Изобретение относится к строительству и может быть использовано при капитальном ремонте трубопроводов, в частности магистральных трубопроводов, для перемещения жидкости, например воды, сточных вод, нефти и нефтепродуктов.
Известен способ ремонта магистральных стальных трубопроводов, включающий введение пластиковой трубы в ремонтируемую стальную трубу и заполнение пространства между трубами жидким или гелеобразным веществом с отсроченным временем полимеризации (описание изобретения к патенту РФ №2116552). Устройство для осуществления этого способа содержит средство для введения пластиковой трубы в ремонтируемую стальную трубу, заглушки в межтрубном пространстве, средство для заполнения межтрубного пространства жидким или гелеобразным веществом с отсроченным временем полимеризации. В известном способе и устройстве для его осуществления пластиковую трубу заталкивают в ремонтируемую стальную трубу с помощью оребренных усеченных конусов, поэтому пластиковая труба должна быть достаточно жесткой, а это приводит к повышенному расходу пластика для изготовления трубы и значительному уменьшению площади проходного сечения трубопровода. Другой недостаток заключается в том, что для надежного заполнения пространства между трубами жидким или гелеобразным веществом устанавливают соотношение диаметров между пластиковой и стальной трубами как 0,8 к 1. Однако и при таком соотношение диаметров возможная протяженность ремонтируемого трубопровода ограничена.
Технический результат заключается в снижении трения при передвижении пластиковой трубы внутри ремонтируемой стальной трубы, а также исключении сдавливающего механического воздействия на пластиковую трубу для ее проталкивания внутрь ремонтируемой стальной трубы. За счет этого решается задача снижения материалоемкости ремонта и увеличения протяженности ремонтируемого трубопровода.
Указанный технический результат достигается за счет того, что в способе ремонта трубопроводов, включающем введение пластиковой трубы в ремонтируемую стальную трубу и заполнение пространства между трубами жидким или гелеобразным веществом с отсроченным временем полимеризации, согласно изобретению введение пластиковой трубы в ремонтируемую стальную трубу осуществляют одновременно с непрерывным изготовлением пластиковой трубы от начала трубопровода до его конечной точки. В начале трубопровода устанавливают блок непрерывного изготовления пластиковой трубы, при этом в начальной точке трубопровода размещают переднюю часть предварительно изготовленной трубы, например, с параметрами прокладываемой трубы, затем начинают процесс непрерывного изготовления пластиковой трубы с одновременной ее подачей в ремонтируемую стальную трубу. Переднюю часть пластиковой трубы соединяют, например, канатом, с тяговым органом, установленным в конечной точке ремонтируемой стальной трубы. Заполнение пространства между трубами жидким или гелеобразным веществом с отсроченным временем полимеризации ведут одновременно с подачей пластиковой трубы в ремонтируемую стальную трубу. Между передним концом ремонтируемой стальной трубы и блоком непрерывного изготовления пластиковой трубы размещают емкость с жидким или гелеобразным веществом с отсроченным временем полимеризации, соединяют эту емкость с пространством между наружным диаметром пластиковой трубы и внутренним диаметром ремонтируемой стальной трубы, при этом в емкости создают давление ваше атмосферного. Между задним концом ремонтируемой стальной трубы и передней частью пластиковой трубы создают давление ниже атмосферного. Время полимеризации назначают больше времени прохода пластиковой трубы в ремонтируемой стальной трубе. Перед передней частью пластиковой трубы в ремонтируемой стальной трубе размещают вторую емкость с жидким или гелеобразным веществом с отсроченным временем полимеризации. Вторую емкость образуют между торцом передней части пластиковой трубы, расположенной перед ней и связанной с ней перегородкой. В передней части пластиковой трубы устанавливают заглушку, а во внутренней полости пластиковой трубы создают давление выше атмосферного. В качестве жидкого или гелеобразного вещества с отсроченным временем полимеризации используют, например, цементный раствор или полимерные смолы в смеси с отвердителями. Отношение наружного диаметра пластиковой трубы к внутреннему диаметру ремонтируемой стальной трубы принимают как 0,92-0,95 к 1.
