Настоящее изобретение относится к системе нанесения краски для печатной машины глубокой печати, печатающей ценные бумаги, такие, как банкноты, а также чеки, паспорта, удостоверения личности и другие аналогичные объекты.
В области многоцветной глубокой печати известно, что необходимо заполнять как мелкие, так и глубокие гравированные линии формы глубокой печати точным количеством краски, чтобы получить хорошее качество печати и при этом минимизировать избыток краски, необходимой для заполнения мелких гравировок, а также количество краски, переносимое на негравированную зону формы глубокой печати, повышая тем самым производительность машины и снижая расход краски.
Примеры известных печатных машин приведены в патентах США № 4516496, 5062359 и 5899145, содержание которых включено в настоящую заявку посредством ссылки.
Состояние уровня техники в области печатных машин и способов глубокой печати предусматривает наличие системы нанесения краски с грубым регулированием количества краски вдоль оси печатного цилиндра, хотя и не обеспечивает наличие средств регулирования вдоль периферийной поверхности этого цилиндра.
Например, средства более точного регулирования известны из патента США № 4604951, в котором описана печатная машина глубокой печати, имеющая обычную конфигурацию, характеризующуюся наличием дукторного вала с выемками, удерживающими краску и имеющими разные глубины, соответствующие глубинам формы. Эта машина никогда не была реализована в промышленном производстве, поскольку она имеет следующие недостатки:
конфигурация машины предусматривает лишь способ непосредственного нанесения краски;
невозможно точно согласовать описанные выемки, удерживающие краску и выполненные на цилиндре дукторного вала, с гравированными рисунками на форме глубокой печати;
описанная в упомянутом патенте компоновка дукторного вала и ножа требует наличия непрерывной цилиндрической поверхности, не совместимой с наличием устройств зажима формы; гравированные формы гораздо проще в производстве, установке и обслуживании, чем цилиндры, обтянутые декелем;
невозможно точно регулировать высокую жесткость красочного ножа посредством регулировочных винтов;
наличие промежутка между красочным ножом и дукторным валом вызывает появление большого количества краски на негравированной поверхности дукторного вала, а затем - и на негравированной поверхности формы глубокой печати, что не позволяет экономно расходовать краску;
дополнительное уменьшение промежутка между красочным ножом и дукторным валом неизбежно приводит к вступлению ножа в контакт с дукторным валом и повреждению как ножа, так и цилиндрической поверхности.
В соответствии с известным уровнем техники, разработаны и другие системы для повышения точности осаждения краски и для снижения расхода краски, см., например, заявку на европейский патент, опубликованную под номером 1442878, содержание которой включено в настоящую заявку посредством ссылки. Упомянутая заявка на патент касается печатной машины глубокой печати, в которой выборочные цилиндры, используемые для нанесения краски на подборочный цилиндр, приводятся во вращение приводами независимо друг от друга, обеспечивая изменение длины окрашиваемого отпечатка на резиновом полотне подборочного цилиндра.
Еще один пример описан в заявке на европейский патент, опубликованной под номером 1445098, содержание которой включено в настоящую заявку посредством ссылки. В упомянутой заявке на патент офсетный цилиндр для печатной машины глубокой печати выполнен с разными слоями, каждый из которых обладает разными свойствами. Упомянутые слои гравированы и могут быть липофильными и/или липофобными, что позволяет достичь очень точного нанесения краски на формный цилиндр.
Поэтому целью настоящего изобретения является усовершенствование известных машин и способов.
Дополнительной целью настоящего изобретения является создание печатной машины и способа печати, не имеющих недостатков известного уровня техники.
Еще одной целью настоящего изобретения является создание печатной машины и способа глубокой печати, которые проще в реализации и позволяют получить превосходные рабочие характеристики применительно к качеству печати и расходу краски.
Достижение этих целей обеспечивается тем, что изобретение соответствует формулировкам пунктов формулы изобретения.
