Изобретение относится к обработке металлов со снятием стружки и может быть применено для определения допустимой скорости резания при механической обработке стальных деталей твердосплавным инструментом в условиях многоинструментальной настройки на многошпиндельных токарных станках.
Известен способ определения допустимой скорости резания при механической обработке детали твердосплавным инструментом (см. патент RU №2063307, B23B 25/06, 10.07.1996), предусматривающий оперативный контроль теплофизических свойств каждой контактируемой пары твердосплавный инструмент - стальная деталь по величине термоЭДС пробного прохода непосредственно на станке и использование величины термоЭДС для определения допустимой скорости резания. Недостатком данного способа при использовании его на многошпиндельных токарных станках является необходимость обязательного повторения пробного прохода при смене хотя бы одной составляющей контактируемой пары (инструмента или детали), что усложняет настройку многошпиндельного токарного станка из-за его конструктивных особенностей (обработка ведется одновременно несколькими шпинделями) и тем самым ограничивает выбор точного значения скорости резания для каждого шпинделя, которая призвана обеспечить расчетное время работы инструмента.
Задачей, на решение которой направлено заявленное изобретение, является обеспечение расчетной стойкости твердосплавного инструмента при обработке стальных деталей на многошпиндельных токарных станках.
Техническим результатом, который может быть получен при осуществлении изобретения, является совпадение расчетной и действительной стойкости инструмента путем измерения коэрцитивной силы твердосплавных пластин и последующего выборочного измерения термоЭДС пары инструмент - деталь в условиях кратковременной предварительной обработки на универсальном токарном станке.
Указанный технический результат достигается тем, что в заявленном способе определения допустимой скорости резания при механической обработке стальных деталей твердосплавным инструментом в условиях многоинструментальной настройки предварительно измеряют коэрцитивную силу для каждой твердосплавной пластины твердосплавного режущего инструмента из твердосплавных пластин, имеющих одну геометрическую форму и выполненных из твердого сплава одной марки, строят гистограмму распределения измеренных значений коэрцитивной силы с делением исследуемых твердосплавных пластин на группы, различающиеся между собой значениями коэрцитивной силы на величину не более 10 эрстед, для каждой указанной группы твердосплавных пластин устанавливают линейную зависимость между коэрцитивной силой и термоэлектродвижущей силой (термоЭДС) следующего вида:
E=k·Hc+b,
где Е - термоЭДС, вольт/кельвин;
Hc - коэрцитивная сила, эрстед;
k и b - коэффициенты, характеризующие связь между термоЭДС и коэрцитивной силой пластин,
по которой определяют постоянные коэффициенты k и b, характеризующие связь между термоЭДС и коэрцитивной силой, с учетом которых определяют допустимую скорость резания для группы твердосплавных пластин по формуле

где Vд - скорость резания, м/мин;
Tm - стойкость инструмента, мин;
tx - глубина резания, мм;
Sy - подача, мм/об.
Использование в заявленном способе определения допустимой скорости резания измерения коэрцитивной силы твердосплавных пластин дает возможность проводить выборочные измерения термоЭДС пары инструмент - деталь для минимально необходимого количества пластин для требуемой достоверности расчетов, что сокращает подготовительное время на настройку станка. Установление зависимости между полученными значениями термоЭДС и соответствующими значениями коэрцитивной силы твердосплавных пластин в пределах одной группы распределения позволяет определять допустимую скорость резания, обеспечивающую заданную стойкость инструмента с относительной ошибкой не более ±10%.
Наличие указанных отличительных признаков обеспечивает точность расчетной скорости резания, соответствующей заданной стойкости инструмента, при обработке стальных деталей на многошпиндельных токарных станках.