Указанный технический результат достигается также за счет того, что в технологическом комплексе для осуществления способа, содержащем средство для введения пластиковой трубы в ремонтируемую стальную трубу, заглушки в межтрубном пространстве, средство для заполнение межтрубного пространства жидким или гелеобразным веществом с отсроченным временем полимеризации, согласно изобретению средство для введения пластиковой трубы включает вначале ремонтируемой стальной трубы блок непрерывного изготовления пластиковой трубы, выполненый в виде устройства для однослойного или многослойного экструдирования, и/или литья, и/или наплавки пластмассы, а в конце ремонтируемой стальной трубы установлен тяговый орган, выполненный, например, в виде лебедки с гибким тяговым элементом, свободный конец которого соединен с передней частью пластиковой трубы. Комплекс снабжен емкостью с жидким или гелеобразным веществом с отсроченным временем полимеризации, которая установлена между ремонтируемой стальной трубой и блоком непрерывного изготовления пластиковой трубы, указанная емкость соединена с пространством между наружным диаметром пластиковой трубы и внутренним диаметром ремонтируемой стальной трубы и содержит средство для создания давления выше атмосферного. Емкость с жидким или гелеобразным веществом с отсроченным временем полимеризации закреплена на переднем конце ремонтируемой стальной трубы посредством своего переднего отверстия, а заднее отверстие емкости размещено на наружном диаметре пластиковой трубы с возможностью свободного перемещения пластиковой трубы в этом отверстии. Заднее отверстие емкости снабжено эластичным элементом, например манжетой или сальником, охватывающим наружный диаметр пластиковой трубы. Внутреннее пространство заднего конца ремонтируемой стальной трубы подключено к средству для создания давления ниже атмосферного. Перед торцом передней части пластиковой трубы расположена и связана с ним перегородка, при этом пространство между перегородкой и торцом образует вторую емкость с жидким или гелеобразным веществом с отсроченным временем полимеризации. Перегородка снабжена эластичным элементом, например манжетой или сальником, охватываемым внутренним диаметром ремонтируемой стальной трубы. Перегородка закреплена на жестком стержне, один конец которого присоединен к торцу передней части пластиковой трубы, а второй связан с гибким тяговым элементом. В передней части пластиковой трубы установлена заглушка, а внутренняя полость пластиковой трубы подключена к средству для создания давления выше атмосферного, которое расположено в блоке непрерывного изготовления пластиковой трубы. Комплекс снабжен устройством для согласования скорости выхода пластиковой трубы из блока непрерывного изготовления пластиковой трубы и скорости гибкого тягового элемента. Устройство для согласования скорости соединено проводной и, или беспроводной, например радио или сотовой, связью с блоком непрерывного изготовления пластиковой трубы и тяговым органом, выполненным, например, в виде лебедки. Тяговый орган, выполненный, например, в виде лебедки снабжен бесступенчатым приводом, управляемым устройством для согласования скорости.
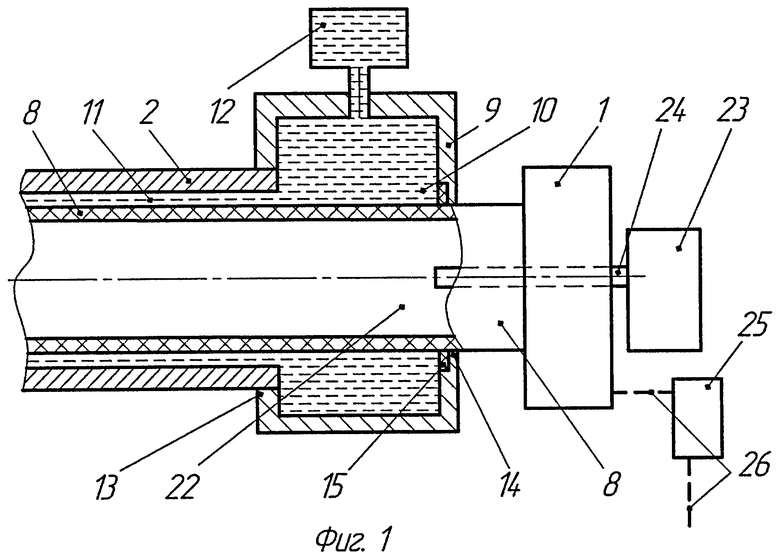
На фиг.1 схематически показаны устройства комплекса, располагаемые в начале участка ремонтируемого трубопровода, на фиг.2 схематически показаны устройства комплекса, располагаемые в конце участка ремонтируемого трубопровода.