Настоящее изобретение будет наилучшим образом понято после прочтения описания нескольких вариантов его осуществления со ссылками на прилагаемые чертежи, на которых:
фиг. 1 - первый вариант осуществления системы нанесения краски в соответствии с настоящим изобретением;
фиг. 2 - второй вариант осуществления системы нанесения краски в соответствии с настоящим изобретением, иллюстрирующий первую конфигурацию печатной машины;
фиг. 2b - вариант конфигурации по фиг. 2;
фиг. 3 - еще одна конфигурация печатной машины с системой нанесения краски в соответствии с изобретением;
фиг. 4 - дополнительная конфигурация печатной машины с системой нанесения краски в соответствии с изобретением;
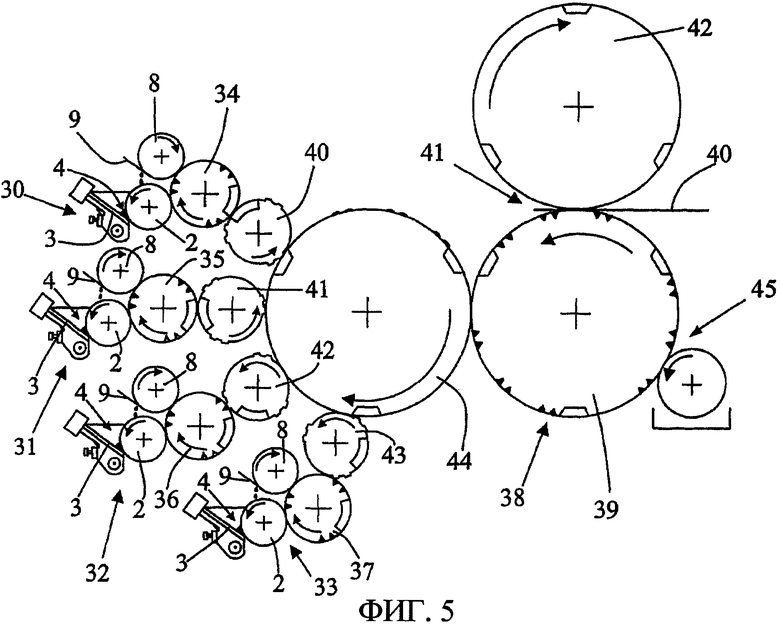
фиг. 5 - «многоцветная» конфигурация печатной машины с системой нанесения краски в соответствии с изобретением.
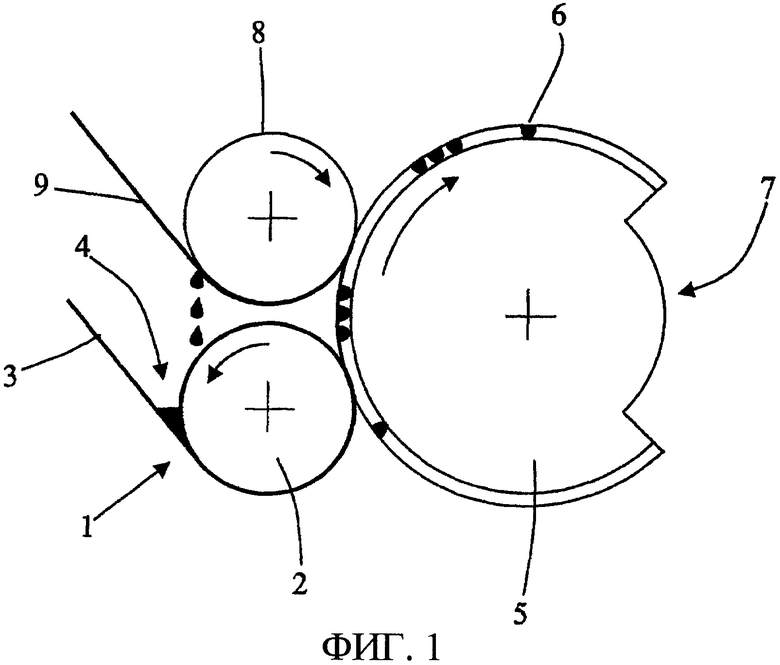
На фиг. 1 показан первый вариант осуществления системы нанесения краски в соответствии с изобретением. В этом варианте осуществления имеется резервуар, обозначенный как единое целое ссылочной позицией 1, причем упомянутый резервуар содержит дукторный вал 2, нож 3 регулирования краски для дукторного вала 2 и источник 4 краски. Дукторный вал наносит краску на выборочный раскатной цилиндр 5, который имеет гравированную поверхность. Поверхность выборочного раскатного цилиндра 5 может быть гравирована непосредственно, или - в предпочтительном варианте - цилиндр может нести гравированную форму с гравировками, соответствующими рисунку, который следует окрасить в заданный цвет. Как известно в данной области техники, раскатной цилиндр содержит впадину 7, в которой имеются средства зажима (не показаны) для удержания формы 6 в заданном положении.
