Изобретение относится к машиностроению и может применяться для свинчивания-развинчивания труб при выполнении сборочных и ремонтноподготовительных работ,
Целью изобретения является механизация процесса свинчивания-развинчивания труб в широком диапазоне их типоразмеров ц повьппение надежности резьбовых соединений благодаря регламентации и контролю момента свинчивания.
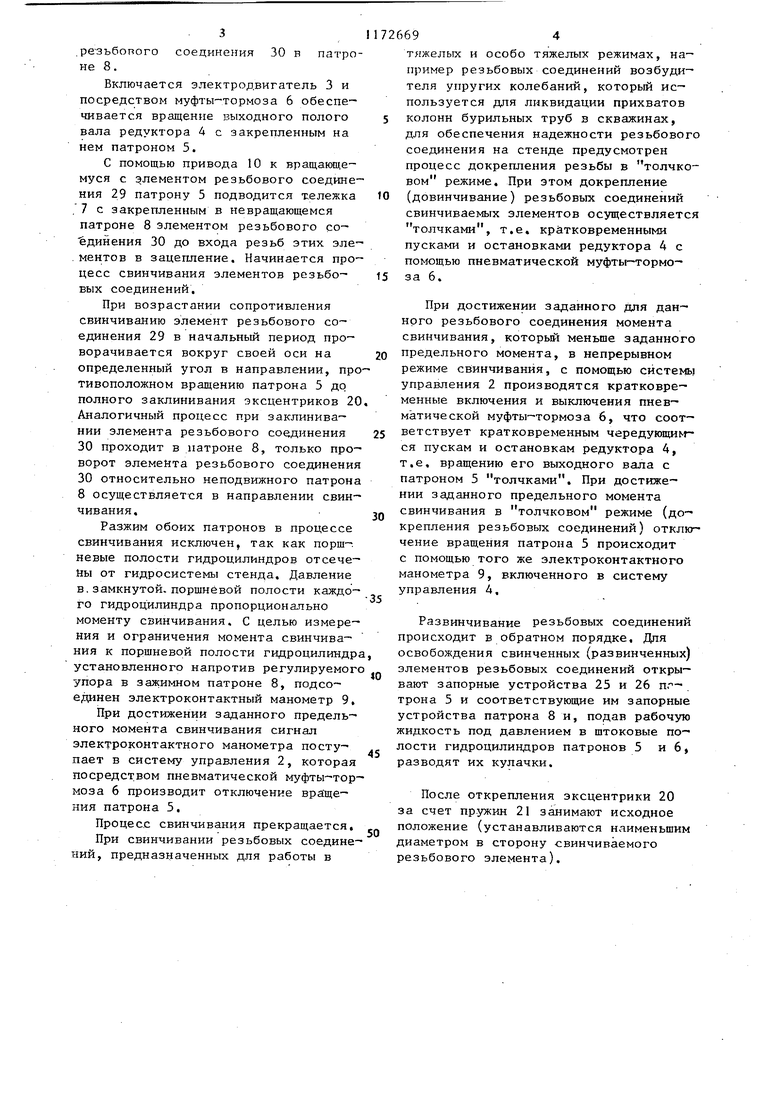
На фиг.1-передняя часть стенда, вид сверху; на фиг.2 - задняя часть стенда, вид сверху; на фиг.З - зажимной эксцентриковый патрон, разрез на фиг,4 - разрез А-А на фиг.З,
Стенд для свинчивания резьбовых соединений (фиг,, 1 ) состоит из основания 1, силовой части, смонтированной на основании 1 и состоящей из системы управления 2 электродвигателя 3, редуктора 4 с зджимным патроном 5, установленным на полом валу редуктора 4, а также пневматической
муфты-тормоза 6, предназначенной для включения или отключения редуктора 4 при работающем электродвигателе 3.
В направляющих основания 1 перемещается тележка 7 (фиг.2)с установленным на ней зажимным патроном 8, идентичным по конструкции патрону 5. На зажимном патроне 8 установлен электроконтактный манометр 9, связанный посредством цепей управления с пнев- матической муфтой-тормозом 6. На тележке 7 установлен также привод 10 ее перемещения и поддерживающие ролики П ,
Зажимной патрон (фиг,3)состоит из корпуса 12 и закрепленных в нем под углами 120° относительно друг друга трех стаканов 13. В стаканах 13 установлены и закреплены три идентичных зажимных элемента 14, 15 и 16. Зажи1 ной элемент, например 14, состоит из гидроцилиндра 17, на штоке которого : закреплен ползун 18, перемещающийся по внутренней поверхности стакана 13 В ползуне 18 на оси 19 установлен самоустанавливающийся по угловому положению эксцентрик 20.