Технологический комплекс содержит блок 1 непрерывного изготовления пластиковой трубы. В конце ремонтируемой стальной трубы 2 установлен тяговый орган 3, выполненный, например, в виде лебедки 4 с гибким тяговым элементом 5, свободный конец 6 которого соединен с торцом 7 передней части пластиковой трубы 8. Комплекс снабжен емкостью 9 с жидким или гелеобразным веществом 10 с отсроченным временем полимеризации. Емкость 9 установлена между ремонтируемой стальной трубой 2 и блоком 1 непрерывного изготовления пластиковой трубы. Емкость 9 соединена с пространством 11 между наружным диаметром пластиковой трубы 8 и внутренним диаметром ремонтируемой стальной трубы 2 и содержит средство 12 для создания давления выше атмосферного. Емкость 9 закреплена на переднем конце ремонтируемой стальной трубы 2 посредством своего переднего отверстия 13, а заднее отверстие 14 емкости 9 размещено на наружном диаметре пластиковой трубы 8 с возможностью свободного перемещения пластиковой трубы 8 в отверстии 14. Заднее отверстие 14 емкости 9 снабжено эластичным элементом 15, например манжетой или сальником, охватывающим наружный диаметр пластиковой трубы 8. Внутреннее пространство 16 заднего конца ремонтируемой стальной трубы 2 подключено к средству 17 для создания давления ниже атмосферного. Перед торцом 7 расположена и связана с ним перегородка 18, при этом пространство между перегородкой 18 и торцом 7 образует вторую емкость 19 с жидким или гелеобразным веществом 10 с отсроченным временем полимеризации. Перегородка 18 снабжена эластичным элементом 20, например манжетой или сальником, охватываемым внутренним диаметром ремонтируемой стальной трубы 2. Перегородка 18 может быть закреплена на жестком стержне 21, один конец которого присоединен к торцу 7 передней части пластиковой трубы 8, а второй связан с гибким тяговым элементом 5. Торец 7 пластиковой трубы 8 может быть выполнен в виде заглушки, а внутренняя полость 22 пластиковой трубы 8 может быть подключена к средству 23 для создания давления выше атмосферного. Средство 23 может быть расположено в блоке 1 и связано с внутренней полостью 22, например, трубопроводом 24. Комплекс снабжен устройством 25 для согласования скорости выхода пластиковой трубы 8 из блока 1 и скорости гибкого тягового элемента 5. Устройство 25 для согласования скорости соединено проводной и, или беспроводной, например радио или сотовой, связью 26 с блоком 1 и тяговым органом 3, выполненным, например, в виде лебедки 4. Тяговый орган 3, выполненный, например, в виде лебедки 4 снабжен бесступенчатым приводом 27, управляемым устройством 25 для согласования скорости.
Технологический комплекс с использованием предлагаемого способа осуществляет ремонт трубопровода следующим образом.