Система нанесения краски дополнительно содержит валик 8 для обтирки, предпочтительно - валик для сухой обтирки, который используется для обтирки поверхности раскатного цилиндра 5, таким образом, остается только краска, присутствующая в гравировках раскатного цилиндра 5, а краска, присутствующая на негравированной поверхности цилиндра 5, полностью удаляется.
Система обтирки дополнительно содержит ракельный нож 9 для скобления поверхности валика для обтирки с целью удаления краски с негравированных элементов формы глубокой печати, а соскабливаемая таким образом краска регенерируется в источнике 4 краски, как показано на фиг. 1.
Соответственно, функция подачи краски из резервуара отделена от функции регулирования толщины краски. Дукторный вал 2 подает избыток краски на выборочный раскатной цилиндр 5 посредством ножа 3 для дукторного вала. Можно не оснащать этот нож регулировочными винтами, потому что нет необходимости осевого регулирования количества краски. Не нужно и точно регулировать промежуток между ножом 3 для дукторного вала и дукторным валом 2. В качестве примера следует отметить, что если для максимального требуемого количества краски необходим промежуток, например, 80 мкм, то этот промежуток можно регулировать с широким избыточным допуском, например, 100-300 микрон. Причина заключается в том, что дукторный вал 2 не выполняет функцию регулирования краски. Дукторный вал 2 предпочтительно покрыт твердой резиной или пластмассой (например, поливинилхлоридом (ПВХ) с соответствующей твердостью в единицах шкалы D по Шору при 50°). Этот вал извлекают из пресса для технического обслуживания или замены и оснащают в соответствии с состоянием средств современного уровня техники, чтобы обеспечить регулирование контакта с циркулирующей жидкостью для терморегуляции. Кроме того, этот вал предпочтительно выполнен с возможностью быстрого автоматического движения включения-выключения при каждом обороте, чтобы избежать переноса краски на форму вблизи положения изгиба.
Выборочный раскатной цилиндр 5 выполняет функцию регулирования краски и оснащен, как упоминалось выше, устройством зажима формы, предназначенным для гравированной формы 6, обычно - хромоникелевой формы. Гравированная форма 6 находится в контакте качения с дукторным валом 2 и принимает с него избыток краски, причем перенос краски происходит как в выгравированные выемки формы 6, так и на поверхность формы. После воздействия валика 8 для сухой обтирки каждая точка гравированной формы несет точное (или немного избыточное) количество краски, необходимой для способа глубокой печати.
Валик 8 для сухой обтирки расположен над дукторным валом 2, находится в контакте с выборочным раскатным цилиндром 5 и вращается в том же направлении, так что две поверхности, находящиеся в контакте, движутся в разных направлениях. Аналогично обычному узлу обтирки, обтирающему форму глубокой печати, валик 8 для сухой обтирки удаляет избыток краски с поверхности формы 6, оставляя краску в гравировках. Избыток краски переносится на поверхность валика 8 для сухой обтирки, а ракельный нож 9 удаляет большинство краски с поверхности валика 8 для обтирки. Удаленная краска падает под действием силы тяжести в резервуар 1, и поэтому ее можно использовать повторно.
Как валик 8 для сухой обтирки, так и ракельный нож 9, выполнены с возможностью несинхронизированного осевого движения для выравнивания износа поверхности валика. Этот валик предпочтительно покрыт твердой резиной или пластмассой (например, ПВХ с соответствующей твердостью в единицах шкалы D Шора при 50°). Валик 8 для сухой обтирки предпочтительно приводится в движение независимым электродвигателем с целью оптимизации скорости вращения для минимизации количества краски в негравированной зоне формы 6, выборочно покрываемой краской. Ее толщина находится в диапазоне до нескольких микрон. Ракельный нож 9 предпочтительно является стальным, имеющим керамическое покрытие. В альтернативном варианте поверхность валика для сухой обтирки может быть покрыта слоем материала, отталкивающего краску, чтобы увеличить количество повторно используемой краски, которая падает в резервуар под объединенным воздействием силы тяжести и центробежной силы.
