Изобретение относится к подающему устройству для подачи элементов подвеса в упаковочную машину.
Изобретение, в частности, относится к подающему устройству для элементов подвеса для подачи эластичных элементов подвеса в упаковочную машину, в частности в клипсовальную машину, причем элементы подвеса в форме петель располагают на транспортерной ленте при помощи клеющего средства поперек направления транспортирования с возможностью отделения и с возможностью транспортирования посредством транспортерной ленты в место раздачи, в котором съемный элемент подвеса может сниматься с транспортерной ленты.
На практике известно, что, например, при изготовлении колбас колбасный фарш подают из фасовочной машины через наполнительную трубку в клипсовальную машину. В клипсовальной машине содержимое подают в закрытый с одной стороны первой клипсой, упаковочный материал в форме кишки и закрывают посредством установки второй клипсы. Если продукт в форме колбасы или колбасное изделие следует подвешивать для последующей обработки, то во вторую клипсу, как правило, вкладывают элемент подвеса, в большинстве случаев, веревочную петлю, и фиксируют этой второй клипсой на колбасном изделии. Затем колбасные изделия располагают в ряд на накопительных штангах для дальнейшей переработки, например для копчения.
Из публикации DE 102006041829 известна производственная линия для изготовления продуктов в форме колбасы, на которой продукты в форме колбасы вмещают текучее содержимое, например колбасный фарш, уплотняющую пасту, гранулированные продукты и им подобные в материал упаковочной оболочки в форме кишки. Эта известная производственная линия содержит клипсовальную машину, в которой наполненный содержимым материал упаковочной оболочки разделяется на отдельные продукты в форме колбасы при затягивании упаковочной оболочки и установке клипсового затвора на участке затягивания, причем при установке клипсового затвора на продукт в форме колбасы можно устанавливать, по меньшей мере, один гибкий элемент подвеса, синхронизированно подаваемый клипсовальной машиной. Элементы подвеса, образованные в данном случае веревочными петлями, лежат при этом на односторонне покрытой клеем транспортерной ленте, с которой они стягиваются в клипсовальной машине по отдельности посредством не изображенной детально матрицей инструмента установки/закрывания клипс.
Однако в этих известных подающих устройствах для гибких элементов подвеса существует опасность выброса наружу элементов подвеса из матрицы или клипсового затвора импульсом, получаемым ими при отделении от транспортерной ленты. Это приводит к тому, что элементы подвеса не фиксируются надлежащим образом на продукте в форме колбасы. Результатом являются нежелательные простои и производственные браки. Кроме того, закружившиеся элементы подвеса могут запутаться в других деталях, что также приводит к дополнительным простоям и производственным бракам.
Задача данного изобретения состоит в создании подающего устройства для элементов подвеса для подачи гибких элементов подвеса в упаковочную машину, в частности в клипсовальную машину, прежде указанного вида, не имеющее упомянутых недостатков и более надежно обеспечивающее технологический процесс изготовления продуктов в форме колбасы. Вышеуказанная задача решается при помощи признаков пункта 1 формулы изобретения. В зависимых пунктах 2-15 содержатся предпочтительные варианты осуществления изобретения.
Для решения этой задачи предлагается подающее устройство для элементов подвеса для подачи гибких элементов подвеса в упаковочную машину, в частности в клипсовальную машину, в которой элементы подвеса в форме петель располагают на транспортерной ленте при помощи клеющего средства поперек направления транспортирования с возможностью отделения и с возможностью транспортирования посредством транспортерной ленты в место раздачи, в котором съемный элемент подвеса может сниматься с транспортерной ленты.
В предпочтительном варианте выполнения соответствующего изобретению подающего устройства на участке места раздачи для элементов подвеса, над транспортерной лентой, предусматривают прижимное устройство. Такое прижимное устройство удерживает только что стянутый с транспортерной ленты элемент подвеса, по меньшей мере, примерно до тех пор, пока он не будет зафиксирован посредством клипсового затвора на продукте в форме колбасы и не выведен из участка закрывания клипсовальной машины. Вследствие этого надежно предотвращаются кружение и запутывание элемента подвеса в других деталях.
Поданные в клипсовальную машину элементы подвеса располагаются на транспортерной ленте поперек, а в направлении подачи - друг за другом. Так как удерживаемый элемент подвеса стягивают с транспортерной ленты только лишь в месте раздачи, в другом предпочтительном варианте выполнения соответствующего изобретению подающего устройства предусмотрено снабжать прижимное устройство прижимным элементом с возможностью реверсивного накладывания, по меньшей мере, на находящиеся в месте раздачи элементы подвеса, причем прижимной элемент перекрывает элемент подвеса, по меньшей мере, на некоторых участках.
