петлю в конце Z, которая образует вторую длину образующегося конца Z.
По окончании образования петли посредством второго держателя 38 с помощью клипсатора 50 на пустом материале WH колбасной оболочки ставят вторую С2 и третью С3 клипсы. При этом вторая клипса С2 образует замыкание образованного конца Z и, тем самым, также изготовленного колбасного батона W, а третья клипса С3 образует первую клипсу для следующего колбасного батона W. Вслед за этим посредством отрезного ножа 56 материал WH колбасной оболочки образованного колбасного батона W отрезают между второй С2 и третьей С3 клипсами от находящегося в блоке 10 запаса пустого материала WH колбасной оболочки (фиг.6). Одновременно, незадолго до этого или вскоре после этого второй держатель 38 линейно возвращают в его исходное положение таким образом, что петлеобразователь 36 второго держателя 38 выходит из контакта с петлей или концом Z (фиг.6).
После этого второй образующий конец блок 30 поворачивают обратно в его исходное положение, и изготовленный колбасный батон W может быть извлечен с концом Z из устройства посредством уже упомянутого ленточного транспортера (не показан) (фиг.7 и 8). Затем описанным выше образом изготавливают новый колбасный батон W с концом Z.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ КОНЧИКА РУКАВА НА УПАКОВОЧНОЙ ОБОЛОЧКЕ | 2008 |
|
RU2384068C2 |
| ПЕРЕЖИМАЮЩИЙ УЗЕЛ КЛИПСАТОРА | 2009 |
|
RU2425784C1 |
| МАГАЗИН ПОДВЕСНЫХ ЭЛЕМЕНТОВ | 2011 |
|
RU2546195C2 |
| ПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ ЭЛЕМЕНТОВ ПОДВЕСА | 2010 |
|
RU2505066C2 |
| КАПСУЛА С ВЗРЫВЧАТЫМ ВЕЩЕСТВОМ, СОДЕРЖАЩАЯ ДЕТОНИРУЮЩЕЕ СРЕДСТВО | 2012 |
|
RU2532980C2 |
| СПОСОБ УПРАВЛЕНИЯ ПОТОЧНОЙ ЛИНИЕЙ, ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛБАСООБРАЗНЫХ ПРОДУКТОВ, КЛИПСАТОР ДЛЯ ПОТОЧНОЙ ЛИНИИ И ЗАГРУЗОЧНАЯ МАШИНА ДЛЯ ПОТОЧНОЙ ЛИНИИ | 2007 |
|
RU2438333C2 |
| УСТРОЙСТВО И СПОСОБ ПОРЦИОНИРОВАНИЯ И УПАКОВЫВАНИЯ | 2006 |
|
RU2401605C2 |
| ЗАДЕРЖИВАЮЩЕЕ УСТРОЙСТВО С КРИВОШИПНО-ШАТУННЫМ МЕХАНИЗМОМ | 2006 |
|
RU2391267C2 |
| УПАКОВОЧНАЯ КОМБИНАЦИЯ | 2013 |
|
RU2574706C2 |
| УСТРОЙСТВО ПОДАЧИ ЭТИКЕТОК ДЛЯ ЛЕГКОГО КРЕПЛЕНИЯ С ПОМОЩЬЮ КЛИПСЫ | 2014 |
|
RU2604581C2 |
Изобретение относится к устройству и способу образования конца (Z) на материале (WH) упаковочной оболочки, заполненной содержимым, в частности колбасным фаршем, причем конец (Z), по меньшей мере, во время своего образования, по меньшей мере, приблизительно свободен от содержимого. Устройство содержит простирающийся, по меньшей мере, приблизительно линейно путь (V) подачи материала (WH) упаковочной оболочки, вдоль которого образуют конец (Z), блок для размещения запаса пустого материала (WH) упаковочной оболочки и первый образующий конец блок (20), выполненный с возможностью воздействия на материал (WH) упаковочной оболочки в направлении пути (V) подачи для образования первой длины конца посредством стягивания материала (WH) упаковочной оболочки с его запаса. Устройство содержит также второй образующий конец блок (30), выполненный с возможностью образования второй длины конца посредством стягивания дополнительного материала (WH) упаковочной оболочки с его запаса. Изобретение позволяет обеспечивать получение более длинного конца наполненной содержимым оболочки. 2 н. и 33 з.п. ф-лы, 10 ил.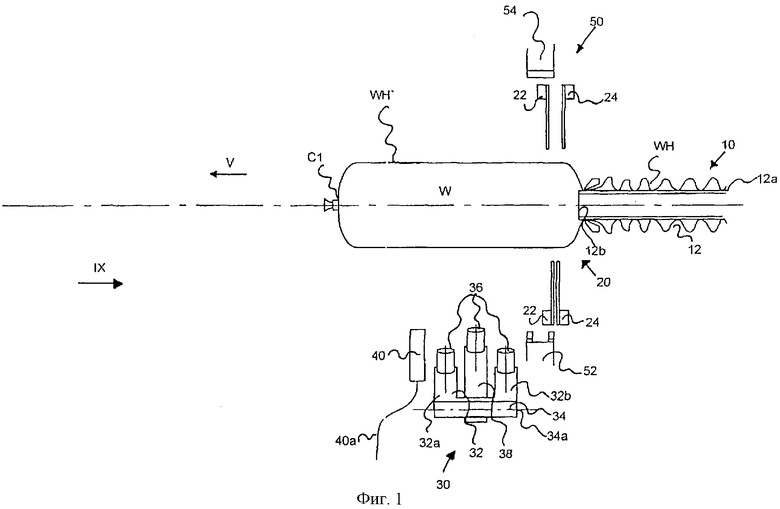
1. Устройство для образования конца на материале упаковочной оболочки, заполняемой содержимым, в частности колбасным фаршем, причем конец (Z), по меньшей мере, во время своего образования, по меньшей мере, приблизительно свободен от содержимого, содержащее простирающийся, по меньшей мере, приблизительно линейно путь (V) подачи материала (WH) упаковочной оболочки, вдоль которого образуется конец (Z), блок (10) для размещения запаса пустого материала упаковочной оболочки и первый образующий конец блок (20), выполненный с возможностью воздействия на материал (WH) упаковочной оболочки в направлении пути (V) подачи для образования первой длины конца посредством стягивания материала упаковочной оболочки с его запаса, отличающееся тем, что предусмотрен второй образующий конец блок (30), выполненный с возможностью образования второй длины конца посредством стягивания дополнительного материала (WH) упаковочной оболочки с его запаса.