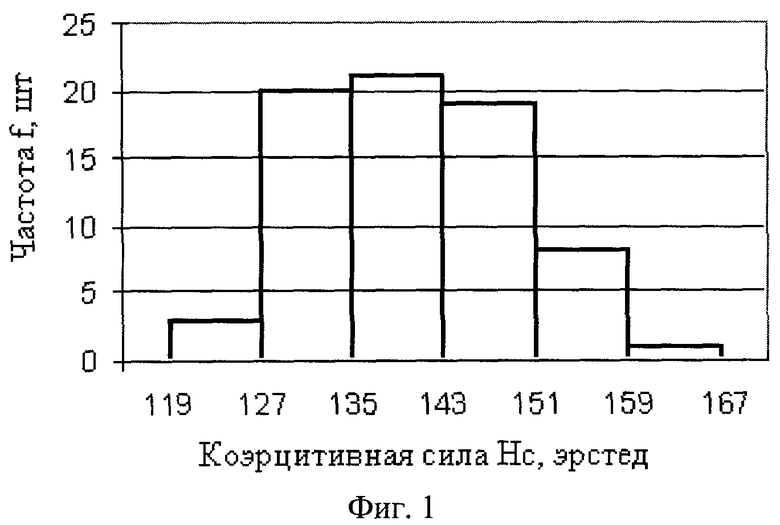
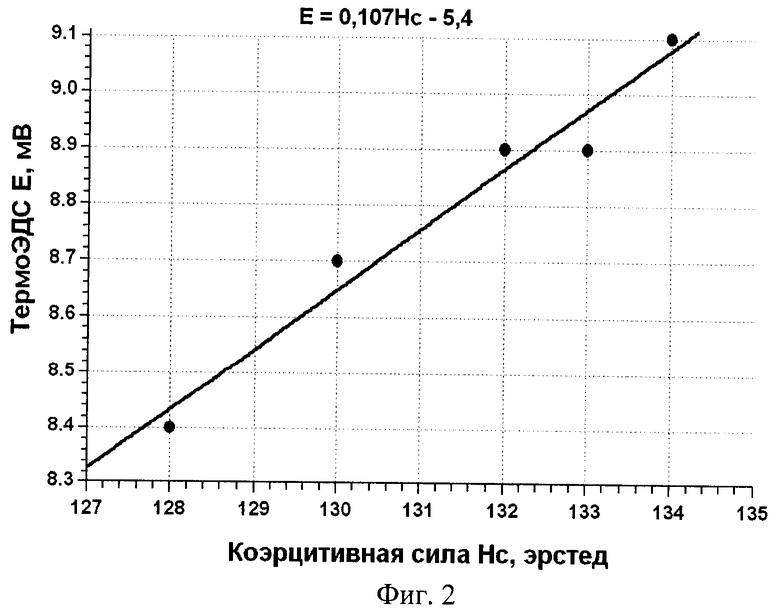
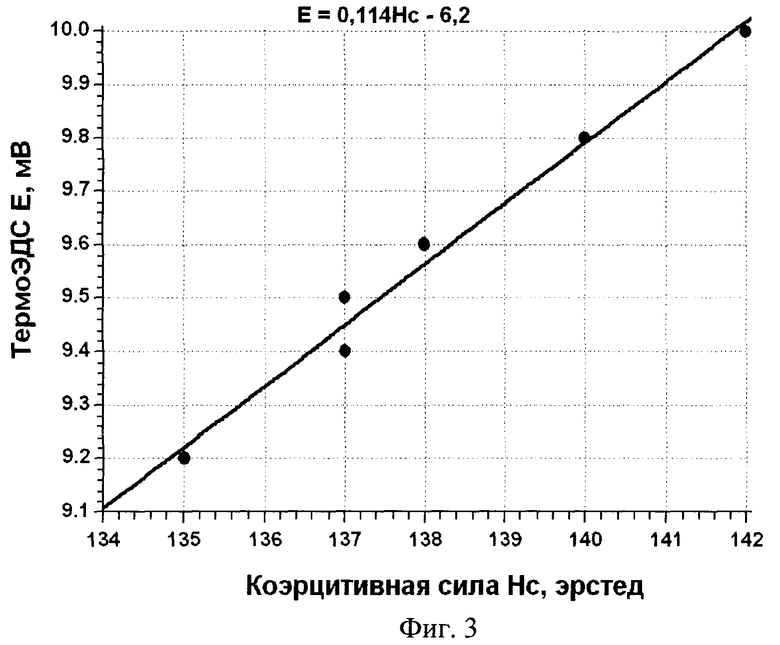
На фиг.1 представлена гистограмма распределения значений коэрцитивной силы твердосплавных пластин марки Т15К6. На фиг.2 и 3 изображены зависимости между коэрцитивной силой и термоЭДС пробного прохода для двух групп распределения твердосплавных пластин марки Т15К6.
Способ реализуется следующим образом. У твердосплавных режущих пластин одной геометрической формы и марки твердого сплава измеряют величину коэрцитивной силы Hc с помощью стандартного измерительного прибора - коэрцитиметра в ручном или автоматическом режиме. Известные значения коэрцитивной силы представляют в виде гистограммы распределения с делением на 6…10 групп. Интервал значений каждой группы не должен превышать величину Δ=10 эрстед; в этом случае режущие способности (стойкость) твердосплавных пластин отличаются между собой не более чем на 10%.
В зависимости от числа пластин со значениями коэрцитивной силы, объединенных в одну группу, в соответствии с положениями математической статистики (см., например, Кацев П.Г. Статистические методы исследования режущего инструмента. - М.: Машиностроение, 1968, 156 с.), определяют минимально необходимое количество пластин n из одной группы для требуемой достоверности расчетов P. Для n выбранных пластин в условиях пробного прохода (скорость резания V=100 м/мин, подача S=0,1 мм/об, глубина резания t=1 мм) измеряют значения термоЭДС по обрабатываемой стальной детали. При количестве пластин в группе f≤3 измерение термоЭДС пробного прохода производят для всех пластин в группе.