Для надежного предотвращения кружения только что стянутого элемента подвеса прижимное устройство содержит зажимное устройство для накладывания прижимного элемента с предопределенной силой на находящийся в месте раздачи элемент подвеса. Эту предопределенную силу подбирают такой, чтобы, с одной стороны, она была достаточной для удерживания элемента подвеса под напряжением и предотвращения вследствие этого кружения. С другой стороны, сила не должна превышать максимальную величину, чтобы не препятствовать стягиванию элемента подвеса с транспортерной ленты.
Прижимной элемент можно выполнять разными способами. В предпочтительном варианте выполнения прижимной элемент состоит из плоского элемента, например металлического листа, предпочтительно, из нержавеющей высококачественной стали. Так же возможно изготовление прижимного элемента из подходящего синтетического материала.
Так как прижимной элемент должен перекрывать только часть удерживаемого в месте раздачи элемента подвеса, прижимной элемент может быть также образован скобой.
Чтобы не препятствовать переводу элемента подвеса на улавливающее устройство, прижимной элемент имеет на участке улавливающего устройства вырез. В случае, если прижимной элемент образован скобой, он может быть соответствующим способом изогнут вокруг этого участка.
Как указывалось прежде, элементы подвеса клипсовальной машины подают синхронизированно, т.е. протяжка или подача элементов подвеса происходит только между двумя операциями закрывания. Удерживаемый в месте раздачи элемент подвеса стягивают с транспортерной ленты только во время операции закрывания. Чтобы не препятствовать подаче транспортерной ленты с находящимися на ней элементами подвеса или не повреждать транспортерную ленту и элементы подвеса, предпочтительно, если прижимное устройство имеет подъемное устройство, образованное в предпочтительном варианте выполнения посредством подъемного устройства для реверсивного приподнимания прижимного элемента параллельно к транспортерной ленте.
В другом предпочтительном варианте выполнения подъемное устройство образовано поворотным устройством для реверсивного поворачивания прижимного элемента вокруг, по меньшей мере, одной оси транспортерной ленты, вследствие чего прижимное устройство может быть более упрощено.
Для реверсивного приподнимания прижимного элемента подъемное устройство имеет привод, образованный в предпочтительном варианте выполнения пневматическим цилиндром. Само собой разумеется, возможна реализация привода при помощи электродвигателя или гидравлического цилиндра.
Для интеграции прижимного устройства в процесс выпуска продукции оно соединено с блоком управления, что позволяет точно согласовывать движение прижимного элемента с циклом наполнения или циклом закрывания.
Кроме того, для эффективного предотвращения зацепления только что стянутого с транспортерной ленты элемента подвеса за другие детали машины, например при выводе продукта в форме колбасы из клипсовальной машины, предусмотрен направляющий элемент.
В клипсовальной машине, имеющей вытеснительный узел с первой парой вытеснительных ножниц и параллельно расположенной к ней второй парой вытеснительных ножниц и расположенным по потоку за вытеснительным узлом улавливающим устройством для элементов подвеса, направляющий элемент предпочтительно позиционируют между улавливающим устройством и нижними вытеснительными ножницами передней в направлении выталкивания наполняемого продукта парой вытеснительных ножниц, обращенной к улавливающему устройству. Это может эффективно предотвращать зацепление элемента подвеса за эти вытеснительные ножницы и вследствие этого возникновение производственного брака.
Для дальнейшего повышения описанного выше положительного эффекта направляющего элемента он пространственно изогнут и воспроизводит, по меньшей мере, примерно контур нижних вытеснительных ножниц передней в направлении выталкивания наполняемого продукта пары вытеснительных ножниц.
В предпочтительном варианте выполнения соответствующего изобретению подающего устройства направляющий элемент фиксирован на нем. Вследствие этого его положение можно оптимально согласовывать с подающим устройством и вытеснительным узлом. Так как направляющий элемент является фиксированным конструктивным элементом, его можно все же фиксировать также на подходящем месте на раме машины.
Элементами подвеса являются обычно веревочные петли. Для предотвращения повреждения элементов подвеса, когда их проводят вдоль направляющего элемента, направляющий элемент не должен иметь острых углов или краев. Поэтому предпочтительно он имеет, по меньшей мере, почти круглый профиль.
