Изобретение относится к электротехнике, в частности к изготовлению электрических контактов для вакуумных дугогасительных камер (ВДК).
Цель предлагаемого изобретения - повышение коммутационного ресурса и обеспечение стабильности низкого уровня значений тока среза путем повышения электропроводности и равномерности структуры контактов на основе хрома и меди, изготовленных методом порошковой металлургии.
Известен способ изготовления контактов из порошка металла со средней температурой плавления, например хрома, борида хрома, кобальта или их комбинаций в количестве от 20 до 41 вес.% с небольшой добавкой (от 1 до 5 вес.%) порошка тугоплавкого металла, например вольфрама, молибдена или тантала, с частицами размером от 24 до 240 мкм прессованием, спеканием и последующей пропиткой медью, серебром или их сплавами (см. патент №1346758, H1N, С7А, Великобритания «Усовершенствование контактов вакуумного выключателя», от 24.02.1970 г.).
Контакты имеют небольшой ток среза, достаточную отключающую способность. Однако при токах более 10 кА они сильно оплавляются, имеет место обильная электронная эмиссия и медленное восстановление электрической прочности промежутка между контактами.
Известен способ изготовления контактов дуговой плавкой, когда электрод, изготовленный из хрома и меди, плавится дуговым разрядом (см. 1. R.Miller «Arc-Melted CuCr Alloys as Contact Materials for Vacuum Interrupters» - Siemens Forsch. - u. Entwickl-Ber. Bd.l7 (1988), pp.105-111.2. Fung Zhao, Hui Xu, Zki-Mao Yang, Bing-Jun Ding «Preparation of CuCr25 alloys through vacuum arc-smelting and their properties» - Trans. Non Ferrous Met. Soc. - China (Feb.2000), pp.71-75), либо вакуумным литьем с помощью индукционного нагрева (см. В.Miao, Y.Zhang, Y. Zhao et al. «Two new CuCr alloy contact materials». Proc.19th ISDEIV - Xian (2000), pp.729-32).
В обоих случаях процесс происходит при температуре выше 1700°С. Изготовление контактов из CuCr25 плавлением производят с целью получения более высокой плотности материала, чем при спекании спрессованных порошков. Контакты из материала, полученного плавлением, отличаются высокой плотностью, около 99,9% от теоретической, и постоянным высоким уровнем размыкающей способности.
Однако этот способ дорогой и трудоемкий. Известно, что хороший компромисс между качеством работы контактов высоковольтных выключателей и их ценой представляют контакты, изготовленные из порошков меди и хрома, например CuCr25, методами порошковой металлургии с использованием твердофазного (ТФС) или жидкофазного (ЖФС) спекания (Marie - Franchise Devismcs, Hans Schellekens et al. «The Influence of CuCr25 Characteristics on The Interruption Capability of Vacuum Interrupters» - 21th ISDEIV - Yalta, Crimea (2004), pp.359-363).
Наиболее близким к предлагаемому решению является способ изготовления электрических контактов на основе хрома и меди, включающий приготовление шихты, прессование и спекание, отличающийся тем, что шихту готовят из смеси порошков меди и сплава хрома, содержащего кальций в количестве 0,02-0,2 вес.%, спекание проводят при температуре 1100-1250°С в атмосфере остроосушенного водорода, причем нагрев под спекание проводят в среде водорода с выдержкой при температуре 250-400°С, а после спекания изделия подвергают дополнительному нагреву до температуры 300-700°С в атмосфере водорода и осадке в закрытом штампе (см. А.с. №919235, B22F 3/16, «Способ изготовления электрических контактов на основе хрома и меди», авторы: Белкин Г.С. и др., от 30.04.1980 г.).
Камеры с контактами, изготовленными этим способом, но с использованием как жидкофазного спекания в атмосфере остроосушенного водорода при температуре 1100-1200°С, так и твердофазного спекания в вакууме при температуре 1000-1050°С, испытывали на коммутационную способность (Белкин Г.С., Петров Л.А., Смирнов А.А. «Материалы контактов для вакуумных дугогасительных камер, опыт разработки, изготовления и применения» - Сб. научных трудов НАНУ ИПМ «Электрические контакты и электроды» - Киев, 2001, с.23-29). Электрические контакты на основе хрома и меди в весовом соотношении 50% хрома и 50% меди были изготовлены их разных хромовых порошков.
