Изобретение относится к технологии машиностроения, в частности к устройствам для отделочно-упрочняющей обработки деталей из сталей и сплавов поверхностным пластическим деформированием со статико-импульсным нагружением деформирующего инструмента.
Известен способ и устройство для чистовой и упрочняющей обработки деталей обкатыванием [1], при котором сообщают движения подачи и скорости обработки инструменту и заготовке, контактирующим под приложенной к инструменту нормально к обрабатываемой поверхности постоянной статической нагрузкой в диапазоне усилий, обеспечивающих достижение заданной шероховатости, и периодической импульсной нагрузкой, изменяющейся в установленном диапазоне от минимального до максимального значения. При этом частоту пульсации нагрузки выбирают в зависимости от требуемой глубины наклепа.
Способ и устройство, реализующее его, имеет ограниченные технологические возможности, отличается низким КПД, большой энергоемкостью, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности.
Известен способ и устройство для статико-импульсной обработки поверхностным пластическим деформированием, осуществляемым инструментом, к которому нормально к обрабатываемой поверхности прикладывают постоянную статическую нагрузку и перпендикулярную импульсную нагрузку, которая сообщается посредством бойка и волновода, а форму, амплитуду, эффективную длительность и частоту единичных импульсов силы деформирования определяют по приведенным формулам [2].
Известные способ и устройство отличаются ограниченными технологическими возможностями и управления в создании гетерогенных упрочненных слоев и регулярного микрорельефа обрабатываемой поверхности.
Задачей изобретения является расширение технологических возможностей статико-импульсной обработки поверхностным пластическим деформированием за счет управления глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности путем использования упругого деформирующего инструмента в виде винтовой охватывающей заготовку пружины.