Самоустановка эксцентрика 20 обеспечивается двумя пружинами кручения 21 (фиг.4), защемленными между ползу ном 18 и кулачком 20.
Поршневая полость гидроцилиндра зажимного элемента 14 с помощью трубопровода 22 через переходное устройство 23 соединена с гидросистемой стенда, поршневые полости гидроцилйндров зажимных элементов 15 и 16 соединены с гидросистемой стенда через переходное устройство 23 с помощью трубопровода 24. На трубопроводах 22 и 24 установлены запорные устройства 25 и 26. Штоковые полости гидроцилиндров зажимных элементов 14 15 и 16 соединены между собой с помощью трубопровода 27 и через переходное устройство 23 подсоединены к гидросистеме стенда,
В корпусе 12 зажимного патрона напротив зажимного элемента 14 закреплен регулируемый упор 28, предназначенный для установки и центрирования свинчиваемьтх-развинчиваемых элементов резьбовых соединений.
В патроне 5 закреплен элемент резьбового соединения 29 (фиг.1), в патроне 8 - элемент резьбового соединения 30 (фиг.2). ..
Стенд работает следующим образом.
В исходном положении эксцентрики 20 максимально разведены, упоры 28 выставлены на величину определенного диаметра элементов резьбового соединения, запорные устройства 25 и 26 открыты, а тележка 7 с патроном 8 отведена на максимальное расстояние от патрона 5,
Элемент резьбового соединения 29 устанавливается на упор 28 зажимного патрона 5, С помощью системы управления 2 рабочая жидкость подается под давлением сначала по трубопроводу 22 в поршневую полость гидроцилиндра зажимного элемента 14 и эксцентрик 20 прижимает элемент соединения 29 к упору 28, После этого рабочая жидкость по трубопроводу 24 поступает в поршневые полости гидроцилиндров зажиьдаых элементов 15 и ,16, элемент резьбового соединения 29 окончательно- закрепляется в патроне посредством эксцентриков зажимных эле ментов 15 и 16.
После, закрепления элемента резьбового соединения 29 закрываются запорные устройства 25 и 26, за счет этого создаются постоянные объемы рабочей жидкости в поршневых полостях гидроцилиндров зажимных элементов 14,15и16.
Аналогичным образом производится установка и закрепление элемента 3 .резьбового соединения 30 в патроне 8. Включается электродвигатель 3 и посредством муфты-тормоза 6 обеспечивается вращение выходного полого вала редуктора 4 с закрепленным на нем патроном 5. С помощью привода 10 к вращающемуся с элементом резьбового соединения 29 патрону 5 подводится тележка , 7 с закрепленным в не вращающемся патроне 8 элементом резьбового со- единения 30 до входа резьб этих эле- . ментов в зацепление. Начинается процесс свинчивания элементов резьбовых соединений. При возрастании сопротивления свинчиванию элемент резьбового соединения 29 в начальный период проворачивается вокруг своей оси на определенный угол в направлении, про тивоположном вращению патрона 5 до полного заклинивания эксцентриков 20 Аналогичный процесс при заклинивании элемента резьбового соединения 30 проходит в патроне 8, только про- ворот элемента резьбового соединения 30 относительно неподвижного патрона 8 осуществляется в направлении свинчивания. Разжим обоих патронов в процессе свинчивания исключен, так как порш-. невые полости гидроцилиндров отсечены от гидросистемы стенда. Давление в.