Изобретение относится к области прокладки трубопроводов, в частности магистральных трубопроводов, прокладываемых на подготовленных на земле трассах.
Известен способ прокладки трубопровода, включающий традиционные технологические операции подготовки и строительства трассы, а также непрерывное изготовление и укладку пластикового трубопровода от начальной точки трубопровода до его конечной точки /Заявка на изобретение РФ №2005127909/. Этот способ может значительно сократить транспортные расходы по сравнению с традиционными способами, когда на трассу завозят готовые трубы, особенно трубы большого диаметра. Однако построенный по известному способу трубопровод можно использовать для транспорта продукта только при невысоком давлении.
Известен способ непрерывного изготовления металлополимерной трубы путем экструзионного формования /Описание изобретения к патенту РФ №2206017/. Трубы, полученные этим способом, можно использовать для транспорта продукта при высоком давлении. Однако при прокладке этих труб традиционным способом сохраняются большие транспортные расходы. Кроме этого снижается прочность трубопровода в местах стыка труб.
Задача изобретения заключается в снижении транспортных расходов за счет того, что на строительство трассы будет поставляться менее объемный материал для изготовления труб, чем готовые трубы. Кроме этого отсутствие стыков труб повысит общую прочность трубопровода.
Поставленная задача решается за счет того, что в способе прокладки трубопровода, включающем традиционные технологические операции подготовки и строительства трассы, а также непрерывное изготовление и укладку пластикового трубопровода от начальной точки трубопровода до его конечной точки, согласно изобретению предварительно создают передвижной технологический комплекс, например, в виде поезда на гусеничном ходу и, или лыжах и, или колесном ходу, в том числе по рельсам, перемещают передвижной технологический комплекс в начальную точку трубопровода, где закрепляют один конец предварительно изготовленной трубы, например, с параметрами прокладываемого трубопровода, второй конец указанной трубы устанавливают, например, в качестве затравки в выходное отверстие блока непрерывного изготовления пластикового трубопровода, который размещают в технологическом комплексе, затем от затравки начинают процесс непрерывного изготовления пластикового трубопровода, при этом начинают перемещение технологического комплекса вдоль трассы трубопровода со скоростью непрерывного изготовления пластикового трубопровода.
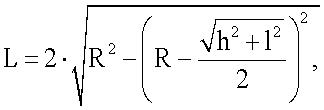
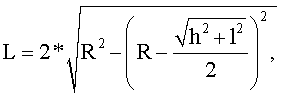
Расстояние от выхода трубы из выходного отверстия блока непрерывного изготовления пластикового трубопровода до точки укладки ее в заданное место трассы разделяют на два участка с помощью, например, направляющих роликов, при этом длину первого прямолинейного участка от выходного отверстия блока непрерывного изготовления пластикового трубопровода определяют по температуре охлаждения трубы до температуры стабилизации ее параметров по жесткости, а минимальную длину второго криволинейного участка определяют по формуле
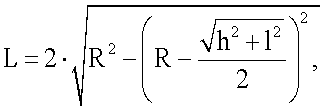
где R - минимально допустимый радиус изгиба трубы из условия упругой деформации, м; h - расстояние по вертикали от выходного отверстия блока непрерывного изготовления пластикового трубопровода до укладки его в заданное место трассы, м; l - расстояние по горизонтали от выходного отверстия блока непрерывного изготовления пластикового трубопровода до укладки его в заданное место трассы, м. В технологический комплекс периодически загружают материал для непрерывного изготовления пластикового трубопровода.
Материал для непрерывного изготовления пластикового трубопровода загружают в технологический комплекс без остановки его движения. Технологический комплекс содержит блок непрерывного изготовления пластикового трубопровода. Согласно изобретению технологический комплекс выполнен передвижным, снабжен, по меньшей мере, одной платформой и энергоустановкой или энергоустановками для перемещения комплекса и обеспечения процесса непрерывного изготовления пластикового трубопровода, платформа и, или платформы установлены на гусеничном ходу и, или лыжах и, или колесном ходу, в том числе по рельсам. Блок непрерывного изготовления пластикового трубопровода выполнен в виде устройства для однослойного или многослойного экструдирования и, или литья и, или наплавки пластмассы.