Поставленная задача решается с помощью предлагаемого устройства для статико-импульсного обкатывания охватывающей пружиной валов или винтов винтовых насосов, содержащее боек и волновод в виде стержней одинакового диаметра, коромысло и деформирующий инструмент для обработки заготовки с натягом, который установлен на свободном конце волновода с помощью коромысла и выполнен в виде винтовой цилиндрической пружины, внутренний диаметр витков которой меньше диаметра обрабатываемой заготовки на величину двойного натяга для обеспечения радиальной подачи, при этом упомянутая винтовая цилиндрическая пружина установлена с возможностью приложения к ней нормально к обрабатываемой поверхности статической нагрузки и с помощью бойка и волновода периодической импульсной нагрузки и выполнена из условия осуществления схватывания обрабатываемой заготовки, а концы винтовой цилиндрической пружины жестко закреплены на концах коромысла.
Сущность устройства поясняется чертежами.
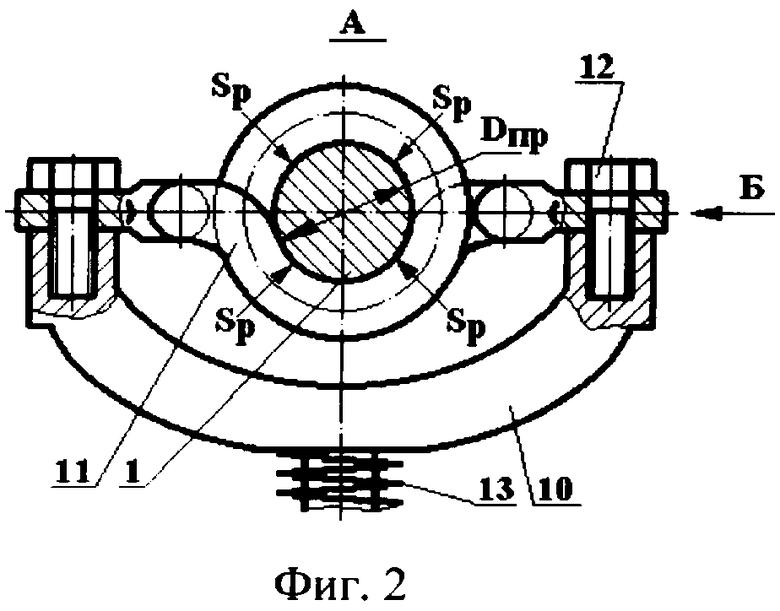
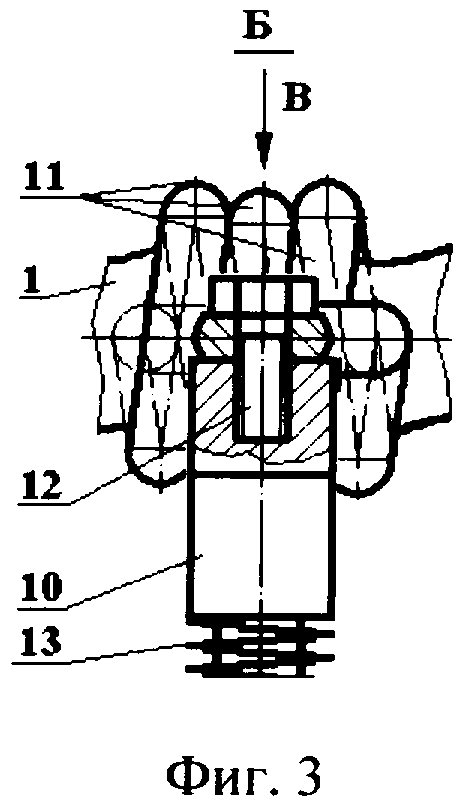
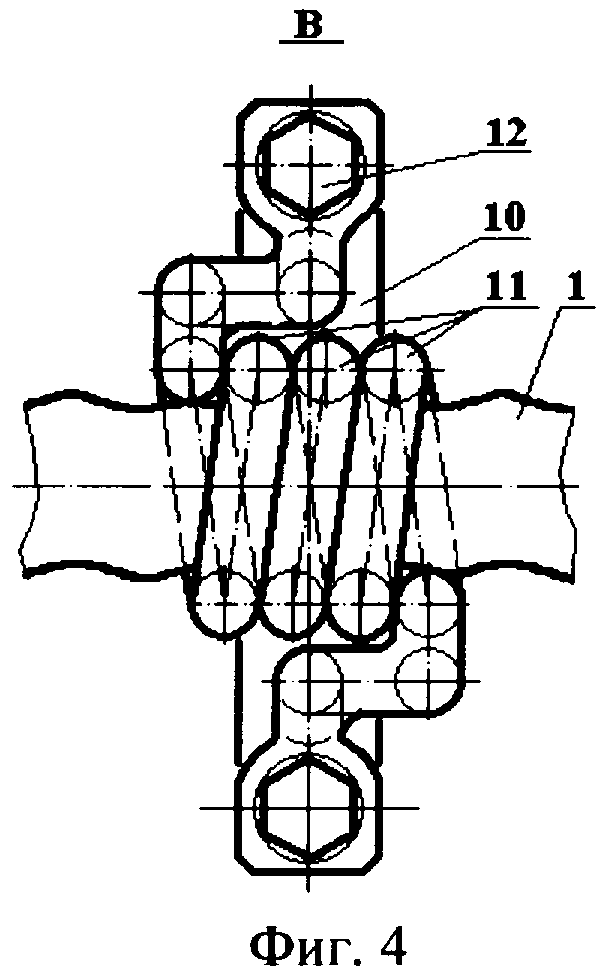
На фиг.1 представлена схема обработки предлагаемым устройством для поверхностного пластического деформирования на примере заготовки - винта винтового насоса, установленной в патроне и заднем центре на токарном станке; на фиг.2 - вид слева по А на фиг.1; на фиг.3 - вид справа по Б на фиг.2; на фиг.4 - вид сверху по В на фиг.3.
Предлагаемое устройство служит для поверхностного пластического деформирования деталей типа гладких валов или винтов винтовых насосов с использованием постоянной статической Рст и периодической импульсной Рим нагрузок на деформирующий инструмент.
Заготовку 1, например винт винтового насоса, устанавливают в патроне 2, который закреплен на шпинделе 3 передней бабки 4 и поджимают центром 5 задней бабки 6 токарного станка, а деформирующее устройство 7, оснащенное механизмами статического и импульсного нагружения инструмента, - в резцедержателе 8 станка (фиг.1). В качестве механизма импульсного нагружения инструмента применяется гидравлический генератор импульсов (ГГИ) (не показан) [3, 4]. Обработка заготовки гладкого вала с постоянным наружным диаметром производится аналогично.
На свободном конце волновода 9 установлен с помощью коромысла 10 деформирующий инструмент 11 в виде винтовой пружины из стали круглого сечения, охватывающей обрабатываемую заготовку 1.