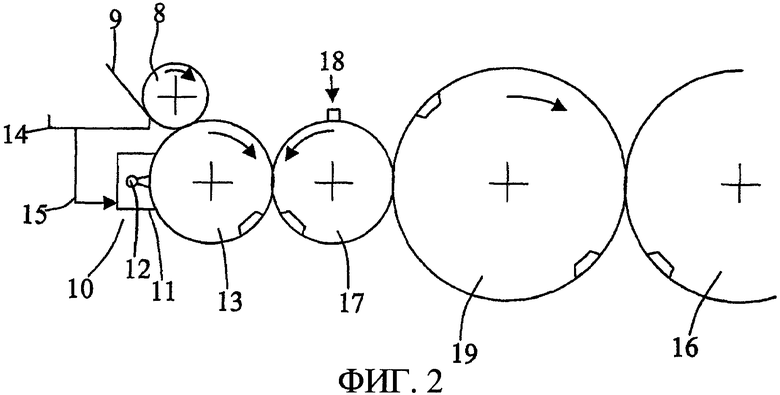
На фиг. 2 представлен второй вариант осуществления системы нанесения краски. В этом варианте осуществления резервуар 10 содержит красочную камеру 11 с устройством 12 распыления краски, которое распыляет краску по дукторному валу 13. Благодаря направлению вращения дукторного вала, в этом варианте осуществления можно не использовать нож для дукторного вала, как в первом варианте осуществления, и поэтому появляется возможность непосредственного использования гравированного дукторного вала 13 (либо с гравированной поверхностью, либо несущего гравированную форму), что упрощает соответствующие конструкции. Распыление краски синхронизировано с вращением дукторного вала, чтобы избежать нанесения краски в негравированной зоне дукторного вала и во впадине вала, где находится устройство зажима формы. Над красочной камерой 11 находится система обтирки с валиком 8 для обтирки и ракельным ножом 9. Под ракельным ножом 9 имеются регенерирующие средства, такие, как бак 14 с насосным средством 15 для подачи регенерированной краски в контур подачи распыляемой краски.
Печатная машина, представленная в варианте осуществления согласно фиг. 2, является печатной машиной глубокой печати с непрямым нанесением краски. Соответственно, гравированный дукторный вал, гравировки которого соответствуют гравировкам формного цилиндра 16, переносит краску из гравировок на трафаретный вал 17 с рельефными выступами 18, соответствующими частям, на которые наносится краска, причем упомянутые рельефные выступы переносят краску на подборочный цилиндр 19 перед переносом на формы формного цилиндра 16. Этот же подборочный цилиндр 19 может принимать краски разных цветов из других узлов нанесения красок, а соответствующие трафаретные валы не показаны на фиг. 2, но аналогичны тому, который имеется в представленном узле нанесения краски. Способ непрямого нанесения краски в рамках способа глубокой печати сам по себе известен в данной области техники, например, из упомянутых патентов США № 5062359 и 5899145.
На фиг. 2b показан вариант конфигурации согласно фиг. 2. В этом варианте технические элементы обозначены теми же ссылочными позициями. Этот вариант отличается от конфигурации по фиг. 2 тем, что подборочный цилиндр 19 по фиг. 2 отсутствует, вследствие чего получается конфигурация, предусматривающая прямое нанесение краски. Соответственно, этот вариант содержит резервуар 10 с красочной камерой 11 и устройством 12 распыления краски по дукторному валу 13. Под системой распыления находится система обтирки с валиком 8 для обтирки, а также ракельным ножом 9 и средствами регенерации, например, в виде бака 14 с насосным средством 15 для соскабливаемой краски.
Гравированный дукторный вал 13 с гравировками, соответствующими гравировкам формного цилиндра 16, переносит краску из этих гравировок на трафаретный вал 17 с рельефными выступами 18, соответствующими частям, на которые наносится краска, причем упомянутые рельефные выступы переносят краску на формы формного цилиндра 16.