Ремонт трубопровода включает введение пластиковой трубы 8 в ремонтируемую стальную трубу 2 и заполнение пространства между трубами 2 и 8 жидким или гелеобразным веществом 10 с отсроченным временем полимеризации. Введение пластиковой трубы 8 в ремонтируемую стальную трубу 2 осуществляют одновременно с непрерывным изготовлением пластиковой трубы 8 от начала трубопровода до его конечной точки. В начале трубопровода устанавливают блок 1 непрерывного изготовления пластиковой трубы 8, при этом в начальной точке трубопровода размещают переднюю часть предварительно изготовленной пластиковой трубы 8, а затем начинают процесс непрерывного изготовления пластиковой трубы 8 с одновременной ее подачей в ремонтируемую стальную трубу 2. Переднюю часть пластиковой трубы 8 соединяют, например, канатом 5, с тяговым органом 3, установленным в конечной точке ремонтируемой стальной трубы 2. Заполнение пространства между трубами 2 и 8 жидким или гелеобразным веществом 10 ведут одновременно с подачей пластиковой трубы 8 в ремонтируемую стальную трубу 2. Между передним концом ремонтируемой стальной трубы 2 и блоком 1 размещают емкость 9 с жидким или гелеобразным веществом 10. Емкость 9 соединяют с пространством между наружным диаметром пластиковой трубы 8 и внутренним диаметром ремонтируемой стальной трубы 2, при этом в емкости 9 создают давление ваше атмосферного с помощью средства 12. Между задним концом ремонтируемой стальной трубы 2 и передней частью пластиковой трубы 8 создают давление ниже атмосферного с помощью средства 17. Время полимеризации вещества 10 назначают больше времени прохода пластиковой трубы 8 в ремонтируемой стальной трубе 2. Перед передней частью пластиковой трубы 8 в ремонтируемой стальной трубе 2 размещают вторую емкость 19 с жидким или гелеобразным веществом 10. Вторую емкость 19 образуют между торцом, например, в виде заглушки 7 передней части пластиковой трубы 8, расположенной перед ней и связанной с ней перегородкой 18. Во внутренней полости 22 пластиковой трубы 8 создают давление выше атмосферного с помощью средства 23. В качестве жидкого или гелеобразного вещества 10 с отсроченным временем полимеризации используют, например, цементный раствор или полимерные смолы в смеси с отвердителями. Отношение наружного диаметра пластиковой трубы 8 к внутреннему диаметру ремонтируемой стальной трубы 2 принимают как 0,92-0,95 к 1. Избыточное давление во внутренней полости 22 пластиковой трубы 8 увеличивает ее жесткость, благодаря этому снижается материалоемкость и увеличивается проходное сечение отремонтированного трубопровода. Заполнение пространства между трубами 2 и 8 жидким или гелеобразным веществом 10 одновременно с подачей пластиковой трубы 8 в ремонтируемую стальную трубу 2 способствует снижению трения при передвижении трубы 8, улучшает наполняемость между трубами 2 и 8 жидким или гелеобразным веществом 10, уменьшает время ремонта, позволяет принимать отношение наружного диаметра пластиковой трубы 8 к внутреннему диаметру ремонтируемой стальной трубы 2 как 0,92-0,95 к 1, при этом протяженность ремонтируемого трубопровода ограничивается только временем полимеризации вещества 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ПРОКЛАДКИ ТРУБОПРОВОДА | 2008 |
|
RU2366849C1 |
| Мобильный экструдерный комплекс для изготовления полимерных погонажных изделий | 2024 |
|
RU2837918C1 |
| СПОСОБ РЕМОНТА ТОННЕЛЬНЫХ КОЛЛЕКТОРОВ И ПОДЗЕМНЫХ ТРУБОПРОВОДОВ | 2016 |
|
RU2630629C2 |
| СПОСОБ БЕСТРАНШЕЙНОГО ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВОДОПРОПУСКНОЙ СИСТЕМЫ | 2016 |
|
RU2620479C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 2008 |
|
RU2406575C2 |
| ПЛАВАЮЩИЙ КОМПЛЕКС ОЧИСТКИ ВОДЫ | 2011 |
|
RU2490218C2 |
| ТЕХНИЧЕСКИЙ РЕЗЕРВУАР КОМПЛЕКСА ОЧИСТКИ СТОЧНЫХ ВОД И СПОСОБ ЕГО ТРАНСПОРТИРОВКИ, А ТАКЖЕ КОМПЛЕКС И СПОСОБ ОЧИСТКИ СТОЧНЫХ ВОД АППАРАТНОГО ТИПА | 2016 |
|
RU2624709C1 |
| КОНСТРУКЦИЯ ДЛЯ ВНУТРЕННЕЙ ЗАЩИТЫ ВОДОПРОПУСКНЫХ СИСТЕМ И СПОСОБ ПРОВЕДЕНИЯ ВОССТАНОВИТЕЛЬНЫХ РАБОТ С НЕЙ (Варианты) | 2016 |
|
RU2620478C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2008 |
|