Внутренний диаметр Dпр деформирующих витков пружины 11 меньше диаметра Dз обрабатываемой заготовки 1 на величину двойного натяга, который обеспечивает радиальную подачу Sp. Концы пружины 11 жестко закреплены на концах коромысла 10, например, с помощью болтов 12 или другим надежным способом так, что при воздействии нагрузки на концы пружины последняя закручивается.
Пружина 13, установленная на волноводе 9, обеспечивает постоянную статическую нагрузку Рст, которая передается через коромысло 10 на пружину 11, закручивает ее и воздействует на охватываемую периферийную обрабатываемую поверхность заготовки 1. Статическая нагрузка Рст зависит от свойств данной пружины 13, является величиной постоянной и равномерно воздействующей на всю охватываемую периферийную поверхность заготовки, с которой пружина 11 контактирует. При сочетании вращательного движения заготовки Vз, продольного перемещения Sпр и радиального Sp воздействия деформирующей пружины 11 предлагаемого устройства обрабатываемая поверхность заготовки на всей длине будет наиболее эффективно подвергнута поверхностно пластической деформации.
Импульсное нагружение Рим осуществляется посредством удара бойка 14 ГГИ (не показан) по торцу волновода 9, на котором смонтирован инструмент - деформирующая пружина 11. Энергия удара бойка 14 больше жесткости витков пружины 11, поэтому витки будут деформироваться, а пружина закручиваться вокруг заготовки, воздействуя на нее. После прекращения действия энергии удара на инструмент пружина, обладая упругостью, раскручивается, восстанавливая свое первоначальное положение.
Таким образом, за один удар бойка 14 по волноводу 9 витки пружины 11 совершат одно радиальное поперечное движение к центру обрабатываемой заготовки, обжимая ее. Частота поперечной осцилляции инструмента зависит от частоты ударов бойка гидравлического генератора импульсов.
В результате удара бойка 14 по торцу волновода 9 в бойке и волноводе возникают ударные и противоположно направленные импульсы одинаковой амплитуды и продолжительности, каждый из которых будет воздействовать на обрабатываемую поверхность с цикличностью, равной двойной продолжительности импульсов. Дойдя до обрабатываемой поверхности, ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы деформации.
Обработку начинают с введения заготовки в отверстия витков пружины 11. Так как внутренний диаметр витков Dпр меньше наружного диаметра Dз,ввод заготовки в отверстия витков пружины будет затруднен, но пользуясь фаской, которая имеется на торце обрабатываемой заготовки или искусственно создавая ее, принудительный ввод облегчится.
Устройству с инструментом 11 сообщают движение подачи Sпр, а заготовке 1 сообщают вращательное движение с частотой Vз. Деформирующий инструмент - пружина 11 и пружина 13 создают постоянную статическую Рст силу нагружения в направлении нормали к обрабатываемой поверхности и равномерно воздействующую на всю охватываемую периферийную поверхность заготовки, с которой пружина контактирует.
Величина статической силы Pст деформирования выбирается наибольшей из обеспечивающих упругие контактные деформации обрабатываемого материала. При действии на инструмент только статической нагрузки Pст внедрение его деформирующих элементов в обрабатываемую поверхность происходит на меньшую величину и след инструмента на обрабатываемой поверхности имеет минимальные размеры пятна контакта.
При импульсной нагрузке Рим внедрение инструмента в обрабатываемую поверхность происходит на большую величину и след инструмента на обрабатываемой поверхности имеет максимальные размеры пятна контакта. Импульсная нагрузка Рим воздействует на заготовку через все витки пружины 11, концы которой жестко соединены с волноводом 9. Одностороннее действие Рим импульсной нагрузки, которая направлена снизу вверх, согласно фиг.1, вызывает прогиб оси обрабатываемой не жесткой заготовки, которым является винт, и требует уравновешивающей силы, последняя обеспечивается, например, люнетом (не показан).
Упругие деформирующие элементы инструмента, т.е. пружину 11, изготовляют из сталей: легированных ШХ15, ХВГ, 9Х, 5ХНМ, углеродистых инструментальных У10А, У12А. Твердость рабочей поверхности витков из сталей HRC 62...65. Рабочая внутренняя поверхность витков полируется до Ra=0,08...0,16 мкм.