Разумеется, описанный выше направляющий элемент можно использовать в любой клипсовальной машине, даже если она не располагает соответствующим изобретению подающим устройством.
Далее приводится более подробное разъяснение других предпочтительных вариантов выполнения, а также примера выполнения изобретения с описанием одного варианта выполнения со ссылкой на приложенные чертежи. Используемые при описании примера выполнения понятия "наверху", "внизу", "слева" и "справа" относятся к фигурам чертежей, ориентированных для нормально читаемых ссылочных обозначений и обозначений фигур. На чертежах показаны:
фиг.1. Вид в перспективе соответствующего изобретению подающего устройства в изображенной только частично клипсовальной машине;
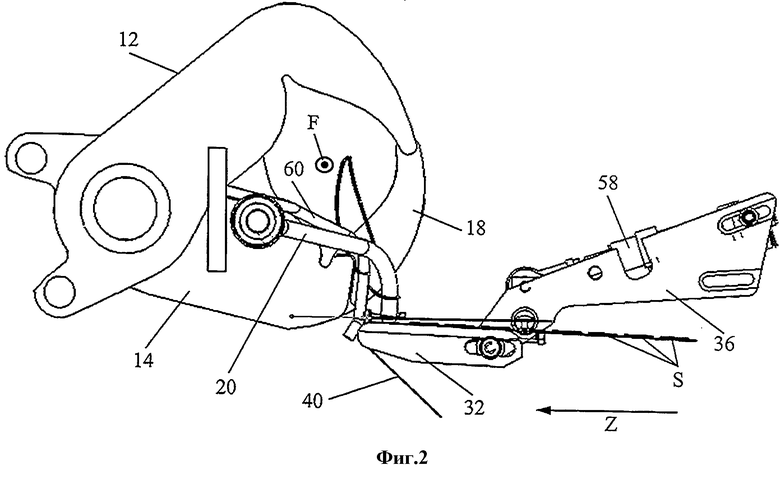
фиг.2. Вид сбоку подающего устройства согласно фиг.1; и
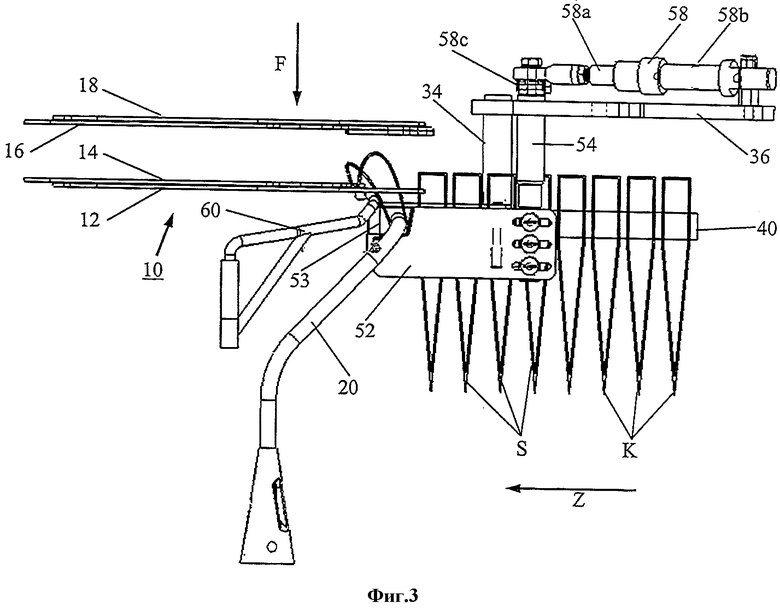
фиг.3. Вид сверху на изображенное на фиг.1 подающее устройство.
На фиг.1 показан вид в перспективе соответствующего изобретению подающего устройства в изображенной только частично и известной самой по себе клипсовальной машине для изготовления продуктов в форме колбасы. Эта известная клипсовальная машина имеет вытеснительный узел 10, состоящий из первой и второй пары вытеснительных ножниц 12, 14 и 16, 18, ориентированных параллельно друг к другу и с возможностью реверсивного поворота вертикально к направлению F выталкивания наполняемого продукта вокруг общей, не показанной детально оси между разъединенным положением, изображенным на фиг.1 и положением затягивания.
Кроме того, клипсовальная машина имеет улавливающее устройство для элементов S подвеса, которые могут устанавливаться на продуктах в форме колбасы или на колбасных изделиях. От этого улавливающего устройства на фиг.1 изображена только улавливающая игла 20. Она достает своим свободным, на изображении правым концом, до участка закрывания клипсовальной машины. К ее на фиг.1 левому концу примыкает не изображенное транспортирующее устройство, например, винтовой конвейер для вывода охваченных элементами подвеса, например, веревочными петлями S, колбасных изделий из клипсовальной машины.