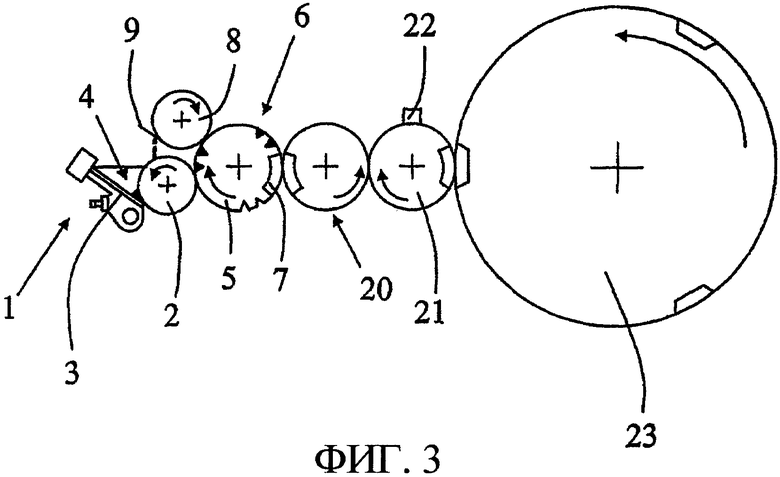
На фиг. 3 показана конфигурация печатной машины с системой нанесения краски в соответствии с изобретением. В этой конфигурации машина осуществляет прямое нанесение краски на форму глубокой печати. Наносящая краску часть данной машины - это та часть, которая показана на фиг. 1, и ее аналогичные элементы имеют идентичные обозначения. Соответственно, имеются резервуар 1, дукторный вал 2, нож 3 для дукторного вала, при этом дукторный вал 2 наносит краску на форму 6 выборочного раскатного цилиндра 5, который предпочтительно несет гравированную форму 6, и валик 8 для обтирки, обтирающий поверхность выборочного раскатного цилиндра 5. Ракельный нож 9 скоблит поверхность валика 8 для обтирки, а соскабливаемая таким образом краска регенерируется в резервуаре 1.
Выборочный раскатной цилиндр 5 затем наносит краску на передаточный вал 20 с деформируемой поверхностью, чтобы краска проникла в гравировки формы 6, причем упомянутый передаточный вал 20 переносит краску на трафаретный вал 21 с рельефными выступами 22, которые затем в свою очередь наносят краску осаждением непосредственно на форму формного цилиндра 23 печатной машины.
В конфигурации, предусматривающей прямое нанесение краски, как показано на фиг. 3, необходимо использовать передаточный вал 20 из-за направления вращения формного цилиндра 23.
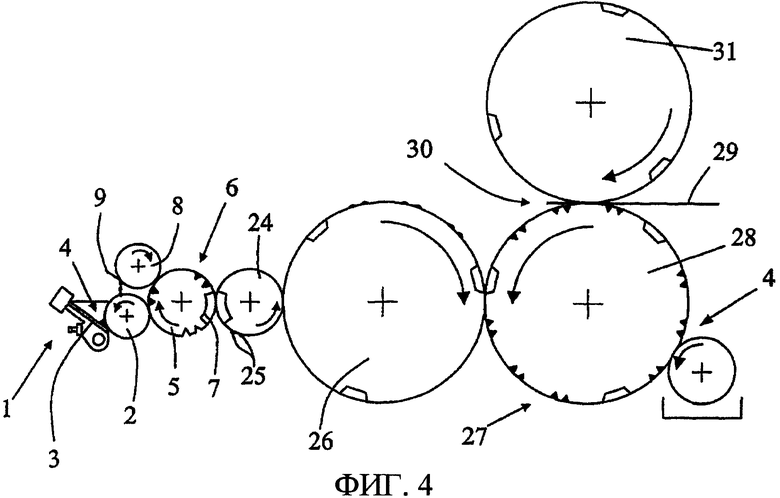
На фиг. 4 показана еще одна конфигурация печатной машины. В этой конфигурации машина является печатной машиной глубокой печати с непрямым нанесением краски. Представленная система нанесения краски аналогична системе нанесения краски согласно фиг. 1 или 3, при этом аналогичные элементы имеют идентичные обозначения. Соответственно, имеются резервуар 1, дукторный вал 2, нож 3 для дукторного вала, при этом дукторный вал 2 наносит краску на поверхность выборочного раскатного цилиндра 5, гравированного или несущего гравированную форму 6, и валик 8 для обтирки, обтирающий поверхность выборочного раскатного цилиндра 5. Ракельный нож 9 скоблит поверхность валика 8 для обтирки, а соскабливаемая таким образом краска регенерируется в резервуаре 1.