В состав технологического комплекса включена платформа для складирования материалов для непрерывного изготовления пластикового трубопровода.
На выходе блока непрерывного изготовления пластикового трубопровода установлены два участка направляющих роликов, первый из которых выполнен прямолинейным, а второй - криволинейным, при этом ролики закреплены внутри жесткой оболочки, охватывающей трубу от выходного отверстия блока непрерывного изготовления пластикового трубопровода до укладки ее в заданное место трассы. Указанная жесткая оболочка присоединена к консоли, закрепленной на платформе блока непрерывного изготовления пластикового трубопровода. Один конец указанной жесткой оболочки может быть присоединен шарнирно к платформе блока непрерывного изготовления пластикового трубопровода, а второй конец снабжен колесной опорой.
Предлагаемые способ и технологический комплекс иллюстрируются чертежами, представленными на фиг.1-5.
На фиг.1 показан общий вид технологического комплекса; на фиг.2 - общий вид платформы с блоком непрерывного изготовления пластикового трубопровода и двумя участками направляющих роликов; на фиг.3 - вид А на фиг.2; на фиг.4 - разрез Б-Б на фиг.3; на фиг.5 показано шарнирное присоединение жесткой оболочки к платформе блока непрерывного изготовления пластикового трубопровода.
Заявленный способ осуществляют с помощью технологического комплекса, который выполнен передвижным и снабжен платформой 1 с энергоустановкой или энергоустановками для перемещения комплекса и обеспечения процесса непрерывного изготовления пластикового трубопровода. На платформе 2 установлен блок 3 для непрерывного изготовления пластикового трубопровода. Блок 3 для непрерывного изготовления пластикового трубопровода может быть выполнен в виде устройства для однослойного или многослойного экструдирования и, или литья и, или наплавки пластмассы, например по описанию изобретения к патенту РФ №2206017. В состав технологического комплекса включена платформа 4 для складирования материалов для непрерывного изготовления пластикового трубопровода. Платформы 1, 2 и 4 могут быть установлены на гусеничном ходу и, или лыжах и, или колесном ходу, в том числе по рельсам. На выходе 5 блока 3 для непрерывного изготовления пластикового трубопровода установлены два участка направляющих роликов. Первый участок 6 направляющих роликов выполнен прямолинейным, а второй участок 7 выполнен криволинейным, при этом ролики 8 закреплены внутри жесткой оболочки 9, охватывающей трубу 10 от выходного отверстия 5 блока 3 для непрерывного изготовления пластикового трубопровода до укладки ее в заданное место трассы. Указанная жесткая оболочка 9 может быть присоединена к консоли 11, закрепленной на платформе 2. Один конец указанной жесткой оболочки 9 может быть присоединен шарнирно к платформе 2, при этом на втором конце жесткой оболочки 9 устанавливают колесную опору 12. Жесткая оболочка 9 может быть выполнена разъемной в продольном направлении. В этом случае часть роликов 8 закрепляют на крышке 13. Шарнирное соединение участков 6 и 7 выполнено с помощью шарнира 14.
Заявленный технологический комплекс работает следующим образом. Прокладка трубопровода включает традиционные технологические операции подготовки и строительства трассы. Для осуществления изобретения предварительно создают передвижной технологический комплекс, например, в виде поезда на гусеничном ходу и, или лыжах и, или колесном ходу, в том числе по рельсам. Затем технологический комплекс перемещают в начальную точку трубопровода, где закрепляют один конец предварительно изготовленной трубы 10, например, с параметрами прокладываемого трубопровода, второй конец указанной трубы 10 устанавливают, например, в качестве затравки в выходное отверстие 5 блока 3 для непрерывного изготовления пластикового трубопровода. От затравки трубы 10 начинают процесс непрерывного изготовления пластикового трубопровода, при этом начинают перемещение технологического комплекса вдоль трассы трубопровода со скоростью непрерывного изготовления пластикового трубопровода.