RU2401737C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА, ТРУБОПРОВОД, МОБИЛЬНЫЙ РЕМОНТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ВОССТАНОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ТРУБОПРОВОД | 2007 |
|
RU2324103C1 |

Изобретение относится к строительству и может быть использовано при капитальном ремонте трубопроводов, в частности магистральных трубопроводов. Способ включает введение пластиковой трубы в ремонтируемую стальную трубу. В начале трубопровода устанавливают блок непрерывного изготовления пластиковой трубы. Переднюю часть изготовленной пластиковой трубы соединяют канатом с тяговым органом, установленным в конечной точке ремонтируемой трубы. Затем начинают процесс непрерывного изготовления пластиковой трубы с одновременной ее подачей в ремонтируемую трубу и заполнением пространства между трубами веществом с отсроченным временем полимеризации. Время полимеризации назначают больше времени прохода пластиковой трубы в ремонтируемой трубе. Технологический комплекс для осуществления способа содержит блок непрерывного изготовления пластиковой трубы, выполненный в виде устройства для однослойного или многослойного экструдирования, и/или литья, и/или наплавки пластмассы. В конце ремонтируемой стальной трубы установлен тяговый орган с гибким тяговым элементом, свободный конец которого соединен с передней частью пластиковой трубы. Технический результат: сокращение времени ремонта, снижение материалоемкости, увеличение протяженности ремонтируемого трубопровода. 2 н. и 22 з.п.ф-лы, 2 ил.
1. Способ ремонта трубопроводов, включающий введение пластиковой трубы в ремонтируемую стальную трубу и заполнение пространства между трубами жидким или гелеобразным веществом с отсроченным временем полимеризации, отличающийся тем, что введение пластиковой трубы в ремонтируемую стальную трубу осуществляют одновременно с непрерывным изготовлением пластиковой трубы от начала трубопровода до его конечной точки.
2. Способ по п.1, отличающийся тем, что в начале трубопровода устанавливают блок непрерывного изготовления пластиковой трубы, при этом в начальной точке трубопровода размещают переднюю часть предварительно изготовленной трубы, например, с параметрами прокладываемой трубы, затем начинают процесс непрерывного изготовления пластиковой трубы с одновременной ее подачей в ремонтируемую стальную трубу.
3. Способ по п.1, отличающийся тем, что переднюю часть пластиковой трубы соединяют, например, канатом с тяговым органом, установленным в конечной точке ремонтируемой стальной трубы.
4. Способ по п.1, отличающийся тем, что заполнение пространства между трубами жидким или гелеобразным веществом с отсроченным временем полимеризации ведут одновременно с подачей пластиковой трубы в ремонтируемую стальную трубу.
5. Способ по п.4, отличающийся тем, что между передним концом ремонтируемой стальной трубы и блоком непрерывного изготовления пластиковой трубы размещают емкость с жидким или гелеобразным веществом с отсроченным временем полимеризации, соединяют эту емкость с пространством между наружным диаметром пластиковой трубы и внутренним диаметром ремонтируемой стальной трубы, при этом в емкости создают давление выше атмосферного.
6. Способ по п.4, отличающийся тем, что между задним концом ремонтируемой стальной трубы и передней частью пластиковой трубы создают давление ниже атмосферного.
7. Способ по п.4, отличающийся тем, что время полимеризации назначают больше времени прохода пластиковой трубы в ремонтируемой стальной трубе.
8. Способ по п.1, отличающийся тем, что перед передней частью пластиковой трубы в ремонтируемой стальной трубе размещают вторую емкость с жидким или гелеобразным веществом с отсроченным временем полимеризации.
9. Способ по п.8, отличающийся тем, что вторую емкость образуют между торцом передней части пластиковой трубы и расположенной перед ней и связанной с ней перегородкой.
10. Способ по п.1, отличающийся тем, что в передней части пластиковой трубы устанавливают заглушку, а во внутренней полости пластиковой трубы создают давление выше атмосферного.
11. Способ по п.1, отличающийся тем, что в качестве жидкого или гелеобразного вещества с отсроченным временем полимеризации используют, например, цементный раствор или полимерные смолы в смеси с отвердителями.