Производительность процесса обработки предлагаемым устройством с пружинным инструментом определяется наружным диаметром проволоки, из которой изготовлена пружина. При обработке винтов винтовых насосов диаметр проволоки диктуется размерами впадины винтовой поверхности, а именно диаметр проволоки пружины должен быть таким, чтобы он контактировал со всеми точками днища впадины в продольном сечении винта винтового насоса (см. фиг.1). При обработки гладких валов диаметр проволоки выбирается независимо от диаметра обрабатываемой заготовки, однако необходимо иметь в виду следующее. Инструмент с большим диаметром проволоки позволяет вести обработку с большой продольной подачей Sпр, однако в этом случае необходимо создавать большие рабочие усилия, что снижает качество поверхности. От значения допустимого рабочего усилия зависят параметры деформирующей пружины.
Глубина упрочненного слоя обработанного предлагаемым устройством достигает 1,5...2,5 мм, что значительно (в 3...4 раза) больше, чем при традиционном статическом упрочнении. Наибольшая степень упрочнения составляет 15...30%. В результате статико-импульсной обработки предлагаемым устройством по сравнению с традиционным накатыванием эффективная глубина слоя, упрочненного на 20% и более, возрастает в 2...3 раза, а глубина слоя, упрочненного на 10% и более, - в 1,7...2,2 раза.
Обкатывание предлагаемым устройством следует проводить так, чтобы заданные результаты достигались за один проход. Не следует использовать обратный ход в качестве рабочего хода, так как повторные проходы в противоположных направлениях могут привести к излишнему деформированию и отслаиванию поверхностного слоя.
Скорость не оказывает заметного влияния на результаты обработки и выбирается с учетом требований производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30...150 м/мин. Значение усилия обкатывания выбирают в зависимости от цели обработки.
Оптимальная подача Sэ на один деформирующий элемент - виток не должна превышать 0,1...0,5 мм/об. Продольную подачу на один оборот заготовки Sпр определяют по формуле
Sпр=kSэ,
где k - число деформирующих элементов.
Продольную подачу принимают Sпр=0,2...3 мм/об.
Пример. Для оценки параметров качества поверхностного слоя, упрочненного по предлагаемому способу, проведены экспериментальные исследования обработки винта левого Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⊘27-0,05 мм, эксцентриситет - 3,3 мм, шаг - 28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 40Х, твердость НВ 270-280, масса - 5,8 кг. Обработка проводилась на токарно-винторезном станке мод. 16К20 с использованием предлагаемого устройства и стенда с гидравлическим генератором импульсов. Режимы обработки следующие: частота вращения заготовки - Vз=80...100 м/мин, Sпр=1,5...2,0 мм/об. Деформирующим элементом являлся виток пружины из термообработанной стали марки 65Г, которая изготовлялась из проволоки диаметром 2 мм, диаметр пружины - 25 мм, число витков - 7. Рабочая поверхность витков полировалась до Ra=0,08...0,16 мкм.
Значения технологических факторов (частоты ударов, величина подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6...10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Величина силы статического поджатия инструмента к обрабатываемой поверхности составляла Рст≥2,5...4,0 кН; Рим=25,5...40,0 кН.
Глубина упрочненного статико-импульсной обработкой слоя в 3...4 раза выше, чем при традиционном обкатывании. Упрочненный слой при традиционном статическом обкатывании формируется в условиях длительного действия больших статических усилий.
Предлагаемым устройством аналогичная глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии. При близких степенях упрочнения поверхностного слоя величина статической составляющей нагрузки предлагаемым устройством значительно меньше.
Исследования напряженного состояния упрочненного поверхностного слоя статико-импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1...1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного пластического деформирования.
Достигаемая в процессе обработки предлагаемым устройством предельная величина шероховатости составляет Ra=0,08 мкм, возможно снижение исходной шероховатости в 6 раз.
Деформации витков при закручивании и раскручивании деформирующей пружины в процессе, реализуемом предлагаемым устройством, благоприятно сказываются на условиях работы инструмента. Они приводят к более равномерному распределению нагрузки на инструмент, вызывают дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчают формирование упрочняемой поверхности.
Деформации инструмента способствуют лучшему проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки. При наложении импульсной нагрузки и деформации витков деформирующая поверхность инструмента периодически «отдыхает», что способствует увеличению ее стойкости. Обработка в условиях колебаний размеров инструмента резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Предлагаемое устройство расширяет технологические возможности статико-импульсной обработки поверхностным пластическим деформированием, позволяет управлять глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности.
Источники информации
1. А.с.СССР 456719, МКИ В24В 39/00. Способ чистовой и упрочняющей обработки деталей обкатыванием. 1974.