Контакты фирмы «Полема-Тулачермет», изготовленные из электролитического хромового порошка с частицами дендритной формы методом ТФС в вакууме, имели электрическое сопротивление 5,3-5,6 мкОм·см. Вакуумные камеры с контактами из него не выдержали в полном объеме испытания на коммутационную способность. При выполнении трех циклов «ВО» (токи включения составили 21,8-22,2 кА; при этом максимальные токи достигали 51,5-58,7 кА при возвращающем напряжении 11,4-11,5 кВ) из четырех опытов в двух произошел отказ в гашении дуги.
Контакты фирмы «ТЭР», г.Саратов, изготовленные методом ЖФС в водороде из восстановленного углеродотермическим методом хромового порошка с частицами осколочной формы, имели удельное электрическое сопротивление 3,6-4,4 мкОм·см. Камеры с контактами из него выдержали все испытания на коммутационную способность. Однако вопросы обеспечения стабильности низкого уровня значений тока среза полностью не решены.
Задачей предлагаемого решения является повышение электропроводности и равномерности структуры контактов на основе хрома и меди, изготовленных методом порошковой металлургии с целью повышения коммутационного ресурса и обеспечения стабильности низкого уровня тока среза контактов из него.
Поставленная задача решается тем, что в способе изготовления электрических контактов на основе хрома и меди, включающем приготовление шихты смешиванием порошков меди и хрома, прессование, предварительную выдержку при температуре 250-400°С в атмосфере остроосушенного водорода, спекание при температуре 1100-1250°С в атмосфере остроосушенного водорода, дополнительный нагрев до температуры 300-700°С в атмосфере водорода и осадку в закрытом штампе, согласно предлагаемому решению перед смешиванием порошков хрома и меди проводят обкатку шарами частиц порошка хрома, после чего обработанный хром контролируют путем изготовления пробной таблетки высотой от 2,0 до 4,0 мм прессованием при постоянном давлении Руд. из интервала 3,0÷6,0 т/см2 и определения величины минимальных промежутков между хромовыми частицами в ней в соответствии с ГОСТ 26849-86 (ИСО 4003-77), исходя из давления воздуха Р, необходимого для продавливания первого пузырька через пробную таблетку, пропитанную спиртом, после чего сравнивают их величину с величиной минимальных промежутков в аналогичной пробной таблетке, изготовленной прессованием из исходного сырья при таком же давлении Руд., считая годным обработанный порошок, у которого минимальные промежутки в пробных таблетках увеличиваются не менее чем в 1,4 раза по сравнению с порошком исходного сырья.
Проведен анализ возможности усовершенствования структуры хромомедных контактов с целью улучшения ее равномерности и проницаемости для теплового и электрического потоков в контактах и как результат этого - повышение их электропроводности. Установлено, что проницаемость теплового и электрического потоков через контакты можно повысить путем сокращения пути этих потоков по медным прослойкам, расположенным между каркасом из хромовых частиц, уменьшая их извилистость.
Размер и форма частиц хрома в этом случае будут иметь значение, так как известно, что чем сложнее форма частиц и больше число неровностей на поверхности частиц, чем меньше размер частиц, тем искривленнее и неоднороднее поры каркаса из этих частиц (см. «Пористые проницаемые материалы» - Справочник под ред. д.т.н. проф. Белова С.В. - М.: Металлургия, 1987, с.335).
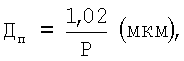
На фиг.1 приведено изображение на часовом проекторе при увеличении 50x частиц восстановленного углеродотермическим методом хрома партии 660: а) исходного сырья и б) после обкатки шарами на валковой (ВМ) мельнице в течение 25 часов.