Кроме того, на фиг.1 показано соответствующее изобретению подающее устройство 30 для подачи устанавливаемых на колбасном изделии элементов подвеса или веревочных петель S в направлении Z подачи, вертикально к направлению F выталкивания наполняемого продукта.
Подающее устройство 30 содержит клиновидный ведущий элемент 32, по меньшей мере, почти клиновидный по профилю, фиксированный посредством болта 34 на кронштейне 36. По существу, горизонтально ориентированный ведущий элемент 32 обращен своей более узкой стороной в направлении участка закрывания клипсовальной машины, вертикально к направлению F выталкивания наполняемого продукта содержимого. Плоскость простирания ведущего элемента 32 расположена ниже воображаемой средней продольной оси изготавливаемых колбасных изделий или ниже не изображенной наполнительной трубки, средняя продольная ось которой проходит, по меньшей мере, приблизительно параллельно к направлению F выталкивания наполняемого продукта. Болт 34, на левом (фиг.1) конце которого фиксирован ведущий элемент 32, на участке его широкого конца, простирается также параллельно к направлению F выталкивания наполняемого продукта. Правый конец болта 34 фиксирован на обращенном к клипсовальной машине конце кронштейна 36, ориентированном почти горизонтально, а также вертикально к болту 34. Фиксация ведущего элемента 32 на болте 34, как это видно на фиг.2, выполнена посредством продольного отверстия, вследствие чего становится возможным регулирование положения ведущего элемента 32.
Несущая элементы S подвеса транспортерная лента 40 проходит вокруг ведущего элемента 32 таким образом, что она налегает на обращенную вверх плоскость ведущего элемента 32, чтобы проходить вокруг узкой, обращенной к участку закрывания клипсовальной машины стороны ведущего элемента 32 и, как также видно на фиг.2, наконец, проходит ниже ведущего элемента 32 в сторону от клипсовальной машины.
На обращенной согласно фиг.1 вверх стороне транспортерной ленты 40 расположены элементы подвеса в варианте схематически изображенной на фиг.1 веревочной петли S. По существу овально или грушевидно проходящие веревочные петли S, длинные стороны петель которых, на фиг.1 - левые овальные концы или концы петель которых связаны узлом К, направлены своей самой большой продольной осью поперек к транспортерной ленте 40 и ориентированы на ней друг за другом. Они лежат плоско на транспортерной ленте 40 и выходят за нее на обеих сторонах. Веревочные петли S фиксированы известным способом на транспортерной ленте 40, например, посредством нанесенного на транспортерную ленту 40 клея с возможностью отделения.
Подающее устройство 30 содержит, кроме того, прижимное устройство 50 с прижимным элементом 52 с поворотной осью 54 и поворотным приводом 58.
Прижимной элемент 52 прижимного устройства 50 образован в этом примере выполнения плоским элементом. Плоский элемент, в этом примере выполнения предпочтительно состоящий из нержавеющей высококачественной стали и по существу прямоугольный металлический лист 52, ориентирован по существу горизонтально, а по своему протяжению - в направлении Z подачи, в частности, вертикально к направлению F выталкивания наполняемого продукта. В металлическом листе 52 предусмотрен вырез 53, согласно фиг.1 - на правой стороне его конца, обращенного к клипсовальной машине и перекрывающего, по меньшей мере, частично место раздачи. Как показано на фиг.1, вершина улавливающей иглы 20 не изображенного подробнее улавливающего устройства простирается непосредственно через вырез 53. Под местом раздачи следует понимать во взаимосвязи с соответствующим изобретению подающим устройством 30 положение в направлении Z подачи самой передней веревочной петли S, из которого она стягивается известным самим по себе способом посредством одного из закрывающих инструментов с транспортерной ленты 40, а затем фиксируется вместе с соответствующим клипсовым затвором на продукте в форме колбасы.
Металлический лист 52 соединен своим отвернутым от клипсовальной машины концом с поворотной осью 54. Фиксация металлического листа 52 к поворотной оси 54 выполнена также посредством продольных отверстий, вследствие чего становится возможной регулировка положения металлического листа 52. По существу цилиндрическая поворотная ось 54 проходит параллельно к болту 34, проникает и выходит через кронштейн 36 выше присоединения болта 34 к кронштейну 36 и смещена навстречу направлению Z подачи веревочных петель S. Проведение поворотной оси 54 через кронштейн 36 образует опору, в которой поворотная ось 54 удерживается с возможностью вращения вокруг своей продольной оси.