2. Устройство по п.1, отличающееся тем, что для образования второй длины конца поперек пути (V) подачи материала (WH) упаковочной оболочки второй образующий конец блок (30) выполнен с возможностью воздействия на него для образования петли конца.
3. Устройство по п.2, отличающееся тем, что второй образующий конец блок (30) во время движения образования конца выполнен с возможностью реверсивно-линейного перемещения из положения готовности в положение удлинения конца.
4. Устройство по п.2, отличающееся тем, что второй образующий конец блок (30) во время движения образования конца выполнен с возможностью реверсивного поворота из положения готовности в положение удлинения конца.
5. Устройство по п.3 или 4, отличающееся тем, что второй образующий конец блок (30) во время движения образования конца выполнен с возможностью реверсивного поворота из положения готовности в положение удлинения конца, а затем преимущественно реверсивно-линейного перемещения.
6. Устройство по п.1, отличающееся тем, что второй образующий конец блок (30) имеет, по меньшей мере, один держатель (32, 38), по меньшей мере, с одним петлеобразующим устройством.
7. Устройство по п.6, отличающееся тем, что петлеобразующее устройство содержит, по меньшей мере, один петлеобразователь (36), выполненный с возможностью вступления в контакт с концом (Z) во время движения его образования.
8. Устройство по п.7, отличающееся тем, что петлеобразователь выполнен с возможностью линейного перемещения.
9. Устройство по п.7 или 8, отличающееся тем, что петлеобразующее устройство содержит несколько петлеобразователей (36), выполненных с возможностью захвата между собой конца (Z) во время движения его образования.
10. Устройство по п.9, отличающееся тем, что петлеобразователи (36) выполнены с возможностью регулирования в их положении по отношению друг к другу.
11. Устройство по п.9, отличающееся тем, что петлеобразующее устройство содержит три петлеобразователя (36), расположенных по отношению друг к другу в форме преимущественно равностороннего треугольника, причем треугольное расположение происходит, в частности, таким образом, что при контакте петлеобразующего устройства с образованным первым образующим конец блоком концом (Z) образующий вершину треугольника петлеобразователь расположен над концом (Z), а образующие основание треугольника петлеобразователи расположены под концом (Z).
12. Устройство по п.10, отличающееся тем, что петлеобразующее устройство содержит три петлеобразователя (36), расположенных по отношению друг к другу в форме преимущественно равностороннего треугольника, причем треугольное расположение происходит, в частности, таким образом, что при контакте петлеобразующего устройства с образованным первым образующим конец блоком концом (Z) образующий вершину треугольника петлеобразователь расположен над концом (Z), а образующие основание треугольника петлеобразователи расположены под концом (Z).
13. Устройство по п.11 или 12, отличающееся тем, что высота треугольника из трех петлеобразователей выбрана так, что она больше диаметра образованного первым образующим конец блоком (20) конца (Z).
14. Устройство по п.11 или 12, отличающееся тем, что образующий вершину треугольника петлеобразователь выполнен с возможностью линейного перемещения.
15. Устройство по п.13, отличающееся тем, что образующий вершину треугольника петлеобразователь выполнен с возможностью линейного перемещения.
16. Устройство по п.7, отличающееся тем, что петлеобразователь (36) выполнен с низким трением.
17. Устройство по п.16, отличающееся тем, что петлеобразователь (36) установлен на держателе с возможностью вращения.
18. Устройство по п.16 или 17, отличающееся тем, что петлеобразователь (36) имеет на своей внешней стороне, по меньшей мере, на отдельных участках поверхность с низким трением.
19. Устройство по п.7, отличающееся тем, что петлеобразователь образован роликом.