12. Способ по п.1, отличающийся тем, что отношение наружного диаметра пластиковой трубы к внутреннему диаметру ремонтируемой стальной трубы принимают как 0,92-0,95 к 1.
13. Технологический комплекс для осуществления способа, содержащий средство для введения пластиковой трубы в ремонтируемую стальную трубу, заглушки в межтрубном пространстве, средство для заполнения межтрубного пространства жидким или гелеобразным веществом с отсроченным временем полимеризации, отличающийся тем, что средство для введения пластиковой трубы включает в начале ремонтируемой стальной трубы блок непрерывного изготовления пластиковой трубы, выполненный в виде устройства для однослойного или многослойного экструдирования и/или литья, и/или наплавки пластмассы, а в конце ремонтируемой стальной трубы установлен тяговый орган, выполненный, например, в виде лебедки с гибким тяговым элементом, свободный конец которого соединен с передней частью пластиковой трубы.
14. Комплекс по п.13, отличающийся тем, что он снабжен емкостью с жидким или гелеобразным веществом с отсроченным временем полимеризации, которая установлена между ремонтируемой стальной трубой и блоком непрерывного изготовления пластиковой трубы, указанная емкость соединена с пространством между наружным диаметром пластиковой трубы и внутренним диаметром ремонтируемой стальной трубы и содержит средство для создания давления выше атмосферного.
15. Комплекс по п.13, отличающийся тем, что емкость с жидким или гелеобразным веществом с отсроченным временем полимеризации закреплена на переднем конце ремонтируемой стальной трубы посредством своего переднего отверстия, а заднее отверстие емкости размещено на наружном диаметре пластиковой трубы с возможностью свободного перемещения пластиковой трубы в этом отверстии.
16. Комплекс по п.15, отличающийся тем, что заднее отверстие емкости снабжено эластичным элементом, например манжетой или сальником, охватывающим наружный диаметр пластиковой трубы.
17. Комплекс по п.13, отличающийся тем, что внутреннее пространство заднего конца ремонтируемой стальной трубы подключено к средству для создания давления ниже атмосферного.
18. Комплекс по п.13, отличающийся тем, что перед торцом передней части пластиковой трубы расположена и связана с ним перегородка, при этом пространство между перегородкой и торцом образует вторую емкость с жидким или гелеобразным веществом с отсроченным временем полимеризации.
19. Комплекс по п.18, отличающийся тем, что перегородка снабжена эластичным элементом, например манжетой или сальником, охватываемым внутренним диаметром ремонтируемой стальной трубы.
20. Комплекс по п.18, отличающийся тем, что перегородка закреплена на жестком стержне, один конец которого присоединен к торцу передней части пластиковой трубы, а второй связан с гибким тяговым элементом.
21. Комплекс по п.13, отличающийся тем, что в передней части пластиковой трубы установлена заглушка, а внутренняя полость пластиковой трубы подключена к средству для создания давления выше атмосферного, которое расположено в блоке непрерывного изготовления пластиковой трубы.
22. Комплекс по п.13, отличающийся тем, что он снабжен устройством для согласования скорости выхода пластиковой трубы из блока непрерывного изготовления пластиковой трубы и скорости гибкого тягового элемента.
23. Комплекс по п.22, отличающийся тем, что устройство для согласования скорости соединено проводной и/или беспроводной, например радио или сотовой, связью с блоком непрерывного изготовления пластиковой трубы и тяговым органом, выполненным, например, в виде лебедки.
24. Комплекс по п.23, отличающийся тем, что тяговый орган, выполненный, например, в виде лебедки, снабжен бесступенчатым приводом, управляемым устройством для согласования скорости.
| СПОСОБ РЕМОНТА МАГИСТРАЛЬНЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ И ТОЛКАЮЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116552C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ | 2001 |
|
RU2206017C2 |
| RU 205127909 A, 20.03.2007 | |||
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2003 |
|
RU2248497C1 |
| СПОСОБ ОБЛИЦОВКИ ТРУБОПРОВОДА | 1998 |
|
RU2145029C1 |
| JP 4128024 A, 28.04.1992 | |||
| US 5589131 A, 31.12.1996. | |||