На выдающемся из противоположной металлическому листу 52 стороны кронштейна 36 конце поворотной оси 54 расположен поворотный привод 58. В данном примере выполнения поворотный привод 58 выполнен как цилиндрово-поршневой привод, включающий поршень 58a и цилиндр 58b, а также поворотный рычаг 58c. Поршень 58a и цилиндр 58b расположены параллельно рядом с кронштейном 36. Отвернутый от клипсовальной машины конец цилиндра 58b привинчен к кронштейну 36. Противоположный конец поршня 58a соединен с первым концом поворотного рычага 58c с возможностью поворота. Второй конец поворотного рычага 58c фиксирован к изображенному на фиг.1 правому концу поворотной оси 54, которая вследствие этого имеет возможность поворота вокруг своей продольной оси посредством поворотного привода 58. Кроме того, подающее устройство 30 содержит направляющий элемент 60, расположенный на участке между местом раздачи, улавливающей иглой 20 и первой парой вытеснительных ножниц 12, 14, как это видно также на фиг.2 и фиг.3. Направляющий элемент 60 состоит в этом примере выполнения из пространственно изогнутой несколько раз трубы. Он жестко соединен одним, отвернутым от места раздачи концом с не изображенной частью рамы машины. Свободный конец направляющего элемента 60 почти вдается в место раздачи, однако заканчивается немного ниже и рядом с ним. Достающая в участок закрывания клипсовальной машины передняя часть направляющего элемента 60 сформирована так, что она почти воспроизводит контур вытеснительных ножниц 14 первой пары вытеснительных ножниц 12, 14 и выходит за нее в направлении подающего устройства 30, а также вверх, в частности, по меньшей мере, незначительно в направлении средней продольной оси непоказанной наполнительной трубки. При этом направляющий элемент 60 расположен так, что выдающаяся в участок закрывания часть проходит, по меньшей мере, частично параллельно к первой паре вытеснительных ножниц 12, 14 и в воображаемой, вертикально простирающейся плоскости между первой парой вытеснительных ножниц 12, 14 и вершиной улавливающей иглы 20. Под участком закрывания клипсовальной машины следует понимать участок непосредственно вокруг или между широко расставленными вытеснительными ножницами 12, 14, 16, 18, например, для образования свободной от содержимого косы упаковочной оболочки.
При изготовлении колбас колбасный фарш сначала подают известным способом из фасовочной машины через наполнительную трубку в наполняемую, уже закрытую известным способом посредством первого клипса с одной стороны упаковочную оболочку в форме кишки, которую заводят для этого на наполнительную трубку и стягивают с нее при наполнении под давлением наполнения. Вытеснительные ножницы 12, 14, 16, 18 находятся в этом процессе наполнения в открытом положении или разъединенном положении, как показано на фиг.1. При наполнении предопределенной или желаемой массы колбасного фарша в упаковочную оболочку в форме кишки вытеснительные ножницы 12, 14, 16, 18 передвигаются также известным способом в положение затягивания, то есть, они наезжают парами радиально друг на друга. Затем пары вытеснительных ножниц 12, 14, 16, 18 разъезжаются в осевом направлении друг от друга, вследствие чего образуется свободная от содержимого коса, на которую для закрытия только что наполненной упаковочной оболочки в форме кишки устанавливают, по меньшей мере, одну следующую клипсу посредством радиального движения друг к другу закрывающих инструментов, выполняемого обычным способом как штамп и матрица. При своем движении вверх, то есть своем движении в направлении оси косы, матрица продевает в качестве нижнего закрывающего инструмента или находящуюся в матрице клипсу в выступающий от транспортерной ленты 40 выступающий конец находящейся в месте раздачи веревочной петли S. При этом веревочная петля S вытягивается с транспортерной ленты 40.