Выборочный раскатной цилиндр 5 затем наносит краску на трафаретный вал 24 с рельефными выступами 25, который затем в свою очередь наносит краску осаждением непосредственно на подборный цилиндр 26. Потом подборный цилиндр 26 наносит краску осаждением в гравировках 26 формного цилиндра 28 печатной машины. В этом примере формный цилиндр 28 несет три формы.
Узел 45 обтирки, который сам по себе известен в данной области техники, удаляет минимальный избыток краски из гравировок и с поверхности форм.
На фиг. 4 показан печатаемый лист 29, который пропускается через зону 30 печатного контакта, образованную между формным цилиндром и печатным цилиндром 31, как обычно и бывает в области глубокой печати. Конечно, система, соответствующая настоящему изобретению, пригодна и для печатных машин рулонной печати.
Принцип непрямого нанесения краски в печатной машине глубокой печати сам по себе известен в данной области техники и описан, например, в вышеупомянутых патентах США № 4516496, 5062359 и 5899145, содержание которых включено в настоящую заявку посредством ссылки.
Конфигурация печатной машины, показанная на фиг. 5, соответствует печатной машине глубокой печати с непрямым нанесением красок четырех цветов.
Она содержит четыре отдельных узла 30, 31, 32 и 33 нанесения красок, каждый из которых имеет выборочные раскатные цилиндры 34-37, гравировки которых (или формы, которые эти цилиндры несут) имеют соответствующие гравировки 38 на формном цилиндре 39 в соответствии с принципом настоящего изобретения. Каждый узел нанесения краски содержит дукторный вал 2, источник краски и нож 3 для дукторного вала. Краска наносится на выборочные раскатные цилиндры 34, 35, 36 и 37 и обтирается валиком 8 для обтирки вышеописанным образом. Каждый из выборочных раскатных цилиндров 34, 35, 36 и 37 принимает краску отличающегося цвета и имеет гравировки, соответствующие желаемому рисунку на форме формного цилиндра 39, а краска переносится на трафаретные валики 40, 41, 42 и 43 каждого узла нанесения краски.
В этой конфигурации выборочные раскатные цилиндры 34, 35, 36 и 37 могут иметь только рисунок, гравировки которого соответствуют цвету, для переноса которого предназначены эти выборочные раскатные цилиндры. В еще одном варианте осуществления на всех выборочных раскатных цилиндрах 34, 35, 36 и 37 преимущественно может быть выгравирован один и тот же рисунок, соответствующий полному рисунку формного цилиндра 39. В этом случае полный рисунок получает разные цвета на упомянутых выборочных раскатных цилиндрах 34, 35, 36 и 37, а выбор краски на каждом из упомянутых выборочных раскатных цилиндров 34, 35, 36 и 37 осуществляется трафаретными валами 40-43, перенося только нужную краску на подборочный цилиндр 44. Преимущество этой конфигурации заключается в том, что все выборочные раскатные цилиндры идентичны, а это снижает затраты на изготовление.
Затем происходит перенос краски с каждого трафаретного вала 40, 41, 42 и 43 на подборочный цилиндр 39. Узел 45 обтирки, который сам по себе известен в области печатных машин, удаляет минимальный избыток краски из гравировок и с поверхности формы.
После этого осуществляется собственно процесс печати на листе 40, который проходит в зону 41 печатного контакта, образованную между формным цилиндром 39 и печатным цилиндром 42, как обычно и бывает в области печати.
Система нанесения краски согласно настоящему изобретению имеет многочисленные преимущества, такие, как простота и важная экономия краски, которую она обеспечивает. Существенные количества краски больше не расходуются впустую, поскольку происходит правильная обтирка на уровне резервуара краски, а не на уровне формного цилиндра, где все цвета краски затем смешиваются вследствие операции обтирки, так что повторное использование оказывается невозможным. В данном случае лишь минимальный избыток краски действительно переносится на формный цилиндр, так что обтирается и теряется лишь минимальное количество краски.
Конечно, описанные варианты осуществления приведены в качестве неограничительных примеров, и в рамках объема изобретения возможны многочисленные изменения.
Например, в конфигурациях машин, показанных на фиг. 3-5, можно использовать систему нанесения краски, соответствующую фиг. 2.
В предпочтительном варианте трафаретные валы получают обычным способом (в виде цилиндра с трафаретными формами или сплошного цилиндра). Преимущество настоящего изобретения заключается в том, что края зонных рисунков трафаретных валов получают минимальное количество краски - ее толщина составляет несколько микрон. Следовательно, краска не наращивается на краях выемочной части трафаретной формы, а ее промывка становится значительно проще для оператора.