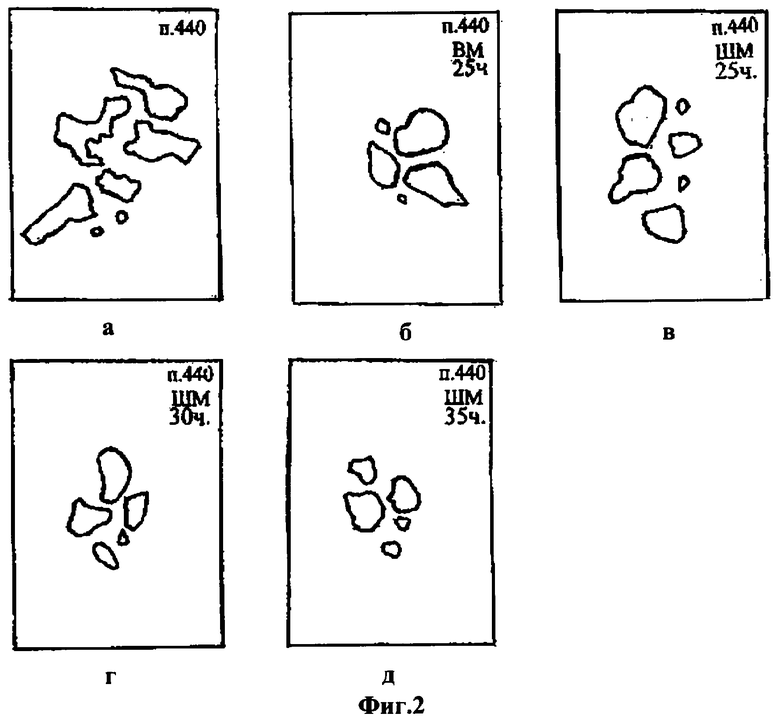
На фиг.2 приведено изображение на часовом проекторе при увеличении 50х частиц углеродотермического хрома партии 440: а) исходного сырья и б) после обкатки шарами на ВМ в течение 25 часов; после обкатки на ШМ: в) в течение 25 часов, г) в течение 30 часов, д) в течение 35 часов.
Показана возможность округления осколочной формы частиц хромового порошка исходного сырья с большим количеством выступов и впадин на поверхности путем обкатки его шарами. Так как целью предлагаемого способа является не только повышение равномерности структуры контактов, но и повышение проницаемости теплового и электрического потоков через них, то критерием оценки выбранного режима обработки хромового порошка явилось повышение проницаемости для сжатого воздуха хромовых каркасов, спрессованных из порошка после его обкатки шарами Роб. по сравнению с хромовыми каркасами из порошка исходного сырья Рисх. При этом соотношение минимальных промежутков в каркасах из обработанного Дп.об. и исходного Дп.исх. порошков хрома  равно обратному соотношению соответствующих значении проницаемости
равно обратному соотношению соответствующих значении проницаемости  , так как после подстановки постоянных величин в формулу ГОСТ 26849-86 для определения Дп.
, так как после подстановки постоянных величин в формулу ГОСТ 26849-86 для определения Дп.

где δt - поверхностное натяжение, н/м;
Р - давление, при котором выделяется пузырек воздуха Па (проницаемость);
γt - плотность жидкости (спирта), г/см3;
g - ускорение свободного падения, м/с2;
h - высота столба жидкости над испытываемым образцом, м,
получаем
а следовательно,

Хромовые частицы исходного сырья партии 440 (фиг.2а) обкатывали шарами в медном барабане на шаровой мельнице и контролировали форму и размер частиц порошка на часовом проекторе при увеличении 50х после 25 (фиг.2в), 30 (фиг.2г) и 35 (фиг.2д) часов обработки. По результатам контроля выбрали время обкатки, достаточное для уменьшения неровностей на поверхности частиц без их измельчения. Оно равно 25 часам. Обработку обкаткой шарами частиц углеродотермического хромового порошка в течение 25 часов выполнили также на валковой мельнице: дважды на порошке из партии 440 и дважды на порошке из партии 660. Получили увеличение минимальных промежутков между частицами в пробных таблетках после обкатки хромовых частиц шарами соответственно для шаровой мельницы:  ; для валковой мельницы на партии 440 - 1,90 и 1,60; на партии 660 - 1,53 и 1,46. Поэтому за критерий качества обкатки хромовых порошков приняли значение увеличения Дп не менее, чем в 1,4 раза.