Расстояние от выхода трубы 10 из выходного отверстия 5 блока 3 для непрерывного изготовления пластикового трубопровода до точки укладки ее в заданное место трассы разделяют на два участка с помощью направляющих роликов 8. При этом длину первого прямолинейного участка 6 от выходного отверстия 5 определяют по температуре охлаждения трубы до температуры стабилизации ее параметров по жесткости. Минимальную длину второго криволинейного участка 7 определяют по формуле
где R - минимально допустимый радиус изгиба трубы из условия упругой деформации, м; h - расстояние по вертикали от выходного отверстия 5 блока 3 до укладки трубы в заданное место трассы, м; l - расстояние по горизонтали от выходного отверстия 5 блока 3 до укладки трубы в заданное место трассы, м.
В платформу 4 технологического комплекса периодически загружают материал для непрерывного изготовления пластикового трубопровода, при этом загрузка может осуществляться без остановки движения комплекса. Для загрузки могут быть использованы существующие погрузочные средства, например пневмотранспорт, ленточные или шнековые транспортеры.
Предлагаемые способ и технологический комплекс для прокладки трубопровода служат одной задаче: снижению транспортных расходов за счет того, что на строительство трассы будет поставляться менее объемный материал для изготовления труб, чем готовые трубы. Кроме этого отсутствие стыков труб повысит общую прочность трубопровода.
При этом каждое из перечисленных выше изобретений способствует обеспечению работы другого и возможно лишь при реализации изобретений в едином комплексе, образующем единый изобретательский замысел.
Изобретение относится к области прокладки трубопроводов, в частности магистральных трубопроводов, прокладываемых на трассах, подготовленных на земле. В способе, включающем традиционные технологические операции подготовки и строительства трассы, предварительно создают передвижной технологический комплекс, например в виде поезда на гусеничном ходу и, или лыжах и, или колесном ходу, в том числе по рельсам, перемещают технологический комплекс в начальную точку трубопровода, где закрепляют один конец предварительно изготовленной трубы, например, с параметрами прокладываемого трубопровода, второй конец указанной трубы устанавливают, например, в качестве затравки в выходное отверстие блока 3 непрерывного изготовления пластикового трубопровода, который размещают в технологическом комплексе, затем от затравки начинают процесс непрерывного изготовления пластикового трубопровода, при этом начинают перемещение технологического комплекса вдоль трассы трубопровода со скоростью непрерывного изготовления пластикового трубопровода. Комплекс снабжен платформой 1 с энергоустановкой для перемещения комплекса и обеспечения процесса непрерывного изготовления пластикового трубопровода. На платформе 2 установлен блок 3 для непрерывного изготовления пластикового трубопровода. Блок 3 для непрерывного изготовления пластикового трубопровода может быть выполнен в виде устройства для однослойного или многослойного экструдирования. В состав технологического комплекса включена платформа 4 для складирования материалов для непрерывного изготовления пластикового трубопровода Техническим результатом изобретения является снижение транспортных расходов и повышение общей прочности трубопровода. 2 н. и 8 з.п. ф-лы, 5 ил.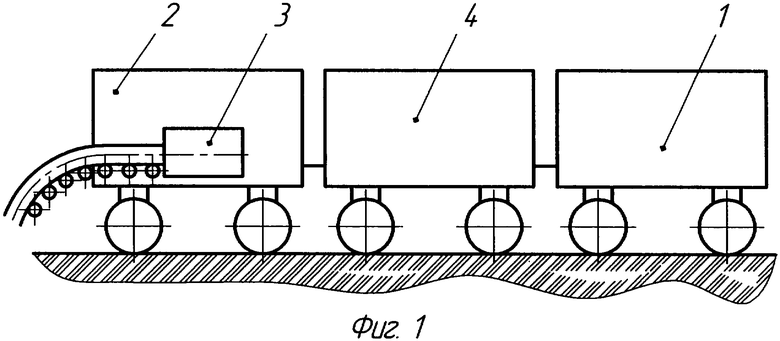
1. Способ прокладки трубопровода, включающий традиционные технологические операции подготовки и строительства трассы, а также непрерывное изготовление и укладку пластикового трубопровода от начальной точки трубопровода до его конечной точки, отличающийся тем, что предварительно создают передвижной технологический комплекс, например, в виде поезда на гусеничном ходу и, или лыжах и, или колесном ходу, в том числе по рельсам, перемещают передвижной технологический комплекс в начальную точку трубопровода, где закрепляют один конец предварительно изготовленной трубы, например, с параметрами прокладываемого трубопровода, второй конец указанной трубы устанавливают, например, в качестве затравки в выходное отверстие блока непрерывного изготовления пластикового трубопровода, который размещают в передвижном технологическом комплексе, затем от затравки начинают процесс непрерывного изготовления пластикового трубопровода, при этом начинают перемещение технологического комплекса вдоль трассы трубопровода со скоростью непрерывного изготовления пластикового трубопровода.