В предпочтительном варианте гравированные выборочные раскатные цилиндры, соответствующие настоящему изобретению, содержат гравировки, не полностью соответствующие гравировкам печатной формы, а имеющие линии, характеризующиеся:
рисунком, идентичным рисунку печатной формы (за исключением необходимого зеркального изображения, т.е. в зависимости от того, должен ли рисунок, гравированный на выборочных раскатных цилиндрах, быть зеркальным изображением гравированного рисунка на печатной форме);
тем, что они больше, чем в гравировках на печатной форме, обеспечивая согласование с допуском положения гравированных линий на печатной форме и компенсацию этого допуска;
глубиной, находящейся в определенном соотношении с глубиной линий в печатной форме; на практике это позволяет обеспечить гравировки на выборочных раскатных цилиндрах, имеющие глубину, которая, например, на 30% больше, чем глубина гравировок на печатной форме, обеспечивая таким образом то, что на печатную форму переносится адекватное количество чернил;
гравировкой по той же технологии, что и для печатной формы.
В случае, когда некоторые зоны печатной формы имеют мелко-гравированные рисунки (с глубиной менее нескольких десятков микрон, в частности, менее 10 микрон), наличие каких-либо гравировок на выборочном раскатном цилиндре (выборочных раскатных цилиндрах) может вообще не понадобиться, а потребуется предусмотреть лишь гравировки для более глубоких зон нанесения краски на печатной форме. На самом деле, систему обтирки можно выполнить с возможностью оставления небольшого количества краски в негравированных зонах соответствующего выборочного раскатного цилиндра, причем это количество краски является достаточным для заполнения краской мелких гравировок на формном цилиндре.
Что касается рисунков, гравированных на каждом выборочном раскатном цилиндре, то следует соответственно отметить, что эти гравированные рисунки, строго говоря, не идентичны соответствующим рисункам на печатной форме. Поэтому определение «соответствующие», употребляемое в рамках объема настоящего изобретения для описания взаимосвязи между гравировками, предусмотренными на выборочном раскатном цилиндре (выборочных раскатных цилиндрах) и на формном цилиндре, следует считать означающим существование значительной степени подобия между упомянутыми гравировками, которой сопутствуют незначительные различия по ширине, глубине и/или положению. Кроме того, как упоминалось выше, части поверхности выборочного раскатного цилиндра (выборочных раскатных цилиндров), соответствующие мелким гравировкам на формном цилиндре, могут вообще не иметь никаких гравировок, поскольку негравированные зоны выборочного раскатного цилиндра (выборочных раскатных цилиндров) могут нести достаточное количество краски для заполнения ею таких мелких гравировок.
В вариантах осуществления, показанных на чертежах, представлены разные отношения диаметров цилиндров. Например, на фиг. 3-5 отношение диаметров подборочного цилиндра и трафаретного вала составляет 3:1, тогда как на фиг. 2 это отношение составляет 2:1. Конечно, это следует считать не ограничением, а иллюстрацией различных эквивалентных конфигураций, которые можно выбирать в соответствии с обстоятельствами.
Как упоминалось выше, все цилиндры, имеющие гравированную поверхность, могут быть непосредственно гравированными или могут нести гравированную форму с помощью средств зажима.

Изобретение относится к области многоцветной глубокой печати и касается системы нанесения краски для печатной машины глубокой печати. Система содержит резервуар для нанесения краски на поверхность гравированного выборочного раскатного цилиндра, который наносит краску на поверхность формного цилиндра печатной машины посредством трафаретного вала. Трафаретный вал имеет рельефные выступы, соответствующие гравировкам, которые заполняются краской на формном цилиндре. Система нанесения краски содержит систему обтирки, предназначенную для обтирки поверхности выборочного раскатного цилиндра и регенерации обтертой краски в резервуаре. Изобретение обеспечивает создание печатной машины и способа глубокой печати, которые проще в реализации и позволяют получить превосходные рабочие характеристики по качеству печати и расходу краски. 2 н. и 17 з.п. ф-лы, 6 ил.