На основании полученных данных для каждой группы распределения строят линейную зависимость вида
E=k·Hc+b,
по которой определяют постоянные коэффициенты k и b, характеризующие связь между термоЭДС и коэрцитивной силой пластин. Указанные коэффициенты имеют разное численное значение для каждой группы распределения, обусловленное различными режущими способностями твердосплавных пластин в группах.
Для каждой твердосплавной пластины из одной группы распределения определяют допустимую скорость резания с учетом известных постоянных коэффициентов данной группы k и b и величины коэрцитивной силы пластины Hc по формуле

В качестве примера на фиг.1 представлена гистограмма распределения коэрцитивной силы твердосплавных пластин марки Т15К6 в количестве 73 штук с делением на 6 групп с интервалом значений каждой группы Δ=8 эрстед. На фиг.2 и 3 изображены зависимости между коэрцитивной силой и термоЭДС пробного прохода для двух групп распределения твердосплавных пластин марки Т15К6.
Исходные данные и результаты расчетов коэффициентов k и b приведены в табл.1.
Экспериментальная проверка предлагаемого способа показала, что в условиях получистового наружного точения (t=1,0 мм, S=0,2 мм/об) при обработке детали из стали 45 твердосплавными пластинами марки Т15К6 отклонение фактической стойкости инструмента Tф от заданного стойкости T не превышало ±10% (см. табл.2).
Измерение величины коэрцитивной силы дает возможность предварительно в ручном или автоматическом режиме бесконтактным способом оценить разброс режущих свойств партии твердосплавных пластин, а использование величины термоЭДС пробного прохода - оценить свойства контактируемых пар (стальная деталь - твердосплавная пластина) и выбирать (корректировать) скорость резания для каждой группы пластин по предлагаемой формуле, что обеспечивает заданную стойкость инструмента на всех позициях (шпинделях) многошпиндельных токарных станков. Предлагаемый способ позволяет также производить подбор твердосплавных пластин по режущим свойствам в комплекты сборного многолезвийного инструмента.
Изобретение относится к машиностроению и может быть применено для определения допустимой скорости резания при механической обработке стальных деталей твердосплавным инструментом в условиях многоинструментальной настройки на многошпиндельных токарных станках. В ходе ведения способа предварительно измеряют коэрцитивную силу для каждой твердосплавной пластины твердосплавного режущего инструмента из твердосплавных пластин, имеющих одну геометрическую форму и выполненных из твердого сплава одной марки и строят гистограмму распределения измеренных значений коэрцитивной силы с делением исследуемых твердосплавных пластин на группы, различающиеся между собой значениями коэрцитивной силы на величину не более 10 эрстед. Для каждой указанной группы твердосплавных пластин устанавливают линейную зависимость между коэрцитивной силой и термоэлектродвижущей силой (термоЭДС), по которой определяют связь постоянных коэффициентов, характеризующих связь между термоЭДС и коэрцитивной силой, с учетом которых определяют допустимую скорость резания для группы твердосплавных пластин. Обеспечивается совпадение расчетной и действительной стойкости инструмента путем измерения коэрцитивной силы твердосплавных пластин и последующего выборочного измерения термоЭДС пары инструмент - деталь в условиях кратковременной предварительной обработки на универсальном токарном станке. 2 табл., 3 ил.
Способ определения допустимой скорости резания при механической обработке стальных деталей твердосплавным инструментом в условиях многоинструментальной настройки, включающий предварительное измерение коэрцитивной силы для каждой твердосплавной пластины твердосплавного режущего инструмента из твердосплавных пластин, имеющих одну геометрическую форму и выполненных из твердого сплава одной марки, построение гистограммы распределения измеренных значений коэрцитивной силы с делением исследуемых твердосплавных пластин на группы, различающиеся между собой значениями коэрцитивной силы на величину не более 10 Э, при этом для каждой указанной группы твердосплавных пластин устанавливают линейную зависимость между коэрцитивной силой и термоэлектродвижущей силой (термоЭДС) следующего вида:
E=k·Hc+b,
где Е - термоЭДС, В/К;
Hc - коэрцитивная сила, Э;
k, b - коэффициенты, характеризующие связь между термоЭДС и коэрцитивной силой для группы пластин,
по которой определяют постоянные коэффициенты k и b, характеризующие связь между термоЭДС и коэрцитивной силой, с учетом которых определяют допустимую скорость резания для группы твердосплавных пластин по формуле:

где Vд - скорость резания, м/мин;
Тm - стойкость инструмента, мин;
tx - глубина резания, мм;
Sy - подача, мм/об.
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМОЙ СКОРОСТИ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ДЕТАЛИ ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ | 1994 |
|
RU2063307C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛИ И СПЛАВОВ | 1992 |
|
RU2069343C1 |
| 0 |
|
SU171313A1 |