; для валковой мельницы на партии 440 - 1,90 и 1,60; на партии 660 - 1,53 и 1,46. Поэтому за критерий качества обкатки хромовых порошков приняли значение увеличения Дп не менее, чем в 1,4 раза.
Высоту пробных таблеток в соответствии с ГОСТ 26849-86 подбирали экспериментально из учета обеспечения стабильности повторных измерений проницаемости Р. При изменении высоты пробных таблеток, спрессованных при постоянном давлении, из хромового порошка от 2,0 до 4,0 мм значения проницаемости не изменялись.
При изготовлении пробных таблеток снижение удельного давления прессования ниже 3,0 т/см2 нецелесообразно, так как таблетки получаются не прочные, а иногда разрушаются при помещении их в устройство для измерения проницаемости. Также нецелесообразно повышать давление прессования выше 6,0 т/см2 из-за возможности деформации хромовых частиц. Это поясняется таблицей 1, в которой приведены результаты прессования и расчета среднего диаметра частиц по формуле Козени Дч. порошка хрома при разных давлениях.
Способ осуществляется следующим образом. Хромовые углеродотермические порошки партий 440 и 660 по ТУ 14-5-298-99 обкатали шарами в течение 25 часов на валковой мельнице в медном барабане в режиме «перекатывания». Спрессовали по три пробные таблетки диаметром 5,6 мм, высотой от 2,2 до 2,8 мм из порошков исходного сырья до и после их обработки.
Провели сравнительный анализ порошков хрома до и после обработки.
Обнаружили (таблица 2), что в результате натирания выступов на поверхность частиц хрома при обкатке их шарами происходит ее сглаживание (фиг.1, 2) и незначительное увеличение среднего диаметра частиц Дч.

Изменение морфологии частиц после обкатки не повлияло на плотность пробных таблеток γ, но привело к увеличению минимальных промежутков между хромовыми частицами в них (таблица 2). Величина Дп.об. увеличилась: в таблетках из хрома партии 660 в 1,53 раза, а в таблетках из хрома партии 440 в 1,90 раза.
Порошки обработанного углеродотермического хрома партии 660 после контроля и меди марки ПМС-1 в соотношении, соответствующем химическому составу материала ХД70, перемешали в медном барабане на валковой мельнице, после чего спрессовали шихту. Прессовки подвергли восстановительному отжигу в водороде с точкой росы -65°С при температуре 700°С. Затем их спекли при температуре 1100°С в водороде с точкой росы -65°С. После спекания изделия нагрели в водороде до температуры 950°С и в горячем состоянии обжали в закрытом штампе. Параллельно изготовили контакты ХД70 из исходного сырья партии 660 (таблица 3).

Выполнили также аналогичную работу по изготовлению контактов из 70 вес.% меди и 30 вес.% углеродотермического хрома партии 440 с применением жидкофазного спекания в атмосфере остроосушенного водорода (Тр=-65°С) при температуре 1200°С, но без последующей осадки в закрытом штампе (таблица 4).
Результаты контроля процесса изготовления контактов методами порошковой металлургии и контроля их параметров приведены в таблицах 3, 4. Плотность контактов определяли методом гидростатического взвешивания по ГОСТ 18898-73, электропроводность измеряли на вихретоковом приборе ИЭ-1.

Из таблиц 3, 4 следует, что в результате обкатки частиц хрома произошло повышение электропроводности контактов на 12-20%. Металлографический анализ структуры контактов показал, что обкатка частиц хрома привела к повышению равномерности их структуры и к округлению формы хромовых частиц.