Металлический лист 52, опущенный посредством поворотного привода 58 на тпанспортерную ленту 40, перекрывает тем временем, по меньшей мере, частично находящуюся в месте раздачи веревочную петлю S и прикладывает при этом заданное усилие на веревочную петлю S. Это предопределенное усилие выбрано таким, что веревочная петля S может стягиваться под напряжением с транспортерной ленты 40 посредством движущейся матрицы в направлении оси косы, свободной от содержимого косы. Это препятствует тому, что отделяемая от транспортерной ленты 40 веревочная петля S посредством импульса, который она получает при усилии, прилагаемом при стягивании в момент отделения от транспортерной ленты 40, закружится после высвобождения от транспортерной ленты 40 и выскочит из матрицы или клипсового затвора или зацепится за соседние с ним детали. При этом металлический лист 52 налегает, по меньшей мере, до тех пор на веревочную петлю S, пока веревочная петля S не будет стянута с транспортерной ленты 40 на длину, соответствующую ширине транспортерной ленты 40, а вместе с тем ширине фиксации.
После того, как веревочная петля S полностью будет отделена от транспортерной ленты 40 и установлена посредством клипсы на свободной от содержимого косе, отвернутый от клипсового затвора конец веревочной петли S проводится на участке выреза 53 мимо металлического листа 52 и переводится на улавливающую иглу 20. Теперь веревочная петля S фиксирована своим верхним концом посредством клипсового затвора на колбасном изделии и натянута своим нижним концом на улавливающую иглу 20 улавливающего устройства. Пары вытеснительных ножниц 12, 14, 16, 18, а также закрывающие инструменты снова разъезжаются друг от друга из своего положения затягивания или положения закрывания в свое разъединенное положение. Готовое упакованное колбасное изделие выводят в направлении F выталкивания наполняемого продукта вниз по потоку из клипсовальной машины, после того, как оно отделено от остального запаса материала упаковочной оболочки.
При выводе колбасного изделия из клипсовальной машины оно перемещается, например, посредством соответствующей транспортерной ленты в направлении его средней продольной оси в направлении F выталкивания наполняемого продукта. При этом веревочная петля S, свободный конец которой на участке выреза 53 металлического листа 52 переведен на находящийся там свободный конец улавливающей иглы 20, перемещается на улавливающей игле 20 в направлении вывода. Как, в частности, видно на фиг.3, передняя часть веревочной петли S, в частности, обращенный в направлении подающего устройства 30 участок, проведен на отвернутую от клипсовальной машины сторону улавливающей иглы 20. Заднюю часть веревочной петли S, в частности, обращенную к клипсовальной машине часть, проводят насквозь между улавливающей иглой 20 и направляющим элементом 60. Направляющий элемент 60 удерживает заднюю часть веревочной петли S от первой пары вытеснительных ножниц 12, 14, или от нижних вытеснительных ножниц 14. Это препятствует зацеплению веревочной петли S своей задней частью в вытеснительных ножницах 12, 14 при выводе колбасного изделия из клипсовальной машины.
После того, как инструменты закрывания перемещены назад в исходное положение, то есть в сторону в радиальном направлении от оси косы, предпочтительно одновременно со следующей операцией наполнения, в место раздачи подают новую веревочную петлю S. Для этого сначала с транспортерной ленты 40 приподнимают металлический лист 52, приведенный в действие поворотным приводом 58. Затем посредством подачи транспортерной ленты 40 в направлении Z подачи на месте раздачи размещают следующую веревочную петлю S, а металлический лист 52 снова опускают на нее. Поворотный привод 58 соединен с блоком управления клипсовальной машины и его можно вследствие этого оптимально согласовывать с циклом подачи веревочных петель S или циклом наполнения колбасных изделий.
Усилие, с которым металлический лист 52 действует на транспортерную ленту 40, а вместе с тем и на находящуюся в месте раздачи веревочную петлю S, может быть предопределено фиксированно отрегулированным ходом поворотного привода 58 или свободно регулироваться посредством соединенного с поворотным приводом 58 блоком управления.
Как уже указывалось выше, металлический лист 52 налегает, по меньшей мере, частично на транспортерную ленту 40 или веревочную петлю S. Это только частичное налегание можно реализовать также посредством того, что прижимной элемент образуется скобой, налегающей на подготовленную в месте раздачи веревочную петлю S и согнут для образования выреза 53 при необходимости вокруг положения вершины улавливающей иглы 20. В простом выполнении прижимной элемент образован прямым стержнем, налегающим на веревочную петлю S на участке транспортерной ленты.
В качестве альтернативы поворотного привода 58 также возможно перемещение прижимного элемента 52 на транспортерную ленту 40 посредством линейного движения. Это можно реализовать, например, цилиндровым-поршневым приводом, расположенным, по меньшей мере, почти вертикально над подающим устройством 30 и расположенным на его обращенном к подающему устройству 30 конце соответствующего прижимного элемента 52.