2. Патент РФ 2098259, МКИ6 В24В 39/00. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Способ статико-импульсной обработки поверхностным пластическим деформированием. № 96110476/02, 23.05.96; 10.12.97. бюл. № 34.
3. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, № 6. - С.20-24.
4. Патент РФ 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997, бюл. № 34.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2329135C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2324584C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКОИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2325265C1 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| СПОСОБ ВИБРАЦИОННОЙ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ | 2005 |
|
RU2287423C1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2005 |
|
RU2287422C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320471C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ | 2006 |
|
RU2320470C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ | 2005 |
|
RU2287426C1 |
Изобретение относится к технологии машиностроения, а именно к устройствам для отделочно-упрочняющей обработки валов или винтов винтовых насосов поверхностным пластическим деформированием охватывающей пружиной. Устройство содержит боек и волновод в виде стержней одинакового диаметра и деформирующий инструмент для обработки заготовки с натягом, который установлен на свободном конце волновода с помощью коромысла. Деформирующий инструмент выполнен в виде винтовой цилиндрической пружины, внутренний диаметр витков которой меньше диаметра обрабатываемой заготовки на величину двойного натяга. Винтовая цилиндрическая пружина установлена с возможностью приложения к ней нормально к обрабатываемой поверхности статической нагрузки и с помощью бойка и волновода периодической импульсной нагрузки. Винтовая цилиндрическая пружина выполнена из условия осуществления схватывания обрабатываемой заготовки, а ее концы жестко закреплены на концах коромысла. В результате расширяются технологические возможности. 4 ил.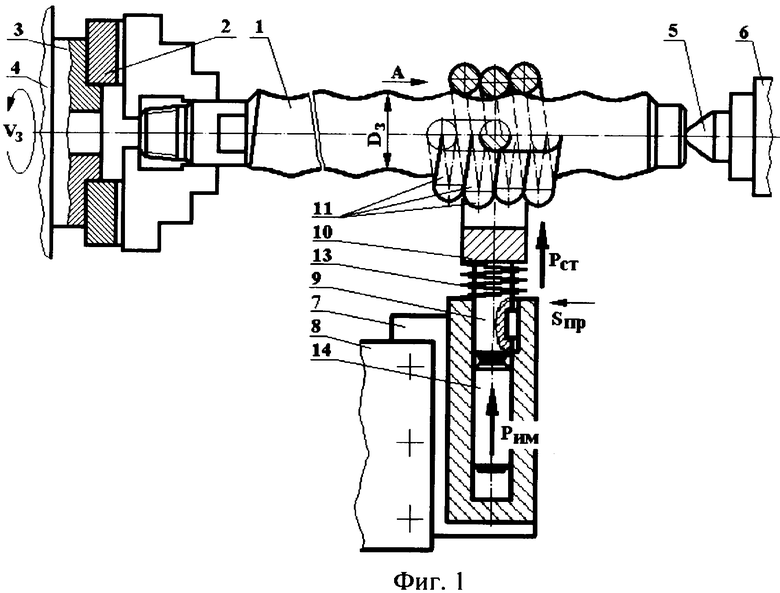
Устройство для статико-импульсного обкатывания охватывающей пружиной валов или винтов винтовых насосов, содержащее боек и волновод в виде стержней одинакового диаметра, коромысло и деформирующий инструмент для обработки заготовки с натягом, который установлен на свободном конце волновода с помощью коромысла и выполнен в виде винтовой цилиндрической пружины, внутренний диаметр витков которой меньше диаметра обрабатываемой заготовки на величину двойного натяга для обеспечения радиальной подачи, при этом упомянутая винтовая цилиндрическая пружина установлена с возможностью приложения к ней нормально к обрабатываемой поверхности статической нагрузки и с помощью бойка и волновода периодической импульсной нагрузки и выполнена из условия осуществления охватывания обрабатываемой заготовки, а концы винтовой цилиндрической пружины жестко закреплены на концах коромысла.
| СПОСОБ СТАТИКОИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1996 |
|
RU2098259C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2006361C1 |
| Устройство для чистовой и упрочняющей обработки цилиндрических поверхностей | 1982 |
|
SU1013239A2 |
| Инструмент для поверхностного упрочнения деталей | 1980 |
|
SU942967A1 |
| Устройство для чистовой и упрочняющей обработки цилиндрических отверстий | 1988 |
|
SU1666290A1 |
| Перфоратор | 1977 |
|
SU665083A1 |