Таким образом, экспериментально показано влияние морфологии частиц хрома на параметры контактов на основе хрома и меди и возможность применения процесса обкатки шарами частиц хрома для округления их формы и понижения величины неровностей на поверхности частиц.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ НА ОСНОВЕ ХРОМА И МЕДИ | 2010 |
|
RU2415487C1 |
| Нанокомпозитные материалы на основе металлических псевдосплавов для контактов переключателей мощных электрических сетей с повышенными физико-механическими свойствами | 2016 |
|
RU2706013C2 |
| Способ получения электроконтактного композитного материала на основе меди, содержащего кластеры на основе частиц тугоплавкого металла | 2016 |
|
RU2645855C2 |
| НАНОКОМПОЗИЦИОННЫЙ ЭЛЕКТРОКОНТАКТНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2015 |
|
RU2597204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТЫХ КАТОДОВ ИЗ ВОЛЬФРАМОВОГО ПОРОШКА | 2005 |
|
RU2297068C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТЫХ КАТОДОВ ИЗ ВОЛЬФРАМОВОГО ПОРОШКА | 2005 |
|
RU2293394C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТЫХ КАТОДОВ ИЗ ВОЛЬФРАМОВОГО ПОРОШКА | 2005 |
|
RU2293395C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2303300C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО УРАН-ПЛУТОНИЕВОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНЫХ РЕАКТОРОВ | 2021 |
|
RU2772886C1 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОНЫЫЙ МЕДНО-ГРАФИТОВЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2088682C1 |
Изобретение относится к электротехнике, в частности к изготовлению электрических контактов для вакуумных дугогасительных камер (ВДК). Способ изготовления электрических контактов на основе хрома и меди включает приготовление шихты механическим смешиванием порошков хрома и меди, прессование и предварительное восстановление в атмосфере остроосушенного водорода с выдержкой при температуре 250-700°С, жидкофазное спекание при температуре 1100-1250°С в атмосфере остроосушенного водорода или твердофазное спекание при температуре не выше 1050°С в атмосфере остроосушенного водорода или в вакууме, дополнительный нагрев изделий до температуры 300-950°С. Перед смешиванием порошков хрома и меди с целью изменения морфологии частиц хрома проводят обкатку шарами частиц порошка хрома в мельнице. Техническим результатом является повышение коммутационного ресурса и обеспечение стабильности низкого уровня значений тока среза путем повышения электропроводности и равномерности структуры контактов на основе хрома и меди, изготовленных методом порошковой металлургии. 4 табл., 2 ил.
Способ изготовления электрических контактов на основе хрома и меди, включающий приготовление шихты механическим смешиванием порошков хрома и меди, прессование и предварительное восстановление в атмосфере остроосушенного водорода с выдержкой при температуре 250÷700°С, жидкофазное спекание при температуре 1100÷1250°С в атмосфере остроосушенного водорода или твердофазное спекание при температуре не выше 1050°С в атмосфере остроосушенного водорода или в вакууме, дополнительный нагрев изделий до температуры 300÷950°С в атмосфере водорода и осадку в закрытом штампе, отличающийся тем, что перед смешиванием порошков хрома и меди проводят обкатку шарами частиц порошка хрома, после чего обработанный порошок хрома контролируют путем определения величины минимальных промежутков Дп.об. между хромовыми частицами в каркасе пробной таблетки, пропитанной спиртом, которую прессуют высотой от 2,0 до 4,0 мм при постоянно выбранном давлении Руд из интервала 3,0÷6,0 т/см2 и сравнения их величины с величиной минимальных промежутков между хромовыми частицами в аналогичной пробной таблетке, изготовленной прессованием из хромового порошка исходного сырья Дп.исх. при таком же давлении Руд, считая годным обкатанный порошок, у которого  не менее 1,4.
не менее 1,4.
| SU 919235 A1, 10.07.2000 | |||
| Способ изготовления электрических контактов | 1979 |
|
SU1030870A1 |
| Устройство для фиксации подвески колонны труб в скважине | 1986 |
|
SU1346758A1 |
| US 3913201 A, 21.10.1975. | |||