Направляющий элемент 60 в изображенном примере выполнения изготовлен из круглого материала, в данном случае из трубы. Он может быть, само собой разумеется, выполнен также из сплошного металла. Также возможна отклоняющаяся от круглого профиля форма, пока можно гарантировать, что не будет препятствий или повреждений при движении веревочной петли S вдоль ведущего элемента 60.
Кроме того, направляющий элемент 60 расположен на имеющейся фиксированной части рамы машины. Как элемент подающего устройства 30 он также может быть установлен, само собой разумеется, на нем, например, на кронштейне 36 или на ведущем элементе 32. В изображенном примере выполнения нижние вытеснительные ножницы 14 первой пары вытеснительных ножниц 12, 14 выполнены короче, чем вытеснительные ножницы 12, 16, 18. Вследствие этого веревочная петля S освобождается уже при сокращенном угле раскрытия вытеснительных ножниц 12, 14. Направляющий элемент 60 согласован с этими укороченными вытеснительными ножницами 14. При использовании идентичных вытеснительных ножниц, в частности, одинаковой длины, направляющий элемент 60 можно естественно согласовать также в таком случае с более длинными вытеснительными ножницами 14. Это можно реализовать в простейшем случае путем замены направляющего элемента 60. Также возможно оснащение вдающейся в участок закрывания части направляющего элемента 60 подвижными частями для осуществления индивидуального согласования или чтобы сделать возможной производимую вручную подюстировку.
Изобретение относится к подающему устройству (30) для элементов (S) подвеса для подачи гибких элементов (S) подвеса в упаковочную машину, в частности, в клипсовальную машину. Элементы (S) подвеса в форме петель располагают на транспортерной ленте (40) при помощи клеющего средства поперек направления транспортирования с возможностью отделения и с возможностью транспортирования посредством транспортерной ленты (40) в место раздачи. В месте раздачи съемный элемент (S) подвеса может сниматься с транспортерной ленты (40). На участке места раздачи для элементов (S) подвеса, над транспортерной лентой (40), предусматривают прижимное устройство (50). Изобретение обеспечивает подачу гибких элементов подвеса в упаковочную машину. 2 н. и 19 з. п. ф-лы, 3 ил.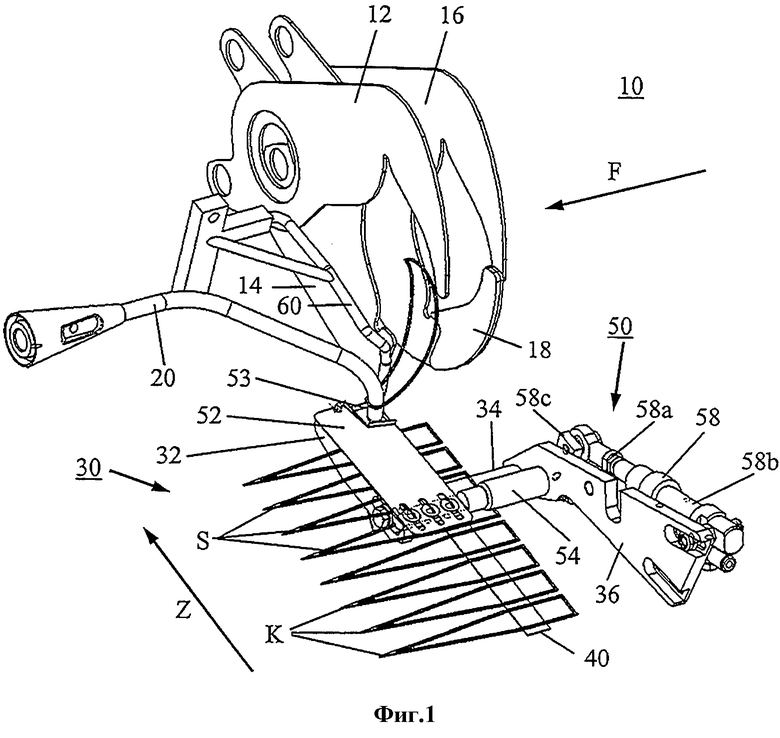
1. Подающее устройство (30) для элементов (S) подвеса для подачи гибких элементов (S) подвеса в упаковочную машину, в частности в клипсовальную машину, причем элементы (S) подвеса в форме петель располагаются на транспортерной ленте (40) при помощи клеющего средства поперек направления транспортирования с возможностью отделения и с возможностью транспортирования посредством транспортерной ленты (40) в место раздачи, в котором съемный элемент (S) подвеса установлен с возможностью сниматься с транспортерной ленты (40), отличающийся тем, что на участке места раздачи для элементов (S) подвеса, над транспортерной лентой (40), предусмотрено прижимное устройство (50).