20. Устройство по п.1, отличающееся тем, что предусмотрено, по меньшей мере, одно сенсорное устройство (40) для контроля процесса движения, по меньшей мере, первого образующего конец блока (20).
21. Устройство по п.1, отличающееся тем, что первый образующий конец блок (20) образован пережимающим содержимое устройством (22, 24), содержащим, по меньшей мере, один первый и один второй пережимающие блоки (22, 24), причем преимущественно, по меньшей мере, второй пережимающий блок (24) выполнен с возможностью реверсивного перемещения, по меньшей мере, приблизительно в направлении подачи материала (WH) упаковочной оболочки для образования первой длины конца.
22. Устройство по п.21, отличающееся тем, что первый и/или второй пережимающий блок образован, соответственно, пережимающим блоком (22, 24) ирисового типа.
23. Устройство по п.1, отличающееся тем, что предусмотрен блок (50) постановки запечатывающих средств, выполненный с возможностью постановки запечатывающих средств (C1, С2, С3), в частности клипс, для запечатывания материала (WH) упаковочной оболочки с целью получения продуктов (W) из содержимого.
24. Устройство по п.1, отличающееся тем, что предусмотрен отрезной блок (56), выполненный с возможностью отрезания участков материала (WH) упаковочной оболочки от его запаса для получения продуктов (W) из содержимого.
25. Устройство по п.1, отличающееся тем, что предусмотрен наполнительный блок (12), преимущественно наполнительная труба, выполненная с возможностью помещения содержимого в материал (WH) упаковочной оболочки.
26. Устройство по п.25, отличающееся тем, что на наполнительном блоке (12) находится запас пустого материала (WH) упаковочной оболочки.
27. Способ образования конца (Z) на материале (WH) упаковочной оболочки, в частности для работы устройства по любому из пп.1-26, причем материал (WH) упаковочной оболочки заполнен содержимым, в частности колбасным фаршем, а конец (Z), по меньшей мере, во время своего образования, по меньшей мере, приблизительно свободен от содержимого, включающий в себя следующие этапы: продвижение материала (WH) упаковочной оболочки, стянутого с запаса пустого материала (WH) упаковочной оболочки, вдоль простирающегося, по меньшей мере, приблизительно линейно пути (V) подачи и образование первой длины конца посредством первого образующего конец блока (20), отличающийся тем, что вторую длину конца образуют посредством второго образующего конец блока (30).
28. Способ по п.27, отличающийся тем, что образование второй длины конца начинают до завершения образования первой длины конца.
29. Способ по п.28, отличающийся тем, что образование второй длины конца начинают после образования, по меньшей мере, половины первой длины конца.
30. Способ по п.27, отличающийся тем, что образование второй длины конца начинают после образования первой длины конца.
31. Способ по любому из пп.27-30, отличающийся тем, что началом движения второго образующего конец блока (30) управляют посредством сенсорного устройства (40), выполненного с возможностью контроля движения первого образующего конец блока (20).
32. Способ по п.27, отличающийся тем, что для образования второй длины конца на образованной первым образующим конец блоком (20) первой длине конца образуют петлю конца.
33. Способ по п.32, отличающийся тем, что для образования петли конца петлеобразующее устройство реверсивно подводят, в частности поворачивают, к отрезку образованной первым образующим конец блоком (20) первой длины конца, а затем, по меньшей мере, один петлеобразователь (36) петлеобразующего устройства линейно перемещают.
34. Способ по п.27, отличающийся тем, что для образования первой длины конца указывающий в направлении пути (V) подачи конец материала (WH) упаковочной оболочки герметично запечатывают, по меньшей мере, одним первым запечатывающим средством, в частности клипсой, затем содержимое заполняют в упаковочную оболочку, после этого участок заполненного содержимым материала (WH) упаковочной оболочки отделяют от еще пустого материала (WH) упаковочной оболочки посредством пережимающего содержимое устройства (22, 24), по меньшей мере, с одним первым и одним вторым пережимающими блоками (22, 24), после чего первый пережимающий блок (22) перемещают вдоль пути (V) подачи с захватом заполненного содержимым участка (WH) материала упаковочной оболочки при одновременном стягивании еще пустого материала (WH) упаковочной оболочки.
35. Способ по п.34, отличающийся тем, что после образования второй длины конца ставят, по меньшей мере, одно второе запечатывающее средство, в частности клипсу (C1, С2, С3), для герметичного запечатывания материала (WH) упаковочной оболочки, и упаковочную оболочку в зоне, указывающей против направления подачи материала (WH) упаковочной оболочки стороны запечатывающего средства, отделяют для образования продукта из содержимого.
| DE 3840522 А1, 06.07.1989 | |||
| РАСФАСОВОЧНОЕ УСТРОЙСТВО ДЛЯ ПОРЦИОННОЙ НАБИВКИ В ГИБКУЮ ТРУБЧАТУЮ ОБОЛОЧКУ | 2000 |
|
RU2239324C2 |
| US 4675945 А, 30.06.1987 | |||
| DE 202005007176 U1, 04.08.2005. | |||