2. Способ по п.1, отличающийся тем, что расстояние от выхода трубы из выходного отверстия блока непрерывного изготовления пластикового трубопровода до точки укладки ее в заданное место трассы разделяют на два участка с помощью, например, направляющих роликов, при этом длину первого прямолинейного участка от выходного отверстия блока непрерывного изготовления пластикового трубопровода определяют по температуре охлаждения трубы до температуры стабилизации ее параметров по жесткости, а минимальную длину второго криволинейного участка определяют по формуле
где R - минимально допустимый радиус изгиба трубы из условия упругой деформации, м;
h - расстояние по вертикали от выходного отверстия блока непрерывного изготовления пластикового трубопровода до укладки его в заданное место трассы, м;
l - расстояние по горизонтали от выходного отверстия блока непрерывного изготовления пластикового трубопровода до укладки его в заданное место трассы, м.
3. Способ по п.1, отличающийся тем, что в передвижной технологический комплекс периодически загружают материал для непрерывного изготовления пластикового трубопровода.
4. Способ по п.3, отличающийся тем, что материал для непрерывного изготовления пластикового трубопровода загружают в передвижной технологический комплекс без остановки его движения.
5. Технологический комплекс, содержащий блок непрерывного изготовления пластикового трубопровода, отличающийся тем, что он выполнен передвижным, снабжен, по меньшей мере, одной платформой и энергоустановкой или энергоустановками для перемещения комплекса и обеспечения процесса непрерывного изготовления пластикового трубопровода, платформа и, или платформы установлены на гусеничном ходу и, или лыжах и, или колесном ходу, в том числе по рельсам.
6. Комплекс по п.5, отличающийся тем, что блок непрерывного изготовления пластикового трубопровода выполнен в виде устройства для однослойного или многослойного экструдирования и, или литья и, или наплавки пластмассы.
7. Комплекс по п.5, отличающийся тем, что в его состав включена платформа для складирования материалов для непрерывного изготовления пластикового трубопровода.
8. Комплекс по п.5, отличающийся тем, что на выходе блока непрерывного изготовления пластикового трубопровода установлены два участка направляющих роликов, первый из которых выполнен прямолинейным, а второй криволинейным, при этом ролики закреплены внутри жесткой оболочки, охватывающей трубу от выходного отверстия блока непрерывного изготовления пластикового трубопровода до укладки его в заданное место трассы.
9. Комплекс по п.8, отличающийся тем, что указанная жесткая оболочка присоединена к консоли, закрепленной на платформе блока непрерывного изготовления пластикового трубопровода.
10. Комплекс по п.8, отличающийся тем, что один конец указанной жесткой оболочки присоединен шарнирно к платформе блока непрерывного изготовления пластикового трубопровода, а второй конец снабжен колесной опорой.
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ | 2001 |
|
RU2206017C2 |
| КОМПЛЕКС ЮНКЕРА ДЛЯ НЕПРЕРЫВНОЙ УКЛАДКИ ПОДВОДНОГО ТРУБОПРОВОДА БОЛЬШОЙ ПРОТЯЖЕННОСТИ | 1992 |
|
RU2005947C1 |
| RU 2052311 C1, 20.01.1996 | |||
| RU 2005127909 A, 20.03.2007 | |||
| JP 2007303535 A, 22.11.2007 | |||
| US 4006599 A, 08.02.1977. | |||