2. Устройство по п.1, отличающееся тем, что прижимное устройство (50) содержит прижимной элемент (52), который выполнен с возможностью реверсивного накладывания, по меньшей мере, на находящиеся в месте раздачи элементы (S) подвеса, причем прижимной элемент (52) перекрывает элемент (S) подвеса, по меньшей мере, на некоторых участках.
3. Устройство по п.1 или п.2, отличающееся тем, что прижимное устройство (50) содержит зажимное устройство (58) для накладывания прижимного элемента (52) с предопределенной силой на находящийся в месте раздачи элемент (S) подвеса.
4. Устройство по п.3, отличающееся тем, что прижимной элемент (52) имеет на участке улавливающего устройства вырез (53) для перевода элемента (S) подвеса на улавливающее устройство.
5. Устройство по п.3, отличающееся тем, что прижимное устройство (50) имеет поддъемное устройство.
6. Устройство по п.5, отличающееся тем, что подъемное устройство образовано подъемным устройством для реверсивного поднимания прижимного элемента (52) параллельно транспортерной ленте (40).
7. Устройство по п.5, отличающееся тем, что подъемное устройство образовано поворотным устройством (54, 56, 58) для реверсивного поворота прижимного элемента (52) вокруг, по меньшей мере, одной оси транспортерной ленты (40).
8. Устройство по п.6 или п.7, отличающееся тем, что подъемное устройство имеет привод (58).
9. Устройство по любому из пп.1, 2, 4-7, отличающееся тем, что прижимное устройство (50) соединено с блоком управления.
10. Устройство по п.9, отличающееся тем, что предусмотрен направляющий элемент (60).
11. Устройство по п.10, отличающееся тем, что направляющий элемент (60) пространственно изогнут и воспроизводит, по меньшей мере, примерно контур нижних вытеснительных ножниц (14) передней в направлении (F) выталкивания наполняемого продукта пары вытеснительных ножниц (12, 14).
12. Устройство по п.10, отличающееся тем, что направляющий элемент (60) расположен на подающем устройстве (30).
13. Устройство по п.10, отличающееся тем, что направляющий элемент (60) расположен на раме машины.
14. Устройство по п.10, отличающееся тем, что направляющий элемент имеет, по меньшей мере, почти круглый профиль.
15. Подающее устройство для подачи гибких элементов (S) подвеса в упаковочную машину, в частности в клипсовальную машину по любому из пп.1-10, причем клипсовальная машина имеет вытеснительный узел с первой парой вытеснительных ножниц (12, 14) и параллельно расположенной к ней второй парой вытеснительных ножниц (16, 18) и расположенным по потоку за вытеснительным узлом улавливающим устройством для элементов (S) подвеса, отличающееся тем, что направляющий элемент (60) расположен между улавливающим устройством и нижними вытеснительными ножницами (14) передней в направлении (F) выталкивания наполняемого продукта парой вытеснительных ножниц (12, 14).
16. Устройство по п.15, отличающееся тем, что направляющий элемент (60) пространственно изогнут и воспроизводит, по меньшей мере, примерно контур нижних вытеснительных ножниц (14) передней в направлении (F) выталкивания наполняемого продукта пары вытеснительных ножниц (12, 14).
17. Устройство по п.15 или 16, отличающееся тем, что направляющий элемент (60) расположен на подающем устройстве (30).
18. Устройство по п.15 или 16, отличающееся тем, что направляющий элемент (60) расположен на раме машины.
19. Устройство по п.15 или 16, отличающееся тем, что направляющий элемент имеет, по меньшей мере, почти круглый профиль.
20. Устройство по п.17, отличающееся тем, что направляющий элемент имеет, по меньшей мере, почти круглый профиль.
21. Устройство по п.18, отличающееся тем, что направляющий элемент имеет, по меньшей мере, почти круглый профиль.
| DE 3322759 C1, 08.11.1984 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ УРОВНЯ ЖИДКОСТИ МАГНИТОСТРИКЦИОННЫМ УРОВНЕМЕРОМ И МАГНИТОСТРИКЦИОННЫЙ УРОВНЕМЕР | 2012 |
|
RU2529821C2 |
| US 7134955 B2, 14.11.2006 | |||
| Устройство для наложения клипс на колбасные оболочки и пакеты с продуктом | 1989 |
|
SU1734627A1 |