замкнутой, поршневой полости каждого гидроцилиндра пропорционально моменту свинчивания, С целью измерения и ограничения момента свинчивания к поршневой полости гидроцилиндр установленного напротив регулируемог упора в зажимном патроне 8, подсоединен электроконтактный манометр 9. При достижении заданного предельного момента свинчивания сигнал электроконтактного манометра поступает в систему управления 2, которая посредством пневматической муфты-тор моза 6 производит отключение враТце- ния патрона 5. Процесс свинчивания прекращается. При свинчивании резьбовых соединений, предназначенных для работы в 694 тяжелых и особо тяжелых режимах, например резьбовых соединений возбудителя упругих колебаний, который используется для ликвидации прихватов колонн бурильных труб в скважинах, для обеспечения надежности резьбового соединения на стенде предусмотрен процесс докрепления резьбы в толчковом режиме. При этом докрепление (довинчивание) резьбовых соединений свинчиваемых элементов осуществляется толчками, т.е. кратковременными пусками и остановками редуктора 4 с помощью пневматической муфты-тормо- за 6. При достижении заданного для данного резьбового соединения момента свинчивания, которьй меньше заданного предельного момента, в непрерывном режиме свинчивания, с помощью сйстемь управления 2 производятся кратковременные включения и выключения пневматической муфты-тормоза 6, что соответствует кратковременным чepeдyющи r ся пускам и остановкам редуктора А, т.е. вращению его выходного вала с патроном 5 толчками. При достижении заданного предельного момента свинчивания в толчковом режиме (докрепления резьбовых соединений) отключение вращения патрона 5 происходит с помощью того же электроконтактного манометра 9, включенного в систему управления Д. Развинчивание резьбовых соединений происходит в обратном порядке. Дпя освобождения свинченных (развинченных) элементов резьбовых соединений открывают запорные устройства 25 и 26 пгтрона 5 и соответствующие им запорные устройства патрона 8 и, подав рабочую жидкость под давлением в штоковые полости гидроцилиндров патронов 5 и 6, разводят их кулачки. После открепления эксцентрики 20 за счет пр.ужин 21 занимают исходное положение (устанавливаются наименьшим диаметром в сторону свинчиваемого резьбового элемента).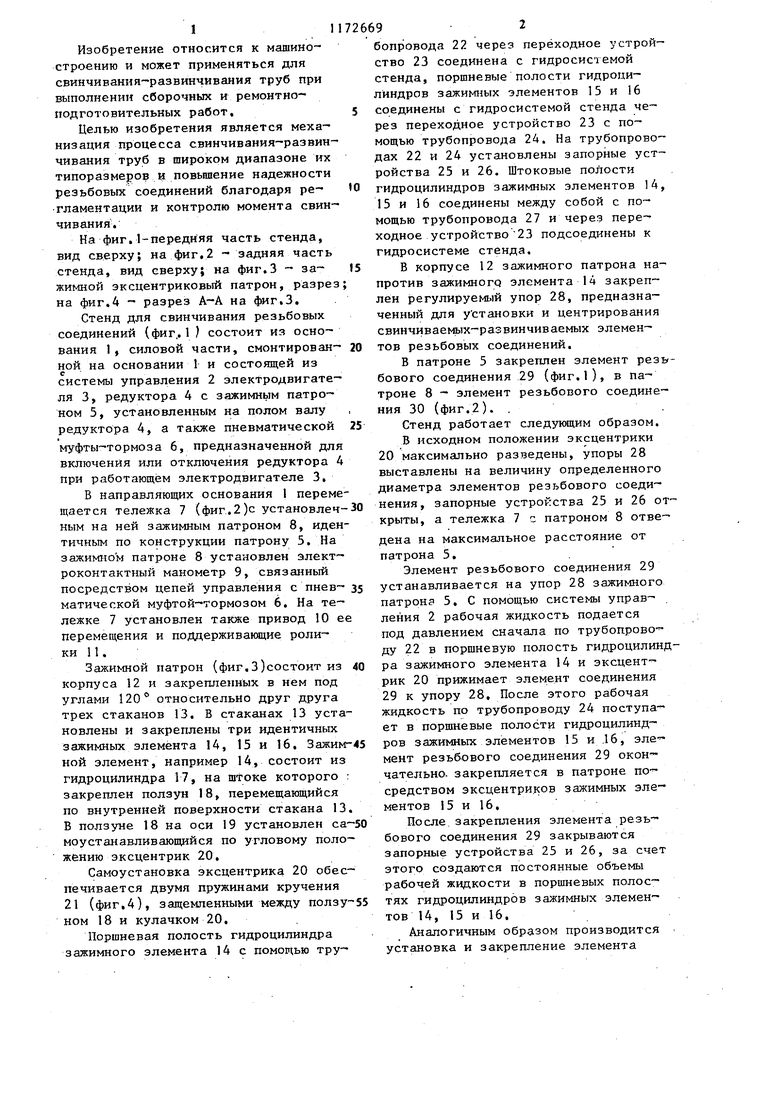
СТЕНД ДЛЯ СВИНЧИВАНИЯ-РАЗВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, в частности труб, содержащий основание, силовую часть, в которую введена пневматическая муфта-тормоз, подвижное и неподвижное задерживающие уст- ройства в виде идентичных гидрофиг цированных зажимных эксцентриковых патронов и систему контроля момента свинчивания, отличающийся тем, что, с целью механизации процесса свинчивания-развинчивания труб и повышения надежности резьбовых соединений, эксцентрики установлены на осях штоков гидроцилиндров с возможностью самоустановки их углового положения при разжиме патрона, причем одноименные полости гидроцилиндров соединены между собой, а система контроля момента свинчивания выполнена в виде электроконтактного манометра, установленного в нагнетательел ной магистрали гидроцилиндров. v го 05 о со 29 Фиг I
| СТЕНД ДЛЯ СВИНЧИВАНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 0 |
|
SU170427A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