1. Система нанесения краски для печатной машины глубокой печати, содержащая, по меньшей мере, резервуар для нанесения краски на поверхность гравированного выборочного раскатного цилиндра, который, в свою очередь, наносит краску на поверхность формного цилиндра печатной машины глубокой печати посредством трафаретного вала, имеющего рельефные выступы, соответствующие гравировкам, которые заполняются краской, на формном цилиндре, отличающаяся тем, что она дополнительно содержит систему обтирки, предназначенную для обтирки поверхности выборочного раскатного цилиндра и регенерации обтертой краски в резервуаре, при этом резервуар образован красочной камерой с устройством распыления краски, предназначенными для нанесения краски на поверхность выборочного раскатного цилиндра.
2. Система по п.1, отличающаяся тем, что устройство распыления синхронизировано с вращением выборочного раскатного цилиндра, чтобы избежать нанесения краски в негравированных зонах выборочного раскатного цилиндра.
3. Система по п.2, отличающаяся тем, что выборочный раскатный цилиндр имеет устройство зажима формы, расположенное во впадине выборочного раскатного цилиндра, для размещения гравированной формы, при этом устройство распыления дополнительно синхронизировано с вращением выборочного раскатного цилиндра, чтобы избежать нанесения краски в указанную впадину.
4. Система по п.1, отличающаяся тем, что выборочный раскатной цилиндр несет гравированную форму.
5. Система по п.1, отличающаяся тем, что система обтирки включает в себя валик для обтирки.
6. Система по п.5, отличающаяся тем, что система обтирки дополнительно содержит ракельный нож для скобления поверхности валика для обтирки.
7. Система по п.6, отличающаяся тем, что система обтирки расположена над регенерирующим баком с насосным средством, так что краска, соскабливаемая ракельным ножом, попадает в регенерирующий бак и подается обратно в упомянутый резервуар.
8. Система по п.5, отличающаяся тем, что валик для обтирки является валиком для сухой обтирки.
9. Система по п.5, отличающаяся тем, что валик для обтирки вращается в том же направлении, что и выборочный раскатной цилиндр.
10. Система по п.5, отличающаяся тем, что валик для обтирки покрыт твердой пластмассой или резиной.
11. Система по п.5, отличающаяся тем, что валик для обтирки покрыт материалом, отталкивающим краску.
12. Система по п.5, отличающаяся тем, что валик для обтирки приводится в движение независимым приводом.
13. Система по п.1, отличающаяся тем, что трафаретный вал осуществляет непрямое нанесение краски на поверхность формного цилиндра посредством подборочного цилиндра.
14. Система по п.1, отличающаяся тем, что выборочный раскатной цилиндр наносит краску на трафаретный вал посредством передаточного цилиндра.
15. Система по п.1, отличающаяся тем, что система обтирки выполнена с возможностью оставления небольшого количества краски в негравированных зонах выборочного раскатного цилиндра, причем это количество краски является достаточным для заполнения краской мелких гравировок на формном цилиндре.
16. Печатная машина глубокой печати, предназначенная для печати листов или рулонов ценных бумаг, таких как банкноты, чеков, паспортов, удостоверений личности и других аналогичных объектов, содержащая, по меньшей мере, узел подачи, печатный цилиндр и формный цилиндр, несущий, по меньшей мере, одну печатную форму, зону печатного контакта, образованную между формным цилиндром и печатным цилиндром, отличающаяся тем, что она содержит систему нанесения краски по любому из предшествующих пунктов.
17. Машина по п.16, отличающаяся тем, что она содержит множество систем нанесения краски с соответствующими резервуарами, системами обтирки, выборочными раскатными цилиндрами и шаблонными валами, которые наносят краску на общий подборный цилиндр.
18. Машина по п.17, отличающаяся тем, что каждый выборочный раскатный цилиндр имеет только тот гравированный рисунок, который соответствует цвету, для переноса которого предназначены выборочные раскатные цилиндры.
19. Машина по п.17, отличающаяся тем, что все выборочные раскатные цилиндры имеют один и тот же гравированный рисунок, при этом каждый трафаретный вал переносит только нужную краску на подборочный цилиндр.
| US 4604951 А, 12.08.1986 | |||
| US 4428291 А, 31.01.1984 | |||
| Ролевая печатная машина для двусторонней печати, в частности, банкнот | 1989 |
|
SU1757451A3 |
| RU 2002122988 A, 10.04.2004 | |||
| 0 |
|
SU182325A1 | |

